 Одни люди страдают от фетишизма, но другие им наслаждаются, как православные фермеры на пасху — похмельем. А почему нет? «С утра выпил — день свободен», — гласит известная поговорка. Вот и автор относится ко второму типу, наслаждаясь инженерным фетишизмом по полной программе. Но во всём нужны мера и здравый смысл.
Одни люди страдают от фетишизма, но другие им наслаждаются, как православные фермеры на пасху — похмельем. А почему нет? «С утра выпил — день свободен», — гласит известная поговорка. Вот и автор относится ко второму типу, наслаждаясь инженерным фетишизмом по полной программе. Но во всём нужны мера и здравый смысл. Данная статья про то, каких успехов можно добиться при использовании «непечатных» материалов, на старенькой «Пруше», без всяких выкрутасов и специальных экструдеров. В качестве use case автор задвинулся на многодисковой системе и решил максимально увеличить плотность установки «шпинделей» с одновременным уменьшением вибраций. В борьбе за миллиметры понадобилась пара дюжин абсолютно одинаковых мелких деталей с допусками 100мкм из очень мягкого и «тянучего» материала. Впрочем, если уважаемый читатель уже забыл про HDD, как про страшный сон, вообще абстрагируйтесь от use case и обратите внимание на нюансы литья, там тоже бывает нескучно.
По мнению автора, потребительские виброгасящие решения имеют скорее психологический эффект, чем метрологический. Почему? Наверное, из-за тугой резины, передающей большую часть энергии пульсаций на корпус. Поэтому для автора было очень важно измерить результаты описанного здесь технологического процесса хоть и любительскими, но объективными средствами. Чудес не произошло, но где-то треть отыграть удалось.
Что касается силикона, его часто ассоциируют с материалом самих форм для отливки, а не отливаемым изделием. Литьё в формы вообще — дело довольно
DISCLAIMER
Этой истории уже год, я мог отстать от реалий. Если кто-то из уважаемых читателей освоил прецизионную 3D-печать очень мягким материалом, милости прошу, делитесь. Наиболее интересные идеи могут воплотиться в виде врезок в статье, и, если вы читаете эту статью за пределами Geektimes, проверьте через пару недель аутентичную ссылку, где будут доступны все обновления и комментарии резидентов клуба. Если же ссылка не открывается, вероятно, не стоит и читать дальше;)
Постановка задачи
Чтобы достичь максимальной плотности размещения «шпинделей», конструкция салазки должна гарантированно удержать вибрирующий корпус диска на чём-то совсем мягком, но строго в миллиметре от твёрдого препятствия. При этом общие зазоры между дисками и стенками корзины всего порядка 4мм, и никто не отменял сами салазки, которые должны ездить строго по направляющим, а не стекать по ним в виде желе.
Традиционные подходы
Несмотря на хрестоматийность человеческого тела, появившиеся в разное время тут и там статьи о мягких материалах как-то черезчур акцентируются на отдельных его частях. Если взять разрекламированный в 2014г. экструдер Discov3ry, то, во-первых, у меня нет данных по мягкости силикона (помогайте). А во-вторых, результат «печати» вызывает лично у меня ассоциации с тюбиком зубной пасты, который художественно выдавили на кусок мыла. Да, такой точности должно хватить на воспроизведение мужского достоинства в масштабе 1:1, но у меня другая задача.
Проблематика: вибрации жёстких дисков
Раз заговорили о мужских достоинствах, перейдём к вибрациям:) Хорошо, когда единственное тело вращается со скоростью 5..7 тысяч оборотов в минуту, тогда вибрация ровная, незаметная. Но если дисков несколько, их высокие обороты слегка «гуляют» друг относительно друга, и появляется низкочастотная модуляция с периодом в одну-две секунды. Добавляем к этому оркестру вентилятор на корзине и получаем противный плавающий гул, на котором сразу же зацикливается наш слуховой аппарат. Чем быстрее вентилятор, тем агрессивнее нота.

На фото каркас 3-дисковой корзины Evercool HD-AR. Предусмотрен вентилятор 80мм. Четыре демпфера на этой корзине работают уже после интерференции (сложения) вибраций от дисков, поэтому на НЧ-модуляцию не влияют. Если честно, не представляю, на что вообще можно повлиять такой тугой резиной.


Слева: 5-дисковая корзина noname, на фото лежит на боку. Даёт максимальную из возможных плотность размещения накопителей 3.5", используя стандартные отсеки 5.25" в обычных корпусах «башенного» типа, с зазорами порядка 4мм с каждой стороны. Производитель не выпендривается, предлагая жёсткие пластиковые салазки, чуть-чуть подпружиненные с боков. Предусмотрен вентилятор 120мм.
Справа: «пустые» салазки, напечатанные из ABS. Ничего особенного, кроме гексагональных отверстий для вставки демпферов различной формы.
Если добавить десяток-другой дисков, к росту акустических шумов «вентиляторной» группы добавляется ещё и ощутимая паразитная вибрация, влияющая как на здоровье самих дисков, так и на комфорт окружающих людей. Производители дисков «для NAS» уже обратили внимание на эту проблему, борясь как с источниками, так и с последствиями вибраций. По крайней мере, на бумаге, ибо в первую очередь производителей волнует объём, а разбрасываться драгоценными миллиметрами радиуса всё-таки дороже, чем вкладываться в маркетинг. Но даже в брошюре речь идёт о 5-дисковых системах.
Корпус компьютера работает как сложный резонатор, подавляя одни частоты и усиливая другие. Поэтому результирующий спектр шумов системы довольно непредсказуем по своему профилю, но одинаково неприятен, и чем больше дисков, тем хуже для всех.
Вот я и решил, что проблему надо купировать в зародыше, создав виброгасящие салазки, но не кондовые из твёрдой резины, а сочетающими жёсткий пластик с очень мягкими, «тянучими» силиконовыми вставками с жёсткостью 25А по Шору. Кстати, самый мягкий термопластичный эластомер для 3D-печати имеет жёсткость по Шору порядка 85А, это так же далеко от силикона, как борцовский мат от пуховой подушки.
UPD: осторожно, отдача
Однако не стоит слишком увлекаться мягким «подвесом». Пользователь MrRIP обратил внимание на тот факт, что прецизионная (в полном смысле этого слова) механика шпиндельного диска не сильно жалует висящий режим из-за отдачи, которая возникает при позиционировании блока головок: попробуйте сами перепрыгнуть из одной лодки в другую. Но, забегая вперёд, скажу: в худшем случае силиконовые вставки добавляют порядка 2% к времени позиционирования головок от края до края, при соседнем перемещении эффект измерить практически не удаётся. Т.е. отдача имеется, но в случае с силиконовыми демпферами она не идёт ни в какое сравнение с подвесом на верёвках, подтяжках или резинках от трусов.
Ещё раз о силиконе
Силикон — удивительный материал в плане физико-химических свойств. Например, его двухкомпонентная версия с катализатором на олове или платине до
 Используемый двухкомпонентный силикон дозируется в соотношении 10:1 с катализатором по массе. Плотности обеих жидкостей близки к единице, поэтому дозировать в нужном соотношении можно и по объёму. Тянуть «мёд» обычным шприцем неудобно, а вот безносым дозатором от жаропонижающего препарата Нувонахрен — в самый раз. Застывание занимает несколько часов, так что смешивать силикон с катализатором можно, не спеша, в небольшой чашке, лучше с круглым дном, но можно и так.
Используемый двухкомпонентный силикон дозируется в соотношении 10:1 с катализатором по массе. Плотности обеих жидкостей близки к единице, поэтому дозировать в нужном соотношении можно и по объёму. Тянуть «мёд» обычным шприцем неудобно, а вот безносым дозатором от жаропонижающего препарата Нувонахрен — в самый раз. Застывание занимает несколько часов, так что смешивать силикон с катализатором можно, не спеша, в небольшой чашке, лучше с круглым дном, но можно и так.Если инструкция разрешает контакт с кожей, удобнее всего смешивать не палочкой, а собственным мизинцем: мягкие ткани хорошо собирают материал из всех закоулков посуды,
Застывание силикона с платиновым катализатором могут ингибировать (нарушать, тормозить) разные материалы, включая сернистые, латексные, некоторые каучуки и даже дерево. Но главное то, что пластики ABS и PLA к ингибирующим застывание материалам не относятся, а значит, можно напечатать литейную форму и получить изделие из очень мягкого и инертного материала с недостижимым ранее допуском. Вот так просто: берём и отливаем дома всё, что угодно. Или не всё?
Форма для отливки мелких деталей
Обычно берут, грубо говоря, ведро силикона и смешивают его миксером с бутылкой катализатора, затем разливают по формам и запускают дегазацию, т.е. удаляют пузыри воздуха. Но чтобы лучше понять процесс заливки силикона в «групповую» литейную форму для мелких деталей, читателю предлагается представить себе загрузку пчелиного мёда обратно в соты. Да, меня так и тянет на гексагональные формы…
Обычная форма может состоять из двух половин, напечатанных ABS и сжимаемых пятью винтами с пресс-шайбами и барашковыми гайками. Если внешняя симметрия формы отличается от внутренней, рекомендуется сделать «ключ» в виде «спиленного» угла, как на процессорном сокете. Иначе можно перепутать ориентацию половин и отлить нечто неожиданное, потратив кучу времени впустую. Соприкасающиеся грани после печати рекомендуется довести до ровного состояния шлифовкой, но не стоит их парить в ацетоне. С утра вскрываем форму и достаём свеженькие демпферы, на некоторых получается тончайший, легко удаляемый «воротник», возникающий из-за неплотного контакта и особенностей дегазации, о которой ниже.


Дело о пузырьках
«Волшебными» пузырьками можно считать те, что в напитках, гидромассажных ваннах или, на худой конец, в стиральных машинах. При отливке вредность пузырьков обратно пропорциональна габаритам детали, т.е. дегазация нужна тем сильнее, чем мельче деталь. Иначе пузырь может запросто уничтожить ключевой элемент типа несущего «хоботка» демпфера толщиной пару миллиметров и длиной пять. Именно поэтому, кстати, при размешивании мизинцем даже, простите, трёхдневный ноготь создаёт пузырьки, как весло в воде. Проверено на практике, лучше
Продавцы силикона на мой вопрос о способе дегазации, не моргнув глазом, рекомендовали использовать вакуумную камеру. Но вот где её взять дома, из микроволновки выпилить? Так что давление придётся использовать нормальное атмосферное, но как тогда удалить пузыри при явной нехватке выталкивающей силы? Она, кстати, пропорциональна гравитации, однако, не лететь же на Юпитер. И тут припомнилась одна история о прототипирующих металлургах, убирающих пузыри из ещё жидкого сплава в… центрифуге. Раз даже металл подчинился в мастерской, с силиконом уж всяко справимся даже в домашних условиях.
 Простейшую центрифугу я собрал из цепи и балласта, который во время вращения ориентирует плоскость формы строго перпендикулярно радиусу, создавая однонаправленное кратное доминирование центробежной силы над всеми остальными. Если вращать похожую на кистень форму на метровой цепи в вертикальной плоскости, для преодоления гравитации придётся делать около 30 об/мин, что создаст «пульсирующее» от нуля до 2g ускорение. Это примерно как слетать с Плутона на Юпитер и обратно. Центробежная сила прямо пропорциональна длине цепи и квадрату частоты вращения, поэтому, увеличив цепь до полутора метров и поднатужившись до 60 об/мин, можно получить шестикратный выигрыш, т.е. примерно 1g..7g.
Простейшую центрифугу я собрал из цепи и балласта, который во время вращения ориентирует плоскость формы строго перпендикулярно радиусу, создавая однонаправленное кратное доминирование центробежной силы над всеми остальными. Если вращать похожую на кистень форму на метровой цепи в вертикальной плоскости, для преодоления гравитации придётся делать около 30 об/мин, что создаст «пульсирующее» от нуля до 2g ускорение. Это примерно как слетать с Плутона на Юпитер и обратно. Центробежная сила прямо пропорциональна длине цепи и квадрату частоты вращения, поэтому, увеличив цепь до полутора метров и поднатужившись до 60 об/мин, можно получить шестикратный выигрыш, т.е. примерно 1g..7g.Для начала хватит, но есть нюанс. Когда пузырь вытолкнется, как долить на его место силикон, не разбирая форму? Это легко сделать, если предусмотреть заливные отверстия в верхней части, добавив к ним сверху технологические раковины с запасом материала. Пузырь всплывёт, содержимое раковины утечёт вниз. Но чтобы не разбрызгать силикон при столь энергичном вращении формы, я добавил к ней третий элемент: крышку.
UPD:
Сюда таки заглянули литейщики и труженики вакуума, дали мне несколько идей по вакуумной камере, заодно выписав и за «прецизионное», и за «вулканизацию силикона», и за «пресс-форму», и ещё много за что, но и дали несколько советов.
Усадка
Некоторые материалы усаживаются после застывания, но используемый мною силикон — безусадочный, так написано в инструкции.
Дегазация
Оборудование для дегазации (удаления неволшебных пузырьков) представляет собой вакуумную камеру с насосом, манометром и прочей арматурой. Пользователь hungry_ewok предложил в комментариях целый монумент из деталей пластиковой канализации сечением 300мм, вариант от dlinyj — старая скороварка. Заодно hungry_ewok и kellakilla рекомендуют кондовый ручной насос Комовского (из кабинета физики, можно приводить электромотором), а wormball, MotttoR и dlinyj предлагают использовать компрессор от старого холодильника.
Насосы любят уход и масло, не любят абразивы и агрессивные пары, могут выдавать лёгкую масляную аэровзвесь. Арматура подойдёт сантехническая. Нужная глубина вакуума зависит от вязкости материала, вакуумирование можно делать в два этапа: сперва сам материал в ведре до полного «выкипания», затем — залитая форма.
Для мелких форм достаточно шприца на 50 «кубов»: пузырьки можно убрать прямо в шприце, зажав ему «нос». Но на проливку самой формы это не повлияет, только уберёт эффект «газировки» — Igor_omsk, BigBeaver, Wandy.
ВНИМАНИЕ: В зависимости от своей космической глубины, вакуум может быть травмоопасным. Как минимум, защитные очки обязательны. Сомневаетесь — покупайте камеру для дегазации в магазине, там есть инструкция по безопасности. Будет, с кого спрашивать.
Форма
Ясное дело, что при серийном производстве очень важно оптимизировать литейную форму так, чтобы её не надо было ни крутить в центрифуге, ни трясти на вибростоле. В этом и есть настоящая, профессиональная инженерия. Однако у меня акцент на любительском подходе, для одного прототипа можно и центрифугу снарядить, она просто уберёт некоторые ошибки в форме методом грубой силы. И, кстати, «для центрифугирования имеет смысл делать круглую многоместную форму с литниками от центра». Благодарю vbifkol, rfvnhy, BigBeaver.
 Ясное дело, ускорения в 7g мне показалось мало, поэтому версия 2.0 центрифуги использует малую механизацию в виде зажатой в стойке дрели с коромыслом в патроне. На 400 об/мин плечи с формой и грузиком отклоняются перпендикулярно оси вращения, описывая радиус 10см и давая почти «солнечные» 18g, выгоняющие пузыри даже из очень густого мёда.
Ясное дело, ускорения в 7g мне показалось мало, поэтому версия 2.0 центрифуги использует малую механизацию в виде зажатой в стойке дрели с коромыслом в патроне. На 400 об/мин плечи с формой и грузиком отклоняются перпендикулярно оси вращения, описывая радиус 10см и давая почти «солнечные» 18g, выгоняющие пузыри даже из очень густого мёда.Если деталей нужно отлить много, хорошо иметь две одинаковых по массе формы, и для дрели это будет не так вредно. Но я брал свою одну-единственной форму и снова посещал магазин крепежа, на этот раз взвешивая на глазах у озадаченных продавцов белый кусок пластика с винтами и «барашками». В итоге даже удалось задействовать грузики, совместимые с версией 1.0. Но читатель может поступить проще, отправившись в продуктовый магазин и выбрав любой твёрдоплодный овощ или фрукт подходящей массы, например, репу или кислое яблоко. Морковь неудобно зажимать болтом, но нет ничего невозможного. Впрочем, см. ниже про технику безопасности, прихватите в супермаркет и форму с крепежом, это проще и законнее, чем тащить весы домой из магазина.
Техника безопасности
 Если печатать и монтировать крышку для формы лень, подумайте о том, как забрызгаете окружающую среду безвредными, но липкими каплями. Если форма маленькая, можно воспользоваться салатником соответсвующего размера, опуская в него форму прямо на стойке, тогда отдирать придётся только салатник, но лучше после застывания. Но всё-таки крышка как-то технологичнее. Я попробовал и так, и эдак.
Если печатать и монтировать крышку для формы лень, подумайте о том, как забрызгаете окружающую среду безвредными, но липкими каплями. Если форма маленькая, можно воспользоваться салатником соответсвующего размера, опуская в него форму прямо на стойке, тогда отдирать придётся только салатник, но лучше после застывания. Но всё-таки крышка как-то технологичнее. Я попробовал и так, и эдак.UPD:
Внимательно изучайте документацию по безопасности, выданную отраслевым регулятором.
Даю найденные выдержки ToolDecor 15A для профессионального применения.
Краткая словесная характеристика
Малоопасная по воздействию на организм трудногорючая смесь.
8.2.1 Ограничение и контроль экспозиции на рабочем месте
Общие защитно-гигиенические мероприятия:
При работе не принимать пищу, не пить и не курить. После работы и перед едой мыть руки.
Индивидуальные средства противохимической защиты:
Защита органов дыхания
Не требуется
Защита рук
Рекомендация: Защитные перчатки из бутилкаучука, защитные перчатки с неопреновым слоем, защитные перчатки из ПВХ. Перчатки пригодны для применения до 60 мин. Выбор подходящих перчаток определяется не только материалом, но и другими качественными признаками, которые существенно различаются у разных производителей. При выборе перчаток учитывайте данные проницаемости и времени разрыва, указанные производителем.
Защита глаз
Защитные очки
Не стоит забывать о физической безопасности близких людей и окружающих предметов во время вращения грузов, своя голова и другие части тела вообще бесценны. При использовании цепи 1.0 лучше надеть на голову шлем, удалившись в помещение без окон и зеркал. Окружающих можно предупредить, но вид человека в шлеме с кистенём распугает и так. При использовании механизированной центрифуги 2.0 ни в коем случае не стоит удерживать в руках дрель с несбалансированной принадлежностью, не имея хватку Терминатора. Вообще, дисбаланс и для дрели не полезен, поэтому уравновешивать надо, хотя бы приблизительно. Я прочно крепил дрель в стойке,
Если уважаемый читатель когда-нибудь менял патрон на дрели, то наверняка обращал внимание на болт с левой резьбой. К счастью, я вовремя вспомнил про данную особенность, и самопроизвольное отделение вращающегося коромысла удалось предотвратить. К тому моменту болт с правой резьбой от «прямого» хода дрели уже достаточно ослаб, чтобы центрифуга начала подозрительно игнорировать команды увеличения оборотов. Экран не пригодился, но, случись чего, был бы очень к месту. Если зажимаете в патроне болт с правой резьбой и крепите на нём что-либо гайкой, реверсный режим дрели обязателен, иначе гайка отвернётся, груз сорвётся и улетит куда-нибудь. Берегите болты, дорогие друзья;)
Сопромат
Подкованный инженер, конечно, возьмёт профессиональную САПР и по жёсткости материала смоделирует оптимальную для заданного «прогибания» форму. Настоящий ниндзя просто вспомнит сопромат и посчитает всё на листке бумажки. Однако частью условий эксперимента было использование бесплатного софта, практическим сопроматом я не владею. Поэтому конкретный вид демпферов пришлось подбирать экспериментально, напечатав пробную форму демпферов разной формы. Затем они поочерёдно крепились на салазке (на этой фазе обошлось без клея, шестигранники отлично себя зарекомендовали). На зажатую в тисках демпферами кверху салазку аккуратно «надевался» дисковый накопитель, придерживаемый пальцами, после чего изучалась реакция на статическую массу. Другими словами, я решил задачку по сопромату методом прямого физического моделирования, простите за невежество, дорогие читатели.

Опытным путём были выбраны те демпферы, что после прогибания оставили один миллиметр запаса до твёрдого пластика. Затем форма корректировалась и печаталась заново. Отлив, наконец, первую партию демпферов, я закрепил их в напечатанных салазках, используя… «моментальный» цианоакрилатный клей. Он, конечно, плохо подходит для гибкого силикона и не очень-то любит нагрев, но специальной грунтовки под рукой не было, ЦА держит хоть как-то.
Измерение эффективности
 DISCLAIMER: автор отдаёт себе отчёт в том, что измерял не вибрации корзины, а вибрации кое-как закреплённого на ней смартфона, с ограничениями акселерометра и частичной потерей энергии пульсаций. Во время эксперимента ни одного смартфона не пострадало: носишь аппарат пару лет без всяких проблем, но стоит отдать его «во временное пользование», экран разбивают за неделю гарантированно…
DISCLAIMER: автор отдаёт себе отчёт в том, что измерял не вибрации корзины, а вибрации кое-как закреплённого на ней смартфона, с ограничениями акселерометра и частичной потерей энергии пульсаций. Во время эксперимента ни одного смартфона не пострадало: носишь аппарат пару лет без всяких проблем, но стоит отдать его «во временное пользование», экран разбивают за неделю гарантированно…Итак, смартфон выбирался по массе: не новый с экраном лопатой, а лёгкий старенький Samsung S3 Mini, чтобы не глушить колебания. Крышка снималась, чтобы не пружинила. Изрядная возня была с закреплением аппарата на 5-дисковой корзине с помощью алюминиевых полос и пачки резинок для банкнот. Из приложений я остановился на VibSensor: раскладка по осям, регулируемый период осреднения, графический спектр, сохранение результатов — всё, что надо для таких экспериментов. Работать с экраном, зажатым пластиной — отдельное искусство.
Но возникла метрологическая проблема: даже осреднённые на нескольких минутах результаты виброметра гуляли просто неприлично по непонятным причинам. Как вам такой ряд: 36, 35, 31, 28; или, например, 51, 42, 68, 61. Другой бы плюнул и посчитал по какому-нибудь среднему, но я вспомнил про наличие термокалибровки в дисках, которая происходит в самый неожиданный момент, по звуку напоминая интенсивную работу головками. И когда c помощью
smartctl удалось заставить всех пятерых участников эксперимента одновременно проходить бесконечный тест поверхности, получились уже 25, 25, 26, 25, 28, 27 или 18, 18, 17, 17, 19, 17, 19. Это достаточно кучно, чтобы можно было хоть о чём-то говорить. Не буду приводить таблицы, только безразмерные результаты по достаточно пёстрой компании из моделей 5-летней, 10-летней давности и современников. Примем, что диски не расслабляются лёжа плашмя, но трудятся в стойке «на боку», осью вращения шпинделя параллельно горизонту. Каждый такой диск при работе подпрыгивает вверх-вниз и ёрзает взад-вперёд от вращений блинов, а также болтается влево-вправо от перемещения блока головок внутри. При использовании виброгасящих демпферов закреплённый смартфон массой 110г получает в два раза меньше энергии от подпрыгиваний по сравнению с жёсткими салазками, а от ёрзаний и болтаний достаётся ещё меньше примерно по 20%. Почему? Потому что гравитация создаёт более прочный канал передачи энергии пульсаций между телами. Другими словами, при прочих равных выигрыш от коврика на полу получается больше, чем от мягких стен.
Много это или мало? Тактильно на одной лишь корзине этого не понять, но стоит корзину установить в корпус, субъективно разница уже ощущается даже на 5 дисках. Однако я хочу напомнить, что основная моя цель — демонстрация технологического процесса, да и 5 дисками я ограничиваться не собирался;)
Выводы
- «Напечатать» непечатаемое — отличная гимнастика для инженерной смекалки.
- Эффективность виброгасящих решений должна подтверждаться объективными измерениями, а не базироваться только на субъективных оценках «хуже/лучше».
- Для дегазации вместо вакуумной камеры можно использовать центрифугу, «проливающую» мелкие и сложные элементы деталей.
- Описанный технологический процесс весьма доступен и применим не только к сочетанию силикона и ABS-пластика.
- Ограничивающим фактором, помимо трудоёмкости, являются габариты печати.
- Сочетание инертности силикона и точности 3D-принтера открывает новые ниши в таких областях, как телемедицина и прототипирование сложных изделий.
Комментарии (81)
hungry_ewok
25.02.2017 16:52+1>вакуумную камеру. Но вот где её взять дома, из микроволновки выпилить?
Толстые рыжие канализационные трубы — наше всё. Окошко для наблюдения клеится на заглушку с вырезанным дном термоклеем; шаровой кран с переходниками герметизируется им же, жесткий шланг для откачки — берется на авторынке или в садовом отделе чего-то вроде оби, сам заглушка отлично герметизируется самоклейным уплотнителем для окон/дверей.
BigBeaver
25.02.2017 17:12А вакуумный насос?

koreec
25.02.2017 17:29Для обезгаживаниия вполне хватит и пылесоса.

bigbrotherwatchingyou
28.02.2017 07:16обезгаживание… слово то какое нехорошее… лучше бы пользовали «дегазацию»

teleghost
28.02.2017 11:42обезгаживание: промышленное уничтожение всех видов гадов ползучих на заданной площади; О. проводят ковровым способом, например, путём выжигания напалмом или вытравливания токсинами
(извините, не удержался:)

wormball
25.02.2017 18:21Говорят, из компрессора от холодильника можно сделать.
https://www.youtube.com/results?search_query=вакуумный+насос+из+компрессора+холодильника+
Заодно с другого конца можно высокое давление получать. Только из него во масло изливается, надо сделать так, чтобы оно обратно лилось. А на вход воздушный фильтр ставить.MotttoR
26.02.2017 15:40не изливается, у меня компрессор год проработал. Использовал для аэрографа, на выходе нужен масловлагоотделитель (осушитель тоже не помешает), т.к. при работе компрессора образуется масляная взвесь.
Для откачки воздуха тоже подходит, но с герметизацией нужно заморачиватся, просто стяжками и хомутами недостаточно — быстро набирается нормальное давление.
Компрессоры даром (или почти) можно найти в пунктах приема металлолома. Главное сразу с пускателем искать, а то потом возни с подбором много.
арматура подходит любая сантехническая (в том числе автоматы).wormball
26.02.2017 18:08> не изливается
Ну вот я его только из холодильника выковырял, ещё ничего не делал — а он уже зажироточил.
> при работе компрессора образуется масляная взвесь
А говорите — не изливается. Кстати, где маслоотделители берут? И не прокатит ли вместо него топливный фильтр?
> с герметизацией нужно заморачиватся, просто стяжками и хомутами недостаточно
Вазелин спасёт отца русской демократии? Ежели нет, то что спасёт?
Кстати, какое давление накачивает? И какой вакуум? На ютубе говорят, что 25 атмосфер прёт, только вживую больше двух никто не показывает. А на вакууме 0,1 атмосферы остаточное давление.MotttoR
27.02.2017 12:51Вообще да, вспомнил, до рессивера у меня все фитинги были в масле, но до масловлагоотделителя ничего не дошло (на выходе тоже всё чисто было). Может из-за расположения: рессивер над компрессором стоял и тупо всё масло обратно стекало.
Масловлагоотделитель можно купить в любом магазине продающем компрессоры\расходники\электроинструмент. Я брал самый дешевый, за 500р, с манометром и редуктором
Топливный фильтр ставят на вход компрессора, чтоб мусор внутрь не попадал.При откачке воздуха наверное и его будет достаточно с двух сторон, но мне думается, что он быстро «засрется» маслом.
О давлении: один раз до 12bar накачал и сильно испугался, т.к. бак (рессивер) был расчитан на 5 атмосфер. После чего купил реле давления. При откачке воздуха инструментально ни как не контролировалось давление, только визуально — «бульки» на поверхности раствора гипса и пластиков.
hungry_ewok
26.02.2017 15:37Насос комовского вполне можно найти на инет-барахолках по вменяемой цене.
Для вакуумирования всяческих там эпоксидок и прочего подобного потенциально летучего он самое то — заправлять можно автомаслом, если в него не сыпать абразив то сам насос убить нереально, в худшем случае достаточно просто сменить масло.wormball
26.02.2017 18:28> Насос комовского вполне можно найти на инет-барахолках по вменяемой цене.
На авито он в единственном экземпляре за 1999 рублей в городе-герое Мелеуз. А в интернет-магазинах самый дешёвый за 3700. Тогда как за 5000 продаются «настоящие» электрические вакуумные насосы на 2 паскаля, хоть и китайские.hungry_ewok
26.02.2017 20:54/хмыкая
Кроме авиты искать стоит еще и на профильных форумах. Я свой на барахолке чипмейкер.ру нашел, заказал с пересылкой, вышло по случаю небольшого некомплекта (без ручки был) в совершенно смешные деньги. Потом механизацию еще для него сделал вообще забесплатно, из мотора от старой дохлой стиральной машинки. ;)
А вот с дешевыми китайскими роторно-пластинчатыми был несколько меня напрягший момент — просто машинное масло туда не зальешь, афаик, и что еще важнее — на воду/химию в откачке могут отреагировать болезненно, в отличие от.wormball
26.02.2017 21:17> хмыкая
Ну это, кто знает все адреса профильных форумов (и регулярно их посещает) — тот в советах от пользователей ГТ не нуждается.
> из мотора от старой дохлой стиральной машинки
А не многовато мощности?
> на воду/химию в откачке могут отреагировать болезненно, в отличие от.
А компрессор от холодильника как к этому относится?hungry_ewok
26.02.2017 22:04>А не многовато мощности?
Напрямую если в розетку влючать — конечно многовато, но удлинитель с регулятором у меня уже был.
>А компрессор от холодильника как к этому относится?
Ахз, не проверял.
teleghost
25.02.2017 17:16простите, рыжие от ржавчины или пластиковые? Я так понял, что второе:) А какое разрежение можно создать, прежде чем атмосфера скомкает конструкцию вместе с формой?
hungry_ewok
26.02.2017 15:39Рыжие пластиковые. Такие вот:

Стрелка вакууметра укладывается влево до конца, вода при комнатной кипит, ничего не комкается.
teleghost
25.02.2017 17:52хотя если пылесоса хватит, может, все не так плохо
но баростат?kellakilla
25.02.2017 18:54из пылесоса он хлипенький, хороший вариант- али, но у китайских агрегатов много минусов. Как вариант- ручной — Комовского, или проапгрейдить его добавив электродвигатель. Можно найти за копейки золотниковый, были на авито в пределах 10 000 рублей, если его не мучать и нормально обслуживать, то еще внуки Ваши будут им пользоваться.
teleghost
25.02.2017 19:02спасибо, после чтения комментариев и форумов косплееров я так понял, что с вакуумом всё гораздо веселее, чем с центрифугой: у кого-то знакомый технолог без глаза в 30 лет, и т.д.:)
я сделал для себя несколько неожиданный вывод, что камеру лучше купить в магазине, а насос можно подмутить гаражно-колхозными способами, интегрально вроде безопаснее получаетсяkellakilla
28.02.2017 14:56Ну кухонным ножом тоже много человек покалечилось. Если вы про коспелееров- тех которые в разные наряды наряжается, то я не удивлен количеству травм. Работа с вакуумом более безопасная чем работа с давлением, если руки прямые и голова на плечах, никаких проблем не будет.
ПО поводу водоструйника — ему нужен большой напор воды ( от 2, 5 атм) в кране, что не всегда есть на этажах выше 4 в крупных города. К тому же у него большой расход воды, и проблемы с захлебываением/плевками.
hungry_ewok
26.02.2017 15:48Пылесоса скорее всего не хватит. У меня эпоксидка, которую обезгаживал от пузырьков, начинала интенсивно «кипеть» при достаточно низком давлении, которое пылесос явно не даст. Хотя это уже зависит от самой жидкости с которой работаем.
Баростат же тут излишен — это не промышленное производство, для div'a более чем достаточно «сунул замешанное в камеру, начал откачивать, смотрим на то как 'кипит', как успокоилось — вытаскиваем, заливаем обезгаженное, вакуумируем еще раз, чтобы выгнать пузыри оставшиеся в форме.»




Igor_omsk
25.02.2017 19:03+1Для малых литьевых форм, необходимое разряжение создается вакуумным насосом из обычного шприца, парой клапанов и тройником из магазина аквариумистики и метром силиконовой трубки подходящего диаметра.
teleghost
25.02.2017 20:48спасибо, Вам тот же вопрос, что и Wandy: это поможет пролить сложные и мелкие закоулки формы или только убирает «газировку» из жидкости? не очень понял:)
BigBeaver
25.02.2017 21:05Закоулки, вроде и сами нормально проливаются, мягкие марки силикона довольно жидкие же в исходном виде. Когда начинал эксперименты, он (силагерм 8020) у меня впитывался в напечатанную форму (да да, я хотел сэкономить время на периметрах).
А дегазацию действительно можно делать хоть непосредственно в шприце (набираете на треть, затыкаете носик). Какой-то значимый обьем можно так откачать, но утомительно.teleghost
25.02.2017 22:02у меня специфическая форма изделия, или я неверно выбрал форму, но никак не проливались «хоботки» (бутылочные горлышки D=2мм) и всякие тонкие закоулки снизу, причем крупные пузыри возникали при заливке в форму, а не от размешивания; да, ToolDecor 25 достаточно смачивающий, чтобы идеально воспроизвести даже шероховатость, но выбивать пузыри пришлось центрифугой
BigBeaver
25.02.2017 22:08Вибростол должен помочь, поидее.
А вообще, скиньте модельку (если не секретная) — поиграюсь, как время будет). Правда, сейчас я на более тугой силикон перешел, но тем не менее.
vbifkol
25.02.2017 22:36Лить надо с большой (20-30 см) высоты тонкой (пара мм) струйкой. Ну и литник делать толще.
teleghost
26.02.2017 01:50простите, если не лень, взгляните ещё раз на КДПВ: демпфер рядом с болтиком #6-32 UNC (это которым диск 3.5" крепится, он между M3 и M4); тонкий и длинный конический «шток» с «плечами» заменяет этот самый винт и его головку, остальная часть — шестигранная «юбка» с «бортом», внутри пустая. Когда демпфер под массой, «шток» погружается в крепёжное отверстие диска 3.5", а «плечи» (головка) не дают массе трогать края «юбки», которая берёт на себя «прогибания». Т.е. рабочий ход демпфера — это погружение штока плечами в юбку, как дном бутылки надавить на центр барабана, держа её за горлышко. Чтобы сама «юбка» держась в салазке, ей сделан «борт», на котором она и сидит. Клей же прихватывает прямо за внешнюю поверхность юбки и нижнюю часть борта. Извините, видеоролики не выдкладываю, поэтому словами.
так вот вопрос: как надо правильно сделать форму для отлива таких мелких деталюшек из силикона (кончик штока и толщина юбки порядка 1.5..2мм)? хотя бы примерно? у меня литники, наверное, абсурдные: они имеют вид раковин и переходят в шток тем же диаметром 2мм, в этом месте постоянно пузырь встаёт, жирный такой.
чтобы лить силикон с высоты 20-30см, литник должен быть хотя бы 10мм — иначе это как, простите, наполнять ведро из садового шланга, стоя на три этажа выше: я в своей форме и вплотную шприцем-то с некоторым усилием попадал:)BigBeaver
26.02.2017 02:28Кстати, в какой точке у вас литник выходит на деталь?
teleghost
26.02.2017 02:52переход на (самом тонком) кончике штока, получается «перетяжка» между литником и деталью
я просто не знаю, как ещё — кверху ногами лить в край юбки? но там ещё тоньше; делать переход ниже верхней точки, посередине? но тогда не ясно, куда и как пузыри выгнать из верхней точки; положить на бок? такую форму тяжело напечатать… я действовал методом исключения, что ли
хотите, реально отправлю Вам STL личкой:)BigBeaver
26.02.2017 03:36Если литник и носик, по сути, одно и то же, то тогда странно, что пузыри не выходят.
STL можно, да. Я правда щас понял, что кроме OpenSCAD у меня нет ничего для работы с моделями (если захочу скорректировать), но попытка не пытка. Модель самой штучки, если можно — в форму я сам их укомплектую. Впрочем, форму я бы посмотрел из научного интереса, можетпридут в голову улучшения.
vbifkol
26.02.2017 07:10Модель в нормальном размере вставьте в комментарий, по описанию ничерта не понятно.
Пузырь в узком канале — как раз следствие «запирания» пузырька: при литье очередная доза силикона подпирает пузырек, поверхностное натяжение формирует пробку, и дальше даже под давлением пузырек никуда не девается. Лить через такой канал нельзя, правильно — формировать литник отдельно, а канал использовать как выпар.
А литник, естественно, надо делать не менее 10 мм.teleghost
26.02.2017 14:38про пузырёк в канале — да, всё в точности так и было, выбивал его центрифугой (с доливом, возня та ещё)
модель демпфера 600x300сделал, как мог, не судите строго:) при надавливании сверху шток уходит в юбку, а играть можно толщиной (тоньше — мягче)
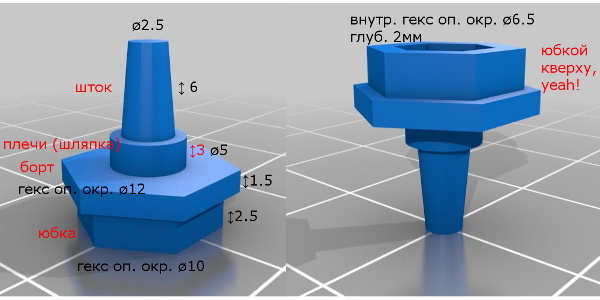 гекс. оп. окр. означает «гексагон с описанной окружностью»
гекс. оп. окр. означает «гексагон с описанной окружностью»vbifkol
26.02.2017 17:17+1Впрыск под давлением, которое можно создать шприцом — несерьезно. Во-первых, давление 2 атм сжимают пузырек 2 мм3 до 1 мм3, 4 атм — до 0,5 мм3 и так далее, так что для визуального уничтожения пузырька потребуется давление в пару десятков атмосфер, а во-вторых, пальцы устанут шприц держать до полной полимеризации, а если отпустить раньше — пузырек вернется в полном объеме. Кста, на шорА25 пузырек может и после полимеризации вылезти в полном объеме, просто растянув материал.
Про литники-выпары: я бы, пожалуй, концептуально так лил
литник в хвосте, выпар — на грани гайки. Естественно, литник привести к профилю хвоста (пожалуй даже лучше удлинить хвост на пару-тройку мм), выпар на безусадочном материале можно минимизировать, вплоть до пленки в 0,5 мм — главное чтобы воздух ушел.
может имеет смысл дать побольше крен, но не факт.teleghost
26.02.2017 18:53Спасибо, идею понял, но есть ещё фактор множества и ограничения 3D-печати: не всякую форму можно напечатать, особенно с перекрытиями и мостами. «Гайка-юбка» не сплошная, она полая внутри, «массив на боку» напечатать просто не получится.
поэтом моя старая форма на 16 изделий выглядит примерно так:
форма 4x4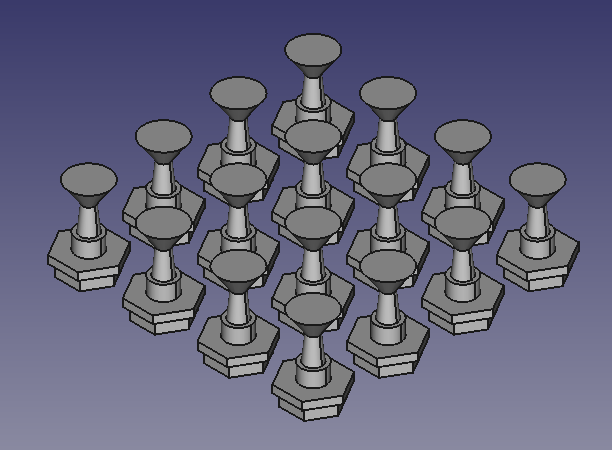
vbifkol
26.02.2017 19:26Полость делается закладными — делаете на основной форме вырез под бобышку, в этот вырез закладываете дополнительную форму для формования полости.
И да, если предполагается серия проще сделать мастер-модель, потом в нее отлить формы, формы расположить по кругу в центрифуге и уже так лить.

Wandy
25.02.2017 19:53+1Отливал много мелочи (ограничители, клапаны, одноразовые гайки для ИВЛ) из SortaClear 16 и 40 (это твёрдость по Шору А). Если объём отливки миллилитров 20, то можно размешать и отвакуумировать прямо в 50 миллилитровом шприце.
qwertyhp
25.02.2017 21:33Используемый двухкомпонентный силикон дозируется в соотношении 10:1 с катализатором по массе
Пропорции индивидуальны для каждой марки и указываются в инструкции.
К сожалению, не увидел информации по выбору мягких силиконов (типа мягкой резины), описания, марок и т.п. и работе с ними. По твердым силиконом инфы много, а по мягким, пластичным — не нашел. Если кто знает — оставьте ссылки, пожалуйста.

Prome_T
25.02.2017 22:03Причем здесь вообще прецизионность?..
teleghost
25.02.2017 22:10деталь 10мм, допуск 100мкм, вручную из жидкого силикона обычно получается гораздо грубее, тем более в домашней мастерской; но я не претендую на «прецизионность» в широком смысле:)
vbifkol
25.02.2017 22:39Чем Вы 100 мкм на 10мм силиконе шорА25 намерили? Стандартный дурдом от заказчиков — когда в сотках указывают размеры на эластомерах. Я обычно беру штанген и кольцо и прошу померить, даже совсем упертые после этого бросают говорить глупости.
teleghost
25.02.2017 22:52десятая доля миллиметра — та точность, с которой мне понадобилось отлить силиконовую деталь, чтобы она вошла в «жесткий» ответный шестигранник из пластика, пренебрегая усадкой ABS после печати; можно было и чуть грубее
про Шора — при покупке продавец дал пощупать бруски 15, 25 и 40, выбрал среднее:)
не знаю, что еще можно добавитьvbifkol
25.02.2017 23:09Еще раз: чем мерили эту десятую долю миллиметра? Пробовали отлить на десятку больше — не влезло что ли? А на десятку меньше — болталось? ШорА 25 на миллимитровой стенке должен деформироваться под своим весом на пару десяток, не говоря уже о попытке приложить к нему штанген.
teleghost
26.02.2017 00:22Вы к тому, что мягкая деталь от прикосновения штангенциркулем потеряет 200мкм?
да, потеряет, но я не измерял ничего, я просто нарисовал всё в 3D и отдал в печать (и деталь, и литейную форму), всё делал с заранее известным размером, разве что мог машинально сделать коррекцию на усадку ABS, не помню уже.
сначала я напечатал пластиковую деталь с дыркой, у неё погрешность 3D-печати (порядка 100мкм)
потом я напечатал форму и отлил изделие такого же размера (погрешность вышла тоже 100мкм в «спокойном», не сжатом состоянии, ToolDecor сам не усаживается, а точно повторяет все шероховатости поверхности)
ну и мягкая деталь просто вошла в жёсткую, не вспучиваясь и не болтаясь, так вышло с первого раза; ясное дело, её чуть прижало на сотню-другую микрон, но это оказалось на руку
у меня что-то сильно не так с формулировками?:)vbifkol
26.02.2017 07:15Даже без прикосновения штангенциркулем 2 десятки будут плавать под влиянием гравитации. Положили на бок — плюс две десятки, поставили на попа — минус десятка.
И да, погрешность 3д печати — не десятка, там свои проблемы с усадками и температурными искажениями.
Чтобы деталь такой твердости вспучилась — надо избыток в полмиллиметра. У меня есть детали под запрессовку из шорА82 — там размер мастер-модели делается +0,7.
vbifkol
25.02.2017 22:331. прецизионный — таки «точный», это понятие относительное. Я бы к прецизионному литью отнес что-то хотя бы с учетом усадок и деформаций, а не «напечатав пробную пресс-форму демпферов разной формы».
2. «вулканизация» — это про каучуки. В силиконах ее не происходит и в принципе быть не может — химия другая. Понятно, что Вы повторяете ошибку продавцов, но все же.
3. пресс-форма — это именно пресс-форма, обычно для термопластов или резин. У Вас — литье при атмосферном давлении в свободную форму, это сильно другое.
4. при проектировании форм на литье без давления надо понимать что, как, и куда пойдет — куда воздух, куда материал, что будет происходить при попадании первой капли, где может оказаться запертый воздух. Иногда имеет смысл разделить изделие на 2-3 разных с посадкой внатяг или доливкой, иногда можно придумать систему выпаров и питателей.
5. для центрифугирования имеет смысл делать круглую многоместную форму с литниками от центра.rfvnhy
25.02.2017 22:552. — ну да, тут скорее «отверждение» как у эпоксидок, но для мягких силиконов это все же забавный термин будет =)
Этим всем авторам роликов на ютубе надо принудительно
1. заставить почитать научно-популярные книги советских времен про литье — там на 10-20 страницах описано как делается форма, зачем центрифуга и тд и тп
2. литье можно сделать даже в восковую форму — точность будет выше, чем у силиконовой, правда она одноразовая.
Там это все описывалось очень хорошо.
3. нельзя металл сравнивать с силиконом. у металла плотность выше хотя бы.
И даже слегка покрутив центрифугу уже получим неплохую отливку
4. про усадки нельзя забывать.
5. ТБ. Я что-то не уверен что более-менее нетоксичный силикон после застывания так же нетоксичен до застывания.
Очень рекомендую надеть перчатки. Подозреваю что в инструкции к нему это есть.teleghost
25.02.2017 23:44>Этим всем авторам роликов на ютубе надо принудительно
это, видимо, ненавязчиво автору статьи адресуется:) но я вроде ролики не выкладываю
в любом случае, если Вы популярно перескажете те 10-20 страниц хотя бы на этом портале, мы все информационно обогатимся, тут моделистов много, спасибо скажут
2. мне трудно делать формы вручную, особенно с многоугольниками, а вот рисовать и печатать — легко
3. жидкий металл в руки не брал, но подозреваю, что он сильно гуще используемого силикона, на этом конец сравнения
4. безусадочность указана в ТТХ ToolDecor 25, но я обращу внимание читателей на то, что некотрые материалы усаживаются
5. еле нашел паспорт безопасности, перчатки рекомендуются, но это «Малоопасная по воздействию на организм трудногорючая смесь»; а в инструкции ничего, видимо, подразумевается
благодарю за комментарииBigBeaver
26.02.2017 00:01жидкий металл в руки не брал, но подозреваю, что он сильно гуще используемого силикон
Посмотрите видосики с ртутью какие-нибудь. Расплавленной олово визуально ничем не отличается (пока не покроется слоем оксида).teleghost
26.02.2017 00:28мне ребята знакомые показали колёсико, отлитое из нихрома (если ничего не путаю), на котором были видны характерные «слои» от напечатанной на 3D-принтере мастер-модели; сказали, что расплав крутили на центрифуге, мне эта идея очень понравилась (видимо потому, что я «не в теме»:)
BigBeaver
26.02.2017 00:57Металл в «карусельках» льют много веков — классная штка)) Насчет пригодности этой техники для силикона ничего не скажу, но у меня само все льется тупо на столе. Детальки, впрочем, побольше, но я готов поэкспериментировать с вашими, как сказал выше. Даже принтер есть (хотя мне лень подбирать настройки на 100 микрон точность, но не думаю, что она реально важна).
vbifkol
26.02.2017 07:06Нихром — Тплавления 1400 градусов, вряд ли кто-то на коленке этого достиг. Скорее мельхиор какой-нибудь, раз центрифугировали. Вообще, центрифуга — основной инструмент ювелиров, когда надо достичь высокой детализации и форма небанальная. В норме металлы льются гораздо легче, чем силиконы: все-таки плотность даже легкоплавов в 3-4 раза выше, воздух вытесняется проще.
rfvnhy
02.03.2017 11:35>популярно перескажете те 10-20 страниц хотя бы на этом портале, мы все информационно обогатимся, тут моделистов много, спасибо скажут
Там большая часть ценности в чертежах/эскизах/рисунках и очень грамотном изложении.
Подозреваю что автор «пересказал популярным языком» несколько книг в сотни страниц уместив это на менее чем 20. Заодно пересказывать книгу, которую читал более 10 лет назад… я просто не возьмусь. Литьем кроме как из эпоксидки и свинца я никогда не занимался. Есть знакомый, который успешно отливал з/ч для «Запорожца» из алюминия во дворе дачи.
Была книга типа «сделай сам» страниц на 150-200. Очень старая, лет 30+ назад выпущена.
В одной книге вперемешку шли и резьба по кости и плетение из бересты и выплавка перстней с использованием ручной центрифуги.
Сейчас к сожалению она мне не доступна, так что даже автора-название не смогу указать. Думаю найти реально — слишком хорошо там было все описано что бы такую книгу пропустили.
Но на профильных форумах по литью я думаю будет больше информации в тч более актуальной, с использованием современных материалов и технологий.
teleghost
25.02.2017 23:10ого, вижу, Вы в теме, это хорошо:)
1. за «прецизионность» мне уже выписали выше, в профессиональной среде я бы поостерегся, но тут любительская инженерия, а относительно «экструдеров для глазури» десятая миллиметра — тоже достижение;
2. про вулканизацию поправлю, ок;
3. пресс-формой назвал потому, что сильно сдавливаю половины винтами, а что, так нельзя?:) ладно, будет просто «форма»
4. да, но все нюансы без погружения не постичь; однако центрифугой (вакуумом, вибростолом) можно исправить ошибки и снизить планку до уровня любителя; к тому же это занимательно и весело:)
5. отлично, это тоже добавлю
спасибо!
PS ToolDecor без усадкиvbifkol
25.02.2017 23:161. я и выписал :).
3. нет конечно. Пресс-форма — это когда материал развивает давление изнутри, под действием подпора через литник (термопласты) или расширения (резины и микросферы изменяемого размера). Ну и порядки давления там от десятка тонн (на мелкой форме для резин), любой пластик порвет.
4. продумыванием формы можно достичь очень многого. У нас идет как раз мелкосерийка (ну как мелко, до 10 000 штук в серии, 5-10 тонн в месяц), вакуумируются только компоненты в литьевой машине. Если крутить каждую форму или вакуумировать ее — облезть можно.
Gozdi
27.02.2017 12:37Долго продирался через «шумящий лес словес», что бы добраться до краткой сути — нужен виброизолятор под жесткие диски. Решается покупкой листового sorbothane, вырубкой и приклейкой прокладок.
Высокомолекулярный Sorbothane ведет себя как неньютоновская жидкость, и для виброизоляции нежных систем (акустики, проигрывателей) пока лучшего решения не встречал.teleghost
27.02.2017 13:20Спасибо, конечно, но смогут ли пара кусочков чудоматериала размерами всего 10x10x3мм реально сделать погоду? Я на фото вижу коврики в четверть дюйма толщиной, у меня нет такого размаха в корзине, и суть эксперимента — выжать максимум из мизерного пространства. По-моему, 3мм толщины не успеют ничего толком поглотить, будут вести себя как обычная резина. Но Вам виднее. Где это купить, кстати?
Пенную резину тоже попробовал до силикона, но она вообще слёживается через пару месяцев, превращаясь в обычную. Но это был не чудоматериал, а просто пенная резина.
продирался к сути через шумящий лес словес
тролите автора что ли? :) так до ката всё вроде бы сказано: «В качестве use case автор задвинулся… с одновременным уменьшением вибраций...», хотя статья больше про литьё силикона в напечатанные формы.Gozdi
27.02.2017 14:12тролите автора что ли? :) так до ката всё вроде бы сказано: «В качестве use case автор задвинулся… с одновременным уменьшением вибраций...», хотя статья больше про литьё силикона в напечатанные формы.
Героическая надуманная постановка задачи, IMHO, имеет место быть.
Спасибо, конечно, но смогут ли пара кусочков чудоматериала размерами всего 10x10x3мм реально сделать погоду?
Два подхода для эластомеров для виброизоляции — «раздел по границе сред» (чередование слоев материалов с разной твердостью) или неньютоновские жидкости или псевдожидкости, с нужным временем реакции на требуемую частоту.
Пенную резину тоже попробовал до силикона, но она вообще слёживается через пару месяцев, превращаясь в обычную. Но это был не чудоматериал, а просто пенная резина.
Поры должны быть закрытыми, какой гистерезис, модуль упругости и т.д.
Где это купить, кстати?
тут
teleghost
27.02.2017 16:09
и что дальше?смогут ли пара кусочков чудоматериала размерами всего 10x10x3мм реально сделать погоду?
Два подхода для эластомеров для виброизоляции — «раздел по границе сред» (чередование слоев материалов с разной твердостью) или неньютоновские жидкости или псевдожидкости, с нужным временем реакции на требуемую частоту.
MrRIP
01.03.2017 18:05Эм. ХДД на мягких резинках? Автор видимо не в курсе последствий сверхмягкого подвеса? Да, об этот«сверхмягкий подвес» не одну тысячу копий сломало в свой
время народу! В простонародье такой тип подвеса называется «на резинках от трусов». В прямом смысле :D

BrusnikinSN
05.03.2017 21:59Пара шайб из силикона и винты по длиннее, под корпус еще шайб из силикона, HDD спасибо скажет. HDD для позиционирования в любом случае будет дергаться, хоть в космосе.
teleghost
05.03.2017 22:06с учётом 4мм пространства силиконовый демпфер — это и есть винт подлиннее, «плавающий» на шайбе 10мм, можете открыть спойлер в моём комментарии выше, там увидите, что я имею в виду
от «просто» силиконовых шайб мало толку, когда места нет вообще, стенки-то впритык:)
BrusnikinSN
05.03.2017 23:22Я бы поступил так: 1 мм (в постановке задачи) сделал шайбу из плотного силикона, остальное крепление (шайбы) из мягкого. «Мягкие винты» — плохо, т.к. дороги в массовом производстве, дешевле из металла. ЗЫ. на рыбалке использую силиконовые наживки, они под теплом солнца изнашиваются и рвутся быстро, в корпусе сервера тоже «жарко» и придется часто менять силиконовые винты и при этом возникают организационные регламенты по организации расписания по замене силиконовых винтов, трате рабочего времени…
Я бы попробовал поискать другой технический способ решить озвученную проблему.
Вибрацию дисков можно решить, например, другим способом, первое что пришло в голову)) Итак: поместить каждый HDD в отдельный герметичный контейнер, последний промазать силиконом и разместить в полупогруженном состоянии в емкости с жидкостью. Выгода: вибрация поглощается жидкостью, микро волнами на поверхности пренебрегаем; конструкция контейнера отводит тепло винчестера в жидкость.teleghost
05.03.2017 23:38мягкие винты дороги в массовом производстве
да, но я могу отливать их себе по 16 штук в день при общей потребности не более 100 штук в три-пять лет:) напомню, основная цель статьи — показать, что можно «напечатать» непечатаемое, а демпферы — это так, побаловаться
думаю, Вы согласитесь с тем, что две идеи ниже противоречивы:
при этом возникают организационные регламенты по организации расписания по замене силиконовых винтов, трате рабочего времени…
поместить каждый HDD в отдельный герметичный контейнер, последний промазать силиконом и разместить в полупогруженном состоянии в емкости с жидкостью
много есть вариантов погружения электроники в иммерсионные жидкости, но что с обслуживанием? таскать с собой ванну для слива и бидон с запасом? впрочем, это риторический вопрос:)
по поводу силикона на жаре: нормальной для эксплуатации дисков считается менее 40C, это может нанести вред силикону? практический вопрос;)
спасибоBrusnikinSN
06.03.2017 10:57Добавлю к размышлению:
— силикон стареет, из однородной массы со временем образуются крупные зерна, по их границам и происходит трещина, затем разрыв.
— силикон хорошо работает на сжатие, а вот на срез — плохо и на растяжение — плохо. Винты работают на срез ((упрощаю),HDD висит на винтах) и на растяжение (тело винта растягивается резьбой и возможен отрыв головки винта).
ЗЫ. Я просто показываю на недостатки выбранного метода и материала, ни в коем случае не придираюсь. Хочу чтобы ваша инженерная мысль развивалась успешно для решения вашей задачи. Вам удачи в поиске решения, а мне и читателям познакомиться с успешным решением проблемы.

Prometheus
Пробовал я в прошлом году литье в силикон двухкомпонентных Smooth-Cast 300 серии.
Ну, если так, чтобы посмотреть и в руках подержать готовое изделие — то можно, но не более.
А так, если использовать в живую — то не годится. Вот сделал я из этого пластика швеллер шириной 6 см, глубиной 2 см и длиной 40 см. Поместил его в термокамеру, + 38 градусов и подвесил на него по центру нагрузку в 240 грамм. Через 3 дня этот швеллер прогнулся и стал коромыслом :)