Поскольку НЛО позволило мне писать статьи, продолжаем истории о проектировании. С придумыванием заголовков у меня беда. На этот раз речь пойдет о дверях безопасности. Надеюсь читатель простит мне вольный перевод термина Safety (или Protective) Door.
Говоря о безопасности на производстве, я подразумеваю аварийный останов или аварийное отключение для предотвращения аварии. Есть целый ряд технологий и устройств, позволяющих сделать жизнь ответственного за ТБ безоблачной и спокойной, а рабочим завода обеспечить сохранность жизни и конечностей.
Эти устройства применяются для выполнения следующих задач:
— кнопки аварийного останова и отключения, о которых я писал чуть раньше;
— мониторинг дверей безопасности;
— контроль рабочей зоны лазерными сканерами;
— контроль доступа с помощью световых барьеров;
— контроль безопасной скорости вращения и движения;
— контроль выполнения работы двумя руками (да, переводчик из меня абсолютно точно никакой).
Может, список неполный, но достаточный на сегодня. Итак, говорим о дверях.
Давайте взглянем на картинку, оценим симпатичную желтую калитку на переднем плане и позавидуем ребятам в халатах, которые так доверяют этой самой калитке, что даже не носят каски. В принципе, если один из ребят зайдет в дверь, не оснащенную системой мониторинга, робот на заднем плане может доставить массу дискомфорта и неприятных моментов.

Для того, чтобы избежать таких ситуаций, и исключить простой оборудования из-за внепланового вызова уборщиц, опасную зону огораживают и ставят на дверь специальные концевые выключатели. Например такие (232-0HC05):
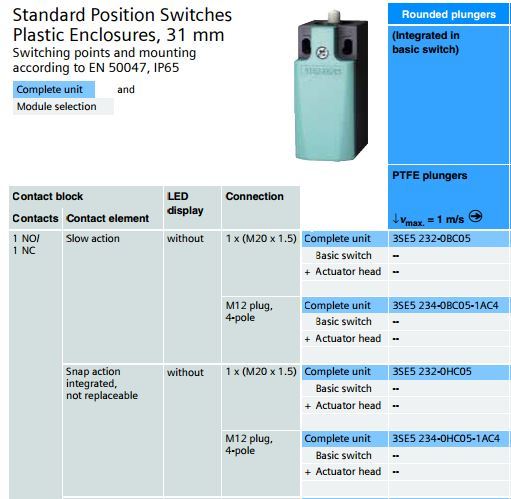
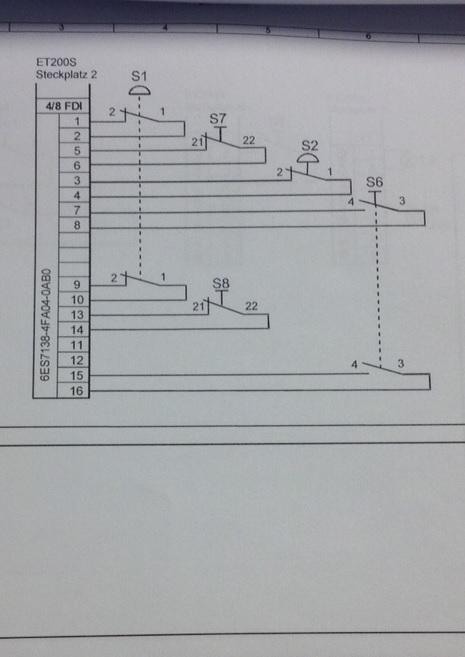
Принцип работы прост: когда дверь закрыта, концевые выключатели находятся в одном положении, если приоткрыть — в другом. В зависимости от нужд, выключатели бывают механические или бесконтактные с технологией RFID. В своем примере я буду использовать нормально-замкнутые контакты обычных механических выключателей S7/S8, как показано на этой схеме:
Оговорюсь, что для одной зоны и одной двери совсем не обязательно использовать такую мощную аппаратную конфигурацию как у меня, а достаточно использовать простое реле безопасности (конечно должным образом сертифицированное). Внешний вид моего железа есть в прошлой статье, давайте взглянем на конфигурацию в Step7:
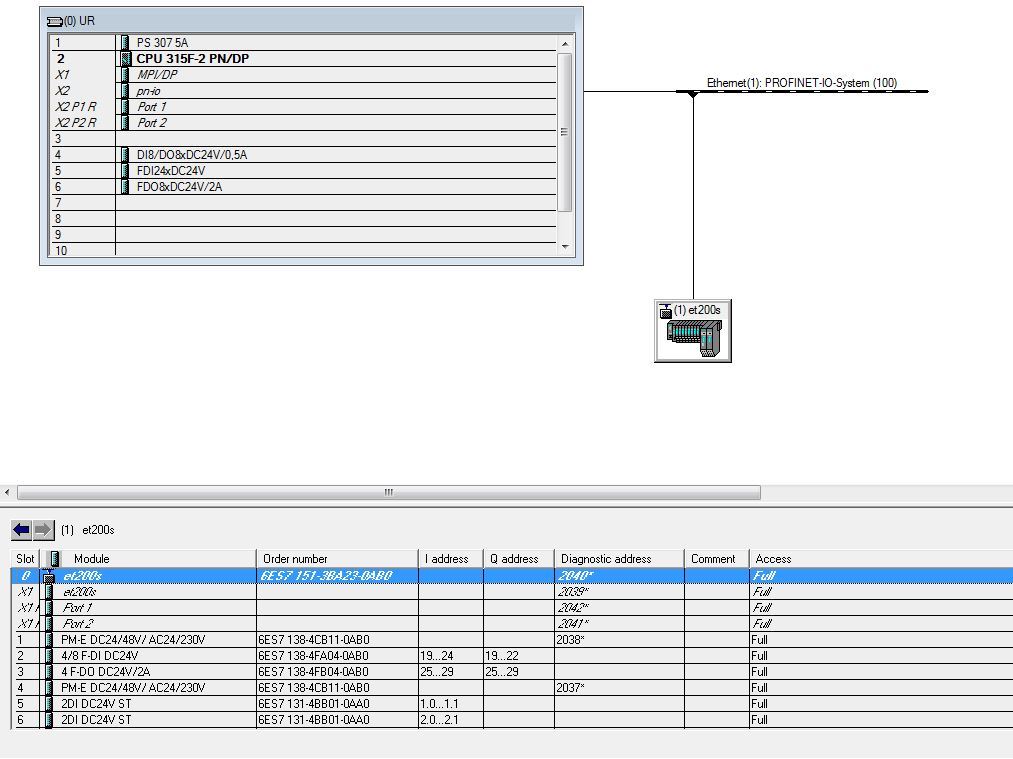
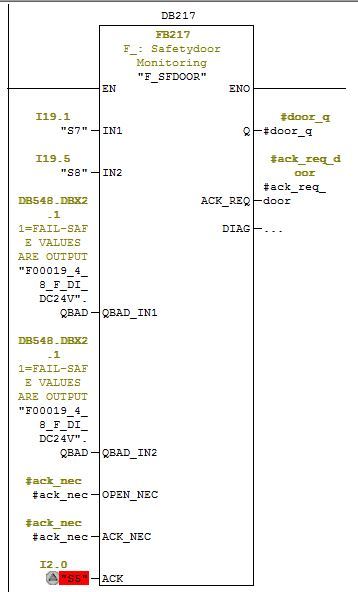
Итак, наши концевики подключены в модуль 4/8 FDI (Failsafe Discrete/Digital Input) как два одноканальных датчика с оценкой 1оо1 и имеют адреса I19.1, I19.5. Можно приступать к программированию.
Поскольку failsafe совсем не про импровизацию, будем использовать стандартный библиотечный блок FB 217 «F_SFDOOR»: Safety Door Monitoring, который входит в пакет Distributed Safety. Справка для этого блока выглядит вот так:
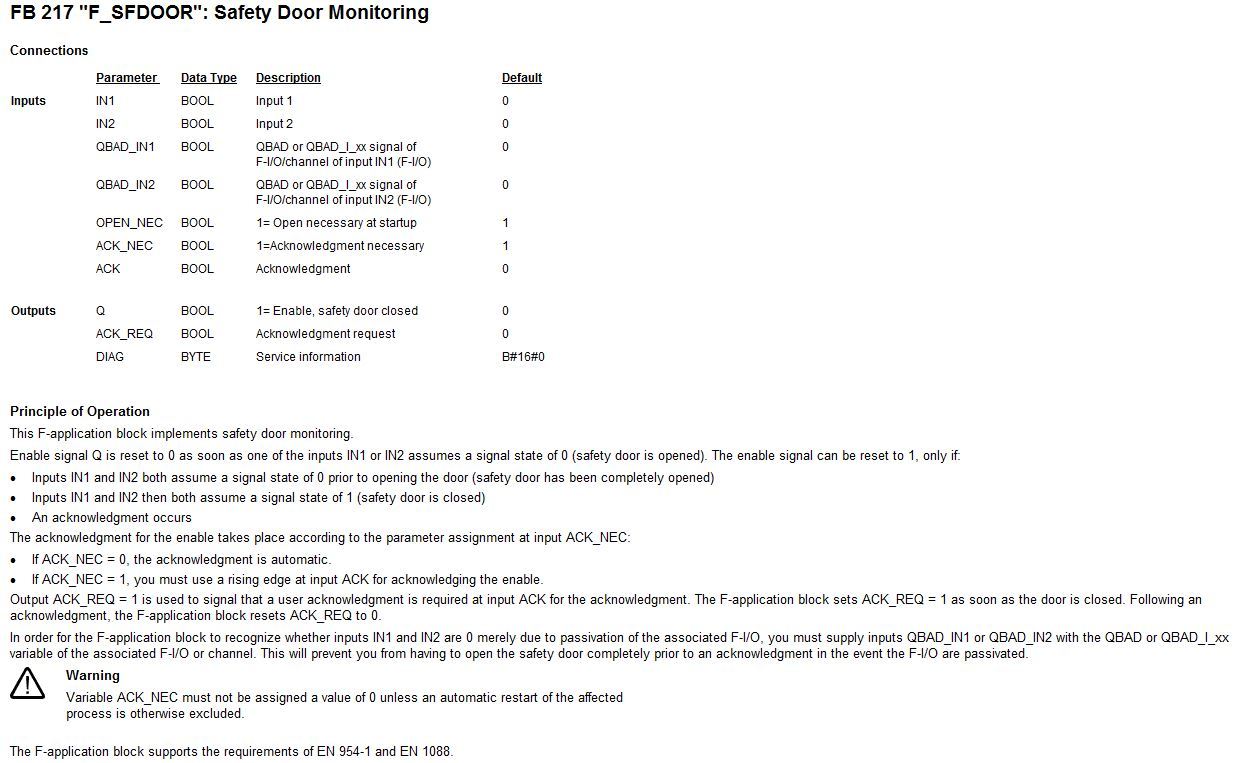
Переводить ее целиком я не буду (задайте пожалуйста вопрос, если нужно что-то пояснить), но вкратце работает блок так: выход Q нашего блока сбросится в 0, как только пропадет единица на одном из входов IN1/IN2. Для того, чтобы блок завелся, необходимо полностью открыть дверь (сбросить входы IN1/IN2), полностью закрыть дверь (взвести входы IN1/IN2), установить в единицу вход ACK.
Вызов блока в программе:
Сохраним, скомпилируем и зальем наш блок в контроллер.
Готово! Теперь при любом сбое, обрыве одного из кабелей, или даже провисании петель на двери, контакт разомкнется и контроллер остановит нашего робота с первой картинки.
В следующий раз попробую рассказать о световых барьерах и лазерных сканерах, если конечно это интересно.
Комментарии (16)

firez
15.01.2016 17:15+2На одном предприятии, которое я периодически посещаю, рядом с лазерным сканером заботливо снята секция забора. Это к вопросу о соблюдении ТБ на наших заводах.

olloy
16.01.2016 19:43про такие случаи можно отдельную статью писать) у меня тоже было достаточно…
тот же концевик на RFID тоже для русских придуман, которые привыкли концевики спичкой подтыкать, «чтобы не мешал работать»))
в интернете еще можно у дихальта почитать, или у олдмана в жж, там забавные истории есть.

Bluefox
15.01.2016 23:12Как то слабенько выглядит концевик от которого зависит жизнь человека. Разве там не должно быть safety оборудование? Например, даже на последнем cebit все роботы должны были быть оснащены safety аварийными кнопками иначе не допускали.

AndreyDmitriev
16.01.2016 09:13Итак, наши концевики подключены в модуль 4/8 FDI (Failsafe Discrete/Digital Input) как два одноканальных датчика с оценкой 1оо1 и имеют адреса I19.1, I19.5. Можно приступать к программированию.
…
Для того, чтобы блок завелся, необходимо полностью открыть дверь (сбросить входы IN1/IN2), полностью закрыть дверь (взвести входы IN1/IN2), установить в единицу вход ACK.
А откуда возьмётся единица на входе ACK?olloy
16.01.2016 17:59в вызове блока этот сигнал подсвечен красным. в моем случае это кнопка.
AndreyDmitriev
16.01.2016 18:58Понятно, спасибо. А зачем вообще нужна эта кнопка? Вот на КПДВ тоже несколько кнопок, одну из которых чувак в халате нажимает — зачем они все?
olloy
16.01.2016 19:16если обобщенно, то кнопка Acknowledgment нужна, чтобы оборудование не запустилось само собой после восстановления нормального состояния, для подтверждения оператором.
остальные кнопки на картинке могут выполнять что угодно) не я автор этого фото.AndreyDmitriev
16.01.2016 19:45Спасибо. Ну да, иначе оператор сможет зайти в опасную зону, закрыть за собой дверь и ПЛК решит, что можно дать разрешение на запуск робота.
На самом деле остальные кнопки на картинке (по крайней мере часть) — это блокировка и разблокировка замка. Такие двери как правило снабжают магнитным замком, он как раз под блоком кнопок виден — при покидании опасной зоны его надо заблокировать. Если бы дверь можно было открыть «просто так» в тот момент, когда робот в движении, то его мгновенный останов может вызвать если не повреждение приводов, то потерю ими калибровки.
А зачем нужна пара входов IN1 и IN2? Разве ж нельзя обойтись одним контактом?olloy
16.01.2016 19:53надежность прежде всего.
нужные категории безопасности могут быть достигнуты использованием только рекомендуемых схем, указанных в стандартах.
есть вероятность, что на один кабель может наехать погрузчик и пережать провода. для двух кабелей такая вероятность резко уменьшается…AndreyDmitriev
16.01.2016 20:17Ну да, логично, спасибо.
А почему я не могу взять самый обычный старый добрый ПЛК S7-300, ну скажем, CPU 312, (который не «f»), ну и классический модуль ET200, (который не «s»), завести на него контакты от дверей, и реализовать примитивную логику, обойдясь вообще без FB217 и не городя обвес на PNOZ — Pilz? Суть-то будет та же? Чем же принципиально отличается Safety PLC от «обычного» ПЛК?olloy
16.01.2016 20:21принципиально — надписью TUV cert на морде процессора)
а если серьезно, то вот:
The fail-safe SIMATIC controllers are used to guarantee the functional safety of machines or plants. They satisfy maximum safety requirements and comply with the relevant standards:
EN 954-1 up to Cat. 4, IEC 62061 up to SIL 3 and EN ISO 13849-1 up to PL e.
The simultaneous processing of the standard and the safety program means that only one CPU is required to handle both tasks.
grigor7
Да, расскажите про световые барьеры и лазерные сканеры, думаю, что будет даже интереснее.
olloy
Напишу