
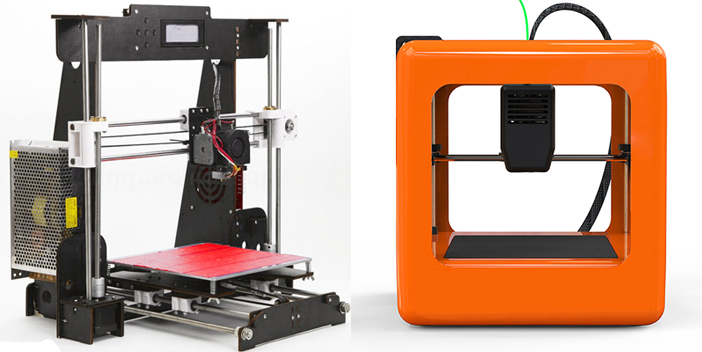
Принтеры без под подогрева стола
Способны печатать только одним видом пластика — ПЛА. Этот материал годится для прототипов, сувениров, и при нагреве до 60°С становится мягким и изделие теряет форму. С огромными усилиями на таких принтерах можно пытаться печатать другими материалами, но результат вас не обрадует. Обычно это принтеры типа Prusa с подвижным столом, но встречаются и "кубики".
Проблемы происходят из-за усадки (уменьшения размера) изделия из пластика после остывания. Если пластик с усадкой (а это практически все пластики, кроме ПЛА), то края изделия начинает отрывать от столика, на котором идет печать, геометрия изделия неисправимо портится или оно вовсе полностью отклеивается от стола, рискуя повредить печатную головку, которая продолжает двигаться.
Плюс (или минус?) таких принтеров в том, что производители в них экономят не только на нагревателе стола, но и на всем остальном. Поэтому это дешевые принтеры.
При этом, в описании таких принтеров отсутствие подогрева стола может быть никак не указано (будьте бдительны!), но бывает указана возможность печати другим пластиками, кроме ПЛА, что вводит покупателя в заблуждение. И с проблемами печати вы столкнетесь уже после приобретения такого принтера.
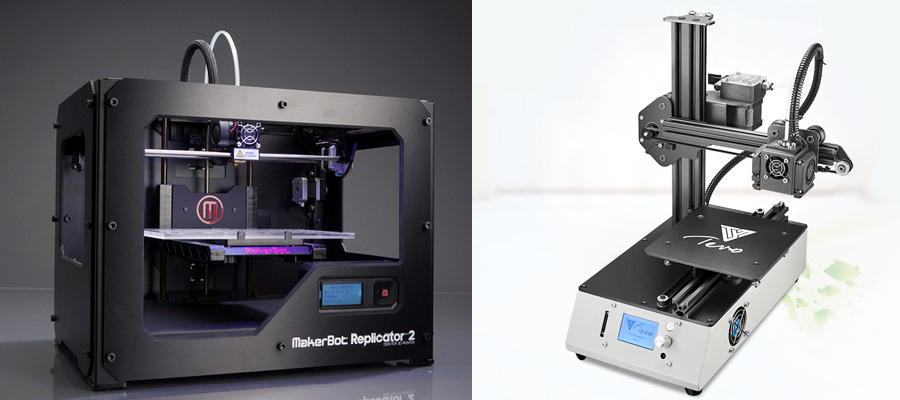
Самый известный из принтеров без подогрева стола — Makerbot Replicator 2
Из китайских моделей — TEVO Michelangelo
Далее рассказ пойдет про более интересные принтеры с подогревом стола от 100°С до 170°С, которые предназначены для печати пластиками с усадкой — от классического АБС до Поликарбоната. Чем выше максимальная температура стола, тем большим количеством пластиков вы сможете печатать, т.к. нагрев стола предотвращает порчу детали из-за усадки во время печати. При этом, чем выше температура плавления пластика, тем сильнее должен греться стол.
Принтеры с подогревом стола до 100°С
Подойдут для печати многими пластиками, кроме технических. При этом, печать крупных изделий популярным АБС-пластиком на такой низкой температуре будет проблематичной. Реально АБС требует от 110°С до 130°С на столе, особенно это касается дешевых марок с большой усадкой, которые очень широко представлены в продаже. Печатать же более интересными техническими пластиками — нейлоном, полипропиленом, поликарбонатом, на таких принтерах вообще не получится.
Из китайских принтеров это Anycubic, различные модели Flashforge.

Принтеры с подогревом стола до 120°С
Отлично подойдут для печати АБС-пластиком. Но, если требуется печать крупных изделий из АБС, то такому принтеру необходима и закрытая камера печати. Она нужна для поддержания большой температуры воздуха вокруг печатаемого изделия, что снижает усадку в процессе печати по всей высоте изделия. Чем выше держится температура в камере, тем лучше для печати!
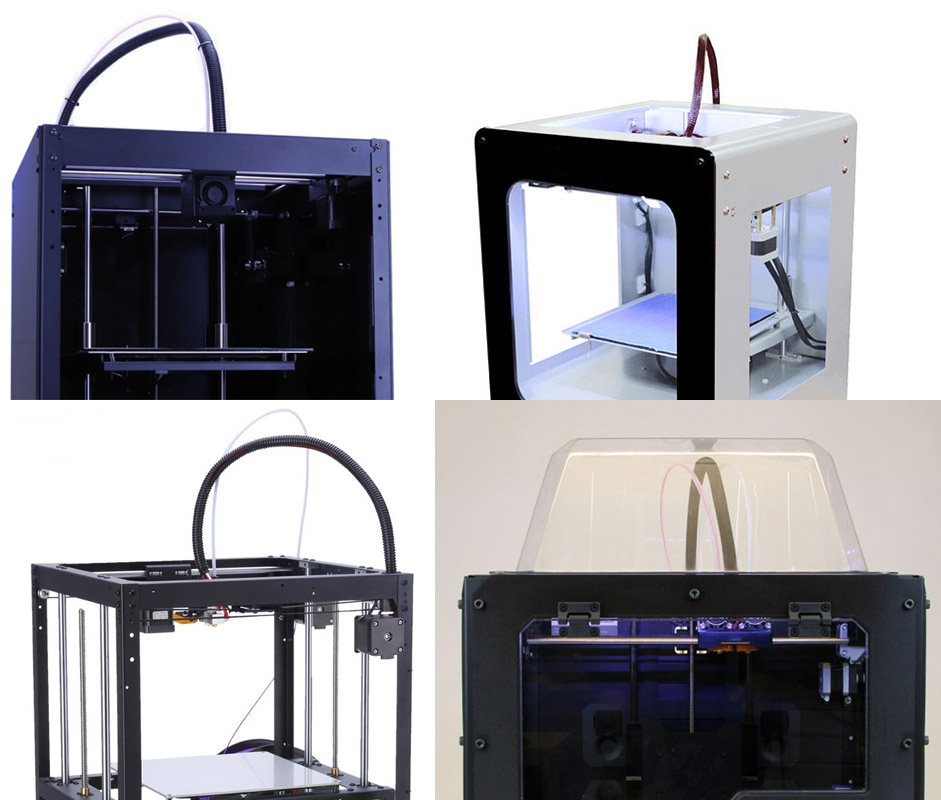
И тут начинается интересное. Те производители, у которых есть обычные модели с "открытой камерой", закрывают их сверху пластиковым прозрачным "аквариумом", а продавцы предлагают их под видом принтеров с закрытой камерой! Конечно, такое решение дешево, но, чем больше объем камеры, тем сложнее в ней поддержать высокую температуру, а в этом случае объем значительно увеличивается. Это значит, что в таких принтерах температура в камере будет ниже, чем нужно для качественной печати.
Еще интереснее ситуация, когда принтер закрыт по бокам, но полностью открыт сверху и вообще не имеет никакой крышки. При этом продавцы выдают их за принтеры с закрытой камерой (будьте бдительны!).
Спрашивается, а почему бы не закрыть любой принтер сверху полностью, не увеличивая объем "аквариумом"? Да потому, что все простые модели спроектированы так, что от экструдера (печатающей головки) вертикально вверх поднимается пучок проводов, а также трубка, по которой подается нить с пластиком (смотрите при выборе внимательно на фотографии принтера со всех сторон). Все это торчит сверху из принтера и не дает нормально его закрыть. Особенно это касается принтеров с удаленной Bowden подачей пластика, где мотор, толкающий пластиковую нить, вынесен на корпус принтера.
Казалось бы, и что такого? Ну поверните провода в бок от экструдера, чтобы они не торчали вверх и не мешали… Однако, для этого нужно применять конструкторские решения с горизонтальным расположением подходящих к экструдеру проводов и трубок, и проектировать принтер изначально с учетом закрытой камеры.

Что интересно, даже некоторые дорогие закрытые импортные принтеры имеют большую высоту и увеличенный просвет внутри камеры между экструдером и верхней крышкой, т.к. в них конструкторы не смогли (не захотели) повернуть трубку подачи пластика горизонтально. А значит, и в них объем камеры больше, чем нужно.
Большая часть как импортных, так и отечественных принтеров попадают в эту категорию.
Принтеры с подогревом стола от 130°С до 150°С
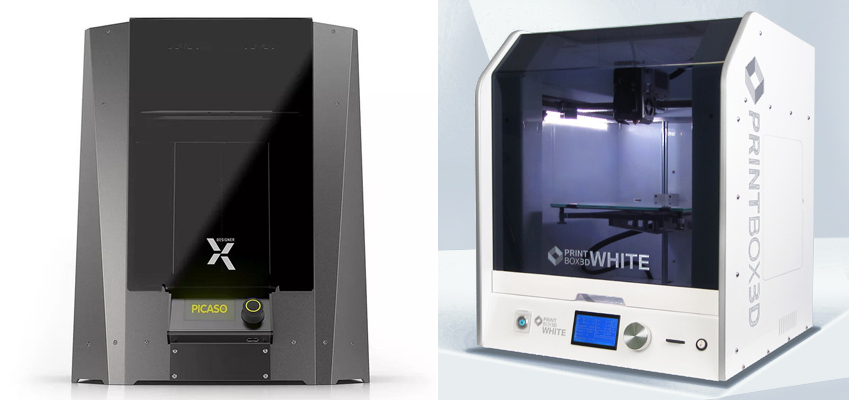
Вот эти принтеры уже достаточно хорошо проработаны конструкторами. Большая часть таких принтеров действительно имеет хорошо прогреваемую закрытую камеру с боковым расположением проводов и трубок экструдера. В них можно печатать как большие изделия из АБС-пластика, так и мелкие изделия из технических пластиков — нейлона, полипропилена, поликарбоната.
Из отечественных принтеров в этой категории отметим Picaso3D и PrintBox3D.
Принтеры с подогревом стола до 170°С
Тут мы подходим к закрытым принтерам с очень высокой температурой стола. Эти принтеры проработаны конструкторами с учетом тенденций в 3D-печати на увеличение рабочих температур, а значит, на возможность печати все более прочными, термостойкими пластиками. Таких принтеров мало, они дорогие, за редким исключением.
Зачем греть стол так сильно? Дело в том, что чем выше температура плавления пластика, тем сильнее должен греться стол и окружающий воздух в камере, иначе изделие при печати отклеится от стола и печать прервется. Так, у поликарбоната температура печати экструдера может достигать 310°С. Если мелкие детали могут быть напечатаны при температуре стола в 130°С, то средние уже от 150°С, а крупные удержатся на столе только при 170°С.
Кроме того, такие принтеры обладают потенциалом для печати и другими тугоплавкими пластиками. Например, при температуре экструдера от 400°С можно печатать PEEK (полиэфирэфиркетон). Этот тугоплавкий и прочный пластик используется в авиации, космической технике.
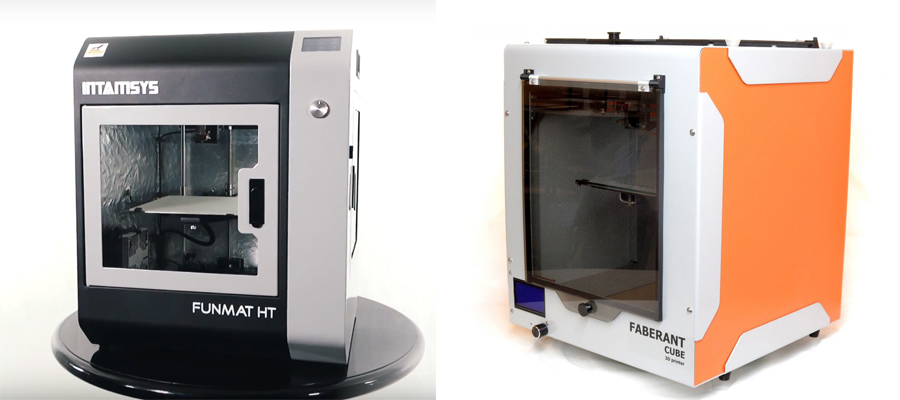
В этой высокотемпературной категории отметим китайский принтер компании Intamsys FUNMAT HT с температурой экструдера до 450°C, стола — до 160°C.
Из отечественных не можем не упомянуть про 3D-принтер Faberant Cube
с температурой экструдера до 340°C, стола — до 170°C.
Выводы
Если вы хотите печатать различными пластиками, а не только одним ПЛА, то 3D-принтер должен иметь подогреваемый стол. Если предполагается печать крупных изделий из АБС, то нужна настоящая закрытая камера, без «аквариума» сверху. Чем выше максимальная температура стола, тем больше спектр материалов, которые вы сможете использовать в вашем принтере. У принтеров с подогревом стола до 170°С этот спектр очень большой, вплоть до поликарбоната и PEEK, если позволяет нагрев экструдера.
В следующих статьях рассказ более подробно пойдет о максимальной температуре экструдера, кинематике и других вещах.
Комментарии (28)

belyvoron
03.04.2019 19:16Для промышленных решений важна печать большим ассортиментом пластиков.
Но для бытовых целей мир пластиков не ограничивается PLA и ABS. Есть, к примеру, полиэтилен-гликоль (PETG). Он куда более теплостоек, чем PLA, при этом обладает низкой усадкой. Поэтому он весьма неприхотлив в печати, подогреваемый стол нужен, но достаточно 60-90 градусов, а закрытой камеры не нужно вообще.
teleghost
04.04.2019 00:26Я тоже заметил, что PETG не уделено должное внимание. Для бескамерных принтеров это отличная замена ABS, и цветов уже много есть.
safari2012
04.04.2019 17:19Полиэтилентерефталат-гликоль, и он да, почти не садится.
а ещё меньше садится SBS. приходится мазать стекло не для того, чтобы к нему деталь приклеилась, а наоборот, чтобы потом хоть как-то можно было деталь оторвать.
rPman
03.04.2019 19:40+4Вы забыли упомянуть очень тонкий момент, про который могут умалчивать или вводить в заблуждение даже продавцы качественных высокотемпературных принтеров — поддержание температуры внутри камеры не используется в дешевых (меньше сотни тысяч баксов) моделях FDM, если я правильно понял из-за того что патент на это еще не закончился. А китайцы просто наверняка думать не хотят, у меня простой контроль температуры и предварительный прогрев внутренностей принтера феном давал заметные результаты — высокие изделия из abs не срывало с поддержек.
Т.е. вот эти дешевые корпуса защищают принтер от сквозняков и максимум позволят печатать ABS исключительно за счет того, что внутри корпуса почти нет движения воздуха а подогреваемый стол подогревается даже выше необходимой температуры размягчения, например нужно 70-90 для abs а стол греют до 100, нужно 100-130 для нейлона, стол греют до 150 (точнее те кто греют меньше почти ничего за это не получают, изделие точно так же ведет и срывает со стола и спасаются клеем). Зачем греть? температура воздуха будет понижаться не резко а плавно, с повышением границы печати, и высоту эту можно еще увеличить, добавив ozze shield или напечатав вокруг изделия заборчик из brim… как раз попадают в сантиметры высоты изделия, плюс не каждое изделие имеет максимально неудачную форму и терпит внутренние деформации,… в общем очень часто печатникам-любителям везет!
Но это не важно, проблема в другом, FDM принтеры на классической механике и комплектующих не смогут (не должны) держать внутри камеры температуру выше 70-90 градусов, потому что двигатели не снабжены дополнительным охлаждением (для всех кинематик кроме дельты тут только один вариант — жидкостное), а на воздушном они будут охлаждаться этими 90, что негативно, читай фатально, сказывается на работе этих двигателей, вплоть до их поломки (размагничивание). Плюс высокая температура в камере негативно сказывается на термобарьер внутри экструдера, ведь он тоже использует воздушное охлаждение, а это значит сложное поведение пластика в сопло, сопли и вынужденное понижение скорости.
Единственная китематика, способная держать высокие температуры внутри камеры без дополнительных заморочек — дельта с боуденом (или flexdrive) и желательным жидкостным охлаждением экструдера, потому что двигатели у нее расположены вне камеры и могут быть легко экранированы, но даже в этой области почему то я не вижу дешевых принтеров с подогреваемым воздухом в корпусе с вентиляцией (температура внутри должна быть РАВНОМЕРНОЙ и быть равна или на грани размягчения пластика, только тогда не будет внутренних напряжений, изделие не будет вести а итоговые размеры будут максимально точными и прогнозируемыми с учетом усадки после остывания).teleghost
04.04.2019 00:51да, FDM машины с серьезным подогревом камеры — это промышленный сегмент и стоимость нормального автомобиля (квартиры); а про патент слышу впервые — есть номер, код, ссылка?
по поводу жидкостного охлаждения — относительно недавно на AliExpress появилась хрень под названием vapor chamber (тепловая пластина), позиционируется как альтернатива тепловым трубкам, только плоская; мощности можно выбирать по размеру, гнуть и т.д.; я их даже заказал и попробовал на элементах Пельтье с тепловизором, действительно, градиент температур очень малый, штука хорошая! Хотел даже статью запилить. И малую пластину заказал под распил, буквально, чтоб разрез показать что там внутри. Руки не дошли...
Идея была в том, чтобы прилепить пластины к шаговикам пастой, вывести наружу и снабдить радиатором… но обычная изоляция проводов из ПВХ рассчитана все равно где-то на 70°C, и что там будет дальше с печатающей головкой, не знает даже сам производитель. Т.е. максимум — это понижение температуры корпусов двигателей с 70-80°C до 40-50°C при температуре в камере около 60°C и столе 150-160°C. Ждём, когда производитель решит выпустить прошивку с такими режимами для печати маленьких шайбочек из PEEK:)
rPman
04.04.2019 01:58+1Про патент:
burbilog
Россия тут непричем, принтеров с нормальной подогреваемой камерой, ни у кого, кроме как у Stratasys, нет. Ибо наиболее вменяемая конструкция камеры накрыта патентом US6722872. А он протухает в 19 году, вот через пару лет мы и увидим кучу новых моделей принтеров, способных нормально печатать ABS и проч. А до этого никому не охота судиться со Stratasys, любят они это дело. Тем более что дата протухания патента уже достаточно близка.
Двигатели катаются вместе с экструдером (исключение кубик и дельта, но у кубика они сверху и сложнее их теплоизолировать, плюс ремни так же будут прогреваться, что для них вредно), поэтому система охлаждения у них либо воздух либо вода, вариантов нет.
Andy_Big
04.04.2019 13:17Единственная китематика, способная держать высокие температуры внутри камеры без дополнительных заморочек — дельта с боуденом
Другие кинематики тоже могут держать в камере высокие температуры, правда с жидкостным охлаждением термобарьера :) В тех же CoreXY двигатели легко выносятся за пределы камеры печати, остаются только небольшие щели для ремней.rPman
05.04.2019 09:34Ремням (резинотканные) от высокой температуры тоже плохо, особенно если вам нужна точность на скоростях (рабочая температура у них до +60).
Собственно вся 3D-печать пытается уйти дальше 30-40мм/с на сопло порядка 0.3-0.6мм, в разных ситуациях скорость можно увеличить но если вам нужно универсальность то низкая скорость почти полностью решает все проблемы и тогда да, можноAndy_Big
05.04.2019 10:14Ну ремни — это да, долго жить не будут при больших температурах. С другой стороны, 70 градусов они переживут, а этой температуры в камере достаточно для того же ABS :)
virtualsys
03.04.2019 20:54А можно уточнить конкретней критерии, что подразумевается под «печать крупных изделий из АБС»? Какие размеры более критичны, высота или что-то другое?
teleghost
04.04.2019 00:54+1если принтер без камеры, попробуйте PETG, не мучайтесь с ABS и прочими; а крупная деталь — понятие условное, скажем, габарит 100x100x50мм я считаю средней крупностью:)
Iv38
04.04.2019 01:25+1Высота очень критична. Без подогрева камеры чем дальше от стола, тем больше градиент температур и модель либо изогнет и оторвёт углы, либо разорвёт модель по слоям. Но и размеры по X/Y тоже влияют, конечно. Чем больше, тем сложнее.
melchermax
04.04.2019 00:52+1Блин, хорошо всё-таки, что я не знал о невозможности печати ABS, нейлоном и др. бе закрытой камеры. Пупо печатал и всё. Теперь буду, наверное, переживать…
teleghost
04.04.2019 01:11+2да кто ж говорит про невозможность:) шайбочки-колёсики, наверное, можно и POM напечатать, но если Вы напечатаете обычным (ненаполненным) нейлоном без камеры прямоугольный параллелепипед габаритом хотя бы 150x150x50, подскажите марку нейлона, пожалуйста!

IgorPie
04.04.2019 00:53Большинство китайских поделок не может в температуру стола выше 100 градусов, да и ради нее надо сажать зеркало на термопасту, закатывать нагреватель в шубу и сверху — фольгой.
Просто увидел на фото несколько знакомых фасадов и не смог промолчать.
teleghost
04.04.2019 00:58автор, спасибо, но куда же делась возможность печати двумя материалами? для меня это вообще был must-have при выборе машины, и всяких нюансов на статью бы хватило точно
а ещё расходники на стол бывают типа Buildtak, я попробовал печатнуть на этом поликарбонат… ошибся с прижимом, деталь с ковриком образовала единое целое; пришлось выбирать — потерять стекло с ковриком или только коврик, хорошая штука, и при правильном использовании хватает на много раз
Pilat
04.04.2019 01:02Что-то у меня огромный пессимизм вообще относительно FDM печати. Всё что я вижу в Интернете — результаты получаются плохие. Хорошо получается только очень техническая печать с PETG, и то с большими проблемами и кучей потраченного впустую времени. SLS принтеры дешевеют, и непонятно стоит ли связываться сейчас с FDM, тем более для печати сложных пластиков или геометрий.
teleghost
04.04.2019 01:16+1FDM печать из «быта» уйдёт окончательно, наверное, когда истечёт патент на Polyjet (вроде в 30-х годах); а сейчас у неё IMHO больше шансов как раз в универсальности расходников и их дешевизне. Но всё меняется, конечно.
PS А сложные геометрии в FDM Picaso победили, причём кроме них так лихо никто не выкрутился, насколько мне известно. Хотя мне всё равно. Для меня важно, что именно моя машина может сложную геометрию, хоть и с растворимыми поддержками:)
Blck-1
04.04.2019 09:31Странно, что в 2019-ом году автор говорит об ABS как о популярном материале и совершенно не упоминает ужасную вонь при его печати. Принтер-то можно разными ухищрениями заставить печатать АБС и без корпуса, платформу построения можно залить клеем но вот выжить рядом с таким принтером не получится точно.
Создается впечатление что есть какая-то гонка вооружений по температурам столов, хотя для печати нейлоном, поликарбонатом и PETG достаточно нагреть стол до 100 градусов, а выходные изделия получаются более прочными и, иногда, более точными
Pilat
04.04.2019 10:21Вы представляете, что обычные печеньки при
печативыпечке на фабрике пахнут примерно как ABS? И ничего, пекут и радуются. ABS не для дома, всего лишь.Blck-1
04.04.2019 11:07Я представляю как пахнет при изготовлении многое что мы едим :-) Автор упирает на использование ABS и как хороши столы с крайне высокими температурами для создания монументально-сложных моделей из ABS.
Моя скромная практика показывает, что есть значительно менее сложные в печати и требовательные к температуре стола и окружающей среды материалы, сравнимые по цене с ABS и, иногда, превышающие ABS по конечным характеристикам изделия (PETG например). То есть вместо покупки или построения принтера, готового держать 150С на столе и набора респираторов для оператора этого принтера я предпочитаю просто использовать такие материалы как PETG, поликарбонат и нейлон, которые зачастую превышают характеристики ABSPilat
04.04.2019 14:35У них у всех один недостаток — их трудно обрабатывать, а мне кажется, что основной рынок для FDM (кроме прототипов) — это всякие поделки, игрушки, которые требуют серьёзной доводки. PETG даже выровнять проблема, простой приятный ацетон заменяется ядом.
Автор, похоже, просто рекламирует принтеры.
IgorPie
04.04.2019 17:23Смотря какой ABS. Если самое днище, то запах будет. Если что-то среднее, то практически без запаха.
Foreglance
04.04.2019 22:13Из таких столиков собирают корпуса (б/у дешевле наверное)
www.ikea.com/ru/ru/catalog/products/80383231
В ютубе есть варианты . Собрал себе такой — меньше шума и запаха, закрывает от принтер пыли, дополнительная полка над принтером.
Max_Drevo
А можно ли узнать какая температура поддерживается в самих камерах, дабы предотвратить усадку пластика? По тому как у части я вижу хоть какуе-то теплоизоляцию, но у большинства ее нет и в помине.
solalex
усадка пластика будет все равно при остывании модели, неважно в закрытой камере её печатали или в открытой. Другое дело что снижаются теплопотери, а следовательно и расход электроэнергии. Но экономия не слишком существенная.