В прошлом посте я описал процесс сборки 3D-принтера из китайского конструктора. Теперь же хочу поделиться информацией о его полугодовом использовании, что было заменено, на что обратить внимание, какие апгрейды можно сделать?
Но вначале хотел бы описать процесс самой покупки. На тот момент, когда я заказывал принтер, количество положительных отзывов в магазине было около 250 штук. К моменту, как он приехал, их стало уже под 1000 и появилось несколько отрицательных. На данный момент там уже 1800 отзывов. Набор, за счет хорошего соотношения цены и качества, стал настолько популярный, что было время я даже находил несколько фейковых аккаунтов с ним на али, которые обещали за пол цены доставить товар за 3 дня. Так что будьте осторожны. В принципе все дешевые наборы для принтеров на али можно разделить на 2 или 3 категории. У одних ставят директ экструдеры, блок питания с пассивным охлаждением и множеством напечатанных на таком же принтере деталей, у других печатных деталей нет. Так же различаются они и платами управления. Времени ардуины и Ramps уже прошли, сейчас популярны заводские решения «всё в одном».
В общем, продавец у Sanhokey, вроде как девушка. По крайней мере имя Ева и манера переписки точно женские. В принципе достаточно оперативно отвечает на вопросы и старается всячески поддерживать покупателя. Я даже столкнулся с положительной стороной китайской поддержки, когда написав статью про принтер и выложив её на MySku, описал проблемы с подогревом платформы. Тогда я сбросил Еве ссылку на этот обзор, а она уже прочитав его, выслала мне поправленную прошивку, это был приятный момент. Так же мне еще обещали 4 катушки пластика, типа за труды и вроде даже отправили, но я их так и не получил. Не знаю в чем проблема, но не жалко, ибо пластик был PLA, а как выяснилось позже, китайский PLA очень далек от совершенства.
Это мы выяснили с моим товарищем по «несчастью» из Казахстана. Он приобрел такой же набор и сразу несколько цветов пластика сверху. Пластик был PLA, и печать им никак не шла у него. Все дело в «гуляющих» параметрах пластика. Его как будто подмочили с одного бока и параметры печати от этого меняются прямо на ходу. Несколько слоёв идет все нормально, а потом застревает и не идет дальше. Опытном путем выясняется, что нужно поднять температуру. Печать возобновляется, потом доходит до другого места и получается перегрев – в итоге пробка в термобарьере. В общем, не берите китайский PLA.

Вообще от качества материала зависит очень многое. Был раньше такой производитель пластика – «Космовент» с дешевыми предложениями. Так вот их ABS так же давал посредственные результаты печати, ну благо результат не плавал, а был стабильно «так себе». Впрочем, для вещей, не требующих хорошего эстетического вида этого было достаточно. Плохое качество проявлялось только в гуляющем диаметре, что выливалось в «волнистость» поверхностей ну и плюс температура печати была высокой, иначе слои могли не сплавиться нормально и стремились треснуть под нагрузкой. Печатал на грани — 250-255 градусов на сопле, чуть выше и пластик начинал кипеть. Чуть ниже, и объекты трескались и расслаивались. Проблемы с пластиком этого производителя подтверждали и мои друзья, кто заказывал его из Омска.

Но это все было уже позднее. Первая печать у меня была китайским ABS. Ух и вонючий же он. Я взял 2 цвета вместе с принтером – черный и белый. Пластик среднего качества, он не такой нестабильный как Омский, но в целом нормально. Плюс китайского ABS в том, что он очень текучий и даже с упертым в стол соплом прекрасно выдавливается на первом слое. Так же был локально приобретен белый PLA от FL-33, это производитель который делает пластики для проф. оборудования. Вот с этим PLA у меня не заладилось. Печать была очень фиговой, выдавливалось как будто недостаточное количество пластика, увеличивая подачу, он начинал застревать. В итоге я его отложил до лучших времен и остановился на ABS.
А теперь скажите, какая самая первая проблема у начинающих печатников? Правильно. Прилипание к столу. Стол у Sunhokey алюминиевый, в комплект кладут малярный скотч, предлагая печатать на нём. Первые печатные опыты я так и производил, печатал на скотче. Правда пока принтер ехал ко мне я очень усердно изучил все материалы в сети на популярных ресурсах и уже знал в теории, что к чему. В общем ABS просто на скотч не лип. PLA лип, но у меня были с ним проблемы. Да еще и выяснилось, что в прошивке зачем-то ограничили максимальный нагрев стола в 90 градусов. А для печати ABS нужно выше 100.
Вопрос с нагревом решился перепрошивкой (вот нужная прошивка, если кому понадобится). А вот прилипание к столу пластика я решал по разному. Самый простой способ – сахарный сироп. Разводите сахар в воде погуще и мажете стол, чтоб липкий был. Пробовал так же и клей-карандаш. Тут зависит от состава самого карандаша, клей на основе сольвента не подходит, от него начинает отлипать. Есть еще советы использовать малярный синий скотч 3М, но он не дешев. В специализированных магазинах по печати его продают за очень дорого, в сети можно найти дешевле, но заморачиваться с ним мне не хотелось. Есть еще вариант с прозрачной пленкой Lomond, там какая-то особая серия с клеящим слоем. Стоимость пачки 450р, в пачке вроде 25 листов. Продают в фирменных магазинах Lomond и еще нескольких местах – тоже гемор. Вместо сахарного сиропа можно использовать темное пиво Козел или Испанский лак Нелли. Именно Нелли не тафт 3 погоды. Нелли продает специальные лаки для печатников, но и есть лак для волос у них с таким же составом. Баллончик белый с синими надписями, если кто захочет попробовать. Но для большинства методов рекомендуется использовать стекло или зеркало поверх нагревательного стола. Я нашел готовый вариант – зеркальная плитка 20х20см в ОБИ. Там она стоит рублей 280 за 4 штуки, а сама плитка без фацета, хотя и с обработанными краями.
В общем, мой рецепт – зеркальная плитка на столе и на неё нанесенный клей ПВА. Дешево и сердито. Клей ПВА приклеивает печатаемые детали практически намертво, вопрос с отлипанием уходит на второй план. Возникает вопрос со снятием моделей со стола.
Лучший вариант для снятия – это охлаждение. Дождитесь, когда зеркало остынет градусов до 30, и смело помещайте его вместе с моделью в морозилку на 15 минут. Пластик остывая, усаживается, стекло – нет, в итоге модель снимается легко. Хотя можно и просто поддевать острым ножом, только аккуратней.


Так, что ПВА – рекомендую. Наносите его на зеркало, размазываете тонким слоем.

Ждете, когда поверхность станет прозрачной.


А потом когда окончательно высохнет, снова слегка белесой. И всё. Можно печатать. При повреждении верхнего слоя клея, не обязательно все смывать и наносить заново, достаточно всего лишь капнуть немного клея в это место и дать ему застыть.
Смывается, кстати, водой. Еще лучше – изопропиловым спиртом.

Я выше писал про прошивку, давайте вернемся к этому вопросу. По факту плата управления тут, это простая ардуина мега и рампс с дополнительными плюшками. Просто она хорошо разведена. Для перепрошивки достаточно открыть исходник на компьютере в Arduino IDE и подключить принтер по USB. Затем нажать на заливку скетча и ждать. После перезагрузки принтера, на нём будет новая прошивка, всё.
А вот еще. USB. Был такой случай. При первом включении принтера у моего знакомого выгорел порт USB на ноуте. Оказалось, что дело в блоке питания принтера. Там где блок прикручивается к акрилу, в районе его креплений, внутри. Нет изоляции на плате и при сильном закручивании болт вкрученный в корпус коротит на силовую дорожку. Происходит это при сильном затягивании или при длинных болтах. У меня, слава богу, такого не наблюдалось.

Я уже писал, что тут используется HotEnd – аналог E3D v5. Я его почти сразу заменил на такой же аналог, но v6. Эта версия более компактна в высоту, да и вообще как-то стабильней в печати мне показалась.

У меня цельнометаллический термобарьер. Это вроде как потенциально может дать проблемы при печати PLA пластиками (С FL-33 проблема была в другом, об этом чуть позже). Дело в том, что пластик легче прилипает к разогретому металлу, особенно PLA, он вообще липкий, когда жидкий, и может вообще образовать пробку, наглухо забив сопло изнутри.

Это легко решается при помощи масла. Что? масло и пластик? Слои же не будут слипаться! А нет. Проблем со слипанием нет. Масло надо капнуть в фильтр. Если его еще не сделали, то обязательно распечатайте его себе.
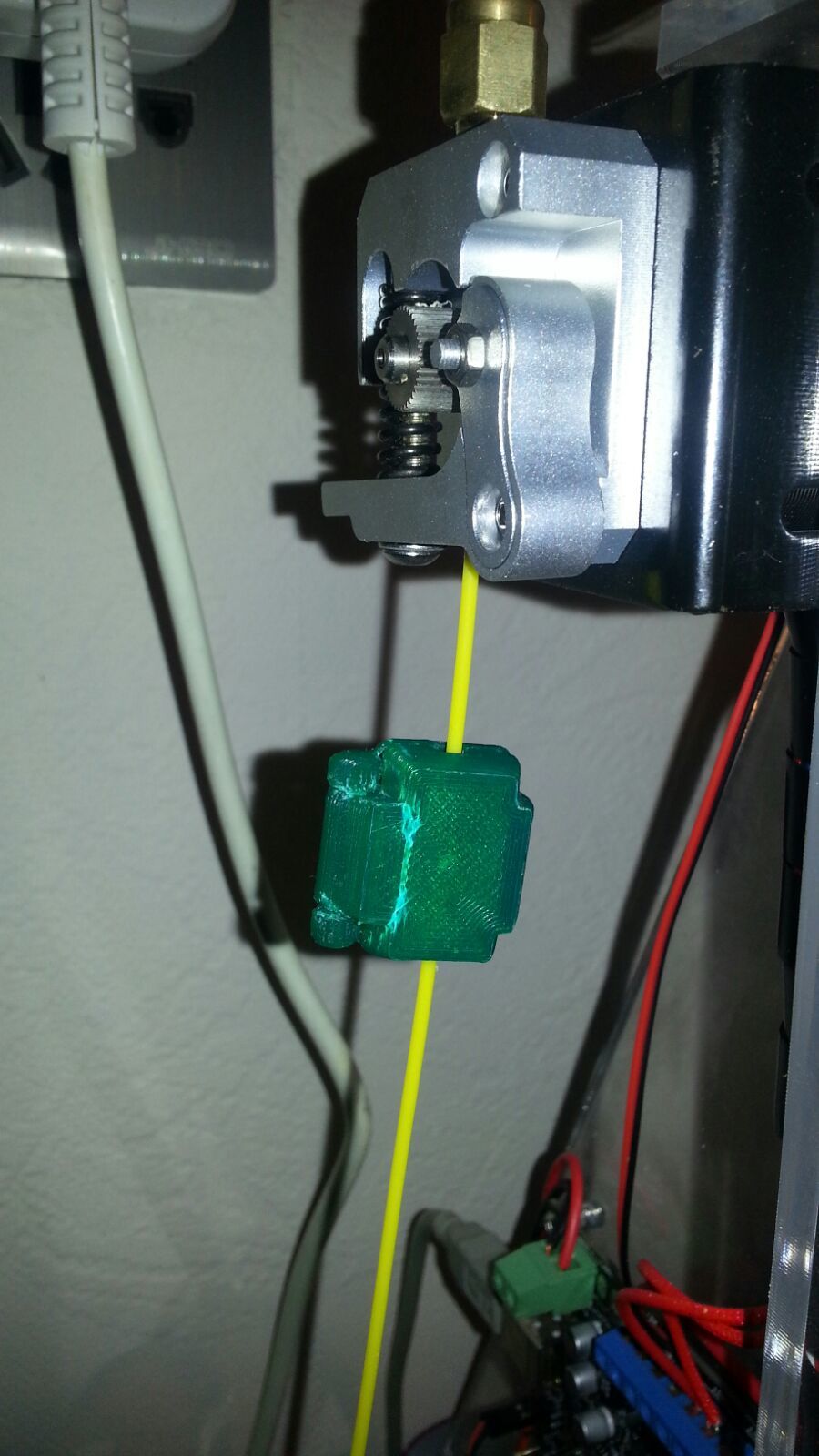
В фильтр помещается 2 кусочка кухонной губки, и он зажимается на прутке. Вообще фильтр собирает офигенно сколько грязи, если его нет, вся эта дрянь идет в сопло и там пригорает. Ничего хорошего это не сулит.

Я использую масло, которое брал для подшипников RC машинки. У меня его осталось достаточно, а расходуется оно очень экономично тут. Достаточно пары капель.

А теперь к вопросу, почему не пошла сразу печать PLA от FL-33. Всё оказалось банально просто. Дело было в подающей шестерне.

Шестерня тут стоит латунная с большими зубами. А пруток от FL-33 оказался очень жестким и гладким. Из-за чего она просто не могла его протолкнуть и он скользя отскакивал обратно. Решение было в замене на стальную каленую с мелкими зубьями.
Заменив её, дело пошло бодрее. Такая шестерня, да плюс масло. Печать идет просто великолепно.
Еще один важный момент – обдув радиатора головы. Тут с завода решение так себе. Какие-то две фигульки держат вентилятор, который дует на всё сразу. И стол и голова… В общем, для ABS это очень плохо, когда детали большие. Решение – распечатать нормальный кожух под 40мм вентилятор.

По началу у меня был вот такой. Просто под один вентилятор. А для хорошей печати PLA нужен еще обдув модели. Да и горизонтально расположенный вентилятор все же дает завихрения воздуха в область печати из-за чего детали с левой стороны отлипают сильнее, даже не смотря на ПВА.
Я решил замоделить свой обдув под два вентилятора сразу, да еще и с их наклоном, чтобы никаких паразитных ветров.
Первая модель вышла не очень. Воздуховоды подчиняются своим правилам и их нельзя делать под прямыми углами и маленьких диаметров просто так. В общем, обдув модели у меня не работал, хоть и удалось реализовать красивое решение со сменными соплами. Затык был в середине.

Немного помучавшись, я вернулся к первому решению и добавил туда готовую модель кругового обдува.
Только разместил это всё с боков, чтобы было видно как идет печать.
Стало совсем хорошо. Хотя я не считаю, что сделал что-то сверх естественное. Качество печати не менялось с самого начала, а вот стабильность повысилась.
Вот фотография, показывающая насколько ровно ложатся слои хорошим пластиком.

Это буква «А» размером где-то 18х17х2,5см. Напечатана она PLA пластиком от REC. Когда я его купил и начал печатать, радости моей не было предела, настолько все классно и ровно шло по сравнению с китайским.

Так что хороший материал это залог качественной печати, остальное можно подправить или настроить.
Какими материалами еще можно печатать?
Тут, кстати кроется еще один положительный довод в пользу этого набора. Можно печатать почти любым материалом, а не только разрешенными производителем, как на дорогих фирменных принтерах. Используется бесплатная программа, в которой можно настроить любые параметры печати а не закрытое ПО, где 2 типа пластика и всё.
Самый интересный из доступных материалов – нейлон. У меня было несколько пробников от E-SUN, Космовента и обычной триммерной лески. Да. обычная триммерная леска по сути тоже нейлон. Главное найти с чистым нейлоном без стекловолокна и не брать всякие треугольные и звездообразные сечения.

Космовентовский пробник по смешной цене за какие-то несколько рублей. Несмотря на вакуумную упаковку нейлон уних «пипец» какой сырой. Нейлон еще более гигроскопичный, нежели PLA. Его хорошо бы перед печатью немного просушить. Без сушки он шипит и пенится а в сопле образуется вода. Зачем вообще им печатать?

Ну это отличный материал. Он устойчив к химическим воздействиям, прочный и гибкий. Я печатал им подшипники под валы 6мм от старого принтера.

Кроме того он не растворяется в ацетоне и дихлорметане. Чтобы его растворить потребуется муравьиная кислота и то это будет долгий процесс.



В общем помимо подшипников получилось распечатать сетку в ДХМ баню.


А вот что-то выше 10-ти слоёв таких размеров печатать нереально. Нейлон начинает сворачиваться. Его закручивает, и он полностью отлипает. Для идеальной печати нейлоном нужно греть стол до 150 градусов. Выдержат ли провода, сам стол и плата? Вопрос отдельный.

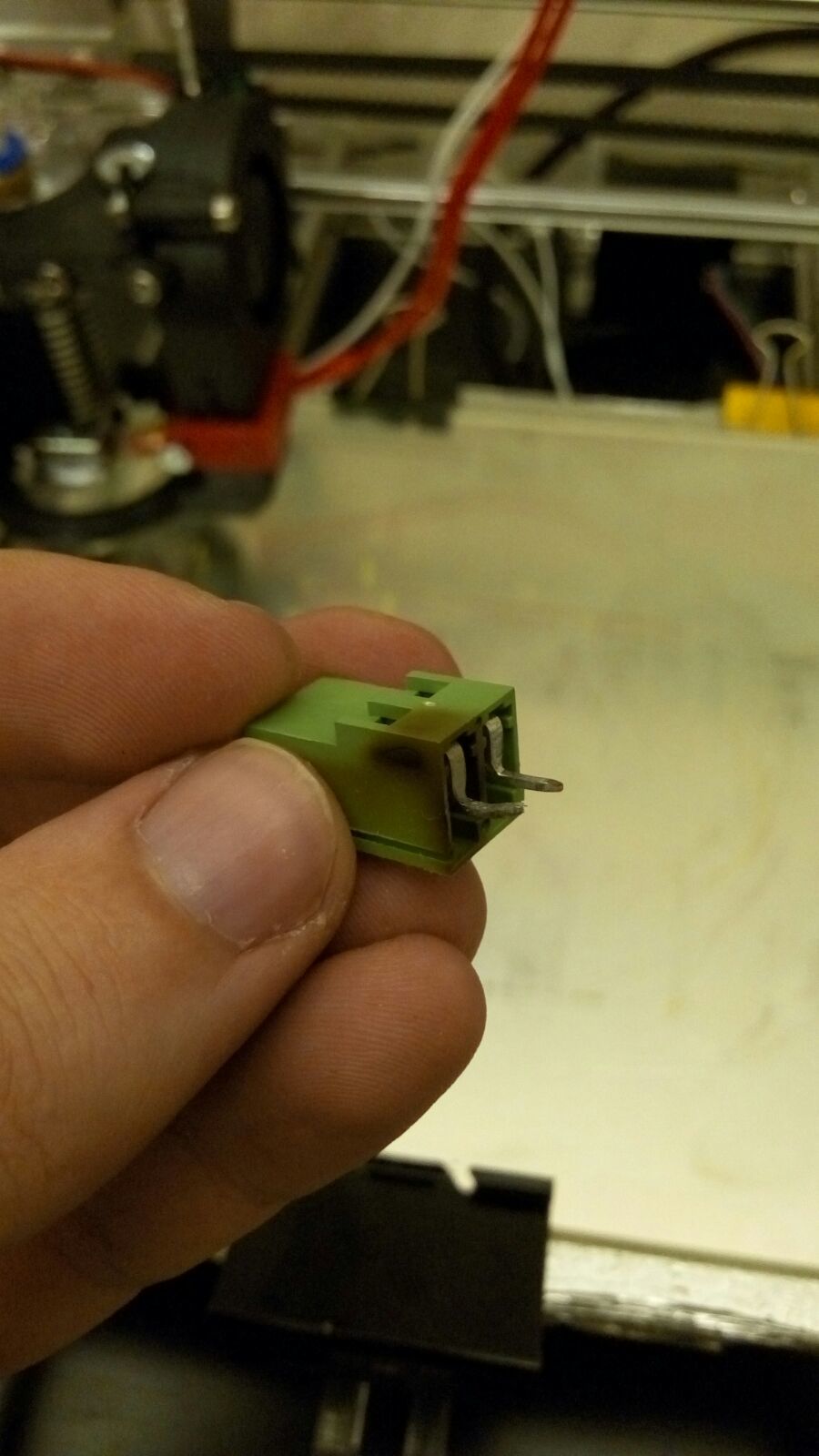
Спустя полгода выявилась так же такая неприятная особенность. Я сразу поменял провода на стол на более толстые. А вот провода на управляющую плату – нет. В итоге они грелись. Грелись ближе к клемме. И в итоге клемма отпаялась. Может, все же не в проводах было дело?
Но это уже неважно. Я запитал стол напрямую от блока питания через SSR реле.

Скорость нагрева не увеличилась, а я так надеялся… Зато порог в 110 градусов легко был пройден. Раньше стол не мог раскочегариться выше, хотя уже и не было ограничений в прошивке.

Еще одна неприятность выявилась с кареткой.

Я обнаружил трещину. Дело в том, что я часто старый пластик продавливаю в сопле шестигранником, иногда для этого нужно приложить усилия. Плюс часто голова ездит по неровным поверхностям, и вся нагрузка приходится на место соединения двух акриловых деталей. Рассмотрев подробней трещину, я понял, что это трещина в месте где упирается гайка, тоесть не так критично, но на всякий случай я подготовил замену (не помешает).
Ну раз уж мы меняем каретку, то можно сразу и голову заменить. Мне понравился проект Dondolo. Он сложный, но стоит того. Это голова под один мотор, но два сопла. Переключение происходит при помощи сервопривода, нужно только внести соответствующие изменения в прошивку.

Напечатанные детали есть, ожидаем подшипники, серву и мотор.
К слову пластик от FDPlast, кто еще не слышал о нём, быстрей берите – качество просто великолепное. Слои на ABS пластике спекаются уже при 220-230 градусах и получаются очень ровные. При самой низкой цене на пластик среди производителей, я считаю ему нет конкурентов и это не реклама.
Раз уж речь зашла о материалах, то давайте все же вспомним «Космовент». Складывается ощущение, что они ничего хорошего не производили, а нет. Их натурального цвета ABS очень хвалили, а купить его было нереально, так как разбирали моментально. Я его так и не попробовал, зато успел на распродажу остатков и у меня лежат и ждут своего часа такие материалы как TPE и ПНД.

Причем ПНД еще и с запахом персика.

А TPE это аналог резины, но не требующей вулканизации, распечатал, и можно сразу использовать.
Так, что дешевые китайские конструкторы вполне годные инструменты и могут составить конкуренцию дорогим принтерам, а в следующий раз я расскажу о методах обработки пластика.
Но вначале хотел бы описать процесс самой покупки. На тот момент, когда я заказывал принтер, количество положительных отзывов в магазине было около 250 штук. К моменту, как он приехал, их стало уже под 1000 и появилось несколько отрицательных. На данный момент там уже 1800 отзывов. Набор, за счет хорошего соотношения цены и качества, стал настолько популярный, что было время я даже находил несколько фейковых аккаунтов с ним на али, которые обещали за пол цены доставить товар за 3 дня. Так что будьте осторожны. В принципе все дешевые наборы для принтеров на али можно разделить на 2 или 3 категории. У одних ставят директ экструдеры, блок питания с пассивным охлаждением и множеством напечатанных на таком же принтере деталей, у других печатных деталей нет. Так же различаются они и платами управления. Времени ардуины и Ramps уже прошли, сейчас популярны заводские решения «всё в одном».
В общем, продавец у Sanhokey, вроде как девушка. По крайней мере имя Ева и манера переписки точно женские. В принципе достаточно оперативно отвечает на вопросы и старается всячески поддерживать покупателя. Я даже столкнулся с положительной стороной китайской поддержки, когда написав статью про принтер и выложив её на MySku, описал проблемы с подогревом платформы. Тогда я сбросил Еве ссылку на этот обзор, а она уже прочитав его, выслала мне поправленную прошивку, это был приятный момент. Так же мне еще обещали 4 катушки пластика, типа за труды и вроде даже отправили, но я их так и не получил. Не знаю в чем проблема, но не жалко, ибо пластик был PLA, а как выяснилось позже, китайский PLA очень далек от совершенства.
Это мы выяснили с моим товарищем по «несчастью» из Казахстана. Он приобрел такой же набор и сразу несколько цветов пластика сверху. Пластик был PLA, и печать им никак не шла у него. Все дело в «гуляющих» параметрах пластика. Его как будто подмочили с одного бока и параметры печати от этого меняются прямо на ходу. Несколько слоёв идет все нормально, а потом застревает и не идет дальше. Опытном путем выясняется, что нужно поднять температуру. Печать возобновляется, потом доходит до другого места и получается перегрев – в итоге пробка в термобарьере. В общем, не берите китайский PLA.
Вообще от качества материала зависит очень многое. Был раньше такой производитель пластика – «Космовент» с дешевыми предложениями. Так вот их ABS так же давал посредственные результаты печати, ну благо результат не плавал, а был стабильно «так себе». Впрочем, для вещей, не требующих хорошего эстетического вида этого было достаточно. Плохое качество проявлялось только в гуляющем диаметре, что выливалось в «волнистость» поверхностей ну и плюс температура печати была высокой, иначе слои могли не сплавиться нормально и стремились треснуть под нагрузкой. Печатал на грани — 250-255 градусов на сопле, чуть выше и пластик начинал кипеть. Чуть ниже, и объекты трескались и расслаивались. Проблемы с пластиком этого производителя подтверждали и мои друзья, кто заказывал его из Омска.
Но это все было уже позднее. Первая печать у меня была китайским ABS. Ух и вонючий же он. Я взял 2 цвета вместе с принтером – черный и белый. Пластик среднего качества, он не такой нестабильный как Омский, но в целом нормально. Плюс китайского ABS в том, что он очень текучий и даже с упертым в стол соплом прекрасно выдавливается на первом слое. Так же был локально приобретен белый PLA от FL-33, это производитель который делает пластики для проф. оборудования. Вот с этим PLA у меня не заладилось. Печать была очень фиговой, выдавливалось как будто недостаточное количество пластика, увеличивая подачу, он начинал застревать. В итоге я его отложил до лучших времен и остановился на ABS.
А теперь скажите, какая самая первая проблема у начинающих печатников? Правильно. Прилипание к столу. Стол у Sunhokey алюминиевый, в комплект кладут малярный скотч, предлагая печатать на нём. Первые печатные опыты я так и производил, печатал на скотче. Правда пока принтер ехал ко мне я очень усердно изучил все материалы в сети на популярных ресурсах и уже знал в теории, что к чему. В общем ABS просто на скотч не лип. PLA лип, но у меня были с ним проблемы. Да еще и выяснилось, что в прошивке зачем-то ограничили максимальный нагрев стола в 90 градусов. А для печати ABS нужно выше 100.
Вопрос с нагревом решился перепрошивкой (вот нужная прошивка, если кому понадобится). А вот прилипание к столу пластика я решал по разному. Самый простой способ – сахарный сироп. Разводите сахар в воде погуще и мажете стол, чтоб липкий был. Пробовал так же и клей-карандаш. Тут зависит от состава самого карандаша, клей на основе сольвента не подходит, от него начинает отлипать. Есть еще советы использовать малярный синий скотч 3М, но он не дешев. В специализированных магазинах по печати его продают за очень дорого, в сети можно найти дешевле, но заморачиваться с ним мне не хотелось. Есть еще вариант с прозрачной пленкой Lomond, там какая-то особая серия с клеящим слоем. Стоимость пачки 450р, в пачке вроде 25 листов. Продают в фирменных магазинах Lomond и еще нескольких местах – тоже гемор. Вместо сахарного сиропа можно использовать темное пиво Козел или Испанский лак Нелли. Именно Нелли не тафт 3 погоды. Нелли продает специальные лаки для печатников, но и есть лак для волос у них с таким же составом. Баллончик белый с синими надписями, если кто захочет попробовать. Но для большинства методов рекомендуется использовать стекло или зеркало поверх нагревательного стола. Я нашел готовый вариант – зеркальная плитка 20х20см в ОБИ. Там она стоит рублей 280 за 4 штуки, а сама плитка без фацета, хотя и с обработанными краями.
В общем, мой рецепт – зеркальная плитка на столе и на неё нанесенный клей ПВА. Дешево и сердито. Клей ПВА приклеивает печатаемые детали практически намертво, вопрос с отлипанием уходит на второй план. Возникает вопрос со снятием моделей со стола.
Лучший вариант для снятия – это охлаждение. Дождитесь, когда зеркало остынет градусов до 30, и смело помещайте его вместе с моделью в морозилку на 15 минут. Пластик остывая, усаживается, стекло – нет, в итоге модель снимается легко. Хотя можно и просто поддевать острым ножом, только аккуратней.
Так, что ПВА – рекомендую. Наносите его на зеркало, размазываете тонким слоем.
Ждете, когда поверхность станет прозрачной.
А потом когда окончательно высохнет, снова слегка белесой. И всё. Можно печатать. При повреждении верхнего слоя клея, не обязательно все смывать и наносить заново, достаточно всего лишь капнуть немного клея в это место и дать ему застыть.
Смывается, кстати, водой. Еще лучше – изопропиловым спиртом.
Я выше писал про прошивку, давайте вернемся к этому вопросу. По факту плата управления тут, это простая ардуина мега и рампс с дополнительными плюшками. Просто она хорошо разведена. Для перепрошивки достаточно открыть исходник на компьютере в Arduino IDE и подключить принтер по USB. Затем нажать на заливку скетча и ждать. После перезагрузки принтера, на нём будет новая прошивка, всё.
А вот еще. USB. Был такой случай. При первом включении принтера у моего знакомого выгорел порт USB на ноуте. Оказалось, что дело в блоке питания принтера. Там где блок прикручивается к акрилу, в районе его креплений, внутри. Нет изоляции на плате и при сильном закручивании болт вкрученный в корпус коротит на силовую дорожку. Происходит это при сильном затягивании или при длинных болтах. У меня, слава богу, такого не наблюдалось.
Я уже писал, что тут используется HotEnd – аналог E3D v5. Я его почти сразу заменил на такой же аналог, но v6. Эта версия более компактна в высоту, да и вообще как-то стабильней в печати мне показалась.
У меня цельнометаллический термобарьер. Это вроде как потенциально может дать проблемы при печати PLA пластиками (С FL-33 проблема была в другом, об этом чуть позже). Дело в том, что пластик легче прилипает к разогретому металлу, особенно PLA, он вообще липкий, когда жидкий, и может вообще образовать пробку, наглухо забив сопло изнутри.
Это легко решается при помощи масла. Что? масло и пластик? Слои же не будут слипаться! А нет. Проблем со слипанием нет. Масло надо капнуть в фильтр. Если его еще не сделали, то обязательно распечатайте его себе.
В фильтр помещается 2 кусочка кухонной губки, и он зажимается на прутке. Вообще фильтр собирает офигенно сколько грязи, если его нет, вся эта дрянь идет в сопло и там пригорает. Ничего хорошего это не сулит.
Я использую масло, которое брал для подшипников RC машинки. У меня его осталось достаточно, а расходуется оно очень экономично тут. Достаточно пары капель.
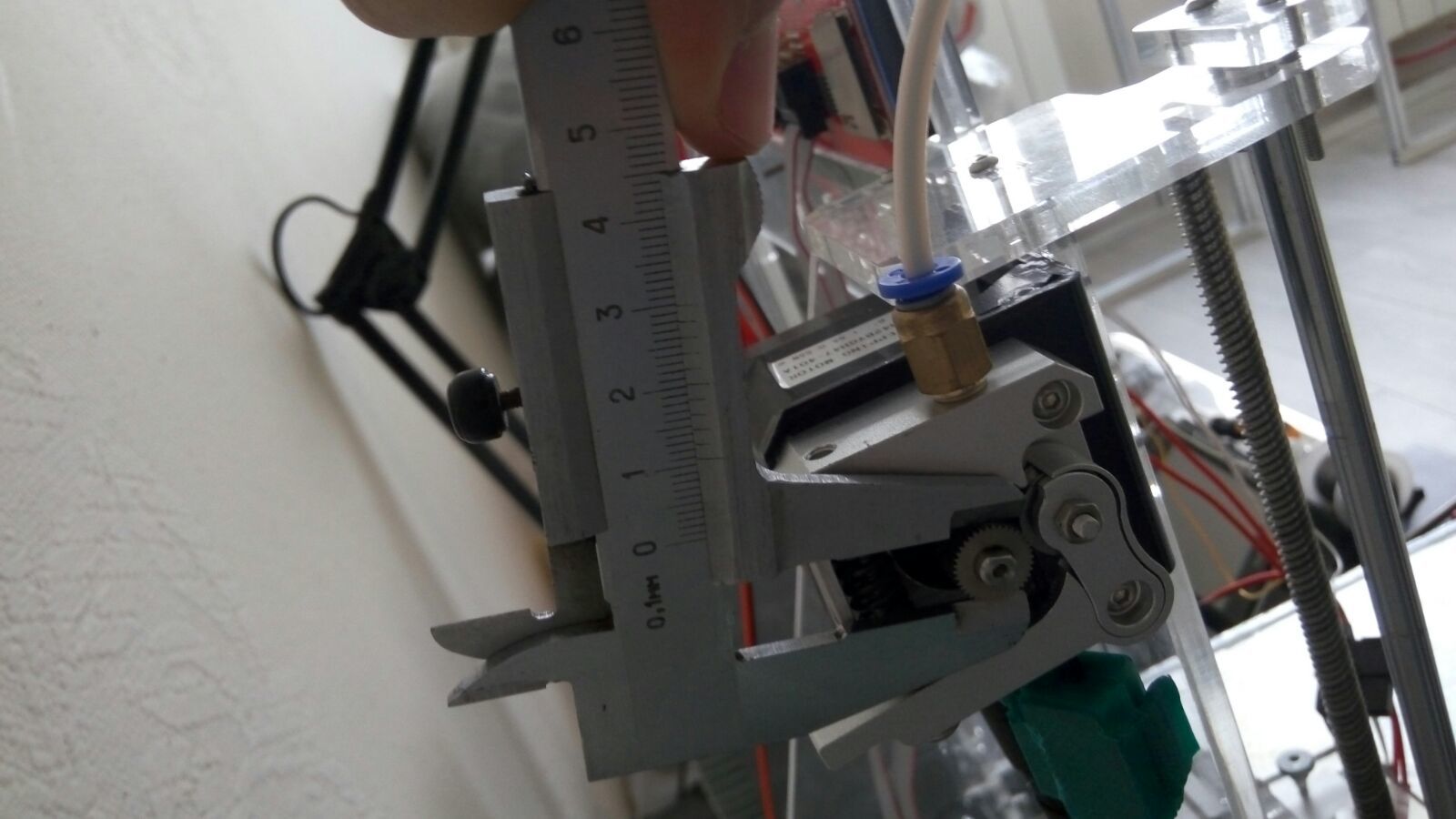
А теперь к вопросу, почему не пошла сразу печать PLA от FL-33. Всё оказалось банально просто. Дело было в подающей шестерне.
Шестерня тут стоит латунная с большими зубами. А пруток от FL-33 оказался очень жестким и гладким. Из-за чего она просто не могла его протолкнуть и он скользя отскакивал обратно. Решение было в замене на стальную каленую с мелкими зубьями.
Заменив её, дело пошло бодрее. Такая шестерня, да плюс масло. Печать идет просто великолепно.
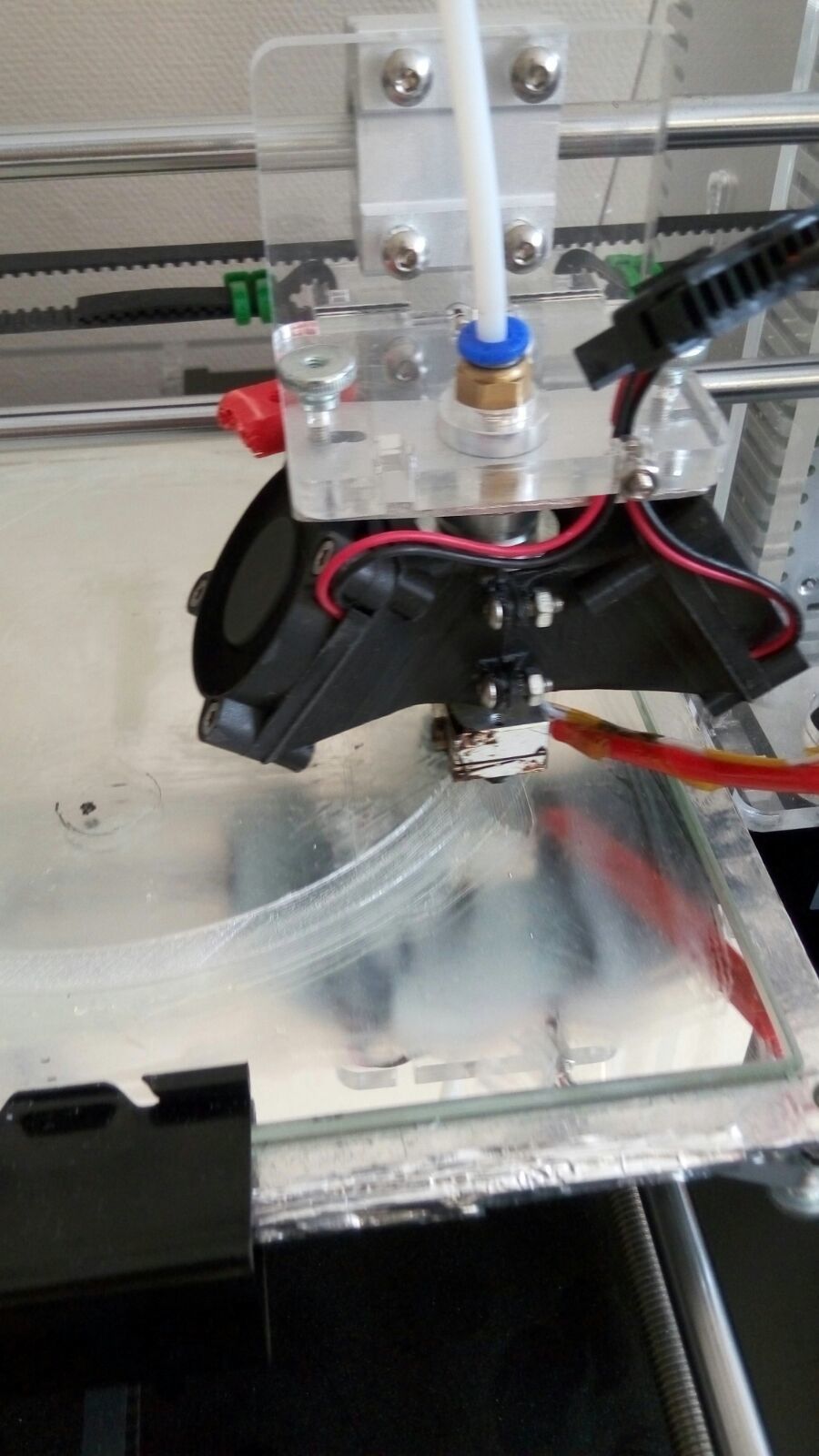
Еще один важный момент – обдув радиатора головы. Тут с завода решение так себе. Какие-то две фигульки держат вентилятор, который дует на всё сразу. И стол и голова… В общем, для ABS это очень плохо, когда детали большие. Решение – распечатать нормальный кожух под 40мм вентилятор.
По началу у меня был вот такой. Просто под один вентилятор. А для хорошей печати PLA нужен еще обдув модели. Да и горизонтально расположенный вентилятор все же дает завихрения воздуха в область печати из-за чего детали с левой стороны отлипают сильнее, даже не смотря на ПВА.
Я решил замоделить свой обдув под два вентилятора сразу, да еще и с их наклоном, чтобы никаких паразитных ветров.
Первая модель вышла не очень. Воздуховоды подчиняются своим правилам и их нельзя делать под прямыми углами и маленьких диаметров просто так. В общем, обдув модели у меня не работал, хоть и удалось реализовать красивое решение со сменными соплами. Затык был в середине.
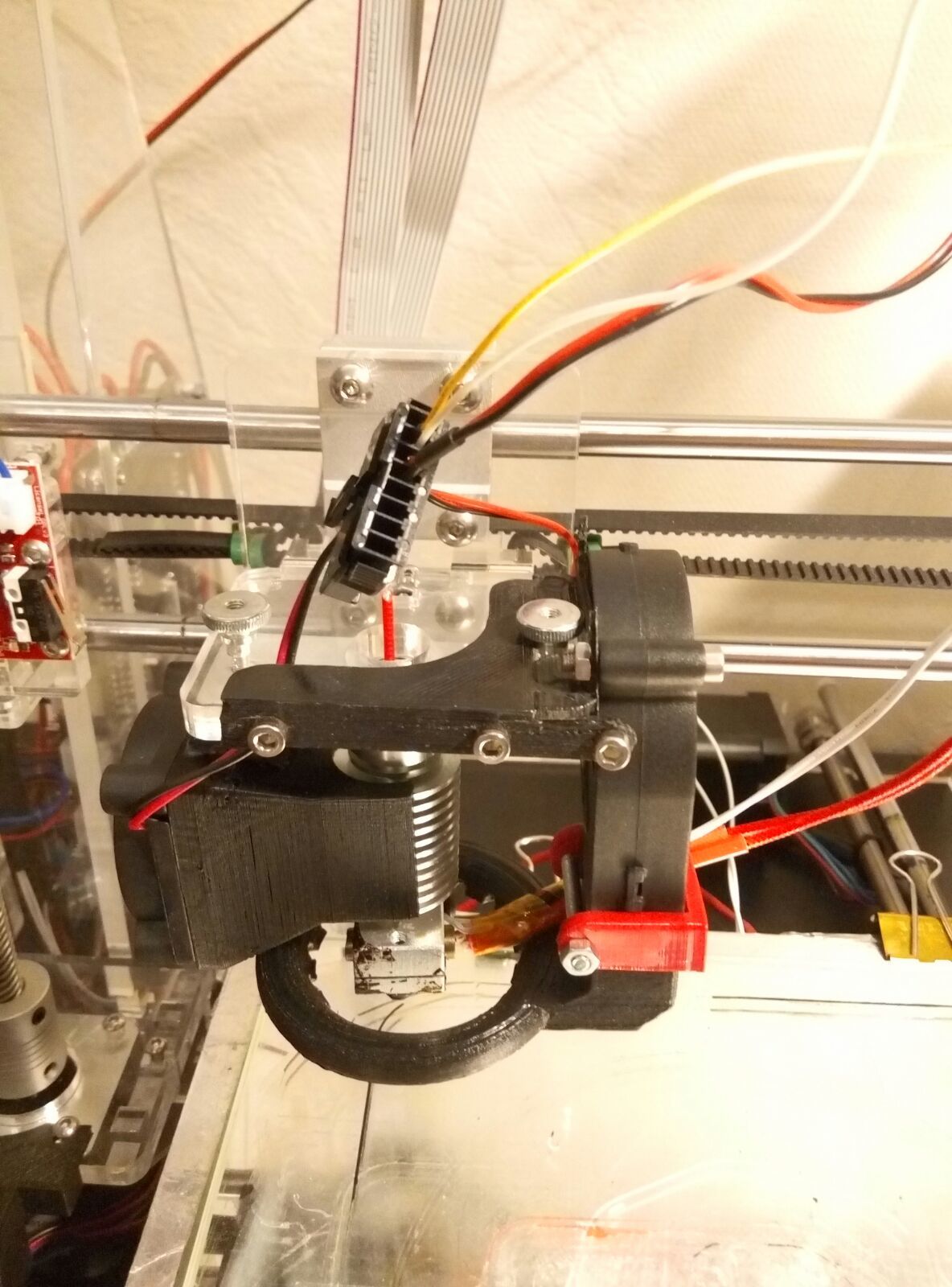
Немного помучавшись, я вернулся к первому решению и добавил туда готовую модель кругового обдува.
Только разместил это всё с боков, чтобы было видно как идет печать.
Стало совсем хорошо. Хотя я не считаю, что сделал что-то сверх естественное. Качество печати не менялось с самого начала, а вот стабильность повысилась.
Вот фотография, показывающая насколько ровно ложатся слои хорошим пластиком.
Это буква «А» размером где-то 18х17х2,5см. Напечатана она PLA пластиком от REC. Когда я его купил и начал печатать, радости моей не было предела, настолько все классно и ровно шло по сравнению с китайским.
Так что хороший материал это залог качественной печати, остальное можно подправить или настроить.
Какими материалами еще можно печатать?
Тут, кстати кроется еще один положительный довод в пользу этого набора. Можно печатать почти любым материалом, а не только разрешенными производителем, как на дорогих фирменных принтерах. Используется бесплатная программа, в которой можно настроить любые параметры печати а не закрытое ПО, где 2 типа пластика и всё.
Самый интересный из доступных материалов – нейлон. У меня было несколько пробников от E-SUN, Космовента и обычной триммерной лески. Да. обычная триммерная леска по сути тоже нейлон. Главное найти с чистым нейлоном без стекловолокна и не брать всякие треугольные и звездообразные сечения.
Космовентовский пробник по смешной цене за какие-то несколько рублей. Несмотря на вакуумную упаковку нейлон уних «пипец» какой сырой. Нейлон еще более гигроскопичный, нежели PLA. Его хорошо бы перед печатью немного просушить. Без сушки он шипит и пенится а в сопле образуется вода. Зачем вообще им печатать?
Ну это отличный материал. Он устойчив к химическим воздействиям, прочный и гибкий. Я печатал им подшипники под валы 6мм от старого принтера.
Кроме того он не растворяется в ацетоне и дихлорметане. Чтобы его растворить потребуется муравьиная кислота и то это будет долгий процесс.
В общем помимо подшипников получилось распечатать сетку в ДХМ баню.
А вот что-то выше 10-ти слоёв таких размеров печатать нереально. Нейлон начинает сворачиваться. Его закручивает, и он полностью отлипает. Для идеальной печати нейлоном нужно греть стол до 150 градусов. Выдержат ли провода, сам стол и плата? Вопрос отдельный.
Спустя полгода выявилась так же такая неприятная особенность. Я сразу поменял провода на стол на более толстые. А вот провода на управляющую плату – нет. В итоге они грелись. Грелись ближе к клемме. И в итоге клемма отпаялась. Может, все же не в проводах было дело?
Но это уже неважно. Я запитал стол напрямую от блока питания через SSR реле.
Скорость нагрева не увеличилась, а я так надеялся… Зато порог в 110 градусов легко был пройден. Раньше стол не мог раскочегариться выше, хотя уже и не было ограничений в прошивке.
Еще одна неприятность выявилась с кареткой.
Я обнаружил трещину. Дело в том, что я часто старый пластик продавливаю в сопле шестигранником, иногда для этого нужно приложить усилия. Плюс часто голова ездит по неровным поверхностям, и вся нагрузка приходится на место соединения двух акриловых деталей. Рассмотрев подробней трещину, я понял, что это трещина в месте где упирается гайка, тоесть не так критично, но на всякий случай я подготовил замену (не помешает).
Ну раз уж мы меняем каретку, то можно сразу и голову заменить. Мне понравился проект Dondolo. Он сложный, но стоит того. Это голова под один мотор, но два сопла. Переключение происходит при помощи сервопривода, нужно только внести соответствующие изменения в прошивку.
Напечатанные детали есть, ожидаем подшипники, серву и мотор.
К слову пластик от FDPlast, кто еще не слышал о нём, быстрей берите – качество просто великолепное. Слои на ABS пластике спекаются уже при 220-230 градусах и получаются очень ровные. При самой низкой цене на пластик среди производителей, я считаю ему нет конкурентов и это не реклама.
Раз уж речь зашла о материалах, то давайте все же вспомним «Космовент». Складывается ощущение, что они ничего хорошего не производили, а нет. Их натурального цвета ABS очень хвалили, а купить его было нереально, так как разбирали моментально. Я его так и не попробовал, зато успел на распродажу остатков и у меня лежат и ждут своего часа такие материалы как TPE и ПНД.
Причем ПНД еще и с запахом персика.
А TPE это аналог резины, но не требующей вулканизации, распечатал, и можно сразу использовать.
Так, что дешевые китайские конструкторы вполне годные инструменты и могут составить конкуренцию дорогим принтерам, а в следующий раз я расскажу о методах обработки пластика.
Anisotropic
Этот пост тоже в черновики уйдёт?