
Здраствуйте меня зовут Дмитрий, как-то гуляя по сайту Aliexpress я наткнулся на стол для 3-d принтера Falshforge Creator Pro. И он мне так понравился, что я решил создать самодельный 3-d принтер на основе этого стола. А заодно я поделюсь с вами моим опытом принтеро-строения.
Итак, зачем вообще делать самодельный 3-d принтер если можно купить уже готовый? Для меня были важны качества которых нет у покупных 3-d принтеров.
Удобство хранения. Да большую часть времени я не печатаю на принтере, поэтому принтер должен быть удобен для хранения. Я имею ввиду чтобы принтер можно было хранить где-нибудь за шкафом и не боятся что он повредится.
Легкость ремонта. Если вы собираете принтер сами, то этот принтер вы собираете из деталей которые легко купить в магазине. Если вы покупаете готовый принтер, то он может содержать редкие и что более важно дорогие детали, которые в случае поломки будет тяжело достать.
Низкий уровень шума. У меня нет отдельного помещения для принтера, принтер будет печатать в комнате в которой я живу, поэтому мне придется все это слушать.
Кинематика и рама.
В принципе CoreXY сейчас является главной кинематикой на которой делаются все принтеры, кинематика Прюша уже морально устарела. Кроме того принтер с кинематикой CoreXY представляет из себя кубик, а кубик легко хранить. Это прекрасно согласуется с условием один.

Обычно раму делают из алюминиевого профиля. Но этот профиль довольно дорогой. Поэтому я решил сделать раму из профиля но усилить её фанерой, что-бы свести количество профиля к минимуму. Также внешняя зашивка из фанеры послужит своеобразным ящиком который защитит принтер от внешних воздействий при хранении.
К несчастью сделать принтер полностью из фанеры нельзя, потому что направляющие принтера должны быть установлены с высокой точностью (до десятых долей миллиметра), а фанера это дерево, и её точности измеряются плюс минус пол сантиметра, кроме того фанера сама по себе кривая.
Также для облегчения хранения я сделал крышку для принтера. Ну во первых она будет защищать принтер от внешних воздействий и пыли. Кроме того в крышки можно сделать отсек для хранения всяких вещей, вроде сетевого шнура от принтера.

Вы наверно заметили колеса у принтера, они нужны поскольку принтер без крышки весит 15кг, а крышка весит ещё 4кг. Так что можно надорваться таская такую громадину.
Я использовал лист 12мм для конструктивных элементов и 6мм для второстепенных элементов (за подробностями смотрите 3-d модель на github).
Направляющие.
В качестве направляющих я решил использовать рельсы. Основным преимуществом рельс (по сравнению с валами) я считаю компактность. Валы нужно всегда использовать по два, а рельс только одну. Конечно валы не от чего не зависят, а рельс нужно обязательно использовать вместе с профилем, но поскольку раму мы делаем из профиля то тут нет никаких проблем. Ну и кроме того у валов низкая жесткость, (если судить по обзорам на 3d-принтеры, то там люди просто рукой надавливают на каретку и вал прогибается без особых усилий).
Если вы строите принтер на рельсах то у вас есть два пути. Это купить очень дорогие рельсы "Хивин" или купить самые дешёвые китайские рельсы на AliExpress. Как вы догадались я пошел вторым путем. Вообще в интернете про Китайские рельсы отзываются очень плохо говорят что они кривые, постоянно заедают и вообще не работают, но если посмотреть на цену качественных рельс, то уже не так и страшно. Мне все пять направляющих обошлись немного дешевле чем стоит одни рельс "Хивин". Так что тут есть о чем подумать.
После того как я получил направляющие я их проверил и к счастью они оказались ровными, но две направляющие заедали при движении. В интернете есть ролик где автор исправляет заедания убрав выступ в канале по которому циркулируют шарики, но к несчастью разобрав каретку я никаких выступов в канале не нашел как-бы я не всматривался, так что в моем случае заедания происходили по какой-то другой причине.
Поэтому я пошел в магазин и купил микрометр. Измерив диаметры всех шариков, я заметил что некоторые шарики были в диаметре ровно 2 мм а некоторые 2мм минус одна сотая (микрометр меряет именно в сотых долях миллиметра), причем и тех и других было одинаковое количество. И тут я вынужден признать что причиной заедания оказался я сам. Дело в том что когда приходит рельс то его надо помыть от транспортировочной смазки. И я просто разобрал каретку высыпал все шарики в кучу и помыл их вместе, не делая различия между шариками которые стояли справа и слева. После чего они перемешались и когда я обратно собрал каретку то она начала заедать. Конечно после этого я рассортировал шарики, 2мм я поставил с одной стороны, а 2мм - 1сотая с другой и заедания пропали.
Кстати вместе с направляющими Китайцы кладут запасные шарики, и среди запасных шариков были только шарики 2мм и 2мм - 0,5 сотых и если-бы я потерял шарик 2мм - 1сотая то мне просто было-бы нечем его заменить, поскольку таких шариков не положили.
Кроме того я заказывал все 5 направляющих у одного продавца и 3 направляющие я получил в красных пакетиках а две в синих. Сначала я не придал этому значения. Но если попытаться надеть каретку от направляющей из красного пакета на рельсу из синего, то её закусывает намертво. Померив синий рельс, я увидел что он на 4 сотки шире чем рельс из красного пакетика. Я это к тому что-бы вы не пытались например купить рельс у одного продавца, а каретку у другого. С вероятностью близкой к ста процентам они не подойдут. Поскольку даже один продавец в одном заказе может прислать рельсы из разных партий.
Стол
Как я уже говорил все началось со стола. Почему мне так понравился стол для принтера Falshforge Creator Pro? У него очень удачные размеры 232x154. Большинство деталей которые мы печатаем имеют один размер превышающий остальные, редко когда деталь оказывается полностью квадратная. Поэтому в 99% процентах случаев я на этом столе смогу печатать тоже что и на столе 232x232, но при этом габарит принтера будут меньше за счет более компактного стола.
Я оставлю ссылку если кто-то захочет повторить мой опыт, но там уже продают стол не с вклеенными магнитами а с прикрученными.
Также ось Z у моего принтера будет всего 120 мм. Почему так мало? Ну ось Z самая бестолковая ось потому что детали вдоль неё имеют самую низкую прочность, и если мы печатаем деталь, её конечно-же нужно располагать вдоль стола чтобы получить наилучшие прочностные качества. Поэтому когда говорят про объем рабочей области, это вообще ничего не значит, поскольку этот объем может создаваться осью Z (как например в дельта принтерах).
Стол имеет магниты к которым прикрепляется лист с пластиком PEI. В принципе покрытие неплохое, когда стол разогрет деталь держится так что не оторвешь, а когда стол остывает то деталь отваливается сама. Но эти магниты были вклеены в основание не очень ровно, поэтому поверхность стола имела волнистость.

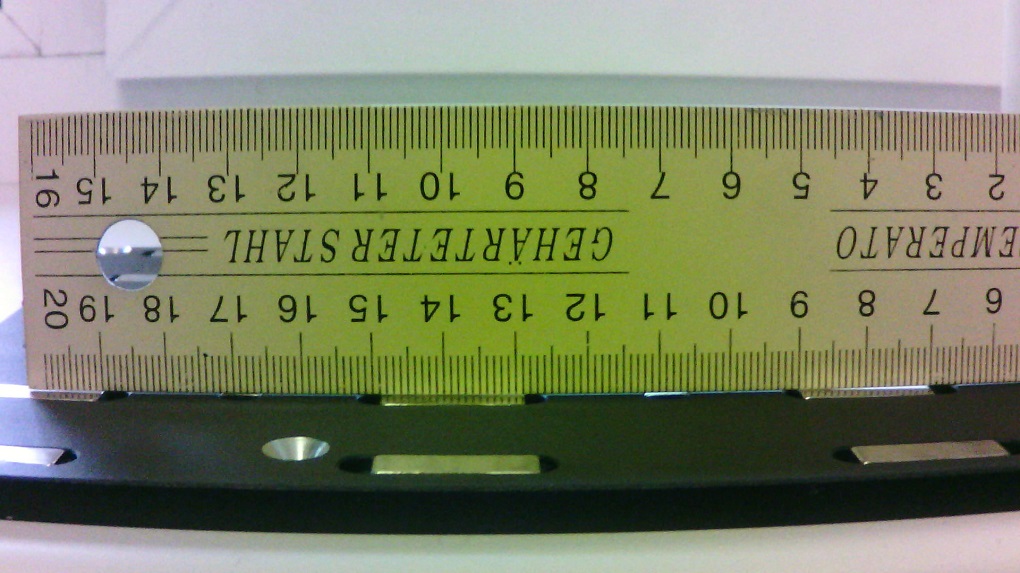
Как вы понимаете мне пришлось все это доводить до нормы, потому что с таким покрытием печатать не возможно.
Ну а дальше начался процесс который известен каждому пользователю ПК стремящемуся к идеальному прилеганию крышки процессора к основанию куллера. Берем шлифовальную бумагу я использовал Р120 (чем меньше цифра тем крупнее зерно а не наоборот). Ищем ровную поверхность я использовал письменный стол и начинаем притирать поверхности друг к другу.

Я все это делал в течении 5 дней, процесс не быстрый.





И хотя стол даже за 5 дней не стал идеально ровным, но я к тому времени подумал "итак сойдет".
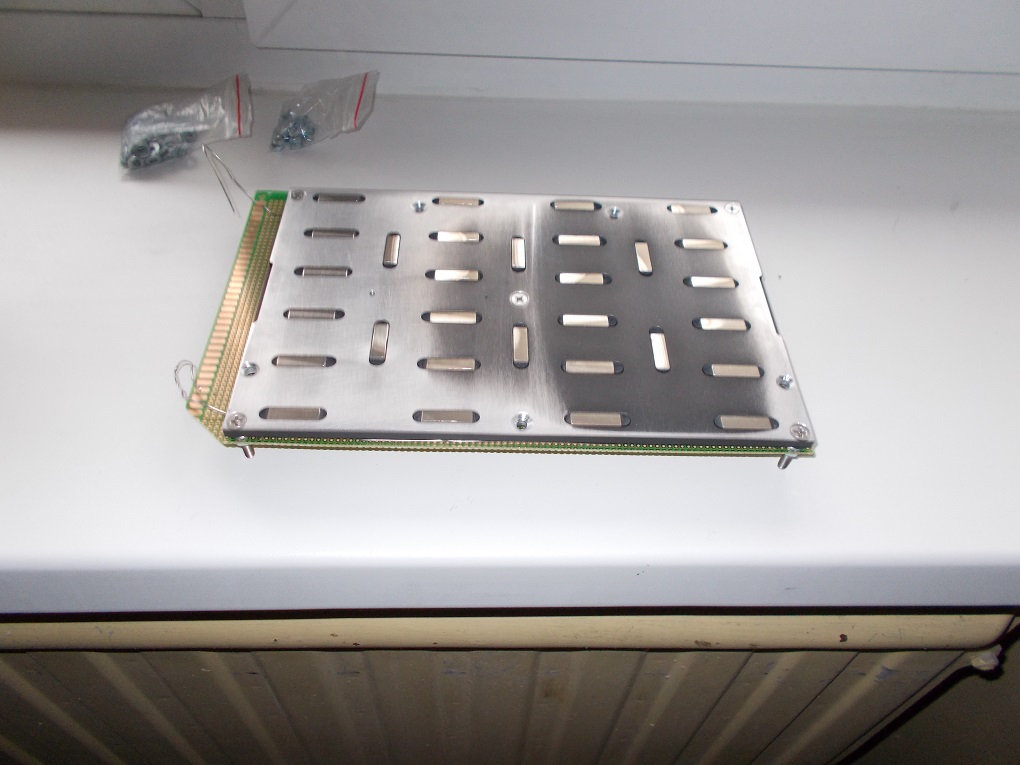
Подогрев стола.
Из за того что стол имеет нестандартные размеры для него нельзя купить нагреватель. Хочу заметить что нельзя просто купить нагреватель похожего размера и просверлить отверстия в нужных местах, потому что вы перебьете токопроводящие дорожки и нагреватель не будет работать вообще. Поэтому пришлось делать нагреватель самому.
Для начала нужно определится с мощностью. Для подогрева стола я использовал отдельный блок питания на 36 В и 7 А. В результате получаем 252 Вт. Но чтобы иметь запас я решил ориентироваться на 200 Вт. Таким образом сопротивление нашего стола должно бать 5,5 Ом. Но скажу на перёд у меня по факту получилось 8 Ом и 162 Вт.
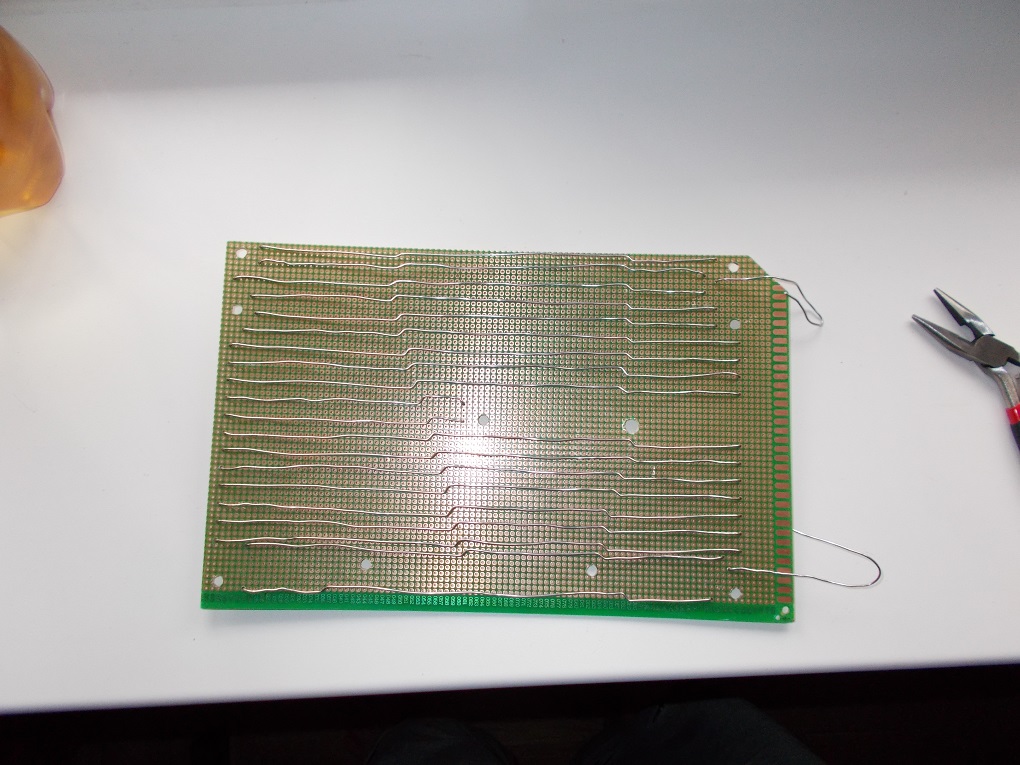
Сделать Нагреватель не так уж и сложно, надо взять нихромовую проволоку и обернуть её вокруг основы. Но возникает вопрос из чего должна быть сделана основа? По хорошему она должна быть сделана из керамики, но я не гончар поэтому этот вариант отпадает. Из приемлемых вариантов это стеклотекстолитовая монтажная плата (я использовал 18x30 см). Диаметр Нихромовой проволоки я выбрал 0,9мм из-за того что проволока большего диаметра просто не пройдет через отверстия в монтажной плате.
Итак продеваем.

Но вы скажите что соседние витки перехлестываются. Поэтому берем плоскогубцы и загибаем их так чтобы они не замыкались.
В принципе если пару витков замкнутся это не страшно поскольку разность потенциалов у них не высокая, страшно если замкнутся входные витки потому что на них все 36 вольт.
Но тут возникает проблема проволока не может плотно прилегать к поверхности стола. Соответственно стол будет чуть тёпленький а проволока всегда будет разогрета до красна. Чтобы решить эту дилемму я использовал автомобильный герметик. Я использовал DONEWELL силиконовый 118 мл. Герметика мне хватило впритык поэтому покупать тюбик меньшего объёма не рекомендую. Расстояние между столом и стеклотекстолитовой платой 3 мм.

Итак заливаем герметиком проволоку и привинчиваем стол, стол я предварительно завернул в целлофановый пакет чтобы к нему не прилип герметик, и эту конструкцию можно было разобрать.

Через сутки получаем вот что. Здесь уже конечный вариант, но когда я вскрыл все в первый раз то увидел много незаполненных полостей, после чего я использовал остатки герметика чтобы их заполнить и ещё через сутки я получил это.
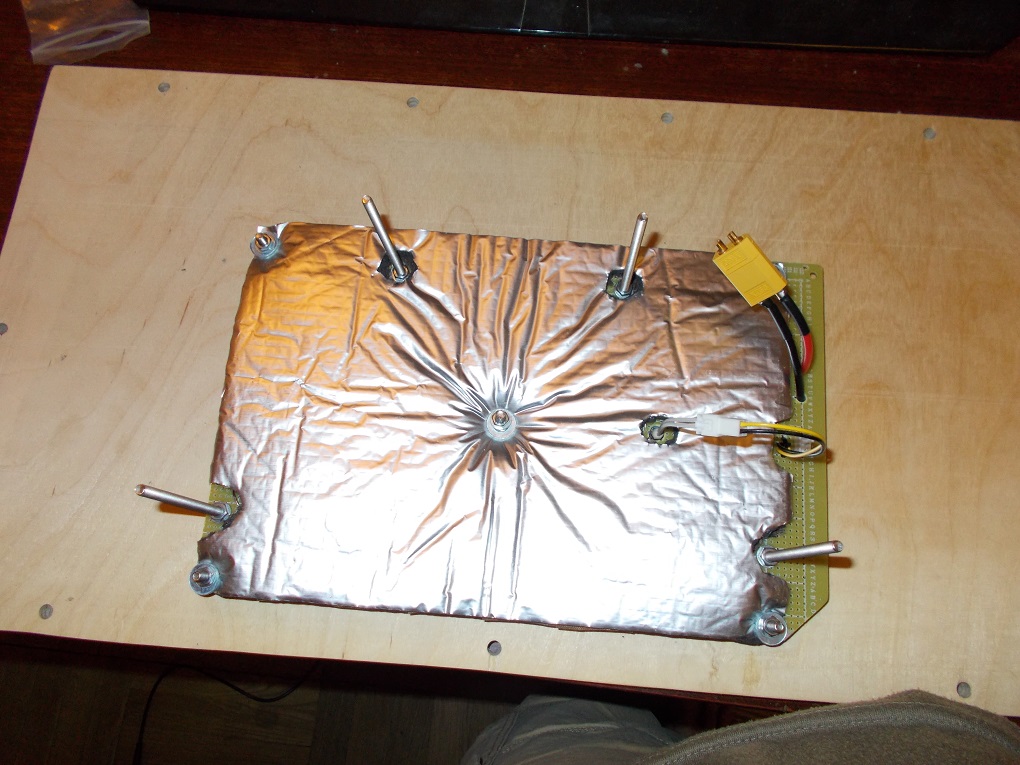
Я использовал термистор в гильзе с резьбой, так что мне осталось только просверлить отверстие и нарезать резьбу м3. Также я просверлил два дополнительных отверстия для крепления стола. Изначально стол должен крепится в трех точках, но мне это не понравилось потому что 4 точки надежнее.
Ещё нужно сказать что нельзя припаивать нихромовую проволоку к проводам, нужно использовать обжимные скобы а то пайка отвалится.
Ну и чтобы все хорошо прижалось я добавил алюминиевую трубу 10x20.

Почему я не стал делать подогрев на 220В? Поскольку нагреватель самодельный то мне было-бы страшно пользоваться принтером зная что в любой момент на нем может оказаться 220В.
Экструдер


Экструдер конечно-же должен быть директ, боуден уже считается вчерашним днем, даже там где он установлен его заменяют на директ. В качестве экструдера я использую NF-WIND это такой TitanAero но в варианте BMG. Главным его преимуществом является великолепная ремонтопригодность поскольку к нему подходят детали от BMG экструдера, ну и конечно-же цена, я купил его за 1400р без двигателя. Горло я установил титановое. Двигатель я использовал длинной 23мм, есть более короткий вариант, но он не имеет разъема для провода, а для меня важна ремонтопригодность.
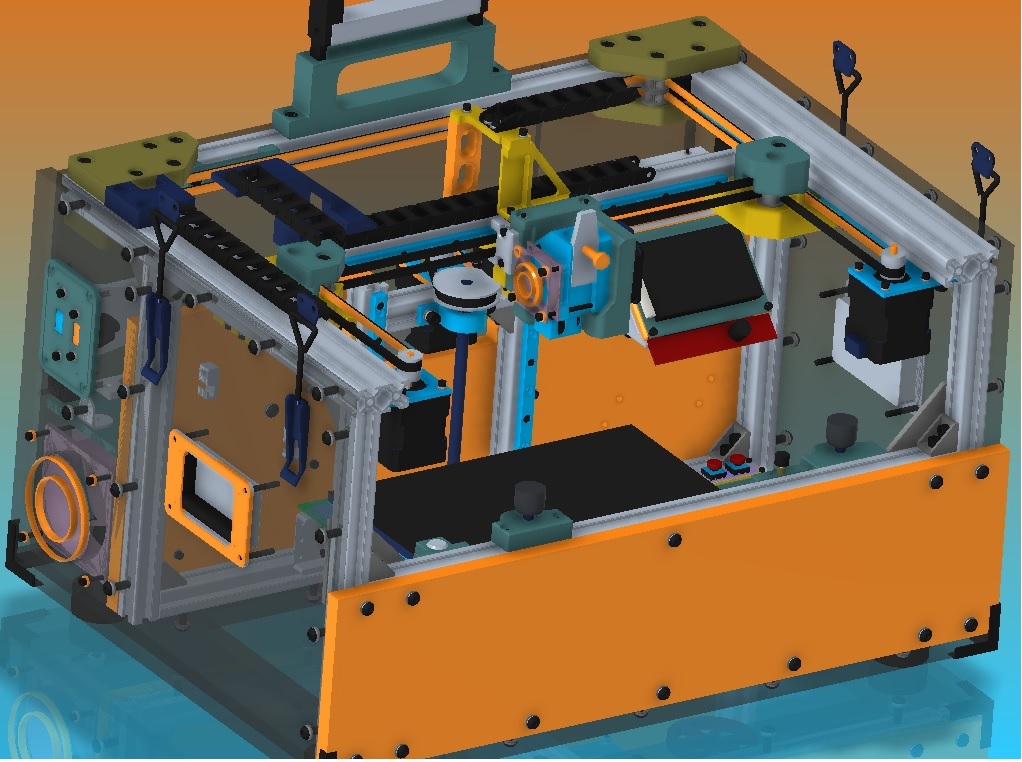
Электрика

Электронику я разместил в задней части принтера. Блок электроники охлаждается 2 вентиляторами 80мм, один на вдув другой на выдув. Специально для уменьшения уровня шума я купил контроллер оборотов вентилятора который можно видеть сверху справа.
Я использую два блока питания. Один на 36В и 7А для подогрева стола и второй на 12В и 8А для всего остального. Я использую отдельный мосфет для организации питания стола. Кроме того вы наверно заметили небольшую плату рядом с блоком питания на 12В, это ионистор который позволяет продолжить печать в случае экстренного отключения питания.
В качестве платы управления я использую Rumba32 версии 1.0 с драйверами tmc2209. Все конфиги и файл piout можно найти в репозитории на github.
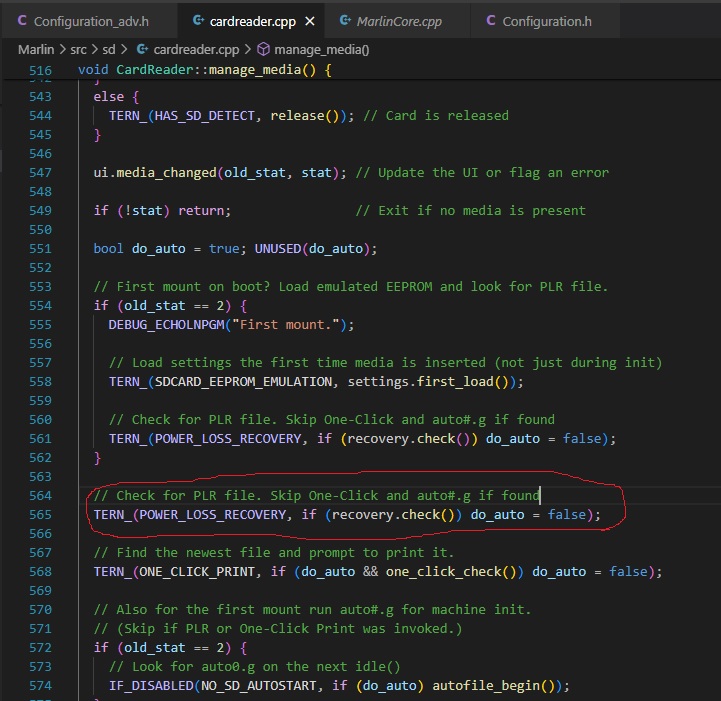
Я использую плату FYSETC 3421 на чипе MAX3421E, эта плата позволяет использовать USB флешку как будто это SD карта. Из-за этого кстати у меня изначально не работало восстановление печати после отключения питания. Дело в том что плата FYSETC подключает флешку с определенной задержкой, а Marlin если видит что после включения нет никаких носителей информации думает что возобновлять печать не надо. Поэтому я добавил строчку в файл cardreader.cpp и теперь если Марлин обнаруживает PLR файл (не зависимо от того был носитель вставлен в принтер при включении или вставлен потом) предлагает продолжить печать. Я написал ребятам из Марлина но что-то они мне не ответили, видимо у них есть более важные дела.
Вы также могли заметить две платы с микроконтроллерами ATTINY85. Схемы этих плат можно найти в репозитории, для их просмотра понадобится программа Proteus.Тот который справа выключает электропитание. Поскольку на выходе блока питания стоит ионистор, то когда вы подключите сетевой шнур, ионистор начнет заряжается, блок питания на небольшое время уйдет в защиту, потом ионистор продолжит заряд. В общем плата управления будет то включатся, то опять выключатся, и чтобы убрать этот неприятный момент я добавил микроконтроллер который отслеживает напряжение и когда оно достигает нормы подает питание на плату.
Ещё один момент для подачи питания я использовал P-канальный мосфет. Это сделано для того чтобы отключалась линия питания, и отрицательный уровень на всех платах был один и тот-же. Если разъединять землю то на разных платах будет разный отрицательный потенциал что может привести к появлению обратных напряжений, а для микроконтроллера обратное напряжение очень опасно поскольку оно может выжечь ему входной порт. В спецификациях так и пишут напряжение на входной порт подавать не ниже нуля и не выше питающего напряжения.
Левая плата управляет уровнем подсветки. Я люблю смотреть как печатается деталь поэтому в портал встроена подсветку(её видно сверху). Возможно это спорный шаг поскольку подсветка увеличивает массу движущихся частей по оси Y, но мне так захотелось.
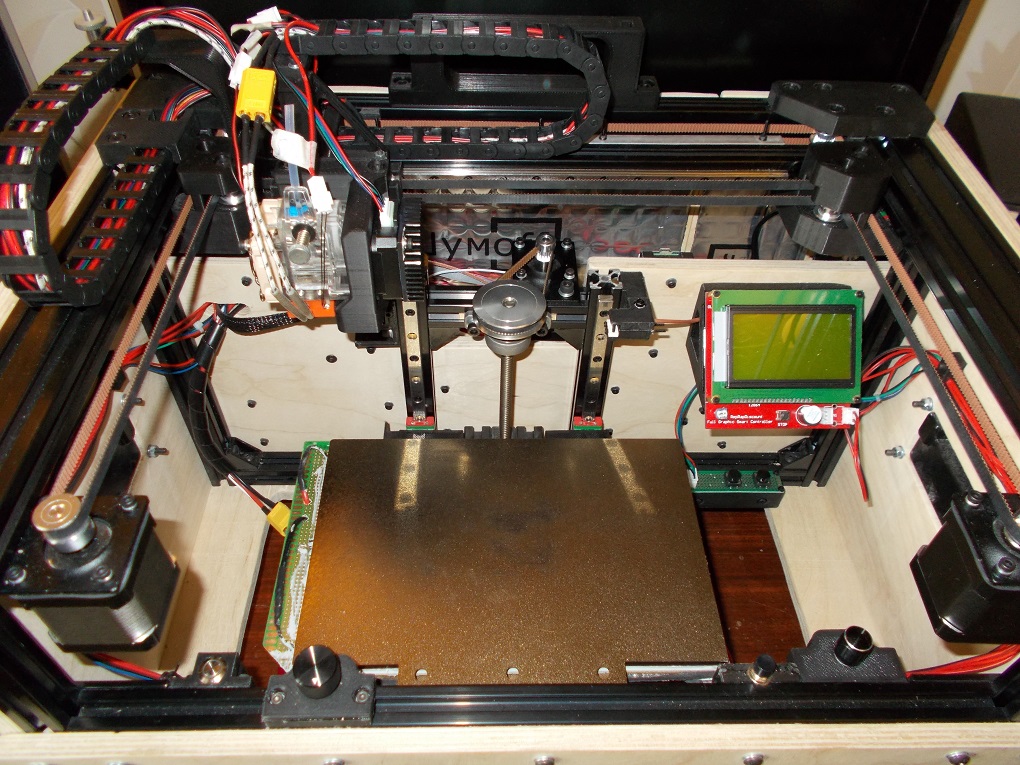
Если посмотреть на органы управления принтером. Слева на право это кнопка питания (связанная с контролером Attiny), энкодер, кнопка энкодера (кнопку я вынес отдельно) и энкодер который управляет светом. На заднем плане можно заметить ещё 2 кнопки это кнопки reset и boot, которые необходимы для перепрошивки платы.
Ну и вы скажете что я поставил экран в самое неподходящее место, но это нужно чтобы экран во время хранения никто случайно не повредил. Кстати про экран, стандартный RepRap экран поставляется с экраном который показывает белую картинку на синем фоне но я заменил его на черную картинку на зеленом фоне, также подсветку я изменил с 5В на 3,3В.
Кроме того можно увидеть что у меня установлен как оптический концевой датчик слева, так и микро-переключатель справа. Зачем мне два концевика? На самом деле только левый выполняет функцию концевика, правый просто дублирует кнопку питания, и отключает энергию если по каким-то причинам оптический концевик не сработает. Я это сделал поскольку пара винт гайка может развивать очень огромные усилия, которые могут разорвать принтер на пополам или сломать что-нибудь.
Так-же вы можете видеть что я использовал гибкие кабель каналы для проводов. Кто-то скажет что это лишнее, но нужно учитывать что когда принтер не печатает сверху устанавливается крышка. И если-бы провода были просто собраны жгутом то они уперлись-бы в крышку.
Другой 3-d принтер.
Как не странно это звучит. Но что-бы сделать 3-d принтер нужно иметь 3-d принтер. У меня был принтер EasyThreed Nano. Многие считают что этот принтер игрушка, да и вообще что можно напечатать на принтере с областью печати 10x10 сантиметров? Вот ответ, на нем можно напечатать детали для того чтобы сделать другой большой принтер.
В репозитории на github вы можете найти 3-d модель 3-d принтера выполненную в программе Creo Parametric (ProEngineer). Там же лежит файл 01_printer.pdf, это не просто PDF а PDF-3d. Правда Acrobat Reader перед его открытием спросит доверяете вы его содержимого или нет. Таким образом вы сможете посмотреть 3-d модель без необходимости устанавливать Creo Parametric. В файле bying_parts.pdf находится перечень покупных изделий. Схемы открываются программой Proteus.
И ещё я заметил что GitHub не умеет показывать 3-d содержимое в PDF файле, поэтому если хотите посмотреть 3-d модель то надо скачать файл и просматривать его в Acrobat reader.
Комментарии (76)

mefepe
01.05.2024 00:33+1Валы на крепление стола ещё понятно, под его тяжестью даже 12 могут гнуться, если крепление консольное, что фиксится установкой валов по всем 4м углам. Но вот валы на xy оси вполне нормальное решение, те же 12е валы вполне будут держать вес без прогибов. Вектора движения всегда будут вдоль валов, так что прогибать их может только сила тяжести, что собственно на качество печати не повлияет никак при нормальном диаметре. А цена очень сильно меньше будет.
Лучше эти же деньги направить на 2 мотора по z с хорошими винтами, чтобы не было воблинга, например.
Марлин... вообще не понимаю, зачем его использовать, если есть клиппер. Это просто небо и земля что по скорости, что по качеству, что по функционалу. Никаких заморочек и пердолинга с прошивками, при появлении более чем одного принтера один октопринт может легко управлять всеми клипперами.
Чтобы не иметь пятидневный секс с стачиванием магнитов, можно взять любой китайски блтач, плюс драйвера tmc с функцией софтлимитов по усилию - +100 к удобству.
Для кастомного варианта я бы ещё использовал вместо обычных шаговиков сервошаги. Как сейчас помню это ощущение "мама я в будущем", когда с добавлением платки обратной связи на тех же амперах и той же точности портал стал разгоняться до 8000, как будто ничего не весил)

deema35 Автор
01.05.2024 00:33+1Лучше эти же деньги направить на 2 мотора по z с хорошими винтами, чтобы не было воблинга, например.
А разве воблинг не от кривых ходовых винтов. И чтобы от него избавится убирают второй подшипник. А если поставить два винта воблинг наоборот усилится, потому что его будут создавать два винта вместо одного.
И да у меня только верхний подшипник на ходовом винте нижнего нет.

N-Cube
01.05.2024 00:33Это решается установкой муфт Олдхема. У нас один винт выгнут почти на полсантиметра, но проблем с печатью не создает (принтер в качестве учебного конструктора для детей, поэтому просто заменить валы на прямые было не интересно). Причем сверху не только подшипники установлены на обе оси, а еще и синхронизирующий ремень (чтобы при включении степперов или ручном поднятии каретки выравнивание не сбивалось).
deema35 Автор
01.05.2024 00:33На самом деле чем быстрее печатает принтер тем выше токи на двигателях, и тем громче он шумит. У меня например на двигателях X,Y выставлен ток 650мА. И этот ток я подбирал именно по уровню шума.
Я например согласен потерпеть и долгую печать если она не будет создавать много шума. А когда принтер сильно шумит то даже пять минут будут пыткой.
N-Cube
01.05.2024 00:33Это еще и от слайсера очень зависит - при ускорении 4k модель из Cura пытается улететь вместе со столом (стол из икеи на двух опорах, его легко раскачать), а та же модель из PrusaSlicer печатается куда тише и без сильной вибрации, причем, печатается быстрее. Если посмотреть gcode, то пруса умеет делать наклонный подъем вместо последовательного подъема и трэвела в куре, пруса заполнение печатает диагонально (так что движение происходит по двум осям и ускорение по каждой существенно ниже), когда кура только кроватку двигает (ладно бы еще саму печатающую головку, так нет же), и еще много отличий.
mefepe
01.05.2024 00:33Ну да, пусть конец винта болтается как кое-то в проруби, отличный совет. Вторую опору снимают обычно те, кто даже не пытался проблему решать))
Винты с преднатягом и компенсацией люфта на шарах печатаются на этом же принтере, и потом глубоко всё равно, какой там изгиб и у скольких винтов. Винт вообще в принципе не должен влиять на сдвиг стола в сторону, винт - не опора стола, нагрузка должна быть на валах или рельсах. Вторая опора нужа в первую очередь для компенсации люфта оси в моторе, который по сути своей не предназначена для осевых усилий.
И да, разбери мотор, откроешь для себя много нового по поводу подшипников внутри.
N-Cube
01.05.2024 00:33Эти «винты … с компенсацией» и называются муфтой Олдхема, о которой сказано выше. Для компенсации люфта оси при подключении к мотору есть гибкие муфты (а не то пружинящее безобразие, что исходно установлено).
deema35 Автор
01.05.2024 00:33Ну вы сам подумайте, если можно решить проблему просто убрав что-то. А вы предлагаете тоже самое решать добавление муфт. Это ведь не только денег стоит но и усложняет систему.
Я если честно не понял про какой люфт в моторе вы говорите. Потому что если у мотора люфт то такой мотор нужно выкинуть на свалку. И в моем случае мотор вряд-ли может влиять на ось поскольку он соединен через ременную передачу.
N-Cube
01.05.2024 00:33Никаких заморочек и пердолинга с прошивками…
А какие у вас заморочки с прошивками? Помню вот заморочки с винмодемами в линуксе четверть века назад - нужно скачать и скомпилировать драйвер (установив компилятор и dev пакеты зависимостей), но интернета нет… А marlin компилируется вообще без проблем и за секунды.
В клиппере нужно описать все пины всех датчиков и моторов (не представляю, как это все детям объяснить), что в Marlin решается просто выбором конфигурации под свой принтер. Еще нужно написать макросы не поддерживаемых команд Marlin (типа паузы для смены филамента) и так далее. Притом часть полезных функций вообще недоступны, скажем, изменение уровня сопла (babystep) в процессе печати (хотя можно в сторонних интерфейсах к клипперу добавить кастомные кнопки и к ним прописать кастомный gcode), так что юзабилити хромает изрядно (да и то без дополнительных интерфейсов это не реализуемо, если только сам клиппер установить). Тот же октопринт работает и с Marlin, кстати говоря.
Преимуществ же всего пара, и те давно не уникальны - linear advance и input shaping на 32 бит материнках и так доступны в Marlin.
t38c3j
01.05.2024 00:33+1То-есть не в состоянии открыть даташит мцу так и запишем))
Будто под клипу нет готовых конфигов и макросов, на любой цвет и вкус
Вот как только дело дойдет до настройки марлина выходя за рамки готового конфига , ваши дети запоют почему все так сложно когда можно просто сохранить конфиг и перезагрузить, да еще и конфиг легко читаемый получить
Часть отсутствующих функции есть из коробки и доступны на уровне интерфейса в гроде и житкости
Юзабилити октопринта желает лучшего, единственный его плюс в наше время это плагины которые дают то что нет в клипе и нельзя реализовать на уровне макросов
N-Cube
01.05.2024 00:33Марлин для типовых принтеров уже содержит все, что может потребоваться, так что нужно лишь скомпилировать с нужным термистором и набором опций (скажем, classic jerk на нашей кинематике оказался удобнее, и еще пара мелочей) и залить прошивку. Вообще не сравнимо с чтением тысяч строк макросов клиппера и подбором нужных, да еще вытаскиванием некоторых из них в интерфейс. Допиливание клипппера чем-то напоминает попытку затюнить старую копейку до уровня мерседеса :)

Meklon
01.05.2024 00:33+1Octoprint - это давно уже устаревшая медленная конструкция, которая уже толком не поддерживается. Какой-нибудь банальный Spoolman для автоматическогот учёта оставшегося пластика на разных катушках в БД уже проблема прикрутить.
Конфигурация уже есть из коробки для большинства принтеров и плат. Доступна в репозитории. Сверху требуется минимальная донастройка в течение 15-20 минут.
Все эти плюшки аналогичные baby step есть прям из коробки сразу в веб-интерфейсе. Посмотрите, как fluidd выглядит. Все макросы тоже из коробки уже есть. При установке с kiauh все начинает работать в течение нескольких минут.
N-Cube
01.05.2024 00:33мы же клиппер обсуждаем, в котором всего этого нет. kiauh это дистрибутив, в котором уйму всего собрали, включая начиная с системы установки и автообновления, как раз для решения проблем юзабельности клиппера как такового.
Meklon
01.05.2024 00:33+1Ну так инструмент есть уже много лет, все ставится и обновляется в три клика. Все работает из коробки с минимальными телодвижениями.
N-Cube
01.05.2024 00:33+1Вы про клиппер говорили, так вот извольте «голый» клиппер против «голого» марлина и сравнивать. И babystep делать на лету вспоминая нужный gcode и вводя его … куда? На rpi с клавиатурой без экрана?:)
Meklon
01.05.2024 00:33Я не сравнивал с голым Marlin'ом. Более того, для включения baby step мне приходилось его пересобирать на Ender 3)
Meklon
01.05.2024 00:33+1Да можно банально собственный тач собрать в стиле BFPTouch, прецизионно тыкая велосипедной спицей. Точность очень высокая, как ни странно. Только серва нужна и оптический эндстоп. Но да, на Marlin это непонятно как присрать.
N-Cube
01.05.2024 00:33Достаточно взять концевой выключатель, уже установленный на оси z, и к нему allen key прицепить, точности более чем хватит. В марлине это прицепляется элементарно к пинам на матплате, очевидно.
N-Cube
01.05.2024 00:33+3Это купить очень дорогие рельсы "Хивин" или купить самые дешёвые китайские рельсы на AliExpress.
Стоит ли гоняться за крайностями? Причем, первое это совсем не очень дорогие рельсы, вы немецкие для претензионного оборудования посмотрите :) А самые дешевые и вовсе наихудший параметр для выбора. От замечательного open hardware сообщества принтеров Voron есть рекомендации, какие рельсы на али брать, на китайский новый год пара рельсов из нержавейки длиной 300 мм с каретками обошлись мне в 25$, и не нужно никаких танцев с бубном. Кстати, для промывки от смазки достаточно в техническом спирте немного подержать каретки, или просто стереть всю заводскую смазку и щедро смазать (подойдет food grade смазка с PTFE).
Три точки крепления кроватки это математика - через три точки можно провести плоскость. Вспомните колченогие табуреты на четырех ногах… Тем более, если у вас нет сенсора выравнивания рабочей области, то как раз три точки крепления кроватки решают проблему.
Нагреватель кроватки стандартный на принтеры Ender 3 и многие другие имеет размер примерно с основание спичечного коробка, и ничего пилить не нужно, просто приклеить.
Фанеру использовать для корпуса дело сомнительное, потому что при высокой влажности она сильно коробится. Для городской квартиры с околонулевой влажностью и в умеренном климате только и годится, потому чаще оргстекло применяют, которое еще и прозрачное, что очень добавляет удобства.
Размер кроватки выбран очень не оптимально, поскольку получившийся принтер огромен для такой кроватки, можно было взять стандартный проект типа Voron и получить в разы большую площадь печати пои том же размере принтера. По вертикали, кстати, нет проблем печатать 20+ сантиметров даже с движущимся столом - к примеру, мы печатали волшебные палочки детям.

xSVPx
01.05.2024 00:33Оргстекло как по мне дороже алюминия... так себе экономия получится. Фанера, конечно не вариант, даже в квартире ее будет некисло гнуть при переходах зима-лето.
Мне не понять, почему нельзя стенки из нержавейки сделать и зачем их делать из горючих материалов.
deema35 Автор
01.05.2024 00:33Была идея сделать дешёвый принтер а не наоборот. Фанеру не будет гнуть поскольку основные размеры задает рама и алюминиевого профиля.
xSVPx
01.05.2024 00:33+1Вы обладаете микронным индикатором ?
Я почему спрашиваю. Очень советую им овладеть. После этого такие слова как "не будет гнуть" "абсолютно плоская". "совершенно ровная" итп вызывают только гомерический хохот. Достаточно часок с ним поиграться, чтобы понять - вокруг все кривое и все гнется.
Я не очень понял какого сечения у вас профиль, какой толщины фанера и что для вас "не будет гнуть", но в общем случае "согнет в дугу". Фанера почти тот же алюминий по прочности. Дерево набухая в состоянии порвать вообще почти что угодно. Я не рискнул бы скручивать листы алюминия мэи фанеры одной толщины.
PS. У меня еще много "плохих новостей" - надо :)?
Meklon
01.05.2024 00:33+1Вы бы карту горячего стола построили и посмотрели, что за пропеллер там может быть.

NickDoom
01.05.2024 00:33Я принёс ещё две идейки по самоделкам: старую и её обновлённый вариант, для тех, кому даже дельта кажется слишком сложной :)
Суть простая — делается на толстом безлюфтовом резьбовом стержне «табуретка пианиста», а головка ходит от центра до края этого круглого столика. Он просто тупо ввинчивается на каждый оборот на один шаг, итого имеем некий непрерывный спиральный слой :) может, чуть попрочнее получится в смысле расслоения, но ценой фиксированного шага, конечно. Никаких «черновых режимов».
Ну то есть как описанная по ссылке «шашлычная печать», только чуть более традиционная.
С самой «табуреткой пианиста» будет изрядный секс, чтобы добиться жёсткости. Но зато остальная конструкция упрощается до крайности — всё можно сварить из старых железных стульев и потом отъюстировать полудюжиной винтов.
В общем, желающие приключений да обрящут их ;)
NickDoom
01.05.2024 00:33ЗЫ: подумалось запоздало, что толщина слоя, равная шагу резьбы — это как раз «черновой режим» без «чистовых режимов», а не наоборот. «Шашлычная печать» этим недостатком явно не обладала, там передаточное отношение позволяет хоть в микрон сделать шаг.

gashopper
01.05.2024 00:33О-хре-неть. Чел, я плюсанул, потому что это прям соответствует концепции "DIY or die".
Meklon
01.05.2024 00:33+1Нет, конечно свой проект это круто, но Marlin? В 2024?
Где Pressure advance, компенсация резонансов с их измерением на акселерометрах? Регулировка стола без технологий Древних по бумажке? Так-то можно просто после измерений тачем получить инструкцию, сколько оборотов надо сделать на каждый винт, чтобы стол встал ровно. Зачем принтеру вообще экран, когда есть нормальный fluidd, где у вас полный контроль за происходящим в веб-интерфейсе, нормальная консоль, все графики и любые правки конфигурации без игр с перекомпиляцией.
В целом, здорово, но по ощущениям устарело лет на 7. С жёсткостью тоже, боюсь, будут проблемы. Если нормально измерить, то может оказаться, что обычные для дрыгостола 6000-7000 мм/с² тут вызывают дребезжание всей фанеры и самостоятельную разборку принтера на запчасти.
Marlin мертв уже несколько лет, давайте уже закопаем стюардессу.
N-Cube
01.05.2024 00:33Вы ерунду пишете. Ваши высказывания похожи на войну адептов виндоус против линукс лет …надцать назад на ЛОРе:)
Года два как linear advance и input shaping в марлине есть. Что касается измерения резонансов, их и в клиппере предпочитают на тестовой печати мерять, а пруса, насколько помню, вообще отказывается от установки акселерометров. Так что наличие фичи не равно ее работоспособности. Датчиков выравнивания на все вкусы доступно, и gcode команда для выравнивания есть (можно и вовсе настроить механическое выравнивание по верхней перекладине без всяких датчиков). Притом, две z оси и ремень решают проблему выравнивания целиком для cartesian принтеров, ничего больше подкручивать не нужно. Веб интерфейс требует девайса для управления ценой с весь принтер, нашли «преимущество»… а копеечный экран от, скажем, эндеров подключить проблема.
wickated
01.05.2024 00:33А в чем проблема подключения экранов от ендера? А то я не в курсе, что это было сложно воткнуть два шлейфа вместо одного.
N-Cube
01.05.2024 00:33какие два шлейфа и куда вы втыкали? Покажите ваш форк клиппера, который из прошивки на матплате поддерживает экран эндера. Насколько я знаю, есть только кривой путь подключения экрана непосредственно к rPi с клиппером, да и то не все экраны поддерживаются (в эндерах и то их минимум 4 разновидности бывают).
xSVPx
01.05.2024 00:33У меня работает. Rpi клиппер и экран эндера.
Но у меня он один, не четыре.
А вы что-то личное против клиппера имеете :)?
t38c3j
01.05.2024 00:33В том что эти экраны заранее запрограммированные с меню, иконками, шрифтами и тп, клипе надо же полноценный экран, например как у вас в телефоне, чтоб свободно отображать что угодно, исключение монохромные, там прям из клипы можно создавать свое меню
Meklon
01.05.2024 00:33Акселерометры в разы лучше, чем попытки измерений на глаз. Открываешь и сразу видны колебания по всем осям. Уже видны отдельные резонансные пики и понятно, где фиксить.

С двумя осями так тем более - на Marlin даже банальный z_tilt нельзя сделать, чтобы автоматом выровнять балку относительно стола.
N-Cube
01.05.2024 00:33Акселерометры хороши для изменения - подключили, замерили, отключили. Зачем вам их навсегда подключать и смотреть на значения при каждой печати, не очень понятно.
Не понятно - кто вам запрещает в марлине кодом G34 сделать это выравнивание? Если вы не читаете документацию, так это не проблема марлина. Как я выше написал, даже с одним мотором по z можно выравнивать, снизив ток моторов при их подключении через uart и подняв выше рабочей области, чтобы механически выровнять.Meklon
01.05.2024 00:33Так и не обязательно их постоянно держать. К Marlin их в принципе не прицепить. Как в итоге подбирать оптимальный алгоритм шейпера на сложных гармониках? На глаз линейкой?
Как отличить проблемы ремня от затяжки винтов и качания опоры, если у них разные резонансные частоты и на модели они вылезут с перекрытием?
Meklon
01.05.2024 00:33А насчет веб-интерфейса - нам же все равно ПК нужен для слайсера как минимум) И оттуда сразу и кидаем на печать без пляски с флешками. Или любым телефоном прицепиться и посмотреть на все параметры текущей печати. Я просто даже не представляю, зачем нужен 3D-принтер, если нет ПК.
N-Cube
01.05.2024 00:33Возможно, вы даже не понимаете, зачем нужны дети, если у них нет смартфонов? Дело ваше, но марлин в этом самодостаточен, а клиппер нет.
Meklon
01.05.2024 00:333D-принтер без ПК просто не имеет смысла. Совсем. Нужно на чем-то создать модель. Или хотя бы тупо скачать. Ну и слайсер, да.
То есть у нас гарантированно есть как минимум ПК помимо телефонов и других устройств.
Принтер на Marlin будет таким же бесполезным кирпичом без внешнего ПК.

wickated
01.05.2024 00:33+2Автор - а зачем было заказывать какие-то там столы, рельсы итд итп, когда самоделки такого уровня в 24м году лепятся исключительно из птичьего помета с подоконника. Потому как если что-то покупать, в том числе три рельсы, то собирается условный визик.

f29r
01.05.2024 00:33Ждём вторую часть, как это печатает.
deema35 Автор
01.05.2024 00:33Печатает хорошо. Кронштейн для печатающей головки я уже перепечатывал на новом принтере, и на фотографии печатающей головки как-раз можно видеть как он печатает.
Meklon
01.05.2024 00:33Есть фотки стандартных образцов вроде Voron cube или Benchy? Какие ускорения в итоге получились рабочие?
deema35 Автор
01.05.2024 00:33Ускорения 1200мм/с*с на осях XY, рывки 10 на XY ограничение скорости 80 мм/c. Ток на двигателях 650 мА. Данные параметры подбирались по уровню шума который издает принтер. То есть чем ниже ток тем ниже шум но тем ниже и ускорения. Как ни странно основной шум издают моторы видимо из-за обилия вибрирующих поверхностей. Можно заметить что заднюю стенку я даже заклеил шумо-подовляющем покрытием.
Meklon
01.05.2024 00:33Спасибо. Прям интересно было бы прицепить акселерометр и осторожно снять картину резонансов с фанерой)
t38c3j
Лютый самопал)
Под рельсы используют Т образный профиль
Лучше качественные валы чем дешевые рельсы, например от Samick за туже цену
Где клиппер, 2024 год?
Чем силиконовая грелка не удовлетворила?
Какой бюджет?
Что с выравниваем кровати?
Какие ваши скорости, сколько кубиков, какие материалы переваривает, пла и копет ток?
Чем не подошел вариант пердолинга готового принтера?
Что с рябью, качеством печати?
Дрыгостол имеет право на существование если ограничен бюджет, не требуется большой объем сборки и не надо печатать инженерными материалами, экономя на кинематике можно вложиться в нормальный директ типа орбита 2, нормальную мать, моторы, хотенд в6 вулкан и сопло да еще и переиспользовать это все при сборке другого принтера вложившись уже в кинематику
А так за усердие конечно респект))
deema35 Автор
Самодельный принтер и есть самопал.
Не знаю но я видел обзоры где валы просто прогибали рукой.
Ну а чем Marlin не нравится.
Ну я же написал что нельзя просто купить нагреватель и просверлить его где хочется, он перестанет работать.
Кровать выравнивается по бумажки.
Готовый принтер не удовлетворяет моим запросам про которые я написал в начале.
N-Cube
Ох уж эта мантра про клиппер и «дрыгостол». На принтерах с прошивкой Marlin с движущимся столом Ender 3 можно печатать PLA+ со скоростью под 300 и ускорением 4000+ (профиль от прусы с input shaping), и главная проблема в недостаточном охлаждении печатаемого пластика (у нас в помещении с принтером еще и температура около +45 днем), плюс при увеличении ускорений моторы перегреваются (если у вас в комнате +20, то, по отзывам, и ускорения 8000 - 10000 работают со штатными моторами). И да, вы пробовали печатать, скажем TPU быстрее 100 мм/с?.. Прежде чем клясться, что клиппер даже на corexy печатает гибкий пластик с заявленной максимальной скоростью 600 мм/с, сами попробуйте… да и PLA+ на этой скорости идеально печататься не будет. Вот ускорение повыше настроить полезно, это эффективно избавляет от нитей.
t38c3j
Будто инженерными пластиками можно печатать на большой скорости ...
Большие скорости надо для прототипирования технички в угоду качеству и прочности.
Клиппер про удобство , но как не странно на выходе у него лучше детали по качеству, возможно и марлин так может, но мне в свое время надоело играться с его тысяча параметров и постоянно компилить чтоб протестить, а ещё только не давно в марлине появилась поддержка is когда в клипе она давно, я уже молчу что каждый производитель в принтере с марлином что-то да вырежет, тот же ла/па а потом ищи кастомную прошивку, по крайне мере для ендеров есть от mriscoc без танцев с бубном
N-Cube
Да, оценивать скорость печати для одного только пластика PLA это чистый маркетинг. Притом, на типовых принтерах проблема в нагреве и охлаждении пластика для печати на высокой скорости, а отнюдь не в кинематике.
Кажется, это вы проблемы марлина 1 перечисляете, да еще на 8 битным материнках (когда прошивку надо было ловко минимизировать по потреблению ресурсов, да еще по размеру). В актуальной версии 2 все сильно удобнее и проще. В прошивке от производителя для нашего Ender 3 v2 (на марлин 1) еще и многие gcode команды были вырезаны (даже выравнивание не работало, то есть датчик как бы поддерживался, а вот посмотреть результаты было невозможно…), так что с этим работать было просто невозможно. Но тут уж не в прошивке как таковой дело, а в производителе.
Meklon
Проблема нагрева и охлаждения решается нормальным хотендом вроде Volcano и двумя турбинами 5015 дня обдува. Дальше все спокойно печатается с нависаниями в 80°. Можно вообще вынести обдув на турбину от робота-пылесоса мощную и подключать к голове через трубу для СИПАП.
N-Cube
А почему уж сразу не шестнадцать кулеров на печатающую головку навесить? Дело не в количестве, а в потоке воздуха. Что касается внешнего компрессора, есть такие проекты, но авторы често пишут, что разницы по сравнению с мощным кулером на хотэнде не заметно.
Meklon
Разумеется, все это с практическими тестами на объемный расход и предварительным моделированием. Ну и непосредственно тесты в духе "напечатай в воздухе нависания в 80 градусов с большой скоростью"
N-Cube
Ваш способ измерения потока воздуха в попугаях (количестве вентиляторов) несколько… странный - вентиляторы одного формфактора могут кратно отличаться по воздушному потоку, если сравнивать самые дешевые с более приличными.
Meklon
Разумеется, что учитывается:
Даташит вентиляторов
Аэродинамическое сопротивление каналов
Объемный расход в моделировании
Практический объемный расход. Легко проверить по количеству литров воздуха, надутых в большой пакет за единицу времени.
Практические тесты с нависаниями. Без них вообще непонятно как печатать, если неизвестно, какой максимальный угол нависания может обеспечить обдув.
Meklon
Для одного из прошлых проектов я делал предварительное моделирование с оптимизацией скорости потока в нужных точках. Все это давно уже есть. И да, потом все равно верифицируется многочисленными тестами.
t38c3j
Simscale ?
Meklon
Он самый.
ishpanec
ненадо ничего на голову вешать, вентилятор от робота пылесоса как раз и выдает необходимый поток и давление, чтобы нормально остужать пластик, и не создает лишних вибраций т.к. висит в стороне, на раме.
Meklon
Да, это оптимальный вариант. Но и две 5015 уже существенно лучше полумертвых жужжалок, что идут в стоке для большинства экструдеров. Просто они рассчитаны на то, что там Marlin и прибитые гвоздями 500 мм/с^2
N-Cube
Опять вы за свое - это настраивается даже на самом принтере в меню марлина (хотя проще параметры задать прямо в стартовом gcode в кура слайсере, ну а прусаслайсер их по дефолту сам добавляет).
В широко распространенном sprite pro extruder вполне себе живой кулер, до 180 мм/с его вполне хватает для PLA при температуре в помещении около 25 градусов. А многим другим пластикам охлаждение и вовсе не критично. Пока у нас за +40 температура не поднялась, мы и не собрались этот кулер менять :)
Meklon
Все там плохо с родным кулером. Достаточно тест с нависаниями сделать. Он начинает фарш рисовать уже на 65° обычно. Плюс, обдув плохо спроектирован из-за анизотропности. Он с одной стороны дует.
Благо, туда спокойно становятся две нормальные турбины.
Meklon
А многим другим пластикам охлаждение и вовсе не критичноОно всем критично. Да, с некоторыми видами ненаполненных нейлонов или POM дуть нужно осторожно. Но для типовых PETG, ABS и HIPS нужен хороший и мощный обдув. Иначе нормальной детали не получится - все нависания украдут.
Meklon
Можно, конечно. А кто мне запретит? Вот прототип для гидропоники, HIPS. Температура печати в районе 290°, если верно помню. Ускорения 4500 мм/с², объемный расход до 15 мм³/с.
Ender 3 S1 Pro, Sprite + Volcano.
N-Cube
Ка вы лихо передергиваете, намеренно скрывая скорость. Объемный расход ни о чем не говорит, потому что скорость печати для сопла 0.2 мм и 1 мм будет кардинально разная.
wickated
Вообще-то всё понятно.
Meklon
Объемный расход как раз - основной параметр, который показывает:
1. Как быстро и качественно мы успеваем плавить филамент. Холодный полурасплавленный давиться не будет.
2. Как быстро и качественно мы успеваем его наносить на предыдущий слой.
Собственно, отошлю тут к классическим тестам CNC Kitchen и остальным. Нас же в первую очередь интересует, сколько кубических миллиметров филамента мы выдавливаем в единицу времени. Если скорость печати маленькая, то там и будут мизерные величины в 3-5 кубических миллиметров в секунду. Впрочем, на Marlin все равно не видно будет, сколько фактически прямо сейчас давится. Разумеется, многие не учитывают все лимиты в слайсерах, ставят скорость в 120 мм/с и думают, что оно действительно с такой скоростью работает.
N-Cube
Скорость печати однозначно не определяется по объемному расходу, очевидно, и я даже пояснил про зависимость от сопла. Вы же выше утверждали, что можете печататать инженерный филамент на высоких скоростях (речь шла про заявленные производителями 600 мм/с), но отказываетесь даже назвать свою скорость печати (хотя мы ве равно ваши слова проверить не можем).
Смотрим в сгенерированном gcode скорость печати, почему вы утверждаете, что это не соответствует реальности? Проверить просто - если модель за вычисленное слайсером время напечаталась, значит, gcode выполняется корректно.
Meklon
Потому, что gcode выполняется прошивкой. Это же типовая ошибка начинающих. В прошивке стоит лимит в 500 мм/с², они задают 120 мм/с и думают, что их получат. В итоге реальная скорость, если это не коробка, болтается в районе 40 мм/с.
Прошивка просто обрежет все, что выйдет за лимиты. Плюс, туда же все торможения из-за неверно выбранного LA/PA и ещё массы других параметров. Да даже внутри слайсера многие не смотрят на м расчетные скорости, которые в итоге обрежутся лимитами на ускорение, максимальный объёмный расход, минимальное время слоя и ещё десяток параметров.
Meklon
От нитей ускорение не избавляет. Это лютый костыль. Пластик надо нормально сушить в первую очередь по 8-12 часов, а потом просто настроить нормально ретракты. Это особенно хорошо заметно на хотендах с большим объемом расплава вроде Volcano. Если пластик не высушен, то вскипающая влага будет просто лить условный PETG из сопла в простое. Конечно, при этом будут нити, так как принтер не в курсе, что пластик течёт, хотя мотор экструдера его не подаёт.
N-Cube
Какие глубокие познания… При озвученной температуре в комнате +45 и влажности хотя бы 35% как вы предлагаете сушить PLA? Он просто расплавится, если его еще больше нагреть :) PETG можно подогреть градусов на 10 для сушки, но этого все равно недостаточно.
Meklon
Я про PLA вообще ничего не писал. Это довольно бесполезный филамент, который непригоден для большинства инженерных задач. Разумеется, мы не доводим до точки Вика при сушке.
PETG сушится при 65-70 градусах 8-12 часов вплоть до совершенно сухого состояния, когда нет ни малейших признаков подтекания или соплей. Точка Вика у него в районе 80-83 градусов.
ABS/HIPS при 80 градусах.
PA6 при 90-95, но там уже может повести катушку из поликарбоната.
N-Cube
На кой вы нам предлагаете детские игрушки печатать инженерным филаментом? «Бытовые» сушилки филамента выдают градусов 65 максимум, вам придется в духовку эту сушилку засунуть, чтобы 80 градусов получить. Причем при комнатной температуре до 30 градусов отлично сушат типовые PLA, PETG, TPU.
Даже в помещении при высокой влажности и с высокой температурой? Ну-ну, вода, видимо, оттуда телепортируется в черную дыру. Даже 50% влажности при +45 это чертовски много воды, нагревом вы уменьшите относительную влажность, но и при использовании силикагеля он в таких условиях не очень поможет.
Meklon
PLA я выше вообще не рассматривал в силу его относительной бесполезности. Проще заменить на HIPS и ABS в большинстве случаев.
Ветка началась с проблем с соплями от PETG и его сушкой. При жарком помещении в 30° разница при сушке будет составлять 35-40°. Этого достаточно для удаления молекулярно связанной воды за 8-12 часов. Да, даже во влажном помещении.
Вся вода, которая останется в филаменте будет вскипать в горячей зоне и выталкивать жидкий филамент. Именно поэтому самое важное - это сушка.
Зачем, конечно, direct экструдер, чтобы получить корректные ретракты без дёрганья растяжимой пружины в полуметровом боудене.
Ну и, конечно, правильно настроенный Pressure advance, который учитывает гидродинамику расплава на торможении и ускорении.
В финале калибровка ретрактов на башнях. Для PETG это обычно порядка 0.6-0.8 мм. В итоге идеально чистые поверхности без соплей и нитей. Физику расплава не обманешь в любом случае.