

С каждым годом домашние 3D-принтеры становятся всё проще в использовании, быстрее и функциональнее. Постепенно увеличивается список материалов для печати. Не за горами то время, когда можно будет дома печатать металлические и стеклянные изделия, а не только пластиковые.
Ещё большую революцию 3D-печать обещает совершить в промышленности и строительстве. Сейчас 3D-принтеры практически повсеместно используют для прототипирования, а в будущем наверняка начнётся и массовое производство высококачественных изделий.
Поскольку домашние «любительские» 3D-принтеры становятся всё лучше, встаёт интересный вопрос: насколько домашнее качество печати отличается от промышленного? Именно таким вопросом задался американский инженер и энтузиаст 3D-печати Майк Скшипчак (Mike Skrzypczak). За образцом он отправился в производственную лабораторию компании Caterpillar, одной из ведущих корпораций по производству крупной спецтехники.
В лаборатории установлен очень дорогой принтер Stratasys Fortus 380 MC стоимостью примерно $200 000. Этот принтер высотой 2 метра предназначен для изготовления износоустойчивых прототипов, которые соответствуют по характеристикам конечной продукции, а также различных производственных инструментов и производственных деталей, выдерживающих высокое давление.

Принтер Stratasys Fortus 380 MC
Промышленный принтер печатает семью типами термопластика: ABS-M30; ABS-M30i; ABS-ESD7; ASA; материал PC-ISO в белом и полупрозрачном цвете; PC; FDM Nylon 12. Согласно официальным техническим характеристикам, толщина слоя составляет 0,330 мм, 0,254 мм, 0,178 мм или 0,127 мм.
Для образца печати Майк взял реальную деталь — вспомогательное приспособление для прокладки шлейфов при изготовлении электронной аппаратуры. Раньше такие формы изготовляли на прессе методом формовки, но сейчас для этого отлично подходит 3D-печать.
Итак, потягаться с промышленным монстром попробует Lulzbot Taz 5 3D с розничной ценой около $2200.

Принтер Lulzbot Taz 5 3D
Stratasys Fortus 380 MC напечатал деталь из пластика ABS, со 100% заполнением, при стандартной толщине слоя и нормальными установками по умолчанию. Майк говорит, что на фабрике его не допустили непосредственно к машине, поэтому он не может рассказать во всех подробностях о параметрах печати. В лаборатории просто сделали эту деталь по его просьбе, ну и на этом спасибо.
На домашнем принтере инженер использовал филамент HIPS, печать осуществлялось соплом диаметром 0,5 мм, с толщиной слоя 0,1 мм, 25% наполнением, с четырьмя верхними и нижними твёрдыми слоями, скоростью печати 45 мм/с и стандартным ускорением, температурой экструзии 240°C. температурой рабочей поверхности 110°C и шириной экструзии 0,6 мм.
Вряд ли такой тест можно назвать стопроцентно корректным. Нам неизвестны точные параметры печати на промышленном принтере. К тому же, инженер почему-то использовал другой филамент HIPS, хотя домашний принтер может печатать тем же ABS, и заполнение 25% вместо 100%. В общем, это весьма поверхностное сравнение, но всё равно довольно любопытное.
Печать изделия на обеих машинах заняла 18 часов. Итак, что же получилось?
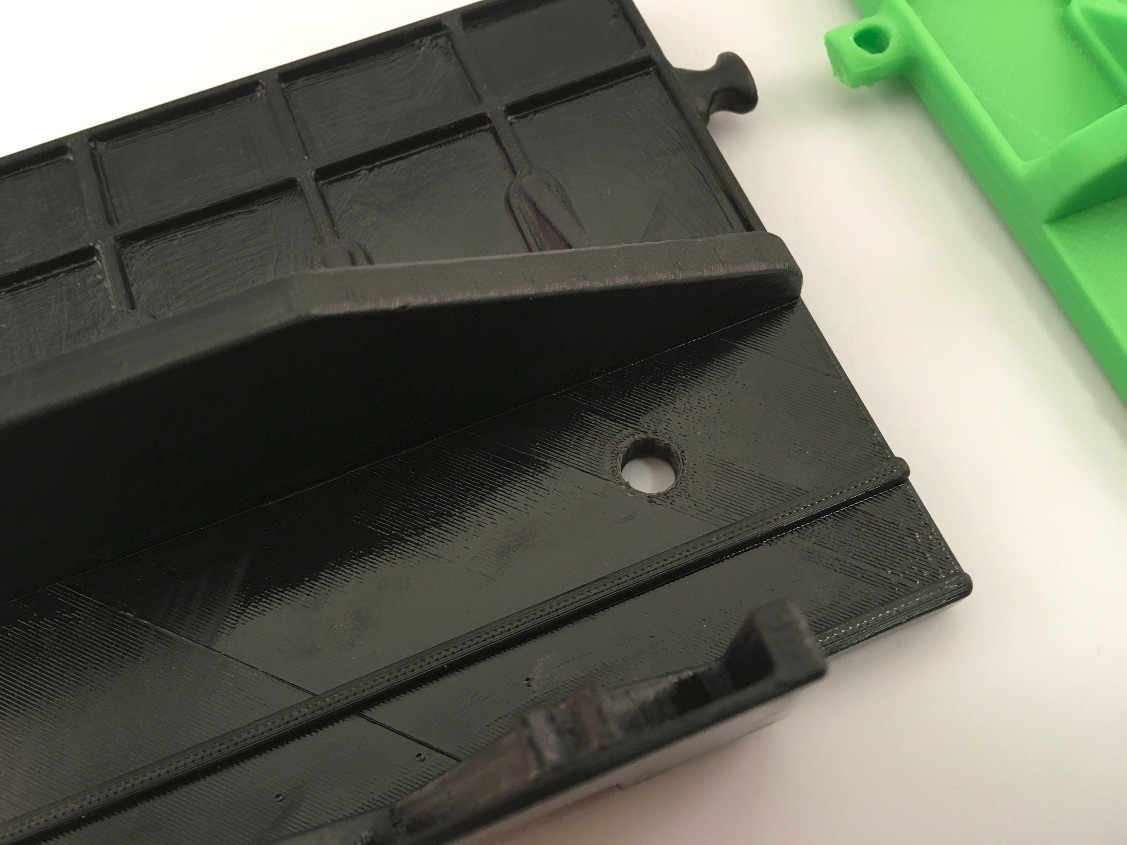
На фотографиях две детали легко различить, потому что промышленная деталь чёрного цвета. Экспериментатор максимально очистил детали от излишков материалов — и начал фотографировать.
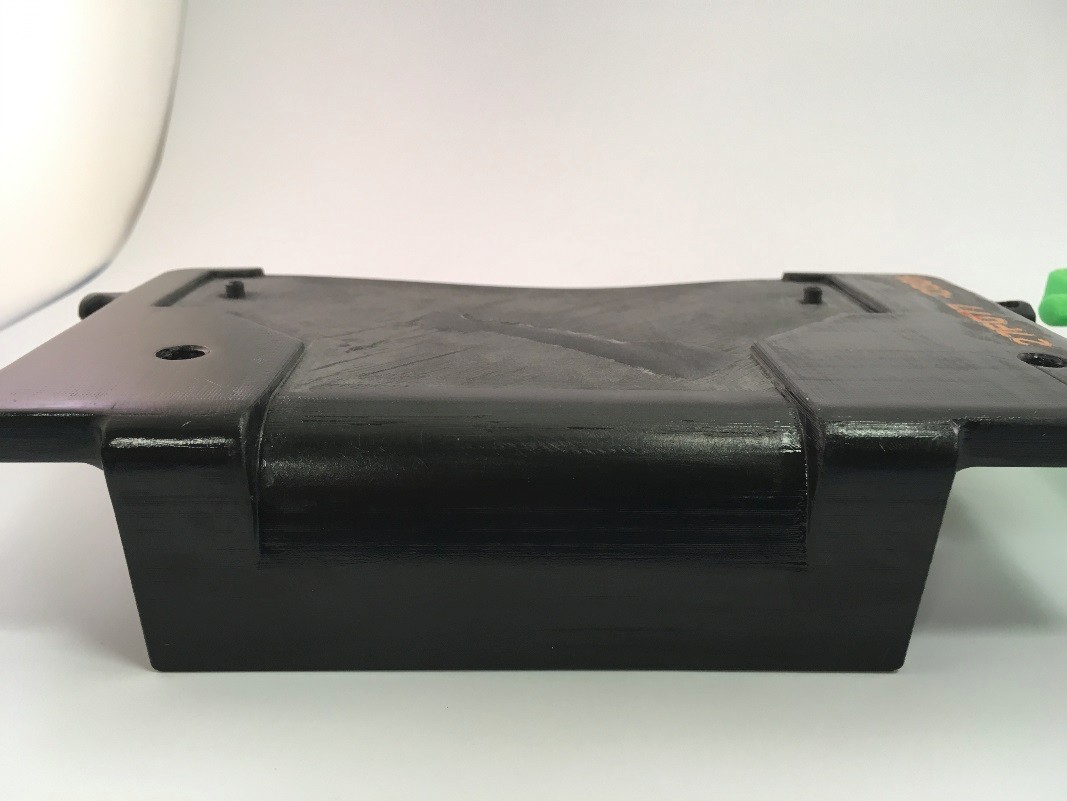
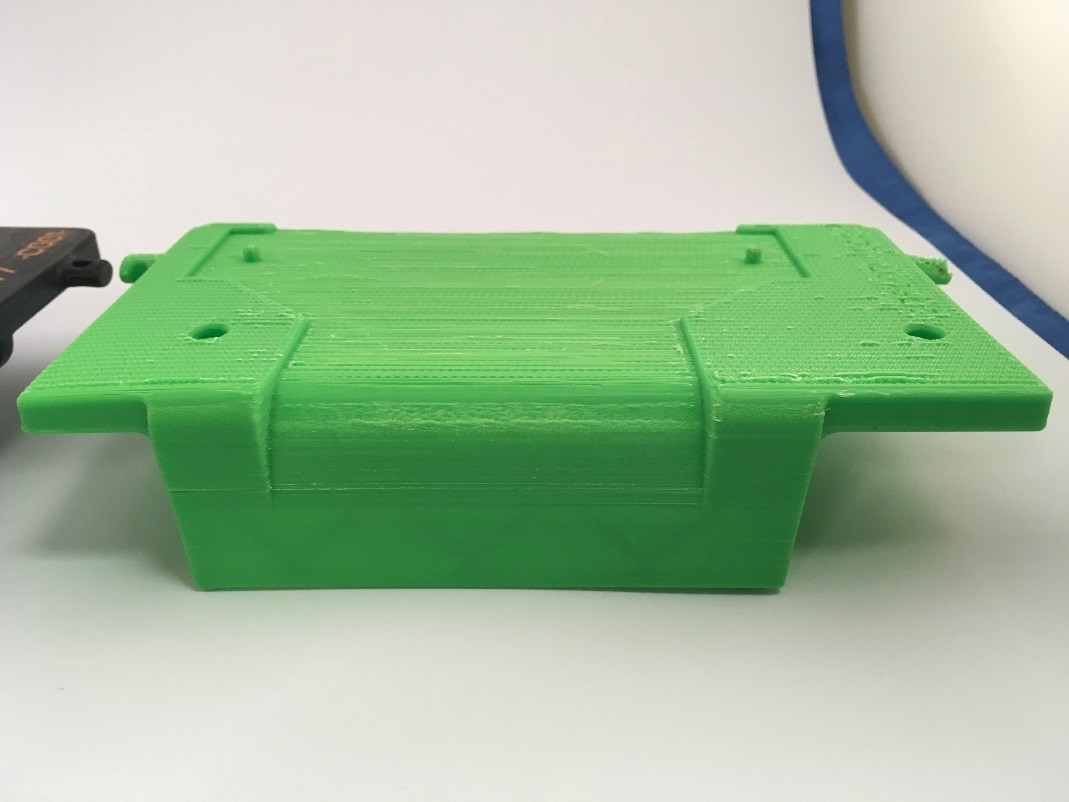
Если внимательно присмотреться, то разница всё-таки становится заметна. Изделие Stratasys Fortus 380 MC получилось немного качественнее, но разница не столь радикальна, как вы могли бы подумать.
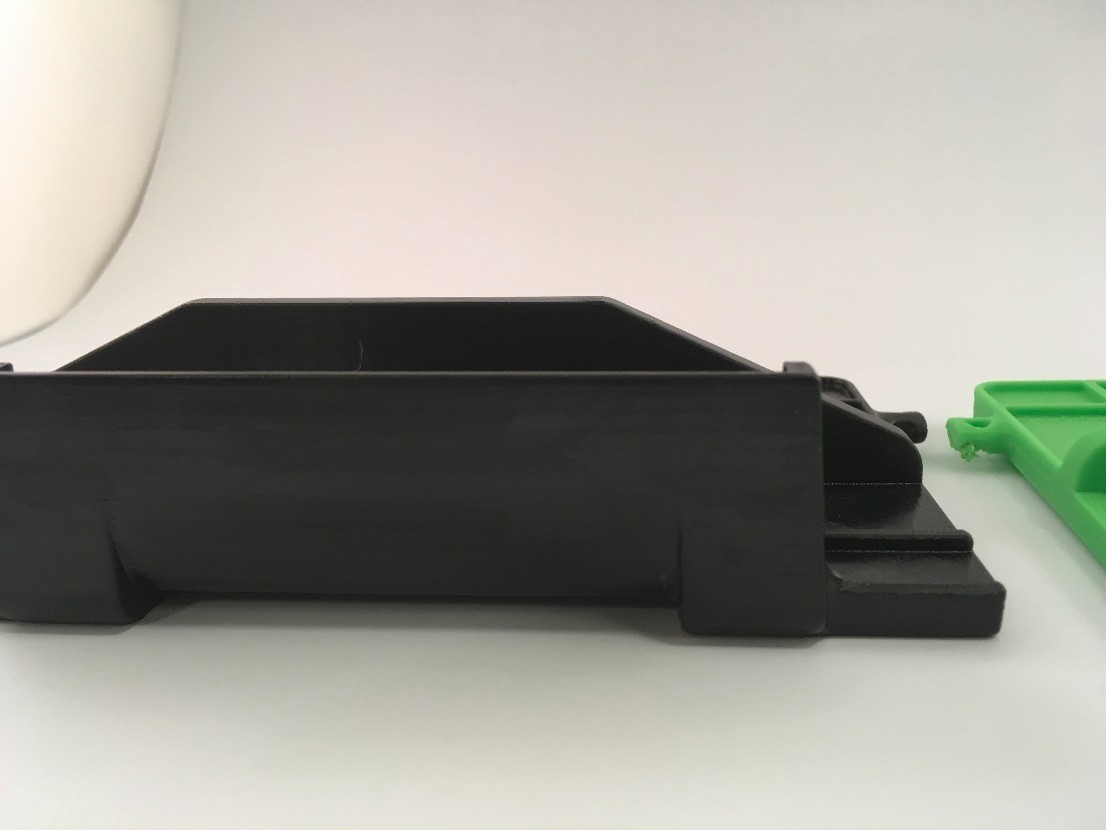
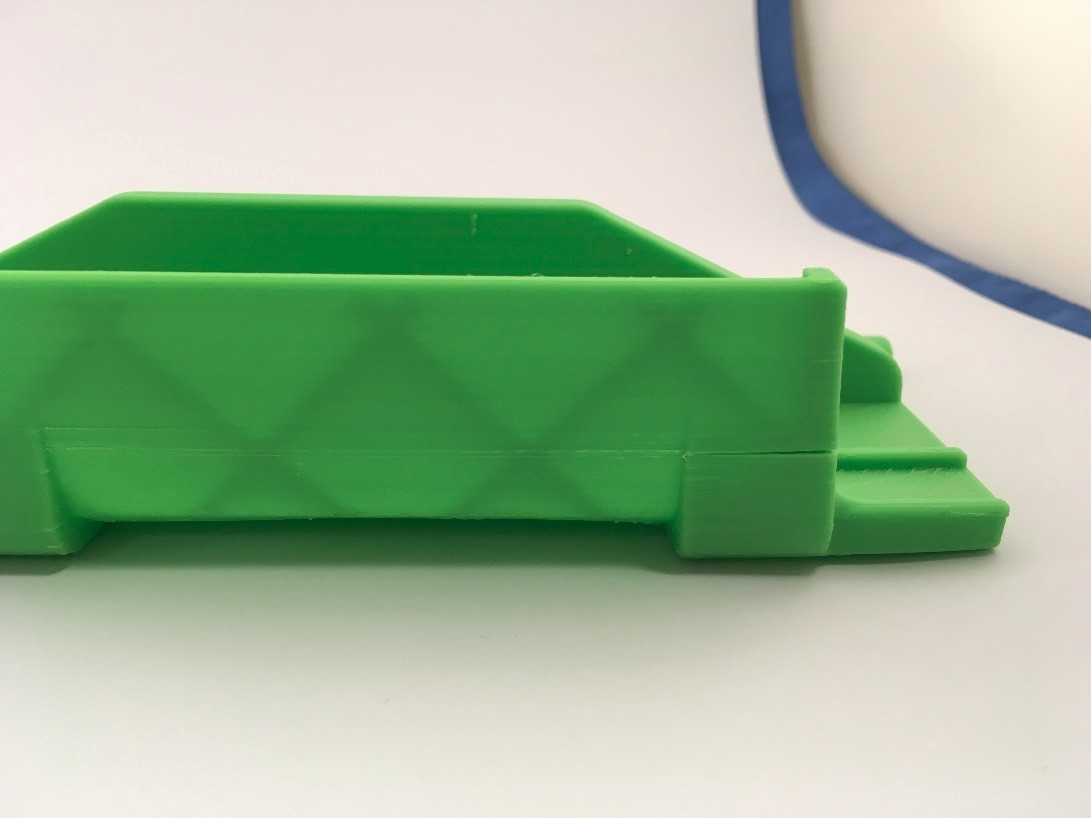
Майк Скшипчак тщательно исследовал отдельные элементы двух деталей. Например, монтажный выступ на краю формы. Энтузиаст посыпает голову пеплом, потому что не предусмотрен адекватную поддержку для таких выступающих частей, которые печатал на домашнем принтере. Поэтому монтажный выступ на детали с домашнего принтера напечатался не полностью. Но его верхняя часть, которая напечаталась нормально, не уступает по качеству детали с промышленного принтера.
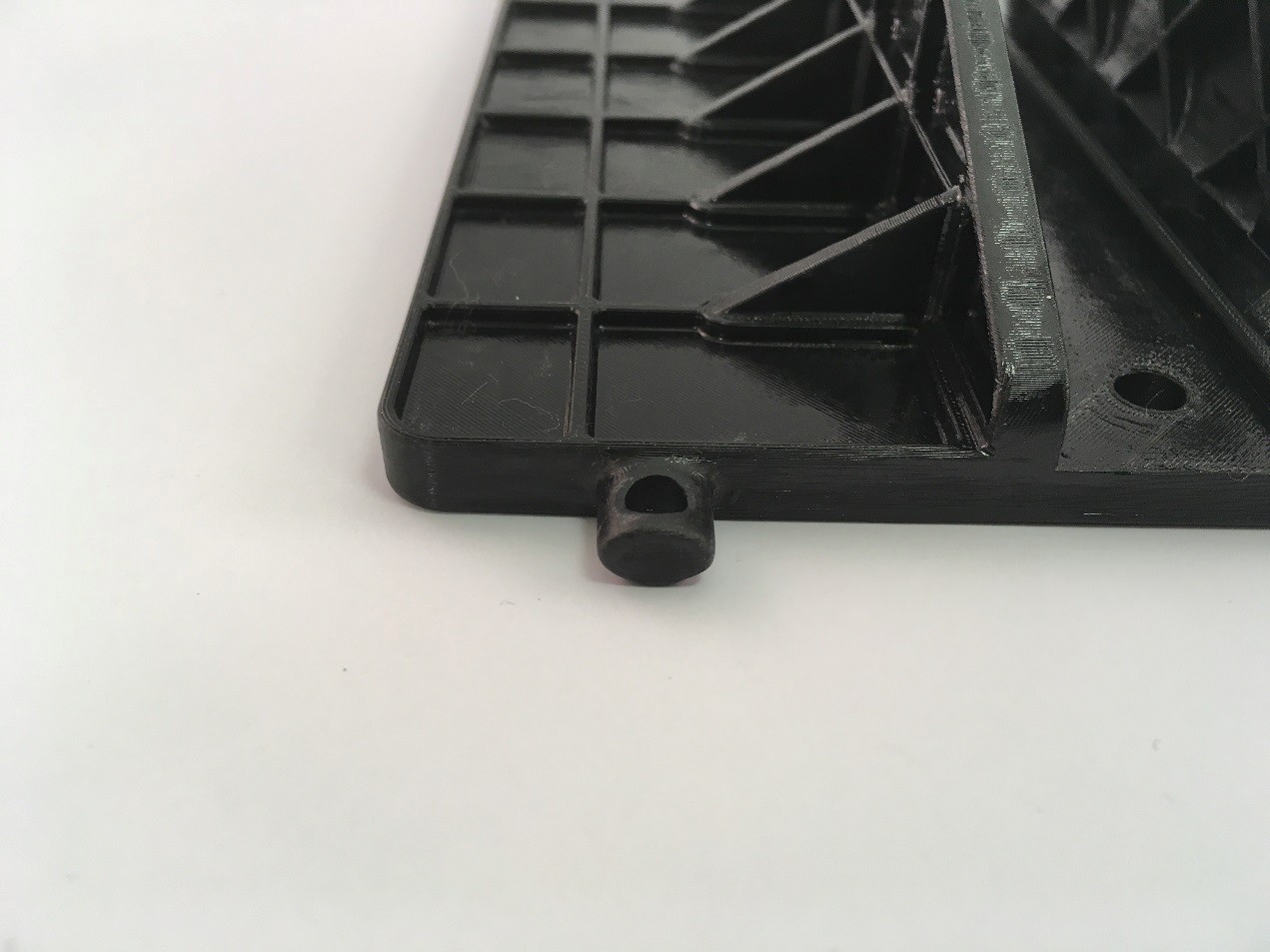

Ещё один фрагмент, который он исследовал подробно — монтажные отверстия и окружающая их часть деталей. Здесь можно заметить, что в «домашнем» варианте вокруг монтажного отверстия присутствуют небольшие разрывы в верхних слоях печати. Он говорит, что если бы печатал деталь заново, то сделал бы в два раза больше твёрдых верхних и нижних слоёв, чтобы устранить этот артефакт. Просто слои слишком тонкие, поэтому четырёх, как видим, оказалось недостаточно.

В целом же, на вышеуказанных фотографиях разница в качестве деталей не сильно отличается и не является критичной.
Часть детали, где самая большая разница в качестве печати — это нижняя поверхность, которая соприкасается с поддержкой. Энтузиасты 3D-печати хорошо знают, что поддержка портит поверхность, который соприкасается с ней, поэтому желательно минимизировать её количество (см. статью «10 правил подготовки модели к 3D печати»).
Так вот, любительский принтер делает поддержку из такого же материала, из которого изготовлена сама деталь, со всеми вытекающими последствиями: массой заусенцев и неровных участков, которые остаются на поверхности. В профессиональном принтере Stratasys Fortus 380 MC поддержка изготавливается из отдельного разлагаемого материала. Он растворяется в специальном солевом растворе и просто смывается. Вот здесь мы и видим большую разницу в качестве изделия.

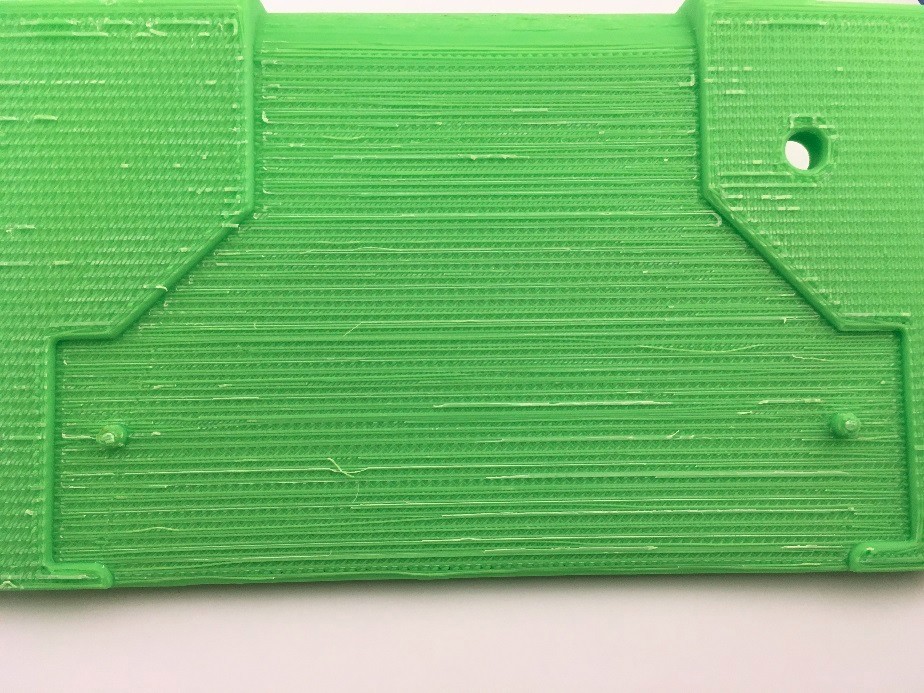
Независимо от качества самой печати, именно метод химического удаления поддержки, сделанной из другого материала, обеспечивает лучшее качество на отдельных частях поверхности детали.
Деталь с любительского принтера, видимо, необходимо тщательно шлифовать, чтобы добиться такого же качестве на этих участках. Или сделать небольшой апгрейд. К принтеру Lulzbot Taz 5 3D примерно за $500 можно докупить печатающую головку, которая тоже способна печатать поддержку из растворимого материала. Полтысячи долларов — конечно же, немалая сумма, но всё равно её не сравнить с $200 000 за профессиональную машину Stratasys.
И ещё на «любительской» детали инженер обнаружил один дефект, который отсутствует на промышленном принтере. Отдельные фрагменты заготовки не склеились нормально: на фотографии видна горизонтальная линия между ними.
Несмотря на это, обе детали могут нормально выполнять свою функцию, то есть использоваться для прокладки шлейфов при изготовлении электронной аппаратуры.
Конечно, если посмотреть на фотографии отдельных фрагментов, то разница в качестве очевидна, и кто-то может сказать, что профессиональный принтер печатает намного лучше. Но на практике это не такие уж и существенные отличия, говорит Майк Скшипчак.
Вполне вероятно, что более опытный мастер мог бы напечатать ту же самую деталь гораздо лучшего качества, чем это получилось у Майка.
Да он и сам признаётся, что если немного изменить настройки печати и применить пару трюков, то мог бы добиться лучшего качества изделия и устранить проявившиеся дефекты. То есть здесь опять многое зависит не только от принтера, но от ровных рук и опыта мастера, который печатает деталь. Это мастерство приходит с опытом.
Хотя деталь у него не очень получилась, Майк подчёркивает, что в реальной работе обе детали совершенно идентичны, то есть ему нет разницы, какую из них использовать со шлейфами для электроники. Таким образом, оба принтера великолепно справились со своей задачей и отлично подходят для использования в работе, то есть для изготовления оригинальных деталей. Если здесь нет особой разницы, то трудно придумать оправдание для покупки принтера, который примерно в 90,9 раз дороже.
Сейчас инженер планирует провести ещё несколько сравнительных тестов на координатно-измерительной машине и проверить, насколько две детали точно выполнены геометрически. Есть подозрения, что именно в этом тесте промышленный принтер покажет, почему он так дорого стоит.
В общем, даже из этого эксперимента можно сделать вывод, что «любительские» принтеры не так уж и сильно отстают по качеству печати от профессиональных промышленных машин, в сто раз более дорогих. Многое зависит от опыта и мастерства инженера, которые знает, каким образом напечатать конкретную деталь лучше всего, как избежать наиболее вероятных дефектов.
Комментарии (57)

webzuweb
11.07.2016 18:23+5можно сделать вывод, что «любительские» принтеры не так уж и сильно отстают по качеству печати от профессиональных промышленных машин, в тысячу раз более дорогих
за $2200 и за $200000
В 100 раз, даже, я бы сказал в 90,90909090909091 раз

Priapus
11.07.2016 18:47+11Надо еще больше упоминаний Lulzbot Taz 5 3D в тексте! А то мы не поняли сразу. Еще в заголовок нужно вставить Lulzbot Taz 5 3D. Ведь все должны знать насколько Lulzbot Taz 5 3D хорош. Запомните это название: Lulzbot Taz 5 3D!

Vanger13
11.07.2016 19:01+5Вы что-то перепутали. В статье ясно сказали что его качество хуже чем Stratasys Fortus 380 MC, так что это скорее неявная реклама как раз Stratasys Fortus 380 MC.
Ну и еще раз, на всякий случай: Stratasys Fortus 380 MC.
soshnikov
12.07.2016 00:57+8Я протянул ему бутылку «Оболони». Не выдержал и спросил:
– Слушай, что ты все время берешь это пиво?
– Мне у них рекламная стратегия нравится, – усмехнулся Котя. – Представляешь, они писателям-фантастам предлагают упоминать в книжках пиво «Оболонь».
– И что?
– Ну, если в книжке десять раз будет упомянуто слово «Оболонь», то автору выплачивают премию. Прикинь?
– Так просто? – восхитился я. – «Оболонь», «Оболонь», «Оболонь» – и все?
– Десять раз подряд «Оболонь», – подчеркнул Котя. – Не меньше.
– А что такое вообще «Оболонь»? – спросил я.
– Болотистый берег реки.
– Серьезно? То есть «Оболонь» – это пиво из болотной воды?
– Но ведь вкусно же!
Спорить я не стал.
nafikovr
12.07.2016 07:57+4девять же? или я одно раза не досчитался?
soshnikov
12.07.2016 10:33+3— Знаете, тетя Салли, а все-таки ложек только девять. Она говорит:
— Ступай играть и не приставай ко мне! Мне лучше знать, я сама их считала.
— Я тоже два раза пересчитал, тетя, и все-таки получается девять.
Она, видно, из себя выходит, но, конечно, стала считать, да в всякий на ее месте стал бы.
— Бог знает, что такое! И правда, всего девять! — говорит она. — А, да пропади они совсем, придется считать еще раз!
Я подсунул ей ту ложку, что была у меня в рукаве, она Пересчитала и говорит:
— Вот еще напасть — опять их десять!
:)))))
niknamezanat
12.07.2016 11:29+4Цитата не полностью:«Мы взяли по бутылке пива (Котя хмыкнул, когда я без вопросов купил ему его любимую «Оболонь», а себе — нормальный «Туборг»), и я начал рассказ. Ничего не утаивая...»

LLWE_FUL
12.07.2016 14:37-2Это цитата из Лукьяненко (кажется, из «Спектра»). Он специально только 9 раз упомянул, чтобы читатели не подумали, что он рекламирует пиво :)
zkolja
12.07.2016 16:21Согласен — похоже на пиар промпринтера — у Stratasys Fortus 380 MC есть русскоязычная страничка.
а название конкурента — лулз бот таз говорит нам, что он сделан по приколу концерном АвтоВаЗ? :)


eta4ever
11.07.2016 18:57Кстати, да, в прошлый раз «таз» был на уровне ультика, теперь на стратасис замахнулись. Растут ребята.
SONce
11.07.2016 19:28+6Как отвратительно откалиброван его принтер. Да какой там откалиброван, он ВООБЩЕ не откалиброван.
После 3х дней с пасатижами и отверткой любой домашний принтер(включая мой) печатает В РАЗЫ лучше этого убожества.
Везде струны, отслаивание, какие то непонятные бугры. Все это уходит через пару часов настройки принтера.
Ах нуда, и цена моему принтеру — 200баксов.
iOrange
11.07.2016 22:38+3Подписываюсь — напишите инструкцию по настройке, а то хочется тоже дома что-то попечатать.
soshnikov
12.07.2016 01:07+5Поддерживаю — статей о том, что 3Д рулит валом, а вот практических рекомендаций — кот в туфлю написал.
Когда фрезер заказывал, тоже все радужно казалось, а на самом деле даже на подключение и настройку потратил несколько месяцев.
Тут даже не статья, а цикл статей требуется:
конструктив: преимущества и недостатки
обзор материалов
обзор софта для моделирования и управления принтером
грабли: разновидности, модификации, тонкости
как продать принтер и начать жить полноценной жизнью :)
Tufed
12.07.2016 12:56+1последнее особенно актуально ввиду отсутствия какой-либо подтвержденной информации о том что жизнь после продажи принтера всё-таки есть.

rstepanov
12.07.2016 14:57+1Когда надоедает печатать гномиков и вазы есть два дальнейших пути — продать принтер или начать мастерить что-нибудь сложнее вешалки для зубных щёток…


roller
11.07.2016 20:03+3У него деталь не «не склеилась» а лопнула к хренам, потому что пластик такой. Именно поэтому он не печатал ABS'ом иначе бы и сравнивнивать было нечего (всю деталь бы покорежило)
ПОэтому разница между принтерами 1) в закрутой термокамере 2) в качественном пластике 3) в материале поддержки
kranky
11.07.2016 20:05+8Сравнение по одной модели нерепрезентативно и глупо. Пусть попробует напечатать модель из АБС на всю рабочую область на домашнем FDM.
Фортус компании покупают когда им нужно либо печатать большие штуковины, либо нужен жаропрочный материал.
А эта статья — как если бы автор рассказывал нам, что он успешно перевёз мешок картошки на дачу на своём старом Москвиче и искренне недоумевал, зачем же всякие дураки покупают себе Камазы.

stalinets
11.07.2016 20:17-2Интересно, даже у такого дорогого промышленного приртера всё равно видно рифлёность поверхности. А как же тогда печатали пластинку, которая даже играла музыку? Там ведь вообще точность нужна микронная.


lonelymyp
11.07.2016 20:24очень странное сравнение…
да и выбор сопла 0.5 мм при слое 0.1 мм тоже достаточно странен.

tormozedison
11.07.2016 21:39+2Обычные, двумерные принтеры зачастую превосходят профессиональное полиграфическое оборудование по качеству печати. Но при больших тиражах профессиональное оборудование оказывается выгоднее: копий в минуту больше, каждая копия дешевле, износ на одну копию меньше. При малых же объёмах, конечно, лучше использовать принтер.
С трёхмерной печатью должно, по идее, получаться примерно то же самое. Единственное отличие: в данном конкретном случае скорость печати одинаковая.
RubyFOX
12.07.2016 09:38+1Все верно. Промышленный принтер дает гарантированный результат, но не всегда он лучше того, что можно получить на домашнем после долгой настройки и подгонки параметров.
vbifkol
13.07.2016 16:38Речь не идет о сравнении принтера и типографии (технологии разные), речь идет о сравнении домашнего принтера и какого-нибудь офисного монстра. Условно, автор статьи мог бы сравнить в принтерах какой-нибудь самсунг 4100 и ксерокс 5890 в печати тестовой странички и даже получить похожий результат типа «В общем, даже из этого эксперимента можно сделать вывод, что «любительские» принтеры не так уж и сильно отстают по качеству печати от профессиональных промышленных машин, в сто раз более дорогих», забыв упомянуть что последний умеет напечатать 100 таких страничек в минуту на поганой бумаге, разложить их по копиям, напечатать обложки на плотной бумаге и переплести.
А так да, с трехмерной печатью получается то же самое: никакого сравнения нет и быть не может.


Arhitecter
11.07.2016 23:0318 часов? Немало для такой небольшой детали. Гораздо быстрее и вероятно даже качественнее отливать подобные из пластика в силиконовых формах, тем более что все материалы доступны.

Spegulo
12.07.2016 05:57+1Отливать хорошо серию, изготовление формы денег стоит. 3D принтер для прототипирования.

goodwind
12.07.2016 06:36+4Меня даже больше удивляет не соотношение размеров детали и времени, а качества и времени… печатать слоем 0.1мм соплом 0.5мм это надо быть отмороженным немношк.
Да и сравнение детали из АБС со 100% заполнением и из ХИПСа с 25% заполнением это как теплое с мягким сравнивать
RubyFOX
12.07.2016 09:39-1Вот чтобы такую форму получить, как раз и используют вначале 3D-принтер или вы думаете откуда формы берутся?

Silverado
12.07.2016 11:04+1А откуда они брались до 3D-принтеров?
RubyFOX
12.07.2016 11:123D-принтеры появились очень давно, просто патенты только недавно стали открыты. А до того вырезали из дерева, глины или архитектурного пластилина вручную.
Alexey2005
12.07.2016 13:27— А как люди считали до появления компьютеров?
— На самом деле компьютеры появились очень давно, просто тогда ещё не существовало патентной системы. Ещё в Древней Греции люди вовсю пользовались компьютерами. А до того пытались считать вручную, но вряд ли так можно посчитать что-то серьёзное.RubyFOX
12.07.2016 13:34В чем вопрос-то? Я дал ответ про технологии. Можете загуглить когда придумали 3D-принтер и посмотреть на выпускаемые в то время товары со стороны эргономики и дизайна.
vbifkol
12.07.2016 17:40В действительности раньше формы для таких изделий делались точно так же, как сейчас — на фрезерных, токарных и прочих металлорежущих станках. Делать форму на домашнем 3Д принтере можно только совсем сдуру — и качество поверхностей поганое, и точности никакой, и прочности нет.
3Д принтер может пригодиться для относительно быстрого прототипирования на дому, когда станочный парк недоступен. В реальной жизни мне проще из алюминия или модельного пластика резануть, чем ждать пока сопледав что-то нарисует.RubyFOX
12.07.2016 17:43Так про заготовки для отливки на домашних принтерах никто и не говорит. Время печати в 13 часов на проф принтере весьма странно, там обычно гораздо дольше печатается и с сумасшедшей детализацией. Домашний принтер хорошо для домашних же нужд или например на этапе разработки, чтобы смоделировать, распечатать и посмотреть как оно вообще в жизни, потом переделать, распечатать и т.д. пока не получится полностью устраивающий результат.
vbifkol
12.07.2016 18:05Это профессиональный ФДМ принтер, не лазерно-порошковый. У него и принцип работы и скорость — как у домашнего, разница в температурных режимах, а на выходе — в точности, прочности и т.д.
Про домашний для прототипирования я уже сказал: точности нет, моделировать можно что-то совсем некритичное. Если надо сопрячь 2 детали на скользящую посадку, то уже можно забывать про эти чудеса.
nafikovr
13.07.2016 07:413Д принтер отлично подходит для отливки прототипа по выплавляемой модели. пластиковый результат печати снабжается литниками и заливается составом типа гипса. после отвержения гипса этот «кирпич» прогревается до температуры при которой пластик сначала выплавляется, а потом остатки выгорают. в образовавшуюся полость льется металл.
vbifkol
13.07.2016 09:02Ээээ… это для ФДМ технологии не очень применимо, во-первых точность никакая, а во вторых пластик полностью не выгорает. СЛТ-полимеры, специально предназначенные для ювелирки, есть, но это другая опера.
nafikovr
13.07.2016 09:18для деталей типа той что в статье (сравнимые размеры и детализация) вполне применимо. Если учесть что полностью не выгорает помогают литники, из которых остатки просто вымываются металлом. Ну и никто не мешает «помочь» сгореть сделав продувку нагретой формы хотя бы воздухом
vbifkol
13.07.2016 10:21Для сравнимых размеров, точности и детализации проще вручную вылепить из пластилина или воска. Как, в общем, скульпторы/ювелиры и делали всю жизнь. Смысла в 3д принтере по прежнему не обнаруживается :).
nafikovr
13.07.2016 10:27по правильному делается штамп для выплавляемой модели, но он тоже стоит денег. а лепка же применима только для декоративных вещей типа той же ювелирки. при печати вполне можно (если учесть усадку материала) деталь укладывающуюся в несколько десяток. пары трения конечно не собрать, но все же это не лепка.
Arhitecter
12.07.2016 17:01На станке вытачивают деталь, а потом снимают с неё слепок?
nafikovr
13.07.2016 07:30зачем так сложно? сразу режут обратную модель (а на самом деле на много более сложную прессформу).

vbifkol
12.07.2016 18:00Человек совсем неразумный статью писал.
Русским языком сам же пишетЭтот принтер высотой 2 метра предназначен для изготовления износоустойчивых прототипов, которые соответствуют по характеристикам конечной продукции, а также различных производственных инструментов и производственных деталей, выдерживающих высокое давление
а смотрит не на соответствующие характеристики, а на внешний вид. Типа «в сравнении Белаза и скейтборда мы обнаружили, что ведро воды Белаз перевозит ненамного лучше, так что всего за 50 баксов Вы можете получить себе почти что Белаз».
SexTools
13.07.2016 17:57А на картинке для привлечения внимания мне больше зелёная деталь понравилась
link0ln
Если хорошо натянуты ремни, рассчитаны шпули от шаговиков с ремнем, и подобран нужный микрошаг, а то, может быть стоит для пущей вероятности еще и ремень со стальной начинкой заюзать, причем это практически не удорожит конструкцию — добиться хорошего позиционирования довольно не сложно. Довольно много китайских 3д принтаков до 20к рублей доведены до неплохих показателей точностей позиционирования как в статике, так и в динамике. И довольно много зависит от используемого пластика, у которого усадка зависит от типа, и даже цвета! А это опять же влияет на точность размеров, но и не зависит от стоимости принтера.
А если провести сравнительный анализ, то отличия лишь в:
1. В данном случае в кинематической схеме позиционирования.
2. Наличии термокамеры (как раз влияет на эффект деламинации и отлипания от стола)
3. Наличия второй головы с пластиком для поддержек, в бюджетных вариантах — либо хипс+лимонен, либо PVA+вода. И ну стоимость тоже не в 500 баков для такой реализации. Уже есть готовые проекты — бери да печатай, как пример dondolo.
edd_k
>> это либо скрытая реклама в посте, либо издевательство!!!
Мопед не Ализаров, он просто разместил объяву