
Как известно, пластик типа ABS имеет свойство существенно больше, чем PLA, расширяться при нагревании, и сужаться при охлаждении. Основным следствием этого является практически неизбежный отрыв детали или ее частей от стола в процессе печати и связанное с этим непоправимое искажение размеров. Подогреваемого стола у меня нет, а устройство необходимо срочно, поэтому я себе, соответственно, поставил задачу научиться печатать ABS-ом на холодном столе. Поэкспериментировав с синим скотчем, канцелярским клеем, лаком для волос (темное пиво не пробовал, но в сети есть прецеденты) и другими материалами, я нашел приемлемый для моих задач и принтера способ.
Стекло стола покрывается слоем клея ПВА, который растирается до получения равномерного тонкого слоя. Не застывший клей ПВА, как известно, белый и непрозрачный, а застывший – прозрачный. По наступлению прозрачности клея и определяется готовность поверхности к печати. Но долго ждать тоже не стоит, при начале печати клей должен быть свежезастывшим. Очень важным моментом при начале печати является правильность калибровки стола (автолевелинг). Я применяю калибровку по 9 точкам, это занимает чуть больше пары минут, но вполне оправдывается хорошим результатом калибровки. Первый слой должен быть максимально возможно тонким, экструдер должен буквально «вмазывать» пластик в пленку клея. Только в этом случае обеспечивается хорошая адгезия ABS к столу. При этом я использую в настройках слайсера Cura адгезию типа «край» не менее 5 мм (лучше больше, если есть возможность по габаритам детали). Первый слой можно печатать на пониженной скорости с повышенной подачей пластика. Я включаю в Repetier Host 80% скорости печати и 120-130% подачи. Обдув при этом выключен. После печати первого слоя я включаю небольшой обдув (30%), и ставлю скорость и подачу на 100%.
После завершения печати надо дождаться, когда деталь полностью остынет, и очень аккуратно отделить ее (вместе с «юбкой») от стола тонким шпателем, поскольку деталь прилипает к столу весьма прочно, и есть опасность оторвать один или несколько нижних слоев.
Очень помогает в принтере MC2 возможность легко снимать стол и ставить его обратно. Если наносить клей можно и на установленный стол (хотя удобнее снять), то отмывать его от ПВА лучше под струей горячей воды. Те места, которые не контактировали с печатаемой деталью, отмываются просто пальцем, а те, где деталь прилипала, только шпателем. Это говорит о том, что клей в этих местах фактически присыхает к стеклу под воздействием температуры.
Врать не буду, у меня не всегда получается напечатать любую деталь из ABS с первого раза, но приобретя некоторый опыт, можно добиться хороших результатов. Например, я так и не смог напечатать диск диаметром около 100 мм и толщиной 10 мм со 100%-ым заполнением – он всегда отрывался. При 30%-ом заполнении такой диск был напечатан.
Похоже, что надо разрабатывать модели с разрезами и вырезами, если это возможно, чтобы максимально уменьшать напряжения, вызываемые усадкой пластика при охлаждении.
Следующие фотографии иллюстрируют этапы нанесения клея на стол, процесс печати и ее результаты:
Свеженанесенный клей ПВА:

Клей почти высох, можно печатать:

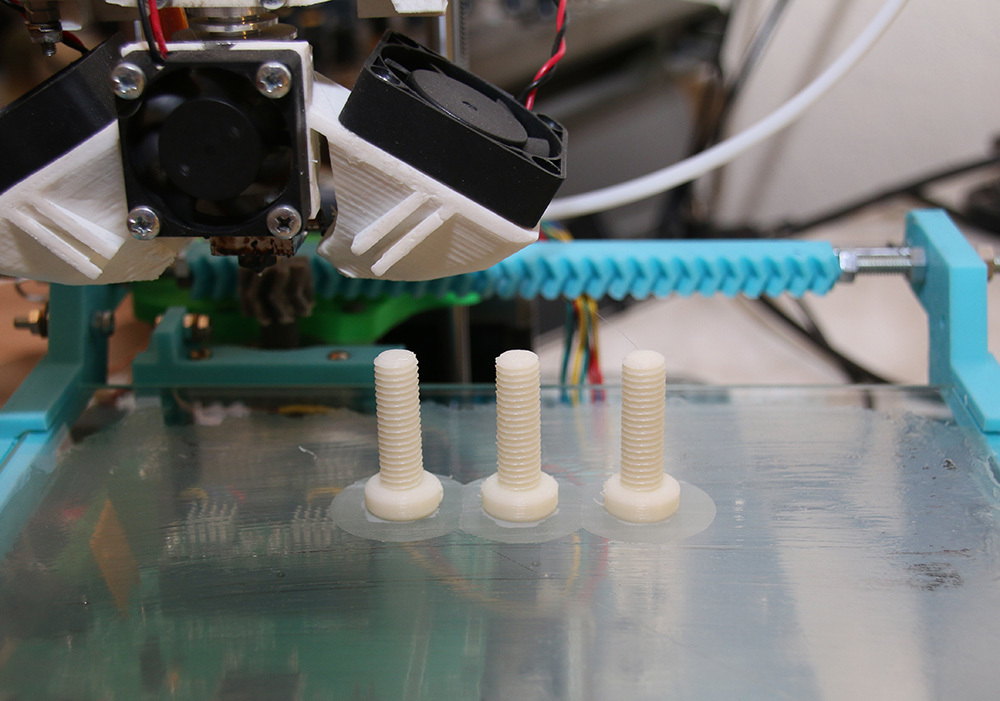
Печатаем болты M8:

Только что закончилась печать:
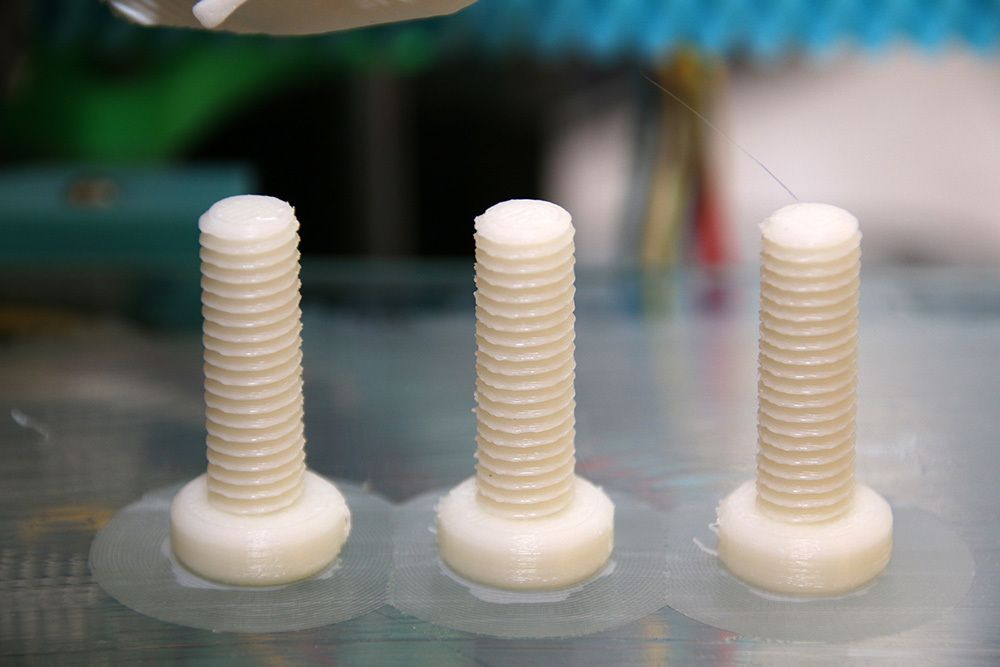
Видно, как немного отходит «юбка» края возле головок болтов, но держится:
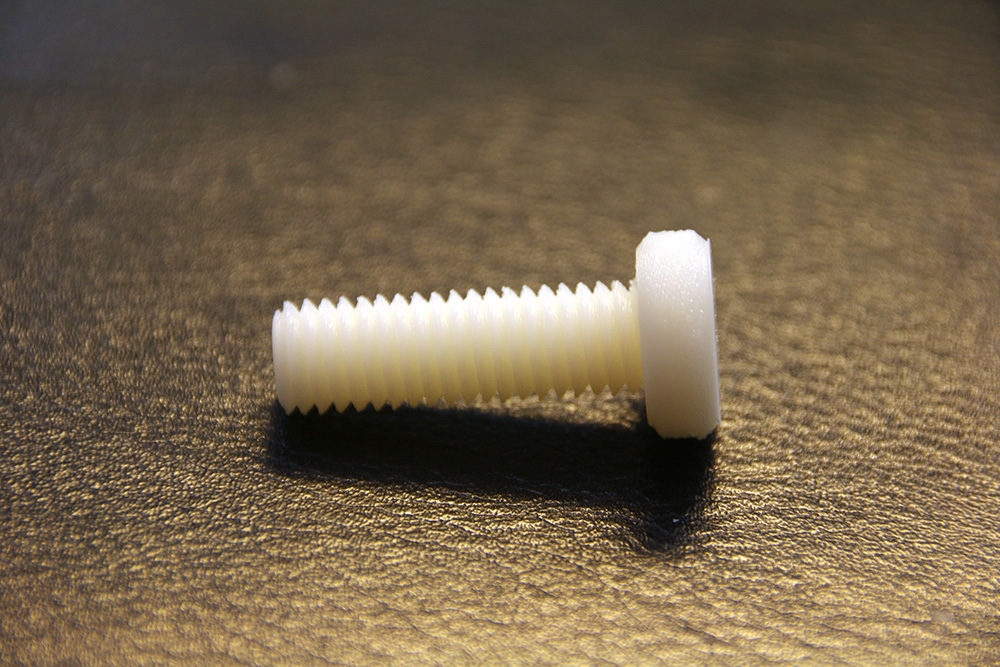
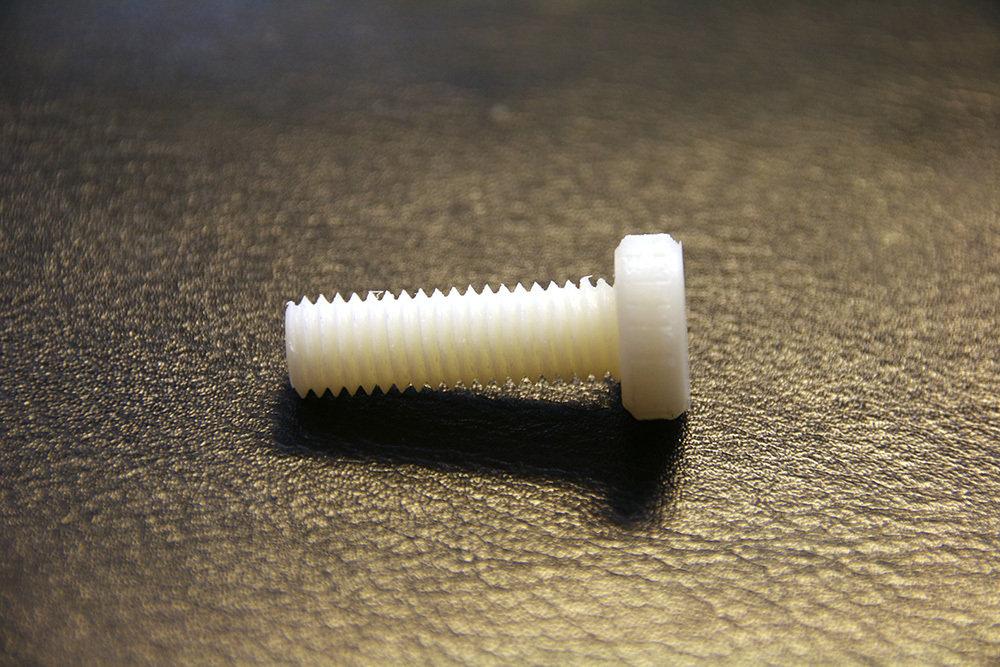
Резьба и без всякой постобработки получились достаточно хорошей, а после обработки резьбы одним проходом плашки M8 просто руками – резьба очень хорошая:
Уже напечатанные части устройства (тоже из ABS пластика), для которого допечатывались болтики:


Поверхности деталей из ABS, которые прилегали к холодному столу при печати. В качестве бонуса, раз уж пластик ABS заправлен в принтер, напечатал несколько крючков на раму рабочего стенда для подвески всяких проводов и инструментов:

Крючки в работе:


Мораль: не бойтесь экспериментировать с печатью пластиком ABS на холодном столе, при некотором упорстве и навыке у вас это получиться.
А домашний 3D-принтер – устройство полезное, что бы не говорили злопыхатели!
Предыдущая статья: 3D-принтер как домашний инструмент
Комментарии (40)

BigBeaver
12.05.2016 11:17А как насчет значительно вытянутых по горизонтали деталей? сантиметров 10-20 и хотя бы пару см высотой)

masterkit
12.05.2016 11:26Если заполнение небольшое, не более 30%, то прокатит (тем более стоит дополнительный обдув).
BigBeaver
12.05.2016 11:34Обдув разве наоборот не усиливает искажения и отлипание (так же, как и сквозняки)?
А без brim'а?masterkit
12.05.2016 11:40Доп.обдув был выключен только на первом слое, далее были включен, не усиливает искажения. Окно было открыто при печати. Без брима не получается, отрывается.
BigBeaver
12.05.2016 12:18Довольно интересно, у меня опыт почти противоположный…
Но печатаю на горячем столе, быть может, с этим связано — надо будет поэкспериментировать
Calc
12.05.2016 12:39Как показала моя практика (PLA), обдув выпрямляет нити и позволяет ускорить печать при поднятии температуры плавления.
Но обдув должен быть не с первого слоя, а где то ближе к 5-10 слою включаться процентов на 50.BigBeaver
12.05.2016 13:10так то PLA — он очень текучий…
У меня на ABS обдув не требуется, если время (сммарный пробег головки) печати слоя достаточное для затвердевания (достаточна большая площадь среза либо расстояние между деталями).Сейчас печатаю толстым соплом (~0.7) на умеренной скорости (25-50). Brim использую только на деталях, где высота значимо больше ширины опоры, и есть риск «отлома».

Nezn
12.05.2016 11:18-1>А домашний 3D-принтер – устройство полезное, что бы не говорили злопыхатели!
Но очень уж дорогое.
bazis13
12.05.2016 13:41+1$200-300, не дороже вашего следующего телефона.
Только покупать надо нормальные модели и сразу с горячим столом.neolink
12.05.2016 14:57а какие модели нормальные?
bazis13
12.05.2016 15:15Прежде всего с проверенной популярной кинематикой: h-bot, coreXY, ultimaker.
Если хочется много работать напильником, можно купить prusa i3.
Если красноглазить с софтом и настройками — delta.
Но точно не стоит покупать уродца из двух скрещенных палок.
FFF
13.05.2016 00:09А можете подсказать оптимальные с точки зрения цены и данной кинематики модели принтеров? В идеале, чтобы прямо из коробки или с минимальными допилками. Думаю, не только мне это будет интересно.
bazis13
13.05.2016 12:27За такие деньги прямо из коробки никто печатать не будет. Вон у мастеркита целая серия статей с допилом их принтера.
Из коробки чтобы печатало без напильника — это 50к минимум, например 3дСпринтер.
Если надо очень бюджетно, можно собрать самому из тумбочки — http://www.thingiverse.com/thing:651117
За 32к можно купить duplicator i3.
У меня micromake delta на рельсах с али за $300.
И еще клон ультимейкера original, тоже дешево обошелся.masterkit
13.05.2016 13:19Да, wаnhao duplicator i3 хороший вариант для печати из коробки за разумные деньги. Хороший вариант цена/качество печати.
abstracto
12.05.2016 12:21смотрю на это вот с некоторым подозрением. для винтов или небольших деталей всё это конечно работает, но если это будет пустая коробка 10x10x5 cм литые стенки, то боюсь, что углы быстро начнут отлипать. у меня на больших деталях изгиб такой, что деталь отлипляет синий скотч от стола.
vasimv
12.05.2016 12:30Волшебства не бывает, если материал усаживается, то либо изгибы, либо расслоение. По уму, надо бы чтобы в gcode регулировалось количество материала в разных местах детали, с учетом будущей усадки. Но вроде так пока никто не умеет, больно уж сложная математика.
abstracto
12.05.2016 12:48ну пусть изгибается потому, но если изгибается во время печати — над углами напечатает меньше, чем в других местах и сильно не ровно. а это очень плохо. я вообще синий скотч на момент прилепил и только тогда начало печатать ровно, без дефектов, но после отделения от стола конечно немного гнется.
kranky
12.05.2016 12:26У 3D Systems есть очень хороший клей — CubeStick (gen 3). Он при высыхании образует плёночку, которая потом откалупывается от стола. Тоже много всего пробовали, но лучше него ничего не нашли. Жаль, что стоит негуманно. Было бы здорово найти его аналог местного производства.

ChiefPilot
12.05.2016 14:13Подозреваю, что изолента не помогла (хотя должна была бы) потому, что Вы её неприятно обозвали «синим скотчем»! :) Или это и правда был какой-то загадочный синий скотч? Тогда почему не попробовали синюю изоленту? :)
masterkit
12.05.2016 14:21+1Вы ошибаетесь, вот этот загадочный синий скотч. Есть еще 3М скотч синий высокотемпературный, но он дороже. Синяя изолента не поможет.
ChiefPilot
12.05.2016 14:28Спасибо за ответ! Я просто пошутил из-за сходства названий «синий скотч» и «синяя изолента» и существующего (шутливого?) мифа о том, что синяя изолента просто обязана помочь в любой ситуации. :)

impetus
12.05.2016 14:36«печать болтов М8 на 3d-принтере»… Ваххх.
Не, я понимаю, что это часть задачи и наполовину демо возможностей, но как звучит!
accord_dima
12.05.2016 16:42Могу посоветовать способ которым я пользуюсь сам, как на холодном столе, так и на горячем. Я растворяю остатки поддерживающего материала и дефектных печаток в ацетоне, до консистенции кефира, и кисточкой намазываю на стол. Высыхает в течении нескольких минут, состоит из того же материала что и отпечатываемая деталь(даже того же цвета если растворять тот же пластик, который предполагается использовать для печати). Этой же шаландой можно успешно склеивать детали после печати.
Из минусов — пахух, вреден. Хранить только в баночке с крышкой.ProLimit
12.05.2016 20:21Да, тоже так делал, работало. Только печатаю мало, так что вряд ли мой опыт что-то значит. А чем вреден ацетон?

teakettle
13.05.2016 12:22Как гласит википедия:
Сильно раздражает слизистые оболочки, длительное вдыхание паров может привести к воспалению слизистых, отеку легких, токсической пневмонии.
Пары оказывают слабое наркотическое действие.
При попадании внутрь вызывает состояние опьянения, сопровождаемое слабостью и головокружением, нередко — болями в животе.
Возможно поражение печени (токсический гепатит), почек и коматозное состояние.
При ингаляционном воздействии ацетон выводится гораздо медленнее (в течение нескольких часов), чем поступает, и поэтому может накапливаться в организме.
Поэтому работать с ацетоном рекомендуется на улице/при открытых окнах/под вытяжкой.
Ну и, соответственно, максимально сократить время взаимодействия с ацетоном.impetus
13.05.2016 15:04не, ацетон по сравнеию с циан-акрилатами или дымом от ПЭТа/акрила/ПВХ — так, водичка… там опасные дозы/концентрации начинаются с такого запахана, что сам убежишь оттуда, бывали времена кода его в вену кололи люди, а не то что чуть-чить склеиваемые детали нюхали… Т.е. он нехороший конечно. и не полезный, но достаточно открытой форточки и не стоять над душой высыхаемого с лупой

sergku1213
15.05.2016 17:13Врачи, тут на форуме, несколько обсмеяли моё высказывание по поводу вреда ацетона. Ну в смысле он вреден, но жить тоже вредно. В том смысле, что вредность некоторая есть, но не чрезвычайная. В принципе и ABS при печати вреден. Причем заметно вреднее ацетона
vasimv
16.05.2016 20:54А отклеивать потом как? Любой клей (что клеящие карандаши, что раствор ABS-а) к стеклу деталь так сильно приклеивают, что потом страшно за стол.
BigBeaver
16.05.2016 21:08ПВА нормально отлипает. Сейчас печатаю на компромиссной смеси — раствор ПВА+АБС в ацетоне. Держит хуже, чем чистый свежий АБС на больших деталях, но и проблемы мертвого прилипания (а бывали случаи вплоть до сколов стекла) не замечено. Ни какого термоскотча, разумеется — капнул, ватным диском размазал (с ацетоном, если слишком густо вышло) и вперед.
accord_dima
17.05.2016 11:49Легко — после остывания стола, отпадает вполне себе хорошо — сказывается температурная усадка ABS-пластика. У меня таких проблем не возникало, по крайней мере.

tolegs
12.05.2016 17:13А если несколько слоев PLA, а потом через паузу поменять нить на ABS и продолжить?

ssb199
13.05.2016 08:24Автор ничего нового не открыл. Всегда печатаю на пва. Помимо печати на пва, так же советую печатать с каймой, когда она будет напечатана поставе на паузу. Потом по периметру каймы нанесите ПВА, надо дождаться пока клей высохнет, потом можно продолжить печать. Этот способ работает.
sergku1213
15.05.2016 17:20Красиво отпечаталось. Хочу, кстати, обратить внимание что вполне возможно этот принтер сможет работать с полиамидом (капрон/найлон) Вещи получаются прочные, нерастворимые, правда деформации при печати значительно больше. Т.е. большие детали очень трудно напечатать, что с подогреваемым столом, что без — изделия отрываются с краев. Надо предусматривать противоусадочные прорези, вероятно. При отсутствии фирменного полиамида можно попробовать применить триммерную леску. Правда я Вам ничего не гарантирую. У меня в головке застреваний не случалось. От остатков полиамида/лески чистил головку (при нужде) вгорячую продавливая ABS, а он уже прекрасно растворяется в ацетоне. Успехов

Calvrack
Спасибо за подсказку, скажите это печать с вентилятором — на 3ем фото не очень видно стоит он или нет?
masterkit
Вы можете переформулировать ваш вопрос? Не совсем понятно, что вы имеете в виду.
Calvrack
Я о двух вентиляторах обдува застывающего пластика. Собственно Вы ниже ответили. Спасибо.