Расскажем об одном из кейсов нашей компании. У нас был заказан фрезерный станок с ЧПУ ADVERCUT K6100. И мы хотим познакомить читателей с небольшим фото-видео обзором того, как происходит процесс поставки станка, выполнением пусконаладочных работ для заказчика.

Фрезерный станок с ЧПУ ADVERCUT K6100
Это универсальный фрезерный станок, предназначенный в первую очередь для обработки дерева, пластиков и мягких металлов и сплавов ( медь, алюминий, латунь, бронза и тп). Шпиндель имеет мощность 2200Вт. Это дает станку достаточно широкие возможности.

Сфера применения: Деревообработка, производство рекламной и сувенирной продукции, изготовление декоративных элементов интерьера и мебели.
Технические характеристики:
• Размер рабочего поля: 600 x 1000 x 150 мм;
• Мощность шпинделя, Вт/Цанга: 2200Вт, водяное охлаждение, ER16;
• Разрешение/точность, мм: 0.003125/0.025;
• Максимальная скорость (работа/подача, мм/мин): 4000/6000;
• Скорость вращения шпинделя (об/мин): до 24000;
• Система управления: DSP A11 (Digital Signal Processor);
• Совместимое ПО: ArtCAM, Type3, PowerMILL, MasterCAM, Ucancam и т.д.;
• Электропитание: 220В ± 10% 50HZ;
• Габариты (мм) / Вес (кг):1750x13250x1800/350;
• Основные виды обработки: гравировка, резка, 3d-фрезерование, сверление.
• Материалы для обработки: дерево, пластик, оргстекло, ДСП, МДФ, фанера, легкие металлы (медь, алюминий, латунь)
Установка
Станок имеет достаточно компактные размеры и может быть установлен в небольшом помещении. Это один из факторов, который привел к выбору именно этого оборудования.
И вот здесь начались проблемы. Помещение заказчика, куда должен был быть установлен станок, имеет небольшой дверной проем.
Что же делать? Решение, конечно, было найдено – станок привезли на место. После этого Advercut был частично разобран. В таком виде станок удалось переместить на место установки. Далее была произведена сборка и последующая настройка, и обкатка оборудования. Благодаря квалифицированным специалистам это заняло немного времени.




Настройка и обучение
Но мало просто привезти и установить станок. Главное – познакомить будущих операторов-наладчиков станка с его устройством, возможностями и порядком работы. Проще говоря – научить им пользоваться. Этому моменту наша компания уделяет большое внимание. Потому, как всем известно, что часто по незнанию, оборудование могут использовать не эффективно. А то и вообще сломать.
Это касается даже подготовленных станочников, но которые не имели опыта работы на конкретном оборудовании. Для подготовленных работников только сокращается время обучения, так как этим людям не надо объяснять многие вещи.
Поэтому после установки станка и приведению его в рабочее состояние, наши специалисты не уехали, а начали обучение персонала заказчика.
После ознакомления со станком и органами управления, инструктор обучил персонал заказчика калибровке станка и провел инструктаж по применению различных фрез.

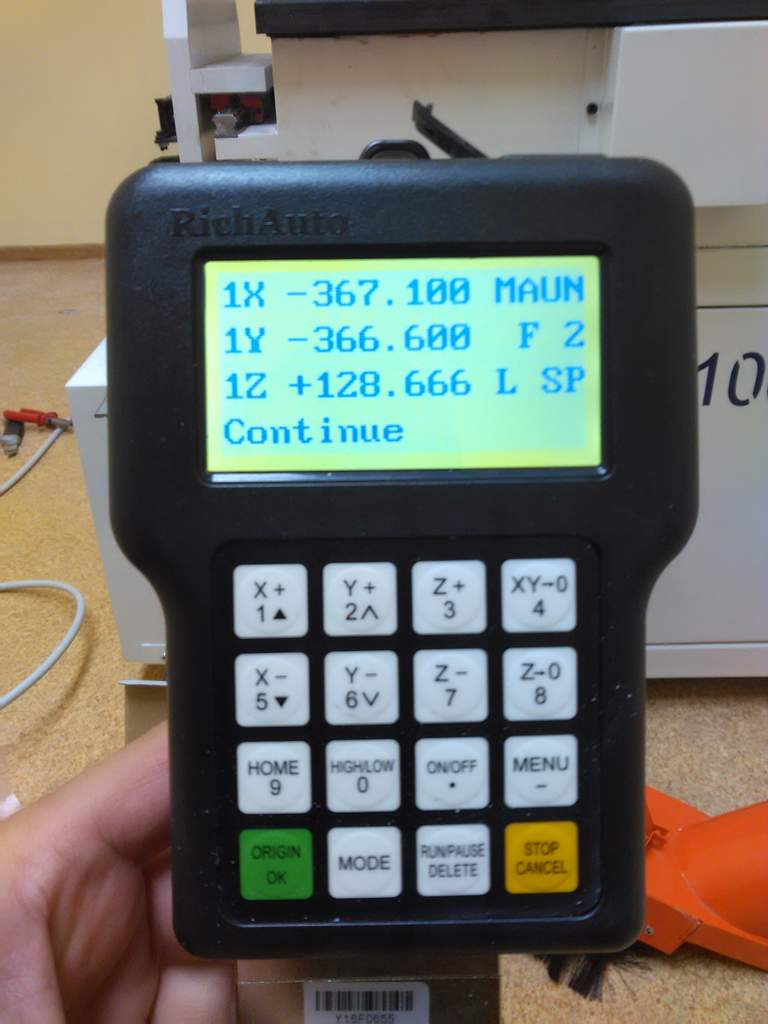
Одной из особенностей данного станка, что ему не требуется отдельный, подключенный к нему, компьютер для управления. Программа для работы может готовиться на любом компьютере, а сам станок управляется с собственного пульта(DSP Controller).
Как выглядит процесс работы?
На компьютере в программу ArtCam загружается нужная модель далее для нее задается стратегия обработки(скорость, шаг и многое другое). В данном случае, специалист продемонстрировал, какие нужны настройки и какие инструменты (фрезы) использовать. Далее этим уже занимался персонал заказчика.
После подготовки задания на компьютере, G код переноситься для работы, на обычной Flash-карте. Эта карта вставляется в DSP контроллер и далее запускается.
Перед стартом были продемонстрированы необходимые операции по подготовке к работе. Первой операцией была демонстрация фрезеровки алюминиевой заготовки. На примере обработки детали были показаны возможности станка, настройки инструмента, подачи. Был показан функционал пульта управления. Крепление детали.

Инструктор объясняет порядок работы.

Следующим этапом, после обработки металлической детали была произведена обработка изделия из дерева. В процессе уже на всех этапах настройки участвовали представители заказчика.
Самым последним была произведена настройка и работа по гравировке деревянной детали. Тут уже все роботу выполнили наладчики заказчика, под руководством представителя поставщика.
Вот, что в итоге получилось:

Установка и внедрение нового оборудования было проведено в течении одного рабочего дня. Наша компания занимается комплексными поставками 3D оборудования и станков c ЧПУ:
Комментарии (9)

RigelNM
13.06.2017 13:30Из статьи так и не понял, может быть пропустил, какие ограничения по нагрузке на стол?

shisik
13.06.2017 14:44Вроде текста много, а о чем речь я так и не понял. Почему фрезеры — это просто? Реклама станков или фирмы-интегратора? Так в чем фишка что того, что другого? Ну, то что разбирать приходится для перевозки и монтажа на рабочем участке — так вроде в большинстве случаев, хотя могу ошибаться. У меня в инструкции к AGIE эрозионным даже написано что снять можно в таких случаях.
Я к чему все это, интересно было бы послушать решение нетривиальных задач какие встречались. Мы вот импортировали списанные чпушки из германии, я дописывал код операционной системы на кусок отсутствующей перфоленты при помощи скотча, алмазной шарожки и вообще примерного понимания что на этих перфолентах должно быть записано :) Паяли и интегрировали эмулятор этих самых лент. О реалиях эксплуатации чувствительной высокоточной техники в российских условиях, ну и ремонте в тех же реалиях )) Не сомневаюсь, подобных историй должно быть много. Было бы интересно послушать
kostus1974
13.06.2017 18:12сейчас модно называть калькой с англоязычной аббревиатуры – станках CNC
не модно
Расскажем об одном из кейсов нашей компании.
«кейсов»! горите в аду!!! пусть для вас черти разожгут огонь из словарей русского языка ))
а по теме: почему кажется, что всё как-то избыточно? на ютубе полно роликов от самоделкиных, которые делают такие станки сами из существенно меньшего количества стали за существенно меньшие деньги. при этом результаты если и не лучше, то, во всяком случае, не сильно хуже.
ustaspolansky
13.06.2017 20:02Пообщайтесь с менеджерами из первопрестольной, «Фейсинг», «ЭсКаЮ», «Сайзебл»,… заменят такие термины, как «Ряд, штука, размер, и т.д.».
Я поступаю проще, во время разговора представляю как чела распирают лучипоносадобра.
И знаете, помогает. Диалог получается вполне культурным и настроение не портится.
dtBlack
Я все понимаю, кроме того почему многие показывая как круто у них работает фрезер ЧПУ точат из хвойных пород дерева?
Та же береза или бук были бы намного более красивую картинку.
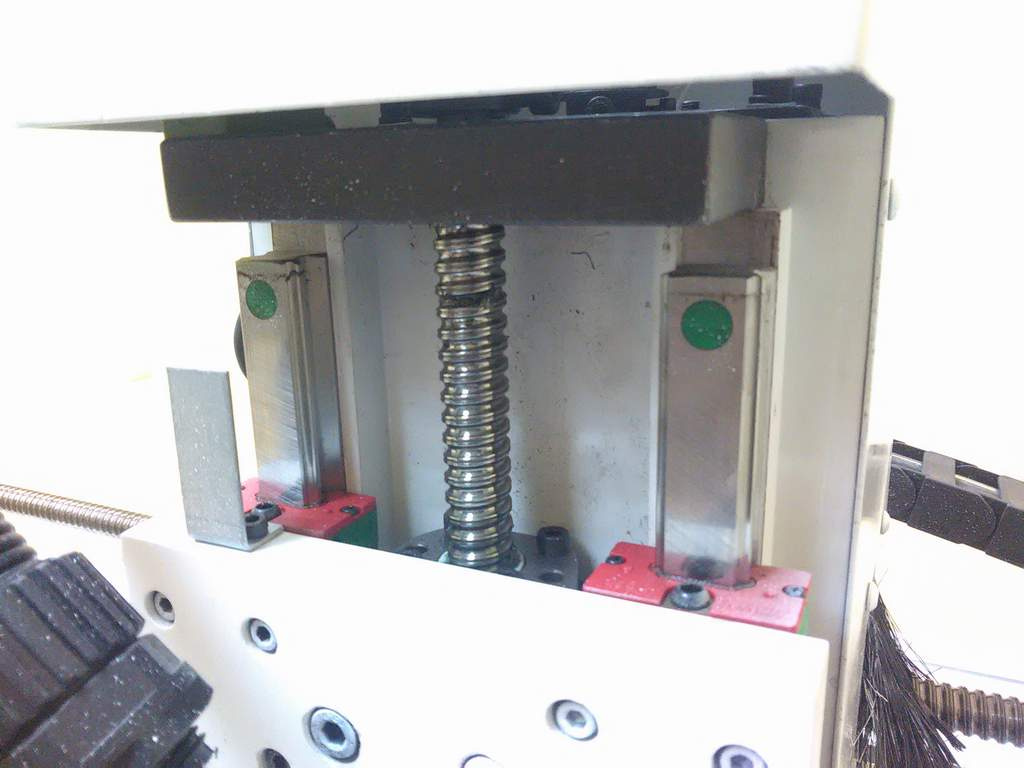
Кстати вопрос — А почему направляющие не закрыли кожухами? Вроде как это уже не любительский уровень...
Ezhyg
«Есть нюанс» — если на мягкой древесине станок отработал хорошо, без махры, задиров и прочих недостатков, то на твёрдой он отработает ещё лучше.
Но «на самом деле», всё проще, зачастую, такие деревяшки есть прямо здесь и сейчас :). Хотя, та же берёза может быть каркасом упаковки (или палетта).
impetus
dtBlack
Пробовал делать кожух из кордуры, сшив гармошкой П образный рукав, и по углам закрепил люверсы. Через отверстия люверса пускал натянутую струну (как занавески на карнизе). Вроде работало, но я только проверял идею, каков ресурс у такого "кожуха" я не проверял.
Про дикие цены заводских кожухов, в розницу, я в курсе, сам офигевал...
impetus
Я в итоге в добавок к эрзац-кожухам, которые защищали только от крупной стружки, но не от пыли — добавил к защищаемым узлам подкачку тонкими силиконовыми шлангами сжатого воздуха из магистрали — прям к кареткам на изоленте.
Тоже есть минуса, но цены гофро-кожухов тогда так впечатлили, что вопрос уже был принципиальным.