

Идея создания собственного прибора, который бы выполнял функции координатно-измерительных машин (КИМ), и был бы мобильным возникла, когда разработчик столкнулся с рядом проблем, связанных со стационарностью и большим количеством механических узлов, которые затрудняли эксплуатацию металлорежущего оборудования и существенно замедляли измерения деталей во время его работы. Для этого было проведено конкурентное и патентное исследование существующих на рынке разработок.
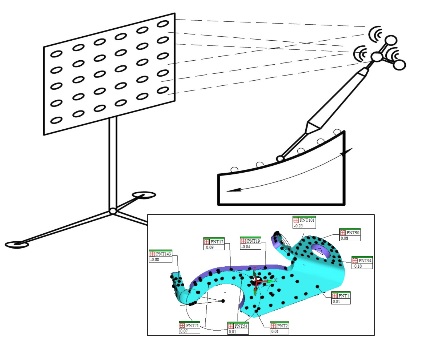
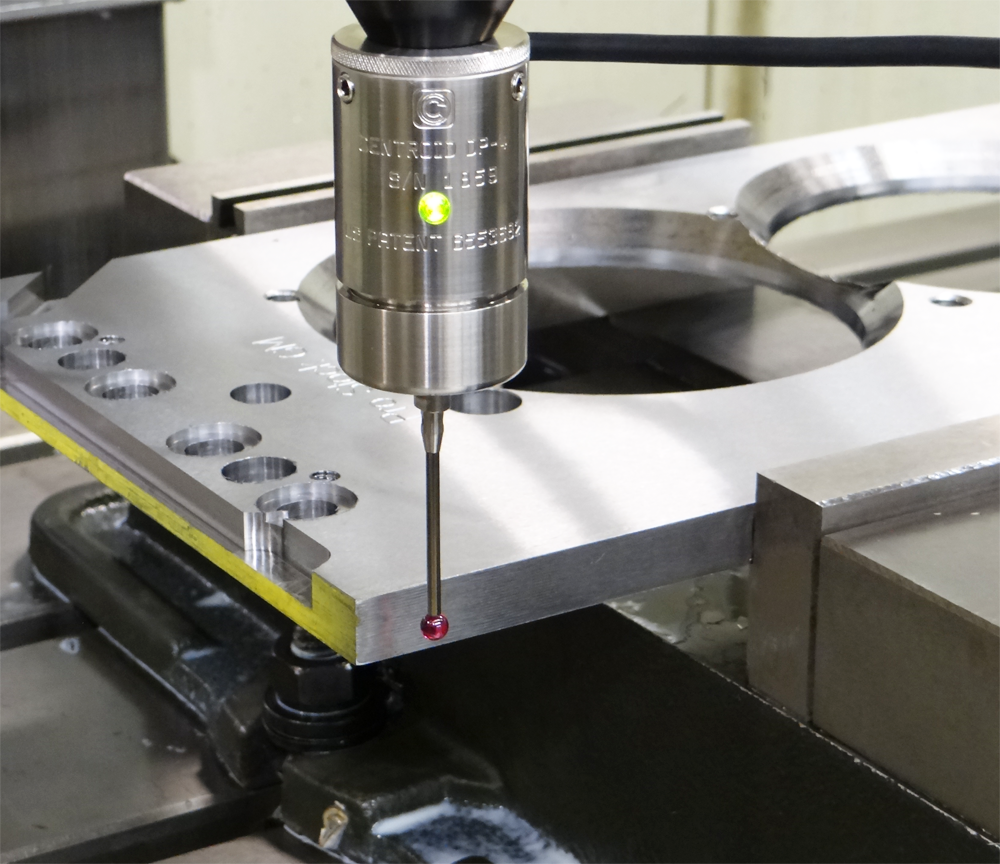
Основное предназначение прибора «СТИЛУС-КИМ» – это оцифровка геометрии деталей любой сложности в процессе их производства за короткое время и сравнение с идеальной 3D-моделью. Сам процесс происходит следующим образом: сначала мы проводим калибровку, касаясь эталонной сферы, установленной рядом с измеряемой деталью. Затем для измерения детали в ограниченном пространстве, привязав ее к системе координат по базовым поверхностям, сравниваем полученные точки касания на поверхностях с виртуальной моделью детали. Обычно 2-3 базовые поверхности достаточно измерить для привязки 3D-модели в пространстве к детали. Точность измерений составляет от 10 мкм до 100 мкм, в зависимости от измеряемой длины. Если измеряется номинальный диаметр детали 10 мм с допуском +0.1 мм, то все размеры от 10.0 до 10.1 – входящие в данный интервал считаются годными.
«Основная наша задача — сделать прибор «СТИЛУС-КИМ» как можно более простым и удобным при эксплуатации, поэтому мы сделали его в виде ручки, с возможностью управления результатами измерения с планшета или смартфона», — отмечает Александр Тигнибидин.
Преимущественные отличия прибора от лазерных измерений с автонаведением и 3D-сканером состоят в том, что механические элементы в нем минимизированы, единственная подвижная часть — контактный датчик. Главная интеллектуальная составляющая проекта — математическая модель для определения ручки в пространстве.
Основной спрос на рынке измерительных приборов создают компании машиностроительной и обрабатывающей отрасли, именно для них очень важна проверка габаритов деталей, а также скорость данной операции. Это достаточно важный момент, потому что обычно этот процесс занимает от 8 часов до 1,5 суток из-за снятия детали со станка и измерения ее в лаборатории с помощью стационарных КИМ.
Комментарии (20)



kiri
13.04.2018 15:52«Это достаточно важный момент, потому что обычно этот процесс занимает от 8 часов до 1,5 суток из-за снятия детали со станка и измерения ее в лаборатории с помощью стационарных КИМ».
Основное время процесса так или иначе затрачивается на подготовку и непосредственно проведение самого измерения. То, что вы указали — скорее всего время с учетом перемещения детали и сопровождения этого всего документально. Это актуально для крупных предприятий. У частных маленьких фирм, я думаю, с этим проще.
Вы можете привести пример, на сколько отличается время подготовки управляющих программ и пр. для традиционных КИМ по сравнению с тем, что вы предлагаете?

g000phy
13.04.2018 19:06Если, как написано, для металлообработки, то допуск 0.1 — для неответственных деталей. Это точность самого низкоточного штангенциркуля.
Хотелось бы поподробнее при сценарии испольщования.

Gryphon88
13.04.2018 19:07Это типа как в атомно-силовой микроскопии, ощупываем кантилевером, только щуп не закреплён, а держится в руке?

Andy_Big
14.04.2018 08:44В статье конкретики ноль, одна рекламная вода, а задавать автору вопросы в комментариях бесполезно, судя по его статистике комментариев. Лично у меня это вызывает сильное недоверие как к самой компании, так и ко всем ее заявлениям.
cyberly
16.04.2018 07:33из-за снятия детали со станка и измерения ее в лаборатории с помощью стационарных КИМ
Хм, кто в теме, а вот эта штука для ЧПУ разве не то же самое делает (контролирует размеры), причем без снятия детали?
Javian
Есть сомнения, что прибор пройдет поверку у метрологов.
ptica_filin
Чтобы не было сомнений, нужно изучить требования, выполнить их и успешно пройти эту проверку. Другие приборы как-то проходят.
berber
Поверка нужна только в случае, если измерения будут производиться в сферах государственного регулирования, коих сейчас 20. В остальных случая достаточно калибровки. Методику, опять же, готовит производитель, если хочет чтобы его внесли в реестр СИ.
Но тема интересная, меня всегда волнует, когда у простого 3D сканера пишут точность 0.1 мм, а по факту, как эту точность проконтролировать — производитель не знает.
mphys
Основные потребители такого оборудования как раз предприятия в сферах государственного регулирования. Без утверждения типа средства измерения и поверки такой прибор нафиг никому не нужен будет.
berber
Я имел ввиду немного другое. Поверка — это утверждение, что прибор укладывается в заданные (производителем) нормы точности, сличение результатов измерений производится с помощью эталонов более высокого класса.
Javian
Актуальный вопрос — где будет проводиться поверка и сколько она стоит. Я случайно пообщался на эту тему с метрологом и узнал массу интересного про мафию в метрологии РФ. Про то как со всей РФ приходится возить приборы на поверку только в Москву и Питер. И во сколько это обходится. При СССР поверка проходила в региональных центрах Госстандарта. А теперь эти финансовые потоки подмяли несколько организаций и монополизировали всё.
ptica_filin
Да ладно. Мы спокойно и уже много лет возим приборы в Тверь. Из Москвы.
Точнее, даже не сами возим, а к нам приходит машина из поверяющей организации, увозит и возвращает обратно.
Javian
еще не хватает «бесплатно»
ptica_filin
Нет, платно. Но про мафию впервые от Вас узнал.
Javian
Может от класса точности зависит. Мне говорили что местным оставили «бытовые приборы» «чтобы с голоду не умерли», а самое вкусное и дорогое подмяли под себя. Названия мне сказали, но мне эти институты не запомнились. Речь была о поверке эталонов и эталонных приборов 0 класса точности
mphys
Поверка проводится только для средств измерений. Сначала нужно стать средством измерения, это сложнее.