

На днях меня посетила любопытная мысль: а что, если 3D-принтер использовать необычным образом, а именно для нанесения разных надписей, изображений и логотипов прямо на ткань?
▍ Используем стандартные возможности 3D-принтера
Сказано — сделано. Был взят и растянут на печатном столе 3D-принтера подходящий кусок ткани, вырезанный из старой футболки. С помощью неодимовых магнитов концы ткани были приклеены к шаговым двигателям по краям стола. Я пользуюсь дельта-принтером, поэтому не удивляйтесь круглой форме:

Однако я не учёл того, что для ткани нужен гораздо больший зазор, чем требуется оставить до стола при обычной 3D-печати, хоть я и увеличил его примерно до 0,5 мм с помощью настроек интерфейса принтера. Получилось не очень, так как носик сопла принтера постоянно задевал за ткань и таскал её с собой, что в итоге привело к размазанному изображению:

Тут же на фото выше вы можете видеть, что параллельно с печатью был проведён своеобразный тест: ткань была пропитана ABS-соком — смесью пластика и ацетона, которая используется для создания клейкой поверхности на печатном столе, так как я обычно печатаю ABS-пластиком.
Суть этого теста заключалась в том, что я хотел проверить альтернативный вариант: если напечатанные надписи недостаточно прилипнут к ткани, то как ткань будет вести себя, пропитанная ABS-соком?
Ок, ошибка была скорректирована и носик сопла приподнят ещё примерно на 0,5 мм. Итого расстояние до рабочего стола стало составлять примерно 1,2 мм, а расстояние до ткани — приблизительно 0,2-0,3 мм, после чего была произведена серия распечаток.
Так как ABS имеет большую усадку, я подозревал, что в толстых слоях он будет очень сильно отдираться от ткани, поэтому была произведена печать сериями по три надписи, каждая из которых имела разную толщину: 0,25 мм, 0,35 мм, 0,5 мм. Чтобы проверить стабильность печати, серия из трёх надписей была продублирована. Ну вот, совсем другое дело (кликабельно):

Печать каждой надписи высотой в 10 мм и длиной в 50 мм заняла меньше минуты (весьма недурственно, если применять для сверхбыстрого нанесения разнообразных ников, логотипов и прочего, для разных событий, например, названия команды в турнире по компьютерной игре!).
Но имеется подозрение, что раз пластик практически моментально застывает после выхода из сопла, его степень адгезии (сцепления с поверхностью) будет недостаточной.
Попробуем проверить это утверждение: пытаюсь поддеть ногтем и отколупнуть элементы надписи. Печаль — все элементы без какого-либо труда отколупываются с приложением минимальных усилий:

Что же делать? Попробуем побороться с этой проблемой и распечатываем ещё одну партию надписей. После чего берём обычную хлебопекарную фольгу и утюг, который нагреваем до максимально возможной температуры. Не удалось, к сожалению, замерить её бесконтактным инфракрасным термометром, так как инфракрасный луч, видимо, отражается от блестящей поверхности, и показания термометра неадекватны.
Кстати сказать, не обращайте внимание на подобие «царапин» на ткани — это всего лишь мелкие «волосинки» пластика, практически не прилипшего к ткани. Они без проблем счищаются щёткой или даже ногтем:

После чего накрываем ткань фольгой и на одну минуту кладём на неё утюг с отключённым парообразованием:

Подозреваю, что этого, скорее всего, должно быть достаточно для расплавления пластика и прилипания его как к ткани, так и к фольге. Поэтому убираю утюг и даю этому бутерброду остыть в течение примерно 5 минут. После чего без проблем снимаю фольгу и вижу, что, на первый взгляд, получилось недурно — надписи держатся на своих местах, не расплылись, а также у них появилась глянцевость:

Глубоко выдыхаем :-) И пробуем поддеть ногтем букву D во втором ряду надписей. Печаль снова… Как будто и не проводилось никаких манипуляций, буквы снимаются с ткани так же легко. Что за чёрт… Но ты меня не победишь, я всё равно возьму верх!
Так как основная проблема заключается в недостаточной адгезии, которая возникает из-за малого времени контакта пластика в жидкой форме и ткани, попробуем увеличить это время. Для чего проведём следующий эксперимент: обольём небольшим количеством ацетона ткань с нанесёнными надписями. Обливать будем прямо поверх надписей (не с тыльной стороны, а прямо поверх надписей, чтобы добиться не только пропитывания ткани, но и разжижения надписей):

Оставим ткань в таком виде примерно на полчаса, за это время ацетон должен выветриться. Кстати сказать, во всех этих экспериментах используется «сверхчистый» ацетон, если его так можно назвать, о котором я уже говорил в одной из предыдущих статей.
Вкратце: ацетон подобного типа продаётся только в автомобильных магазинах и абсолютно не встречается ни в каких хозмагах, «1000 мелочей» и подобных магазинах. Исключительно магазины, продающие автомобильные лаки и краски. Этот ацетон похож на спирт: практически не имеет запаха, испаряется без оставления на поверхности и в помещении какого-либо аромата.
В противовес ему, обычные бытовые ацетоны, встречающиеся в хозмагах, зачастую оставляют довольно противный запах, приводят к выпадению в осадок, не растворяя ABS-пластика (нонсенс, но приходилось сталкиваться лично). Поверхность после применения такого ацетона ещё долго остаётся вонючей, и запах уходит только через продолжительное время…
Но вернёмся к нашей ткани. Сначала визуальный осмотр: как мы помним, сверху вниз у нас толщина надписей увеличивалась. Соответственно, после применения ацетона, как можно видеть, верхние надписи стали более прозрачными, так как частично растворились и впитались в ткань. Нижняя же надпись в каждой тройке, имеющая толщину в 0,5 мм, выглядит лучше всех — яркость цвета сохранилась, несмотря на частичное растворение и впитывание в ткань.

Снова глубоко выдыхаем и пробуем отодрать надписи… Невозможно! Надписи намертво слились с тканью и, несмотря на их на изгибы под разными углами, попытки с усилием отодрать их ногтем ни к чему не приводят:

По ощущениям, степень адгезии надписей стала такой же, как при шелкографии (один из стандартных способов нанесения изображений на ткань). И это всё только лишь при обливе ацетоном! Предполагаю, что если погрузить участок ткани с надписями в ванночку с ацетоном и выдержать там около минуты, а после чего высушить на воздухе, адгезия была бы совсем прекрасной.
Итак, успех! Подобный способ позволяет легко наносить надписи и изображения на ткань с достаточной адгезией (ещё до конца не проверено, но по ощущениям), позволяющей выдерживать стирку. Единственная оговорка: так как ABS довольно жёсткий после застывания, таким способом будет неплохо печатать какие-то небольшие вещи с условно тонкими линиями в них. Массивные заливки скрутят ткань в рулон…
А что же с пропиткой ABS-соком, тест на которую был проведён в самом начале?
Как и следовало ожидать, он насквозь пропитал ткань, и о каком-либо отрыве его от ткани речи вообще не идёт, так как он теперь «часть корабля» :-)
Немного об условиях печати:
- температура сопла — 210°С,
- температура рабочего стола — 0°С,
- обдув был включён на 50%,
- откат прутка стандартный — 5 мм,
- дверь герметичной термокамеры при печати — полностью открыта.
▍ А как же печатать правильно?
Тем не менее, несмотря на успех этого мероприятия, подобное занятие — это всё-таки «натягивание совы на глобус», но всё равно может пригодиться в ряде ситуаций из-за своей простоты и скорости получения результата, так как стандартные материалы для 3D печати всё-таки предназначены для другого…
Так уж случилось, что много лет назад мне пришлось поработать в компании — крупном производителе спортивной одежды, и для детального ознакомления со всеми техпроцессами производства подобной одежды я был откомандирован на месяц на производство, где пошагово ознакомился с ними, в частности, с этапами нанесения изображений на одежду.
Ввиду давности лет, некоторые детали я могу исказить или отразить недостаточно верно, но в общих чертах способы нанесения изображений на ткань можно классифицировать следующим образом:
- Вырезали наклейку на плоттере из специального клеящегося материала, приклеили на одежду, используя термическую плиту (грубо говоря, тот же самый утюг, только квадратный и размер стороны квадрата составляет около 40 см).
- Трафаретная печать с использованием шелкографии: исторически самый древний способ, который применялся ещё в Древней Японии (понятно, что с использованием более примитивных технологий). Представляет собой продавливание краски сквозь сетку с использованием широкого шпателя с наложенным трафаретом (раньше сетка делалась из шёлка, отсюда и пошло название этого метода). Чем больше число нитей в сетке, тем большего разрешения изображение можно получить с его помощью, так как мелкая сетка может поддерживать мелкие детали трафарета.
- Вкратце, процесс нанесения изображения с использованием шелкографии можно изобразить в виде следующей схемы (кликабельно):

- Изготовление наклеек с использованием шелкографии (используются все технологии предыдущего метода, однако изображение многослойно наносится на вощёную бумагу. В дальнейшем в нужный момент изображение может быть перенесено на одежду с использованием обычного бытового утюга).
- Термотрансферное окрашивание: на струйном принтере, на вощёной бумаге, так называемой, сублимационной бумаге (на её глянцевой стороне) распечатывается рисунок. Далее берётся элемент одежды из искусственных волокон (если правильно помню, вискоза), на него накладывается бумага с распечатанным ранее на ней рисунком, таким образом, чтобы в самом низу лежала ткань, а поверх неё — распечатанная бумага рисунком вниз. Весь этот «бутерброд» далее кладётся в специальный нагревательный пресс, у которого верхняя часть является, по сути, большим утюгом (обычный его размер что-то около 1х1.5 м). Верхняя часть пресса опускается и придавливает ткань. В таком сжатом и нагреваемом состоянии ткань выдерживается положенное по техпроцессу время. В течение этого времени происходит перенос краски с бумаги на ткань. Причём не просто перенос, а сцепление с волокнами одежды на химическом уровне. Подобного типа одежду вы могли видеть — она широко используется в спорте: одежда футболистов, хоккеистов и т. д. Она обладает исключительной стойкостью к неблагоприятным факторам — многочисленным стиркам, поту и т. д., так как изображение на химическом уровне окрашивает волокна. Кроме того, так как изображение не наложено сверху, а стало частью одежды, гибкость одежды сохраняется на изначальном уровне и подобное изображение совершенно не боится изгибов, надломов.
Выжигание лазером и прочие экзотические способы не рассматриваю, т. к. в рамках этой статьи это слишком далеко от сути дела.
Из всех этих перечисленных выше методов, нас больше всего заинтересует шелкография.
Для шелкографии используются разные краски, хорошая таблица по которым показана ниже:
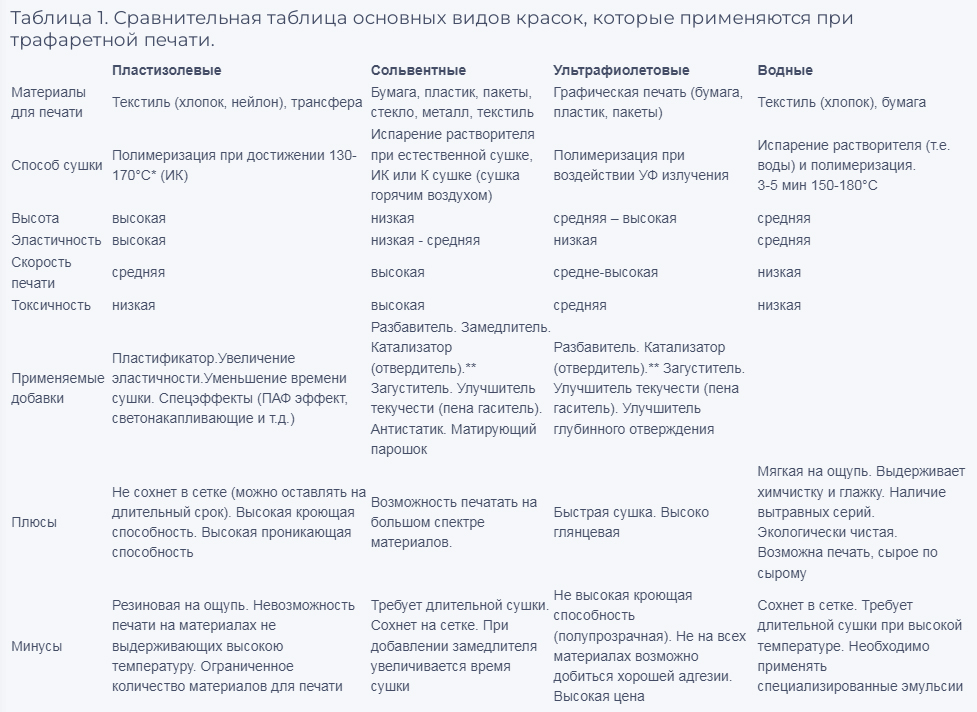
При выборе краски для печати по определённому объекту, ориентируются не только на соответствие краски и материала объекта (что и показано в таблице), но и на то, может ли краска «немного разрушить» материал основы. Для чего это нужно: если краска может частично растворить материал основы и только после этого застывает, это обеспечивает лучшую адгезию.
Из таблицы выше нас больше всего заинтересуют так называемые «пластизолевые» краски. Вкратце они представляют собой резиноподобную субстанцию, густотой похожую на майонез.
После полимеризации они образуют на поверхности толстый резиноподобный слой, который хорошо перекрывает материал ткани (то есть, ткань не просвечивает сквозь изображение, а само изображение яркое, контрастное). Но не нужно бояться этого определения – вы в изобилии видели отпечатки, сделанные такой краской: разнообразные подростковые футболки с изображением музыкальных групп во всю грудь и т. д.
Ещё одним замечательным свойством этих красок является то, что они совершенно не сохнут на воздухе! Как можно видеть по таблице, они сохнут (то есть полимеризуются), только при диапазоне температур от 130 до 170 °С.
В промышленности для сушки отпечатков, сделанных подобной краской, используются туннельные инфракрасные сушки, которые представляют собой туннель, сквозь который ползёт лента транспортёра. На неё кладётся, например, футболка и она медленно проползает сквозь туннель, содержащий нагревательные элементы. В результате чего происходит полная полимеризация краски. Длина тоннеля составляет приблизительно 2-2,5 м. Футболка сквозь него проползает примерно за 40-45 секунд.
Таким образом, мы можем спокойно наносить эту краску, не бояться какого-либо забивания сопла, если мы каким-то образом приспособим для своих целей.
А всё-таки как же нам использовать её для печати с помощью 3D-принтера?
Представляются наиболее подходящими два способа:
- подача краски прямо в тефлоновую трубку, сквозь которую раньше подавался пруток;
- выдавливание краски из шприца, причём сам шприц подвешен с краю печатной головки (чтобы легко снимать его/менять цвет краски и, кроме того, не вмешиваться в стандартную систему 3D-принтера).
Первый способ достаточно удобный, так как вся инфраструктура для подачи краски уже присутствует, но возникнут проблемы с прочисткой всей системы (если принтер планируется использовать ещё и по прямому назначению).
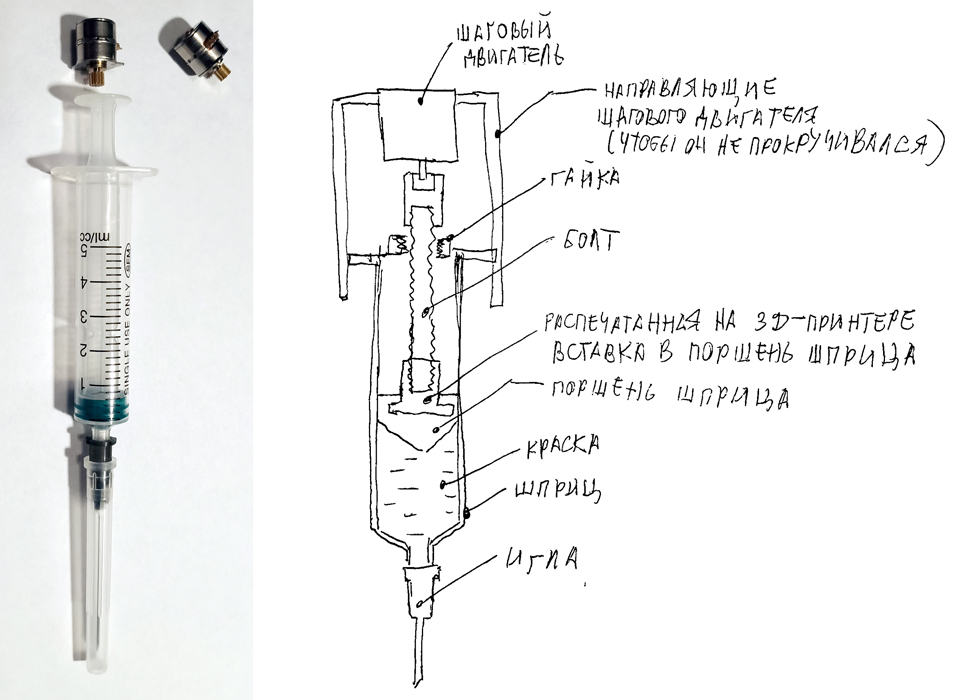
Более интересным и простым способом видится прямое выдавливание краски из шприца, используя в качестве такого выдавливающего устройства миниатюрный шаговый двигатель, например, наподобие того, который есть у меня и показан на фото ниже.
Само выдавливающее устройство может представлять собой, например, винтовой привод, который вращает шаговый двигатель.
Шаговый двигатель подключён вместо стандартного двигателя экструдера прутка. Остальные настройки остаются стандартными (возможно только придётся увеличить откат, так как для соответствующего смещения поршня шприца, раз мы используем винтовой привод, вероятно, потребуется повернуть его на большее число витков):
Кроме того, теоретически можно попробовать использовать подачу в одно сопло краски разных цветов из нескольких шприцев. А полимеризацию краски производить прямо тут же, используя горячий обдув (то есть модифицировать стандартную систему обдува принтера, чтобы она дула горячим воздухом на рабочий стол, по логике: «нанесли один цвет — подсушили, следующий цвет — подсушили, и т. д.).

Изначально мне казалось хорошей мыслью использование самодельного перистальтического насоса для подачи краски в сопло:
Но сейчас я так не думаю. Почему: недостаточно точный контроль подачи. Проще говоря — будут капли и полоски на поверхности там, где не надо, и их не будет там, где надо. А плунжерный принцип (как у шприца) позволяет более точно контролировать весь процесс (тем более, учитывая точность винтового привода).
Думаю, что для среднестатистических домашних задач подача с помощью шприцев является вполне достаточной и запаса краски в шприце хватит для этого. В крайнем случае, можно взять шприц размером „на слона“ :-)
Или, если уж так хочется, поставить винтовой насос, со шнеком, как у мясорубки (только шнек весь округлый, как бы из сплавленных друг с другом шаров) — они как раз и предназначены для перекачки вязких субстанций консистенции майонеза (там есть свои нюансы, поэтому рекомендую при наличии интереса погуглить, как устроены промышленные винтовые насосы).
В качестве итога хочется сказать, что 3D-принтер любого энтузиаста — это не только источник распечатанных 3D-объектов, но также может быть использован и как способ нанесения изображений на ткань, позволяющий избежать множества промежуточных этапов, которые присутствуют при стандартной технологии нанесения изображений и отличаются использованием специальной промышленной химии, дороговизной, потребностью в соответствующем помещении, большими затратами времени. Используя же 3D-принтер описанным выше способом, можно попробовать избежать всего этого.
???? Голосуй за нас на премии «ЦОДы РФ»!

Комментарии (29)

Grey83
00.00.0000 00:00Более интересным и простым способом видится прямое выдавливание краски из шприца, используя в качестве такого выдавливающего устройства миниатюрный шаговый двигатель, например, наподобие того, который есть у меня и показан на фото ниже.
Можно попробовать задействовать привод головки от старого 3.5" флопповода (хотя длины винта может и не хватить) или оптического дисковода (тут винт у шагового двигателя должен быть несколько длиннее).


Habivax
00.00.0000 00:00+1Такую же задачу, как Вы со шнековой печатью краской, пытаются решить для нанесения паяльной пасты на печатные платы производители станков для прототипирования. Недавно тут была подробная статья про станок немецкого производителя. Результат на мой взгляд как-бы не очень, несмотря на все старания шелкография через тонкий лист нержавеющей стали с вырезанными лазером отверстиями вне конкуренции. В статье подробно этот процесс расписан начиная с калибровки размера точки. Очень нестабильно, много различных факторов надо учитывать.
Сначала подумал что Вы попытаетесь сделать сетку для шелкографии на 3D-принтере. А резиноподобным пластиком печатать не пробовали?

DAN_SEA Автор
00.00.0000 00:00Ну, тут ведь для "красивости". А для этой цели - точность "плюс минус километр" - вполне годится ;-). Резиной не печатал ёще никогда - у меня же 3d принтер с боуденом. А он не дружит с резиной. Есть простой ап как это исправить - но руки не доходят. Соответственно - сижу без печати резиной (и не сильно горюю, надо сказать :-)).

dlinyj
00.00.0000 00:00+3Кстати, весьма достойное исследование. Снимаю шляпу, сам задумался попробовать.


vconst
00.00.0000 00:00Предполагаю, что если погрузить участок ткани с надписями в ванночку с ацетоном и выдержать там около минуты, а после чего высушить на воздухе, адгезия была бы совсем прекрасной.
Сомневаюсь, что тут имеет место адгезия. По моему буквы просто "вплавились" в ткань, фактически — это армирование

buldo
00.00.0000 00:00Хм, 210 градусов на сопле. Не пробовали поднимать температуру? Интересно, что будет на 260-280 градусах
DAN_SEA Автор
00.00.0000 00:00У меня с этим беда - уже 210 градусов для моего принтера на грани фола (по опыту) - начинает с дикой скоростью расти нагар внутри сопла и его проходимости может не хватить даже на 1 печать (когда модель печатаешь). А тут, надписи - печатаются быстро по идее...Может и хватить. Но не пробовал.

redwooder
00.00.0000 00:00+1У вас на заглавной картике показан процесс нанесения краски через сетку с помощью ракеля. Ракель, это та штуковина, которую на картинке держат две руки. Не широкий шпатель:))
Если вы внимательно всмотритесь в изображение и проанализируете процесс, то вам станет понятно, что краска ракелем выдавливается через сетку на материал. И если печать происходит на ткани, то краска одновременно еще и вдавливается ракелем в поверхностный слой. Т.е. проникает в структуру ткани. Если печать ведется водными красками, то краска прокрашивает тканевые волокна. И напечатанное изображение на ткани водными красками не ощущается на ощупь.
Если печать ведется пластизолевыми красками, то жидкая краска также вдавливается ракелем в поверхностный слой ткани. После этого напечатанное изображение под действием температуры полимеризуется (вулканизируется, запекается) и становится на ощупь как резина.
В ваших фантазиях пластизолевая краска не вдавливается в поверхностный слой ткани, а накладывается на него. Проникновения в волкна нет, поэтому адгезия будет близка к 0.
Вот посмотрите с каким давлением проходит ракель по сетке https://www.youtube.com/watch?v=b6Mdu3VceGIDAN_SEA Автор
00.00.0000 00:00Спасибо за подробный комментарий. Да, я в курсе про ракель. Просто я писал для тех, кто "совсем не в теме", чтобы им было понятно.
Насчёт не вдавливается: тоже знаю ;-) Я в описании сконцентрировался на другой стороне: что пластизолевая краска на поверхности образует слой, который ощущается как наложенный, если сравнивать с термотрансферным окрашиванием волокон. Вот о чём шла речь.

1Fedor
00.00.0000 00:00+3Возникла такая мысль, что бы краска прилипала к ткани надо создать разность потенциалов, от батареи(выпрямителя) подать (-) на краску, просто опустив провод в краску, на на стол (ткань) (+).
А что бы надписи колом не стояли писать точками, как в матричном принтере.

tormozedison
00.00.0000 00:00Точно, точками, ткань останется гибкой почти как до печати, заодно как пиксель-арт будет смотреться.

hbrmrk
00.00.0000 00:00Недавно Sophy Wong была в Tested (Можно прыгнуть на 14.10)
https://www.youtube.com/watch?v=JpykcHoEYGAИспользуют PLA, TPS. Подробностей режимов печати в видео нет, но может где-то можно найти
tormozedison
00.00.0000 00:00Интересный опыт, вот ещё один:
https://m.youtube.com/watch?v=6y_ahDRboFU
Только потом сверлить и пилить такое нельзя без СИЗОД.
KVetal
00.00.0000 00:00А почему именно абс? Попробуйте что-то из флексов, мне кажется TPU подойдёт лучше, и возможно подогрев стола все же включить.

herrmannelig
00.00.0000 00:00Довольно странный отзыв по ацетонам. У меня стоит химически чистый ацетон, воняет он абсолютно так же, как и простецкий из строймага.
А вот про нерастворяющие ABS суррогаты здесь был пост, да.
AlexPost
00.00.0000 00:00Я думаю изначально пластик был выбран самый неподходящий из возможных. Даже PLA или PET-G дали бы более приемлемый результат. ABS же сам к себе то плохо липнет, не то что к ткани. Но самый подходящий кандидат - это Flex, он же TPU. Очень липкий в горячем состоянии и очень прочный но в тоже время гибкий в холодном. Я думаю надписи из флекса отлично прилипнут и переживут не одну стирку, нужно просто подобрать параметры. Один только нюанс может все испортить - в горячем состоянии flex весьма соплив, нужно обязательно поднимать сопло при перемещении от буквы к букве, чтоб сопли не испортили изображение.
Так что жду продолжения :)
RealBeria
сомнительный способ, думаю телу будет тактильно не комфортно там, где в ткань будут впечатаны твердые куски пластика ...
DAN_SEA Автор
При этом способе - до внутреннего слоя, касающегося тела - не пропитывается ткань (впрочем, как и при шелкографии). Т.е. до тела не касается совсем.
Grey83
Можно печатать эластичным пластиком. Да и нередко продаются футболки с нанесёнными на них надписями сделанными из какого-то полимера (только они, видимо, каким-то термоклеем наносятся на материю, т.к. со временем отпадают).
DAN_SEA Автор
Думал над этим. Однако, учитывая, что банка пластизолевой краски (примерно 2 л, самая дешёвая, при беглом гуглении) - стоит порядка 2 тыр. - смысл заморачиваться со спец.пластиками отпадает на корню :-) Можно прям сразу печатать 1 в 1 по технологии, как делают на футболках обычно.
То, что отпадает, - это обычно наклейка, вырезанная на режущем плоттере и прикленная описанным в статье квадратным профессиональным "утюгом". Наблюдал такое воочию на производстве.
tormozedison
А кто сказал, что ткань - это обязательно на тело? На громкоговоритель можно ещё, например.