
В продолжение первой части статьи про настройки слайсера 3D принтер VS Axe (Dota2), давайте рассмотрим настройки поддержек.
Переходим к настройке раздела Support material – Поддержки. Самый «серьезный» пункт в случае, когда модель нуждается в поддержках, и здесь нужно быть очень аккуратным.

Поддержки – это печатаемые конструкции, изначально не являющиеся частью самой 3D-модели и служащие в качестве вспомогательной опоры для отдельных выступающих и нависающих элементов фигуры.
Generate support material – функция для выбора — использовать или не использовать поддержки. Включайте эту опцию только для моделей с сильно выступающими или висящими в воздухе элементами.
В случае с Аксом (прим. Axe — герой Dota 2), в каком бы положении я ни печатал его, без даже самых минимальных поддержек тут не обойтись.
Overhang threshold – порог свеса. Устанавливается угол свеса модели, при превышении которого будут использоваться поддержки; угол задается относительно вертикальной оси. Приведу несколько примеров и рекомендаций исходя из опыта.
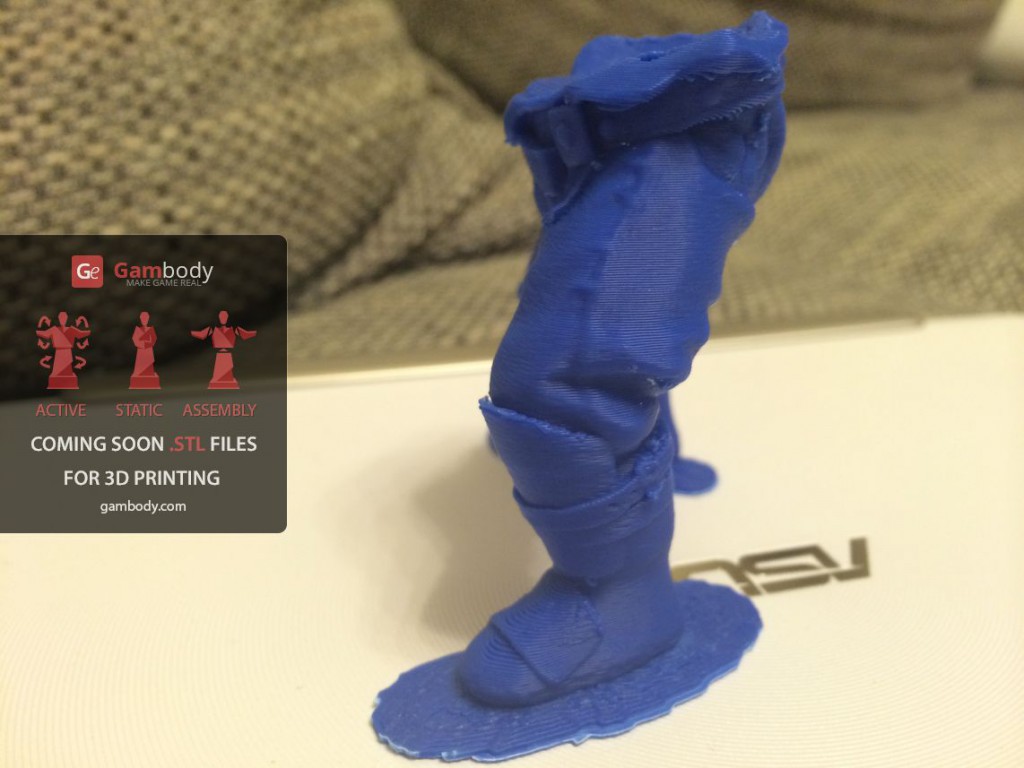
Вначале я печатал ноги Акса, в положении стоя, без поддержек и с заданной высотой слоя в 0.3мм. Затем, напечатал те же ноги Акса, в положении стоя, но уже с поддержкой — выставив порог свеса 90 градусов, с высотой слоя 0.2мм. Вот что получилось:
1.FEET — LAYER HEIGHT 0.3ММ
2.FEET — LAYER HEIGHT 0.2ММ

Если быть более конкретным, то отличие в качестве, которое вы видите на фото связано больше со снижением высоты слоя нежели в присутствии 90 градусных поддержек. Изначально я немного не угадал с углом, его нужно было уменьшить всего лишь до 80-85 градусов, что позволило бы иметь большее количество поддержек и они были бы крепкими и устойчивыми. В итоге поверхность в «межножье» была бы качественной и глаже. Поэтому, в случае с печатью ног Акса стоя, необходимо ставить угол в 85 градусов или чуточку меньше.
В варианте печати ног Акса в положении лежа все будет куда проще. Дело в том, что с поддержками качество итоговой модели значительно лучше. Идеальный вариант, когда поддержки с самого начала до конца печатаются на плоте. Не желательно, чтоб поддержка начинала печататься на внешней части модели.
К примеру, в положении стоя, поддержки будут создаваться уже на ступне чтобы поддержать в будущем колено, и чем меньше угол вы поставите тем больше будет поддержек создаваться на самой модели.
А вот в положении лежа все наши поддержки будут независимыми от модели. В лежачем положении угол поддержек можем смело указывать 45 градусов.
Еще один параметр без которого не обойтись — Pattern – шаблон, по которому будет происходить печать поддержек и плота. Я использовал rectilinear – прямые линии. Этот патерн наиболее удобен для поддержек и его очень легко отделять от готовой напечатанной модели.
Закрепляем все наши «мучения» последним параметром Interface layers – количество пропущенных слоев между объектом и материалом поддержки.
Увеличение этого параметра используется для упрощения отделения поддержек от модели. Излишне высокое значение этого параметра может привести к деформации, печатаемых с использованием поддержек элементов. А отсутствие значения приведет к тому, что вы с трудом сможете отделить поддержку от модели, а если все таки и удастся отделить ее, то внешний вид модели все равно оставит желать лучшего!
Рекомендую использовать 1 пропущенный слой.

На этом все настройки раздела Print Settings заканчиваются. Все остальное в данном разделе я оставил без изменений, со всеми заданными преднастройками в профиле Solidudle .3мм.
Настройки двух остальных разделов — уже относятся к материалу и к самому 3д принтеру который вы используете.
Хочу отметить несколько моментов:
1. не забывайте указывать правильную температуру екструдера и printbeda, которую использует ваш 3д принтер. Это раздел Filament Settings.
2. не забывайте указывать правильные размеры вашего printbed’a и расположение точки центра вашего printbed’a. Это раздел Printer Settings.
После настройки необходимых конфигураций Slicer’a, закрываю окно и возвращаюсь к софту Repetier-Host.
Обязательно необходимо убедится, что возле каждого поля указан тот профиль, для которого мы вносили и сохраняли изменения. Разные случаи бывали, ну вы меня понимаете.
Вот так должно все выглядеть:

Если все указано правильно нажимаю «Slice with Slic3r».
Процесс слайса может занять от 1 минуты и до… затянуться на пару тройку часов — это нормально. Все зависит от размера печатаемой модели, от настроек что вы указали для Слайсера (высота слоя, поддержки, заполнение модели), и от возможностей вашего «железного друга»- ПК. В моем случае все заняло до 2 минут, напомню, что размер модели был уменьшен в 2 раза (75x75) + ssd винт, 8 гб оперативной памяти, и при не огненно-мощном процессоре Intel Core i3 2.13 GHz.
После того как закончили «слайсить» модель и получили "g-code", приступаем непосредственно к самой печати модели.
Ниже мой фото отчет вместе с видео ;)






























Вот еще несколько:






Видео
Готовая модель Акса (Dota2)
Переходим к настройке раздела Support material – Поддержки. Самый «серьезный» пункт в случае, когда модель нуждается в поддержках, и здесь нужно быть очень аккуратным.
Поддержки – это печатаемые конструкции, изначально не являющиеся частью самой 3D-модели и служащие в качестве вспомогательной опоры для отдельных выступающих и нависающих элементов фигуры.
Generate support material – функция для выбора — использовать или не использовать поддержки. Включайте эту опцию только для моделей с сильно выступающими или висящими в воздухе элементами.
В случае с Аксом (прим. Axe — герой Dota 2), в каком бы положении я ни печатал его, без даже самых минимальных поддержек тут не обойтись.
Overhang threshold – порог свеса. Устанавливается угол свеса модели, при превышении которого будут использоваться поддержки; угол задается относительно вертикальной оси. Приведу несколько примеров и рекомендаций исходя из опыта.
Вначале я печатал ноги Акса, в положении стоя, без поддержек и с заданной высотой слоя в 0.3мм. Затем, напечатал те же ноги Акса, в положении стоя, но уже с поддержкой — выставив порог свеса 90 градусов, с высотой слоя 0.2мм. Вот что получилось:
1.FEET — LAYER HEIGHT 0.3ММ
2.FEET — LAYER HEIGHT 0.2ММ
Если быть более конкретным, то отличие в качестве, которое вы видите на фото связано больше со снижением высоты слоя нежели в присутствии 90 градусных поддержек. Изначально я немного не угадал с углом, его нужно было уменьшить всего лишь до 80-85 градусов, что позволило бы иметь большее количество поддержек и они были бы крепкими и устойчивыми. В итоге поверхность в «межножье» была бы качественной и глаже. Поэтому, в случае с печатью ног Акса стоя, необходимо ставить угол в 85 градусов или чуточку меньше.
В варианте печати ног Акса в положении лежа все будет куда проще. Дело в том, что с поддержками качество итоговой модели значительно лучше. Идеальный вариант, когда поддержки с самого начала до конца печатаются на плоте. Не желательно, чтоб поддержка начинала печататься на внешней части модели.
К примеру, в положении стоя, поддержки будут создаваться уже на ступне чтобы поддержать в будущем колено, и чем меньше угол вы поставите тем больше будет поддержек создаваться на самой модели.
А вот в положении лежа все наши поддержки будут независимыми от модели. В лежачем положении угол поддержек можем смело указывать 45 градусов.
Еще один параметр без которого не обойтись — Pattern – шаблон, по которому будет происходить печать поддержек и плота. Я использовал rectilinear – прямые линии. Этот патерн наиболее удобен для поддержек и его очень легко отделять от готовой напечатанной модели.
Закрепляем все наши «мучения» последним параметром Interface layers – количество пропущенных слоев между объектом и материалом поддержки.
Увеличение этого параметра используется для упрощения отделения поддержек от модели. Излишне высокое значение этого параметра может привести к деформации, печатаемых с использованием поддержек элементов. А отсутствие значения приведет к тому, что вы с трудом сможете отделить поддержку от модели, а если все таки и удастся отделить ее, то внешний вид модели все равно оставит желать лучшего!
Рекомендую использовать 1 пропущенный слой.
На этом все настройки раздела Print Settings заканчиваются. Все остальное в данном разделе я оставил без изменений, со всеми заданными преднастройками в профиле Solidudle .3мм.
Настройки двух остальных разделов — уже относятся к материалу и к самому 3д принтеру который вы используете.
Хочу отметить несколько моментов:
1. не забывайте указывать правильную температуру екструдера и printbeda, которую использует ваш 3д принтер. Это раздел Filament Settings.
2. не забывайте указывать правильные размеры вашего printbed’a и расположение точки центра вашего printbed’a. Это раздел Printer Settings.
После настройки необходимых конфигураций Slicer’a, закрываю окно и возвращаюсь к софту Repetier-Host.
Обязательно необходимо убедится, что возле каждого поля указан тот профиль, для которого мы вносили и сохраняли изменения. Разные случаи бывали, ну вы меня понимаете.
Вот так должно все выглядеть:
Если все указано правильно нажимаю «Slice with Slic3r».
Процесс слайса может занять от 1 минуты и до… затянуться на пару тройку часов — это нормально. Все зависит от размера печатаемой модели, от настроек что вы указали для Слайсера (высота слоя, поддержки, заполнение модели), и от возможностей вашего «железного друга»- ПК. В моем случае все заняло до 2 минут, напомню, что размер модели был уменьшен в 2 раза (75x75) + ssd винт, 8 гб оперативной памяти, и при не огненно-мощном процессоре Intel Core i3 2.13 GHz.
После того как закончили «слайсить» модель и получили "g-code", приступаем непосредственно к самой печати модели.
Ниже мой фото отчет вместе с видео ;)
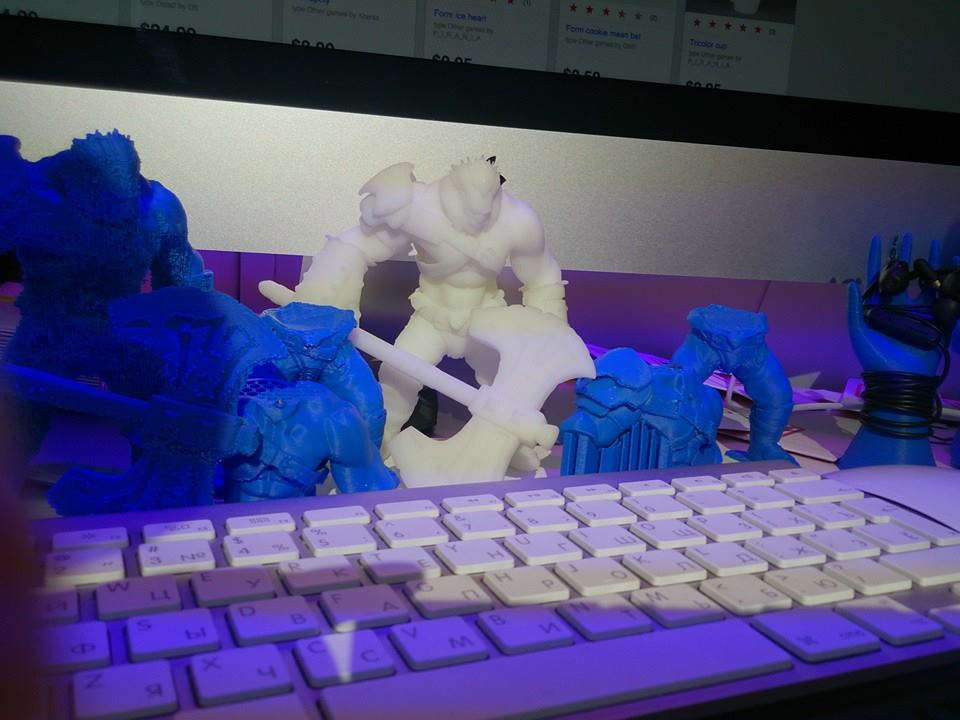
Вот так будет выглядеть модель, если настройки слайсера и поддержки выставлены неверно. Тот случай, когда «блин комом»:
Вот еще несколько:
Видео
Готовая модель Акса (Dota2)
Anisotropic
Чёт статья закончилась не начавшись. Белый — это итоговый результат?
Mixlab
Да, белый это конечный результат печати. Статью разбили на 2 части из-за фотоотчета, описаны основные типсы при печати, которые могут сущетвенно повлиять на качество.