Специально для этого проекта мы переделали нашу парофазку (парофазная или конденсационная печь), с возможностью подачи муравьиной кислоты вместе с перфторполиэфиром. К сожалению, часть результатов является коммерческой тайной, и фотографий результатов не будет.
Но к этой небольшой статье пришлось написать много комментариев. Я не думаю, что каждый знаком с данным способом пайки, и поэтому этот проект мы пока оставим и расскажем обо всем по порядку.
Современные технологии пайки, и оборудование, которое изготавливается по данным технологиям можно представить следующей таблицей:
| Теплопередача |
Преимущество |
Недостаток | |
| Контактное тепло |
Теплопроводность |
Простое осуществление |
Целенаправленный поток тепла (снизу-вверх) |
| Излучение |
Свет, лазер |
Выборочно, очень быстро |
Теневые эффекты |
| Конвекция |
Принудительная конвекция |
Гибкий процесс, воздух или азот |
Ограниченная теплопередача |
| Микроволны |
Электромагнитное поле |
Выборочно не полное нагревание |
Тяжелое осуществление, Припой недоступен |
| Конденсация /Парогазовая фаза |
Энергия изменения фазы |
Tмакс ограниченно, инертная жидкость Galden |
Одна жидкость на процесс пайки |
Основное распространение нашли конвекционные печи из-за своей простоты и универсальности.
Парофазные печи менее популярны ввиду своего специфического применения.Тут стоит отметить несколько пунктов. Первый – это защита от перегрева. Вторая причина, почему потребитель может выбрать данную печь, это возможность использования вакуума. Это дает возможность пайки без пустот, что, по-сути, есть наработка на отказ прибора, или скрытый дефект, если качество выпускаемой продукции — приоритет. Третий, но не менее распространённый – это пайка металлов и сплавов, подверженных быстрому окислению. Ярким примером являются коннекторы из меди. Четвертый, набирающий популярность по запросам в последнее время, это объемные и массивные изделия. Как пример, коннектор из меди, весом 22кг.
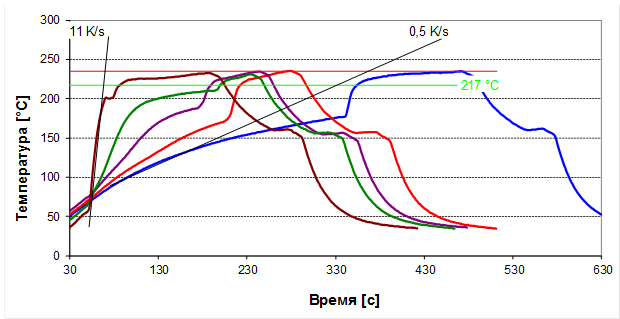
Профиль пайки такого изделия:

Мы проводили эксперимент, по пайке высоких изделий. Высота составляла 100 мм.К каждой пластине крепили термопару.
Разбор в пиковой температуре от 228,4°C до 232,9°C.

Парофазные печи для промышленности — явление не новое.
Технология пайки в парогазовой камере опубликована в 1975 R.C. Pfahl и H.H. Ammann.
Переход агента в жидкое состояние из газообразного высвобождает тепловую энергию для пайки
Если совсем просто, то:
dHi = TdS = dQ
И выглядело это схематично следующим образом:
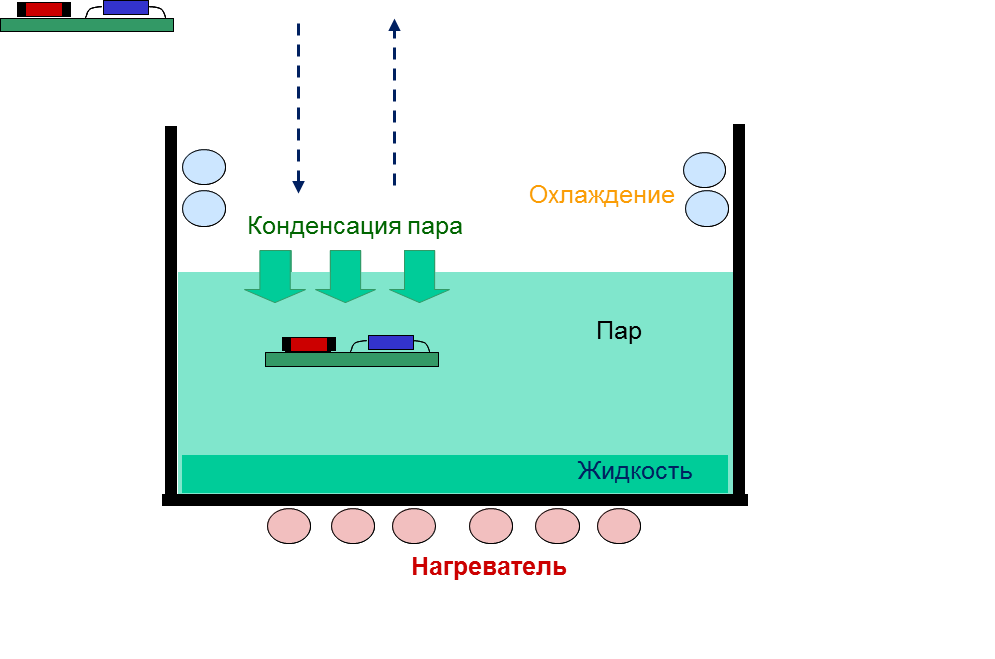
Была некоторая емкость в которую опускали изделие, происходил процесс пайки, и затем держатель с печатными платами поднимали.
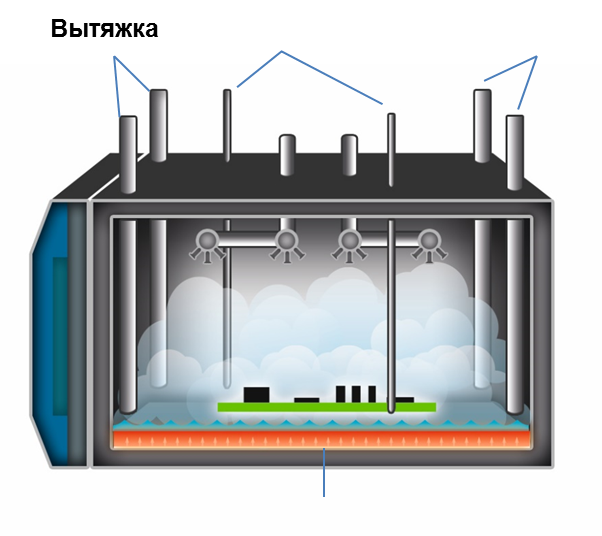
Компания приобрела патент на данную установку, купленную у француза в 2005 г. Она представляла собой другое техническое решение, с герметичной камерой. Несколько доработав её (на это ушло «несколько» лет), на выходе получилось оборудование, нашедшее спрос по всему миру. И так, что же это из себя представляет данная технология пайки.
Средой для пайки является Перфторполиэфир (PFPE). Несмотря на то, что материал упоминается в книгах, датированных 1975 г. широкую мировую известность нашел Galden. Будучи инертным, и имея точку кипения от 150 °C до 270 °C в своей линейке, нашел широкую известность у производителей оборудования. На текущий момент я не встречал оборудование (европейское, с китайскими слабо знаком) подобного класса, работающие на PFPE от других производителей.
Разумеется, использование жидкости как теплоносителя, на практике всегда будет означать потери, и каждый старается их минимизировать. Многое зависит от устройства рабочей камеры, о том, как выводиться и фильтруется теплоноситель. Это значит каждый цикл пайки будет иметь конечную стоимость. Цена гальдена (при его плотности, он, разумеется, продается по кг) достаточно высокая. Результаты, которые я видел, реально поставленного эксперимента с датчиками и в периодичности несколько сотен циклов составляли порядка 1 грамма в цикл, при этом рабочая площадь камеры составляла 650x650 мм. Особое вопрос — это оседание флюса на дно рабочей камеры, это вызывает ряд проблем в «классической» системе и приводит к затратам на техническое обслуживание.
Следующим моментом является вопрос о вакууме. Применение подобного класса оборудования без вакуума на моей практике находит применения только для объемных и массивных деталей.
Внимательный читатель обратит внимание на тот факт, что будет происходить загрязнение маслом. Нет, это не случится, так как вакуумный насос также работает на перфторполиэфире.
Разумеется, основное применение вакуума при достижении точки ликвидуса припоя – откачиваем пустоты из паянных соединений. Тут можно было бы показать видео (установка, совмещенная с рентгеном), но к сожалению, им я поделиться не могу.
Результаты представлены ниже.

Второе применение, это использование предварительного вакуума, с целью гомогенизации среды в закрытой камере. Если вы не уверены в качестве припоя, то это тоже своеобразное решение этой задачи. И конечно, при пайки быстроокисляющихся изделий, например меди.
Если использовать все шаги, то получается так:

Следующим интересным моментом, на который стоит обратить внимание — это то, как осуществляется задание профиля. Тут нет привычного управления температурой, температуры стенок камеры задаются и калибруются на заводе, и не меняются пользователем. К каждой стенке подводятся термопары, осуществляя контроль их работоспособности. Регулирование температур происходит за счет количества подаваемого PFPE. Температура печатной платы растет до тех пор, пока вся жидкость не перейдет в пар. Таким образом, вы можете нагреть плату до определенной температуры и выдержать, например, её. Кроме того, это дает широкий разброс градиентов. Поэтому на предыдущей картинке было 2 инъекции теплоносителя. Да, их может быть и больше, но как показывает практика этого достаточно.
Различные градиенты показаны на картинке.
Последним этапом является охлаждение. Существуют несколько реализаций этого процесса. На мой взгляд очень важно, чтобы при расплаве, не было никакого движения продукции, это может привести к дефектам. В этот момент весь теплоноситель откачивается из камеры, и через некоторое время, когда припой достиг точки солидуса, происходит подача приточного воздуха для охлаждения. В некоторых разработках это может быть подача азота.
На этом статью можно закончить, отметив тот факт, что мы будем проводить семинар по пайке, где расскажем подробнее о пайке, дефектах и как это решается на современных производствах.
Только зарегистрированные пользователи могут участвовать в опросе. Войдите, пожалуйста.
Комментарии (14)

donvictorio
17.02.2017 15:13тема
сисегпара не раскрыта!
это для нулевой приёмки?
какой временной цикл пайки от загрузки плат в камеру до выгрузки?
сколько кв.дм в единицу времени может запаять скажем, некая типовая камера?
какие расходы, кроме покупки перфторполиэфира?
какие нюансы в выборе паяльных паст и прочей химозы?
миллион вопросов.
Yssuri
17.02.2017 15:39+1Ответы на данные вопросы можно рассматривать только в рамках конкретного оборудования. От производителя к производителю параметры будут варьироваться. На примере данного:
1) Эти класс машин заточен под спец применения и берутся с этой целью. Касательно приемки- это вопрос к конкретным производствам, кто пользуется.
2) Примерное время показано на первом графике, в среднем от 350 до 400 секунд для бессвинцовой пасты.
3) Размер 500x500 мм в самой маленькой и 650х650 мм в остальных. Разумеется держатель предполагает до 6 направляющих (отдельных) ширина каждой 3мм. Центральная поддержка также присутствует( если необходима).
4) Фильтр для чистки ПФПЭ (замена от загрузки примерно раз в пол-года), некоторые уплотнители.
5) Никаких особых нет. Только ограничение по температуре оплавления припоя и температуре кипения теплоносителя.
VT100
17.02.2017 22:21Проголосовал-то я за, но… Не оксюморон-ли мы наблюдаем? Видя упоминание
… как мы паяли муравьиной кислотой в парофазной печи.
и следом
Третий, но не менее распространённый – это пайка металлов и сплавов, подверженных быстрому окислению.
Не говоря уже о массе леденящих электроны историй о последствиях пайки кислотными флюсами?
Пусть она слабая, но она — кислота.


KbRadar
18.02.2017 23:53Почему на графике давление падает а температура жидкости не изменяется?
Вообще сумбурно всё донельзя.
WorksIsGone
Тут можно было бы поставить +, но к сожалению я не могу ©
Ugrum
В общем у нас есть прибор, ну прям весь из себя такой прибор, всем приборам прибор.
Но мы вам его не покажем.
Shallfey
У нас есть ТАКИЕ приборы! Но мы вам о них не расскажем.
© Манго-Манго
Ugrum
Во, спасибо, надо переслушать по новой их творчество, наверняка заиграет новыми красками в текущих реалиях.