
Пока дизайнеры и инженеры добиваются успеха в 3D-печати при создании прототипов и производстве частей в малом объеме из пластиков и полимерных материалов, недавний прогресс в изготовлении деталей из металла с использованием аддитивной металлической технологии позволил создать одни из самых потрясающих 3D-напечатанных частей за всю историю 3D печати.
Интересно, что срок основных патентов на 3D-печать из металла истекает в конце 2016 года. И хотя массовое использование FDM 3D печати рядовым потребителем пока не оправдывает ожидания большинства, 3D-печать из металла дает возможность разработчикам изделий использовать весь потенциал 3D-печати, не уступающий традиционным методам литья или механической обработки, а в ряде случаев и превосходящим их в цене и скорости изготовления серии.
3D-печать из металла подразумевает аддитивную технологию производства с использованием металлического порошка. Мы имеем дело либо с методом прямого лазерного спекания металлов (DMLS) либо с методом выборочной лазерной плавки (SLM), что называется по разному, исключительно из-за патентных войн.
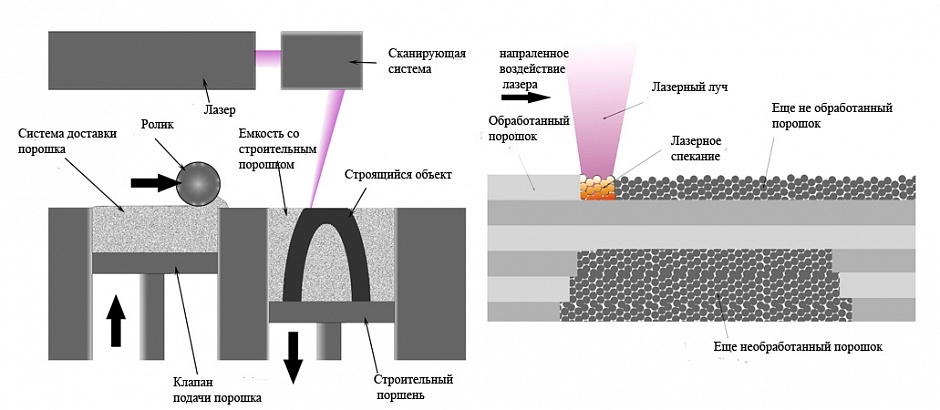
В отличии от традиционной техники изготовления металлических конструкций, основанной на резке, фрезеровке и штамповке, при 3D-печати из металла детали создаются послойно, посредством наплавления материала под действием лазерного луча, который буквально вырисовывает форму каждого слоя до полной готовности объекта.
Совмещение современных средств проектирования, оптимизирующих моделирование и анализ для создания оптимальной конструкции, – например изготовление легковесных решетчатых конструкций, функционально оптимизированных и подходящих для производства с использованием аддитивной технологии – позволяет не только сократить время изготовления частей, но и получать гораздо более прочные и легкие изделия по сравнению с частями, изготовленными с использованием традиционных способов производства.
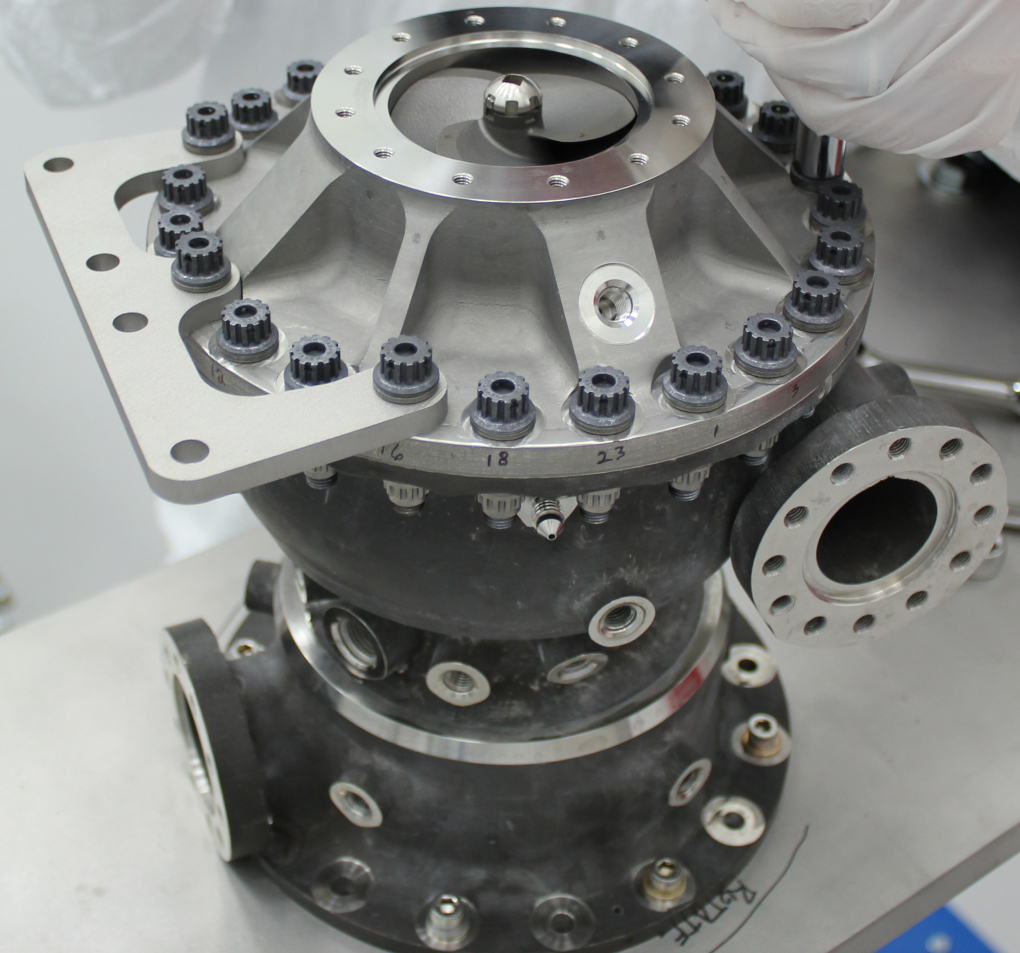
Так, в сфере космических исследований лидеры индустрии компания SpaceX Илона Маска и НАСА используют все возможности 3D-печати из металла для производства частей ракетных кораблей, что позволяет им значительно сократить расходы и одновременно улучшить эксплуатационные характеристики. SpaceX широко использует металлические детали для камеры сгорания двигателя SpaceX SuperDraco.

НАСА смогло разработать турбонасос для своего ракетного двигателя, содержащий на 45% меньше деталей, чем насосы, изготовленные по традиционным технологиям производства. Похоже, вскоре весь ракетный двигатель можно будет «собрать» на 3D-принтере. Это только вопрос времени.
Таким образом, в одних отраслях успехи 3D-печати могут быть преувеличены, однако ее заслуги нельзя не признать в других.
Вернемся на Землю. Авиационно-космическая промышленность является одной из самых быстро развивающихся отраслей, использующих 3D-напечатанные металлические части, позволяющие значительно уменьшить общий вес самолёта и в то же время повысить эффективность сборки с возможностью кастомизации конструкции. На сегодня гигант самолётостроения корпорация Boeing выпустила более 20 000 деталей, изготовленных по аддитивной технологии для успешно реализованных самолётов.
Аналогично компания Airbus широко использует различные 3D-напечатанные детали в своих самолетах. Компания даже поделилась своей уникальной технологией с другими профессионалами, не работающими в Airbus. Бионический дизайн стандартных изделий набирает все большие обороты с применением 3D-печати в виду значительного облегчения конструкции и при равных прочностных характеристиках нужных элементов.

Точно так же как напечатанные на 3D-принтере металлические части полностью изменяют то, как мы путешествуем по воздуху, и в космосе, так и на Земле, они обеспечивают выдающиеся достижения в сфере здравоохранения. Перспективы настолько многообещающие, что Управление по контролю за продуктами и лекарствами США одобрило использование 3D-напечатанных металлических имплантов для медицинских процедур. В России появляются компании, делающие уникальные индивидуальные эндопротезы с применением систем селективного лазерного плавления
металла.

Среди недавних достижений 3D-печати из металла в медицинском секторе стоит упомянуть имплант черепа из титана и рёберную клетку, напечатанные на 3D-принтере. Имплант черепа и рёберная клетка были изготовлены по индивидуальным заказам для больных раком с использованием цифровых снимков после операций по удалению опухоли.

Субтрактивные методы изготовления металлических деталей, включая точение, обтачивание и дробление, помогли нам создать самые удивительные продукты и технологии за последние 200 лет, однако нам хватило всего нескольких лет, чтобы понять, насколько эффективной может быть аддитивная технология изготовления металлических деталей.
Вместе с мощными функциональными возможностями современного программного обеспечения — CAD и возможностью создавать новые геометрические элементы, которые не могли бы быть созданы иным образом, отрасли, широко применяющие сложные металлические изделия — в особенности космическая и авиакосмическая промышленность, здравоохранение — переживают настоящую революцию в производстве, благодаря возможностям 3D-печати.
3D-печать отвечает требованиям этих отраслей в производстве сложных металлических деталей, изготавливаемых по индивидуальному заказу и в относительно малом объеме. С новыми 3D-принтерами и материалами, появляющимися то тут, то там, нет ничего удивительного в том, что спрос на 3D-печать из металла продолжает расти.
Пока установки для селективного лазерного плавления остаются дорогими и громоздкими, требуют квалифицированного персонала и особых требований к месту инсталляции, а гиганты отрасли борются за увеличение размера области построения, команда стартап-проекта Desktop Metal пошла другим путем. Их идея — произвести принтер, доступный не только корпорациям-гигантам, но и небольшим инжиниринговым компаниям.
Стартап по созданию доступного SLM принтера на сегодня привлек почти 100 миллионов долларов, а среди инвесторов оказались такие известные компании как СВА, Kleiner Perkins Caufield Byers, Lux Capital, GE, Stratasys и другие. Кроме того, соседи Desktop Metal — успешные и уже набравшие обороты стартапы: Formlabs, MarkForged и Voxel8, что дает дополнительную надежду в скором появлении бюджетного DMLS принтера, вслед за бюджетными SLA и FDM системами.
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:



Комментарии (128)

PTM
07.09.2016 10:09+1Не подскажите «сколько за грамм» если печатать из металла?

Andy_Big
07.09.2016 12:47+1На одном из форумов попадалась информация по стоимости порошка для такой печати. Не помню точно, но очень дорого — по-моему несколько сотен долларов за килограмм.
Notzeal
07.09.2016 15:34Так это относительно недорого. Для сравнения — для нашего принтера SLA — литр пластика 100 евро.
Andy_Big
07.09.2016 17:25А вы сравните по объему литр пластика с килограммом железа :)
Notzeal
08.09.2016 08:58ну вопрос стоял — цена за грамм, поэтому и написал про литр пластика (у него плотность 1,076).
по объему конечно разница большая (в 7.6 раза) и одну и ту же деталь из металла дороже будет напечатать. Но! 100-200 уй за кг — вполне приемлемая стоимость для материала! Особенно когда оценишь стоимость оснастки для литья или стоимость нормочаса 5-кооординатки.Andy_Big
08.09.2016 10:58Понятно, что если бы у этой технологии не было своей ниши, то она и не взлетела бы :)
Notzeal
08.09.2016 11:16Мы пока облизываемся на такую технологию. Но ничего, придет время, когда подешевеет и эта технология! Когда-то и печать пластиками была недоступной! А сейчас 90% пластиковых деталей мы у себя макетируем и даже мастер модели печатаем. Вполне достойно и быстро.

kranky
07.09.2016 12:50Понятное дело это сильно зависит от металла. И от технологии. Обычно от 300р. розничная цена.
Gozdi
07.09.2016 15:12+1Нержавка примерно 100 евро за кг + нормочас принтера (прим. 60 евро), но считать надо в куб. см модели

daspisch
07.09.2016 16:03+1Не сочтите за рекламу, но: http://www.shapeways.com
Цены не сказать что очень уж низкие, но сувениры там печатать, особенно если из со своими моделями, самое то)
sergku1213
08.09.2016 09:01я общался с ребятами из DDDmetal — мне неожиданно быстро откликнулись, выдали полные рекомендаци об особенностях изготовления моделей для порошковых изделий, цена не думаю что особо хорошая… ну моё начальство не нашло 100 евро, так что даже про качество не могу сказать. Спецы показалось там хорошие сидят. На том сотрудничество и кончилось.
kranky
07.09.2016 12:42+1>называется по разному, исключительно из-за патентных войн.
Называются они по-разному, потому что работают по-разному. Спекание и сплавление это таки две большие разницы, соответственно SLM и SLS — вовсе не одно и то же.

donvictorio
07.09.2016 14:56-1огромная куча маркетинговых фраз (да практически весь текст) и ни одного технического примера.
а минусов у DMLS намного больше, чем плюсов.
Так почему же эта технология так активно продвигается в промышленность? Ответ прост и лежит на поверхности. Рынок.
В традиционном машиностроении рынок очень насыщен, конкурировать сложно, чтобы продать ОЦ за миллион евро нужно вести переговоры длиною в годы. А чтобы продать принтер ценою в миллион евро, нужен только принтер за миллион евро. На него есть горячий спрос, так как это новинка, чудо, и тд и тп.
Да, с помощью 3д печати металлом можно получать формы, которые несколько сложнее получить традиционными методами но тут встаёт вопрос — а нужны ли вообще такие формы и дают ли они какое-то конструктивное преимущество? Я сейчас не об ажурных металлических конструкциях каких-то хитрых кронштейнов для непонятно чего, а конкретные детали, которые можно сделать только с помощью печати и изготовление такой детали традиционным способом ну прям ваще неоправданно. Сдаётся мне, что примеров не будет.
Согласен с тем, что в глобальном смысле аддитивная технология в перспективе заменит иные способы формирования объёмных тел, и текущие инструменты-станки это лишь некое начальное звено. Но втирать дичь по этому поводу как-то некрасиво что-ли…
Grox
07.09.2016 15:29-2а конкретные детали, которые можно сделать только с помощью печати и изготовление такой детали традиционным способом ну прям ваще неоправданно.
Детали к старой технике, которая уже не выпускается серийно.donvictorio
07.09.2016 15:46Старая техника=старые технологии изготовления. Изготовление на DMLS принтере явно не будет дешевле, чем обычная фрезеровка. Так что тут мимо.

black_semargl
07.09.2016 17:25при действительно больших объёмах производства порошка он будет не слишком дорогим, где-то в 1.5-2 раза дороже кускового металла.
А электричество для лазера тоже не слишком много стоит.
SvSh123
07.09.2016 16:05Эндопротезы. Там как раз нужны «ажурные металлические конструкции хитрой формы».
donvictorio
07.09.2016 16:43-1Вы в этом точно уверены?
я вот лично не знаю, нужны ли именно металлические и именно ажурные конструкции в эндопротезировании.
Заменить кость чем-то равноценным сложно. Металл такой же чужеродный материал в организме. как и любой другой, не-костнообразный.
74311
07.09.2016 22:35титан -наименьшее отторжение.идеальный(в большинстве случаев)материал для протезов-стоит напомнить что титан-это металл… ажурные конструкции(пористые и в то же время сложной формы, не теряющие мех прочности)-применяются для лучшего обрастания живой тканью.
donvictorio
07.09.2016 22:52+2так из титана не делают замещающие пористые, либо предназначенные для нароста живой костной ткани элементы. Не знаю почему, но точно не из-за отсутствия технологии изготовления ажурных конструкций. Да и у синтетического гидроксиапатита (материала костей) приживаемость и прочность такая же, как у кости, т.е. 100% и изготовить из него имплант, уверен, намного безопаснее чем из титана. Шарниры, конечно, из него не делают, ибо там очень долгая стадия восстановления коллагена и хряща, но осколочные потери и дефекты скелета вследствие травм вполне успешно и давно восстанавливают именно из него.
Минусующим: мне параллельно на кармы-рейтинги, но если минусуете — то обоснованно, в комментах. А то как-то подленько это выглядит.black_semargl
07.09.2016 23:27Вот как раз на фото в статье — череп с титановой сеточкой вместо удалённой кости.
А гидроксиапатит — он конечно химически совпадает с костью, но что-то из его порошка изготовить пока вроде не умеют.donvictorio
07.09.2016 23:34>Применение имплантов на основе гидроксиапатита открыло новую эру в применении ксенотрансплантатов. В чистом виде гидроксиапатитный цемент применяется при размерах дефекта до 30 см2. При больших размерах для придания большей прочности и получения лучших косметических результатов необходимо его армирование титановой сеткой. Одним из достоинств имплантов на основе гидроксиапатита является их практически полная биосовместимость. При небольших дефектах гидроксиапатит полностью рассасывается и замещается костной тканью в течение 18 месяцев. При больших дефектах периферия импланта плотно срастается с костью и частично рассасывается, в то время как центральная часть импланта остается неизменной. Риск развития инфекционных осложнений при использовании гидроксиапатита является одним из самых низких среди всех имплантов.
http://www.neurosklif.ru/Diseases/Reconstructionblack_semargl
08.09.2016 10:24Ну да — или нанесение самозатвердевающего цемента, или обработка монолитного куска традиционными методами.
Посредством 3D-принтера им печатать ещё не научились.
sergku1213
08.09.2016 09:31+1О как жостко защищаетесь — «подленько». Вы ошибаетесь — Вас минусуют. По каждому пункту писать опровержение не у всех есть время и желание. Вуаля. И даже в этом комментарии, имхо, есть ошибки. Из титана делают ажурные конструкции, потому как пористые ориентированные, как делает природа из гидроксиапатита — технически не могут. Кстати потому гидроксиапатит применяется только там где неважна прочность и со временем само прорастёт.Не получается сделать ориентированными кристаллы. Делают импланты предназначенные для нароста живой ткани из полиамида — тоже лазерным спеканием.
Gozdi
08.09.2016 00:45+1Титан как раз не идеальный. Для заплаток на череп, для тазобедренных «гвоздей» отлично. А если надо импланты для фиксации трубчатых костей, он слишком жесткий на скручивание, чем кость (по памяти в 8 раз минимум) и при нагрузках, когда кость пластично деформируется, титан начинает тереться о кости в месте контакта, что приводит к травматизму соединительных тканей, воспалениям и т. д. и в идеале, его надо вытащить из тела.
Для таких целей лучше всего подходят полимерные импланты из РЕЕК, армированные ориентированным углеволокном, с титановым напылением (полярный полимер, не инертен, нужно капсулировать).
Gozdi
07.09.2016 17:27+1Люблю простые ответы, как найденную монетку в доллар.
несколько сложнее получить традиционными методами
Скажем, иллюстрации в статье неудачные, с ходу не разобрать, запорная арматура снята или что-то более сложное.
В пресловутом «авиа-космосе», печатают сложные каналы охлаждения в соплах, форсунках, лопатках и т.п. Никакими традиционными способами, для с нуля спроектированных деталях, их выполнить невозможно.
примеры
%20BESTinCLASS_poliertes%20Bauteil.JPG)



Научпоп на русском языке, грешит упущениями в части постобработки. Это и классика CNC и химическая полировка внутри и снаружи с хорошим классом, где станция полировки стоит как принтер.donvictorio
07.09.2016 23:05+1>В пресловутом «авиа-космосе», печатают сложные каналы охлаждения
>в соплах, форсунках, лопатках и т.п. Никакими традиционными способами,
>для с нуля спроектированных деталях, их выполнить невозможно.
По поводу лопаток — вообще прошлый век, их компонентными с охлаждением ОЖ делали наверное ещё когда я в пелёнках был. Без принтеров и прочих наноизобретений. Питерский ЗТЛ, к примеру.
По поводу других хитрых приспособ с внутренними каналами и прочим-прочим — всё то же самое. Их делают составными и потом соединяют. Способов сварки есть достаточно, чтобы сохраняя структуру металла объединить части.
Напомню — мне интересно, какая деталь появилась только благодаря селективному спеканию, нужную деталь, типа той же лопатки или какой-то форсунки реактивного двигателя. Хочу понять, для себя — вот, эта хрень была реально нужной, она решила какую-то действительно важную задачу, а не является плодом стенания маркетологов, пытающихся впарить довольно крутой, но не особо нужный аппарат.Andy_Big
07.09.2016 23:45какая деталь появилась только благодаря селективному спеканию
А почему именно появилась несуществовавшая до тех пор? Почему не принимаются в расчет существовавшие, но требовавшие более сложной/дорогой/долгой технологии, чем прямая печать?donvictorio
08.09.2016 00:08Хороший вопрос.
Принимаются и такие.
Но с небольшим уточнением — деталь, изготовленная на принтере должна быть выгоднее хотя бы в чём-то. И не терять исходных механических требований. Хотя, по большому счёту всё сводится к деньгам (какие-то промежуточные-дополнительные этапы изготовления и тд при печати могут быть исключены и на этом можно сэкономить)
К примеру, лопатка — она распечатанная не имеет прочностных характеристик цельнометаллической или даже сварной композиционной детали. То есть если сравнить 2 одинаковые лопатки, то выгода только в том, что распечатать её тупо быстрее, чем фрезеровать, сваривать, потом снова фрезеровать. Для прототипирования, неких тестов и тд — принтер идеален, но Comsol c тестами справится в миллионы раз быстрее, дешевле и точнее. А распечатать, чтобы подержать в руках… так это не ложка, ей эргономика и холл-тесты ни к чему. Так что и тут сильно сомнительно.
как-то так в общем.Gozdi
08.09.2016 00:38К примеру, лопатка — она распечатанная не имеет прочностных характеристик цельнометаллической
по памяти, ребята из «АБ Универсал» три года назад говорили, что печать уступает поковке на два-три процента. Возможность нарастить модель другим сплавом есть.
Намедни GE скупил две европейские компании за 1,4 миллиарда.donvictorio
08.09.2016 00:46А есть какие-то более доверенные источники, к примеру спецификация на образец? Которая прошла все тесты на механику-температуру и прочие. Табличка. Цифры из которой можно сравнить, к примеру с AISI310S.
А то получается «пацаны сказали, я им верю»
radonit
08.09.2016 01:12У меня есть
Сравнивали материал кобальт-хром SP1 с ХН50МВТЮБРИД
характеристики практически идентичны.
Основная причина почему применяют такие технологии это не то, что раньше нельзя было сделать (пример те же лопатки), а то что новым методом сделать бастрее проще и технологичнее.
По тем же лопаткам- лбются по выплавляемым моделям, крайне сложные и дорогие прессформы, много брака, имеется мехобработка.
А аддитивные технологии только один станок и всё.
На предприятии мы в своё время меняли из-за огромного количества операций мехобработки и сварки, а так же сопутствующего им брака, а не из-за того что сделать по другому нельзя.donvictorio
08.09.2016 01:29можете выложить?
интересны тесты на боридную эвтектику и сульфидную коррозию.radonit
08.09.2016 01:57Мы конструктора, нас интересовала прочность, обрабатываемость, свариваемость и хим.состав, остальное мы не делали, без надобности было.
То что вы говорите, скорее к металлургам относится, а не конструкторам.
Gozdi
08.09.2016 01:41Назвать пацанами спецов из «АБ Универсал» язык не повернется.
Надо было вот такую деталь изготовить, не самую сложную. Материал — нержа, толщина стенок 1 мм. Высота сборки по памяти ~ 80 мм, 36,58 куб.см;
модель

расположение на столе принтера, другая модель

vabank_knabav
09.09.2016 14:48о, помню я эту штуковину, если ещё нужна, можно из титана её сделать, поддержек не будет, как из нержавейки.
Gozdi
09.09.2016 15:33помню я эту штуковину, если ещё нужна, можно из титана её сделать, поддержек не будет, как из нержавейки.
Мне не штуковина была нужна а принтер. Модель к сожалению у EOS обсчитывалась на время печати только в самом принтере. И получился парадокс, монолитный кубик 100х100х100 примерно сутки печатать, этот вариант ~172 часа.
Andy_Big
08.09.2016 01:21деталь, изготовленная на принтере должна быть выгоднее хотя бы в чём-то. И не терять исходных механических требований. Хотя, по большому счёту всё сводится к деньгам
У Боинга напечатанные металлические части уже летают на коммерческих лайнерах. Наверное же они в чем-то выгоднее и как минимум не уступают по механическим требованиям своим традиционным аналогам.
Насчет лопаток турбин — не знаю, используются ли уже напечатанные лопатки в действующих двигателях, но почему-то особого скепсиса по этому поводу от специалистов не слышно. Может быть, конечно, они все не так грамотны как Вы, но как-то проще поверить в обратное.
radonit
08.09.2016 01:40Все лопатки обязательно ставятся на стенд, ни один комсол, ансис и иже с ним не могут обеспечить 100% совпадение мат модели с реальностью, поэтому завершающим этапом всегда является постановка на стенд и замер параметров.
FEA и CFD позволяют снизить число экспериментов но не отказаться от них совсем.
Gozdi
08.09.2016 00:32По поводу лопаток — вообще прошлый век, их компонентными с охлаждением ОЖ делали наверное ещё когда я в пелёнках был. Без принтеров и прочих наноизобретений. Питерский ЗТЛ, к примеру.
Ну пусть будут и дальше лопатки на сварке, с вытравливанием сердечника сверхкритическим раствором щелочи. Фото есть, они наглядные, классике тут делать нечего. По соплам ракет с ходу не нашел, там еще интереснее.
По индивидуальной печати в «размер пациента», альтернативы печатному титану нет и не скоро появится.
Был интересант на разработку аналогов импортных имплантов из PEEK, много интересного по цене «строганных» из титана рассказал.donvictorio
08.09.2016 00:56+1Да не, никто их не травит, всё фрезеруют, варят на автомате… Там человек то нужен только для того, чтобы отнести их на дефектовку.
Так что именно здесь классика даёт огроменную фору.
По соплам не скажу, может там прорыв, но сомнения гложут. Буду рад ошибиться.
По поводу печати из титана для медицины… Тут есть один интересный нюанс. Большую часть стоимости протеза составляет не материал-обработка-работа протезиста, а лицензия на производство эндопротезов. Ибо конструкция протеза простая как бревно, как и технология его изготовления. И это палка о двух концах, если это дело не лицензировать, рынок наводнится суставами из чугуния, выточеные в подвале на ТВ16 дядей Петей, учителем труда в школе номер два. А те протезы, которые необходимо печатать под пациента прекрасно делаются из метакрилатов да фотополимеров.Gozdi
08.09.2016 01:47А те протезы, которые необходимо печатать под пациента прекрасно делаются из метакрилатов да фотополимеров.
))) Неплохо бы ознакомиться, что есть полярные и неполярные полимеры и взаимосвязь полярности с биосовместимостью, физмехи и т.д.
Gozdi
08.09.2016 01:56Да не, никто их не травит, всё фрезеруют, варят на автомате…
Гмхм. Изобретение относится к области металлургии, а именно к способам изготовления литых заготовок на никелевой основе, и может быть использовано при изготовлении пустотелых турбинных лопаток авиационных и наземных газотурбинных двигателей. Осуществляют литье заготовки лопатки в керамическую форму с керамическим стержнем. Производят горячее изостатическое прессование заготовки лопатки при наличии в ней упомянутого керамического стержня. Затем удаляют керамический стержень из заготовки лопатки.
© FindPatent.ru — патентный поиск, 2012-2016donvictorio
08.09.2016 02:10Ну да, так тоже можно. Способов изготовить пустотелую лопатку, думаю, много. Я знаю о 2х — фрезеровка лопатки+сварка и спекание. Вы знаете больше. Но мне интересно совсем не это.
Gozdi
08.09.2016 02:19Я знаю о 2х — фрезеровка лопатки+сварка и спекание.
Каналы охлаждения — не вчерашний день, и сделать их, как несколькими постами выше на фото, невозможно, кроме как принтингом. Теоретическую сборку нанороботами по атомно, опустим )).
Эти детали нужно распиленными в руках держать, для понимания уровня воплощения, толщины по сечениям и т.п.donvictorio
08.09.2016 02:26Тут я полностью согласен, ТАК сделать может пока только принтер. Но плюс-минус… почти так же… всего из 2х половинок… можно и фрезером. Так я к чему веду то, если эта напечатанная лопатка ничем не уступает, а в некоторых параметрах даже превосходит традиционную, делается быстрее (дешевле), это круто и тут точное попадание. С этим решили, мне лично достаточно.
Вопрос, почему такие монстры, как ЗТЛ до сих пор льют в кокиль — оставим потомкам :)
мир, дружба, жвачка.
Приятно было побеседовать.radonit
08.09.2016 07:47Пока что ни одна лопатка, охлаждаемая на боевое изделие не ставится, по нескольким причинам:
-пористость
-хуже прочность
-большая шероховатость и необходимость полировки после изготовления (особенно изнутри)
-есть полировка, меняется геометрия
-технология не совсем отработана под серийность
Льют в кокиль скорее всего неохлаждаемые лопатки, охлаждаемые по выплавляемым моделям.
В Статье ЦИАМ, кстати примерно об этом и говорится:
http://www.ciam.ru/press-center/interview/additive-technologies-in-gas-turbine-construction/black_semargl
08.09.2016 10:31Самый главный — последний пункт. Неотработанность.
Химическая полировка кратковременным воздействием растворителя даёт годный результат.
пористость может быть даже бонусом — лопатка будет «потеть» образуя на поверхности защитный слой.
radonit
08.09.2016 07:43Неправда, их делают и сейчас литьём по выплавляемым моделям, причём монокристаллы.
Вообще литьём по выплавляемым моделям можно хоть чёрта лысого сделать, вопрос в цене и сроках
RedSnowman
07.09.2016 17:28>а нужны ли вообще такие формы и дают ли они какое-то конструктивное преимущество?
Таки нужны, раньше приходилось тратить на детали лишний материал. Где-то сложно обработать, потому тут останется толстенная перемычка, вот здесь сложные расчеты, потому будет толстенная стенка.
С приходом СAD систем и ЧПУ станков все резко изменилось.
Andy_Big
07.09.2016 17:33+2А чтобы продать принтер ценою в миллион евро, нужен только принтер за миллион евро. На него есть горячий спрос, так как это новинка, чудо, и тд и тп.
Вы же не думаете, что принтеры за миллион евро покупают как домохозяйка стиральный порошок — просто насмотревшись красивой рекламы. Оборудование такой стоимостью никто не купит, не убедившись и не перепроверив еще пару раз, что оно нужно производству и что никакие более дешевые технологии не принесут того же профита. Никто не отдаст за него миллион евро только потому что это модная новинка.donvictorio
07.09.2016 23:11Таки да, иногда покупают те, кому оно вообще не впёрлось. Стоят потом ОЦ по нескольку лямов, пылятся. Так как ни алгоритма обработки, ни чпу никто не знает, да и лишний чих в сторону сервиса выливается в копеечку.
«Нам нужно срочно освоить бюджет» — вам ничего не говорит?Andy_Big
07.09.2016 23:42Пример так себе. На «срочно освоить бюджет» не проживет ни один производитель оборудования. Ну и я как-то не могу себе представить, чтобы крупный немецкий, к примеру, производитель ориентировался исключительно на российский бюджетный сегмент, запуская в производство новое оборудование. Или у разных там Боингов/Аэробусов тоже есть «срочно освоить бюджет»? Было бы интересно почитать заслуживающие доверие пруфы на этот счет.
donvictorio
07.09.2016 23:47Гос конторы существуют во многих странах, тема не касается только коммерческих организаций. Хотя и в таких покупки левака не чудо. Представьте какой-нибудь американский универ, получивший грант на исследования свойств материалов. грант надо использовать по назначению, ибо комисссии и тд. Покупается такая приблуда, пишется отчёт, что мол она нужна и всё такое (это довольно просто, так как приблуда прям в теме), пилится откат и все довольны.
Ах да, коррупция есть везде.
Приблуда пылится на складе ибо никому не впёрлась. Исследования проводят без неё.Andy_Big
08.09.2016 00:00Я допускаю, что такие случаи могли быть где-то еще кроме России. Но в Ваших рассуждениях логика не прослеживается. Универу подобный принтер в хвост не вдулся, ему проще протащить по гранту какой-нить прибор типа электронного микроскопа. А в коммерческой промышленности, где в основном такие принтеры и используются, ни один достаточно высокопоставленный менеджер (у которого есть власть заключать миллионные контракты) в здравом уме не рискнет своей задницей потратить такую сумму компании, чтобы она потом пылилась на складе.
Еще раз: есть какие-то пруфы типа «Корпорация X закупила оборудование на Y миллионов, которое ей не нужно и стоит пылится на складе»?donvictorio
08.09.2016 00:16Универ как абстрактный пример.
http://www.5-tv.ru/news/56665/
Подойдёт?
Да тонны таких случаев. Буржунет погуглить — ещё вагончик насобирается.
В коммерции я лично с этим сталкивался. Даже так скажу — идею закупить какое-то мегаоборудование часто вообще идёт снизу, причёсывается дирекции красивая сказка, те выделяют бабло, какой-то техник получает на лапу за сделку и все довольны, станок стоит в плёнке.
зы: у нас ветка ушла от темы, предлагаю на этом закончить.Andy_Big
08.09.2016 01:29http://www.5-tv.ru/news/56665/
Подойдёт?
Я же просил не приводить в пример бюджетную возню в конкретной стране. Это совершенно не показательно.
идею закупить какое-то мегаоборудование часто вообще идёт снизу, причёсывается дирекции красивая сказка, те выделяют бабло, какой-то техник получает на лапу за сделку и все довольны, станок стоит в плёнке.
И еще я просил пруф на такие случаи в нормальных корпорациях, когда она покупает на свои деньги миллионное оборудование, ставит его на склад пылиться и все счастливы :) Разные наши Газпромы, Сбербанки, АвтоВАЗы и т.п. не привлекать.
предлагаю на этом закончить.
Согласен :) Все равно Вы останетесь при своем «Наши отцы и деды обходились без этих новомодных штучек и нам они тоже не нужны» :)donvictorio
08.09.2016 01:49+1дело в том, что в новостях данные о корпоративных косяках не появляются. Это можно узнать косвенно, на торгах, к примеру, делах о банкротстве, через личные связи и тд. Разницы, кто именно покупает ненужное оборудование, совершенно никакой. Будь то технологическая корпорация типа GE или Национальное агенство безопасности. Факт в том, что это делают. И пруфов валом. это не мои фантазии и не «теории распила-заговора».
И я сюда не пришёл доносить свою точку зрения. Совсем наоборот. Рекламная статья маркетинговыми фразами впаривает дорогущую технологию, не давая абсолютно никаких данных. Вообще. Это бесит. А ещё больше бесит, что люди воспринимают это как норму. А я вот сомневаюсь, пытаюсь понять, что это, для чего, с чем есть и как это можно применить для собственной выгоды, используя опыт или мнения других людей. Правда, мнения в основном «заткнись и жри, лошара», но я привык среди говен искать жемчуг. Вот, ниже нашёл, хотя человек, наверное думает, что я его жестоко контрю.Andy_Big
08.09.2016 02:00Рекламная статья маркетинговыми фразами впаривает дорогущую технологию, не давая абсолютно никаких данных. Вообще
Вот с этим я согласен. Но это и есть рекламный блог продажников, так что все закономерно :) Я вообще очень редко захожу в статьи, под которыми написано «Блог компании ...», т.к. полезного в них практически не бывает. Только, может быть, пара интересных фактов, если повезет.
А я вот сомневаюсь, пытаюсь понять, что это, для чего, с чем есть и как это можно применить для собственной выгоды, используя опыт или мнения других людей.
Но при этом с ходу обзываете технологию бесполезным разводом на деньги :)donvictorio
08.09.2016 02:18+2> Но при этом с ходу обзываете технологию бесполезным разводом на деньги :)
В том ключе, в котором её описали в статье — это ваще мимо. написали бы: «С помощью DPLS можно изготовить полую лопатку турбины в 20 раз быстрее и 90 раз дешевле, фрезу с охлаждением, гравицапу гиперканальную и дисковую пилу с автосменой зубьев и тд и тп» — было бы другое дело. А то какую-то дичь впаривают по поводу запчастей для боинга. А пипл хавает.
Так что я не против технологии, я за обоснование технологии и живые примеры. Это интересно и познавательно.Gozdi
08.09.2016 02:41А то какую-то дичь впаривают по поводу запчастей для боинга. А пипл хавает.
Безотносительно переводного материала для пионеров, Боинг и Эйрбас внедрили и останавливаться не собираются, СпейсХ двигателя на ракеты печатает, Китай центропланы из титана по 7 м длины шлепает, да и наши тоже не тормозят, пока на покупном шпарят по мелочам и свой большой принтер до ума доводят.
radonit
08.09.2016 07:54Вообще изначально эта технология позицианировалась как технология быстрого создания прессформ и экспериментальных образцов, тут она на голову превосходит стандартные технологии.
Это потом её уже стали пихать в серийное производство, к месту и не к месту.
black_semargl
08.09.2016 10:35Ну вот если некая частная корпорация для показа слайдов на презентации использует оборудование с надкусанным яблоком, а не в несколько раз более дешёвое аналогичное другого производителя — это попил или нет?
Andy_Big
08.09.2016 11:08В общем случае — нет, не попил, т.к. оборудование используется по назначению :) Но вообще слишком мало вводных данных, чтобы сказать точно :)

4ebriking
09.09.2016 17:52+1Лично наблюдал в москве — фирма по производству наружной и интерьерной рекламы купила 5-осевой станок. А потом стала искать людей «под него», ибо у них кроме менеджеров-дизайнеров-бухгалтеров были только макетчики с ножами-резаками да широкоформатный плоттер. Причём искали одного, максимум двух — на функции контруктора-3d-шникака-фрезеровщика-уборщика-наладчика и т.п — типа на входе тебе скетч от дизайнера, на выходе — набор деталей для сборки-склейки макетчиками.
Никоим образом не утверждаю, что это основной канал сбыта таких станков, но то, что сложное оборудование часто покупается даже бизнесом, считающим деньги — примерно так же, как покупается дорогая ERP-система — типа нам наобещали горы золотые, теперь будем разбираться — факт.
Gozdi
08.09.2016 01:25Теория
распилазаговора?
Пожалуйте, банальный пример из не нашей промышленности https://3dprint.com/83564/mapal-uses-3d-printing-to-manufacture-precision-parts-such-their-qtd-series-insert-drills/donvictorio
08.09.2016 01:54Вот, это тема, спасибо. Действительно живой пример.
делать твердосплав с хитрыми внутренними каналами довольно геморройно, стоят такие фрезы и оправки жирно.
Если спекание хоть как-то повлияет на цену фрезы в сторону снижения, это будет зачотко по всем категориям.
Gozdi
08.09.2016 00:50+ потребители в РФ проходят почти годовую проверку для получения сертификата конечного пользователя, с наложенными ограничениями «на войну» еще задолго до Крымнаш.

Vlad_Hm
07.09.2016 15:43+2Примеров можно привести навалом, у вас же всё очень близко к конспирологии.
Понятно, что производитель заинтересован в том, чтобы продавать дорогое оборудование, но не считайте и покупателя идиотом, который будет покупать то, что можно произвести (дешевле и не хуже) на более дешёвом оборудовании.
Кардинальное облегчение конструкций за счёт создания схемы рёбер жёсткости прямо внутри изделия, причём со снижением сопряжений, которые концентрируют напряжения (углы), рёбра жёсткости становятся элегантными, «бионическими» по виду, внутренние и внешние каналы произвольной архитектуры для хладогента, более контролируемая гидродинамика для каналов и их сопряжений в отличии от прямолинейного «как просверлили, так и будет», да много чего…
Кому не нужно всего этого — тот просто не купит 3D-принтер.
Вот тут почитайте — конкретные примеры конкретных конструкций с их конструктивными(!) преимуществами при изготовлении в 3D:
https://www.dipaul.ru/pressroom/tretya-promyshlennaya-revolyutsiya/donvictorio
07.09.2016 16:36-1Если вы это мне — то совершенно мимо. Я, как инженер, воспринимаю исключительно цифры. Умею пользоваться FEA, могу посчитать «напряжения-углы-элегантность-жёсткость-гидродинамику-теплообмен». И за многолетнюю практику в металлообработке мне встречались исключительно редкие случаи, которые невозможно сделать традиционными средствами, и все они успешно были переконструированы и успешно внедрены абсолютно без потерь в хотелках заказчика.
Это металл и форма изделия из него диктуется исключительно мозгом и профессионализмом конструктора.
по ссылке — приведите конкретно кусок текста, который вы имеете ввиду. а то кроме общих сведений и пространного вывода я там ничего не нашёл.
Ezhyg
07.09.2016 17:05+1Отличие печати от формования другими способами — не нужна, как раз та самая форма, для отливки-ли, для запекания-ли.
Даже фрезерование детали из простой болванки, сделанной из спечённого порошка, требует, как минимум, спекания собственно болванки. Хотя изготовление болванки и не долгий процесс, и не требует хитрых форм, но объём отходов — запредельный, запросто может превосходить готовую деталь в два-три-десять раз по объёму.
Плюсом — не нужны промежуточные специалисты для изготовления болванки или форм, в печать отправляет сразу сам «чертёжник».
Да, очень многое можно изготовить «традиционными» способами, «печать» не панацея, но и в них есть свои минусы, они тоже далеко не идеальны, пусть и отработаны десятками лет.
Vlad_Hm
07.09.2016 22:07Там есть пара очень конкретных примеров. Странно вы читаете…
Вообще можно взять даже один аспект — прочность при снижении веса, и даже тут 3D-печать позволяет делать то, что «классическая» механообработка делает либо никак, либо очень затратно.
У природы недаром всё такое ажурное, изящное и закруглённое, с наплывами вместо грубых углов, зачастую фракталоподобное и прочая. Хороший пример — например кости животных. Их строение, позволяющее минимизировать вес при сохранении прочности…
В инженерии плюсы таких решений известны давным-давно, просто сложность их реализации тормозила их использование. А 3D-принтер позволяет это делать просто.
http://www.facepla.net/index.php/the-news/tech-news-mnu/3093-fractal
Robotex
07.09.2016 16:03-1Эммм, набирает обороты? Да она лет пять назад уже успешно их набрала:
http://www.shapeways.com/
https://i.materialise.com/
LuckyStarr
07.09.2016 18:13Набирает и набрала не синонимы. Набрала — свершившийся факт. Набрала и процесс остановился, да?


Shtucer
07.09.2016 18:00Объясните, почему «печать из металла»? Мы же не печатаем из чернил, или из тонера, но чернилами и тонером, пластиком, металлом.
Ezhyg
07.09.2016 20:34Возможно, потому что «объём» и «изделие» — «из металла» :) (или просто «велика и могуча рузька языка» у составителя текста). Но вообще, да, «печатают металлом», «печатают металлическое изделие», но «создают из металла методом послойной печати».

semibiotic
07.09.2016 18:00+1Лучше бы оставили рекламное бла-бла хомячкам с других ресурсов, и вместо этого сосредоточились на описании технологии, ее отличии от того же SLS и честно рассказали чего удалось достичь на данный момент, а чего — нет.
Так SLS имеет массу недостатков, из-за того что спаивает композитные частицы исходного материала (вместо сваривания) что ожидаемо порождает пористые, проницаемые, непрочные и нестойкие к температуре изделия, пригодные только для семплинга.
Использование слова "плавление" (melting) в аббревиатуре SLM дает надежду на то что технологии наконец удалось уйти от пайки, однако DMLS почему-то опять возвращается к подозрительному "спеканию" ...
Ezhyg
07.09.2016 20:49В словарь, прочитать определение слов «сварка» и «пайка» я вас посылать не буду… хотя, вот, только что и послал :).
спаивает композитные частицы исходного материала (вместо сваривания) что ожидаемо порождает пористые, проницаемые, непрочные и нестойкие к температуре изделия, пригодные только для семплинга.
Пористость и пайка (и сварка) — не обязательно связаны, не равноценны и не вытекают одна из другой.
Проницаемы — чем и как?!
Непрочность — у вас в детстве тоже был «китайский» пистолет из порошка, который сломался, когда вы «передёргивали затвор»?
Сваривание, то которое с присадочным материалом, здесь тоже не подходит, поскольку не используется присадочный материал.
Именно потому и используется термин «спекание», поскольку плавится и соединяется порошок с сам собой, но это не традиционная выплавка.
Использование слова «плавление» (melting) в аббревиатуре SLM дает надежду на то что технологии наконец удалось уйти от пайки, однако DMLS почему-то опять возвращается к подозрительному «спеканию» ...
И снова. Путаница какая-то. Плавление и спекание, в данном случае, суть одно, плавится исходный материал и соединяется сам с собой.semibiotic
07.09.2016 22:52Если у вас есть какие-то технические детали упомянутых технологий, приведите их, вместо болтовни.
- Судя по вашему "сваривание с присадочным материалом", это вы не понимаете чем отличается пайка от сварки.
- [С-]плавление и спекание — разные техпроцессы. Если оба термина кем-то используются в отношении одного и того же техпроцесса, то одно из использований должно быть неверным. Никакого "в данном случае" ни в статье, ни вами не приведено.
- Пористость — следствие "спекания". В случае спаивания частиц — из-за недостатка припойного материала.
Остальное словоблудие оставляю без комментариев.
Ezhyg
07.09.2016 23:22Вы поленились пойти в словарик, посему и я имею полное право ваше словоблудие игнорировать.
(ну, кроме вот этого сообщения)semibiotic
08.09.2016 13:14Хотел написать
"Да неужто есть словарь называет паянное (то есть композитное, с использованием другого материала) соединение сварным ?"
но передумал.
black_semargl
07.09.2016 23:30Разница между сплавлением и спеканием — только в величине нагрева. Образуется ли в точке куда светит лазер жидкая капля или нет
semibiotic
08.09.2016 13:03Да, разница в полном переплавлении материала. И это принципиальная разница, придающаяя изделию совершенно различные свойства.
Степень оплавления, действительно, может определяться лишь режимом работы станка (и/или исходным материалом) но статья об этом молчит, поэтому я ориентируюсь по использованным терминам ("спекание" != "плавление") и сравнению с фрезерованием цельнометаллических отливок (полученных как раз плавлением материала).
vabank_knabav
09.09.2016 15:18SLS полиамид:
Механические свойства деталей
Модуль растяжения, EN ISO 527 1700 МПа
Предельная прочность на разрыв, EN ISO 527 48 МПа
Относительное удлинение при разрыве, EN ISO 527 24%
Модуль изгиба, EN ISO 178 1500 МПа
Предел прочности на изгиб, EN ISO 178 58 МПа
Ударная вязкость по Шарпи, EN ISO 179 53 кДж/м2
Ударная вязкость по Шарпи с надрезом, EN ISO 179 4.8???? кДж/м2
Ударная вязкость по Изод, EN ISO 180 32.8???? кДж/м2
Ударная вязкость по Изод с надрезом, EN ISO 180 4.4???? кДж/м2
Твёрдость по Бринеллю (шарик), EN ISO 2039 78 Н/мм2
Твердость по Шору D, DIN 53505 75
Термические свойства деталей
Температура плавления, EN ISO 11357-1 172-180°С
Температура размягчения по Вика B/50, EN ISO 306 163°С
Температура размягчения по Вика А/50, EN ISO 306 181°С
Так что вполне себе конструкционный пластик, закрытопористый, да. и это SLS
а вот DMLS, который? на самом деле melting, например, алю
Механические свойства деталей
После изготовления После термическоq обработки Т6 [5]
Предельная прочность на разрыв[4]
-в плоскости XY 445МПа+-20МПа 335МПа+-20МПа
-по оси Z 405МПа+-20МПа 325МПа+-20МПа
Предел текучести (Rp 0.2 %)[4]
-в плоскости XY 275МПа+-10МПа 225МПа+-10МПа
-по оси Z 230МПа+-10МПа 220МПа+-10МПа
Модуль упругости
-в плоскости XY 70ГПа+-5ГПа 70ГПа+-5ГПа
-по оси Z 65ГПа+-5ГПа 65ГПа+-5ГПа
Относительное удлинение при разрыве[4]
-в плоскости XY 6.5%+-2% 11%+-2%
-по оси Z 3.5%+-2% 7%+-2%
Твердость[5] 120+-5 HBW 112+-5 HBW
Усталостная прочность по оси Z[6] 97МПа+-7МПа 93МПа+-3МПаGozdi
09.09.2016 15:26Заказывал модели на машине EOS, SLS из полиамида — деталь на выходе пористая, обещали с карбоном или алюминием сделать монолит, но у представителя в РФ не было нужного количества расходника для заполнения машины. А в Германии тестовая машина была загружена на пол года вперед.
Пытались пропитать под вакуумом фторопластовым лаком, эффекта не добились.
Кстати, не просто полиамид (ПА-6, 6,6) а используется порошок ПА-12
vabank_knabav
09.09.2016 15:34пористая, прямо пористая? фотки есть? надеюсь не я делал
пришлите модельку, посмотрю что можно сделать.Gozdi
09.09.2016 15:38Из вашего профиля непонятно откуда вы и где работаете, что бы хотя бы кивать, мол «да-да», наша модель, все ее знают. ))
ОКР по СЛС печати закрыт. И традиционно, если не можешь купить — сделай сам. ))vabank_knabav
09.09.2016 15:49АБУниверсал
Gozdi
09.09.2016 16:16)) Модель с пористостью печатали в Ебурге, помнится, нагревательный элемент где-то застрял надолго.

SimSonic
07.09.2016 18:01Не знаю существует ли такая технология, но вот что пришло в голову:
В рабочую камеру подаются частицы металла. Они приводятся в хаотичное движение вентиляторами и всё время летают в камере.
N (2, 3, etc.) лазеров «стреляют» в нужную точку. Мощность такова, что на пути одного луча пролетающие частицы хоть и нагреваются, но не плавятся, а в пятне как раз-таки температура выше плавления.
Качество печати, скорость, энергозатраты, другие плюсы/минусы в голову ещё не пришли.
radonit
07.09.2016 18:02У нас тоже широко развивается это направление, недавно была конференция в Рыбинске, сейчас будет в ЦИАМе
http://www.ciam.ru/conferences_and_seminars/anons-konferentsiya-additivnoe-proizvodstvo-metody-obespecheniya-kachestva-izdeliy-additivnogo-proiz/
их же статья по лопаткам турбины из металла методом SLS
http://www.ciam.ru/press-center/interview/additive-technologies-in-gas-turbine-construction/
У нас интенсивно используется примерно с 2006 года, у технологии есть несколько проблем:
— прочность (материал изотропный, св-ва сильно зависят от программы спекания)
— пористость (есть всегда, особенно принципиально для горячих частей двигателей)
— гигантская шероховатость, которую надо устранять, при этом уплывают геометрические размеры
— проблемы с порошками (сейчас есть и наши, раньше были только иностранные)
— проблемы при большой серии + дороговизна.
В Росcии сейчас лидером по этой технологии считается ВИАМ, свои разработки есть у Станкина, само оборудование у многих предприятий (в основном фирмы EOS)
Мы отказались от использования такой технологии в пользу классической.vabank_knabav
09.09.2016 15:31вы (кажется) когда-то вот такое делали, расскажите, во сколько вам это обошлось традиционным методом?

radonit
09.09.2016 21:41Я не из ЦИАМа.
Я из КБ завода, к этой детали отношение наше предприятие не имеет.vabank_knabav
09.09.2016 23:49Понял, тогда извините за беспокойство, если будет ещё интерес к послойному синтезу — обращайтесь, постараюсь помочь

Arxitektor
07.09.2016 19:41+1Вон интересно а эти притеры дороже топовых и не очень 5 координатников фрезерных?
микронного класса?
а то в интернете много видео где детали выходят почти готовыми.
какая нужна обработка после класических 5 координаток?
и есть ли в Китае фирмы которые могут сделать деталь из алюминия по твоей 3-d модели?
Cr558
07.09.2016 23:46Печать либератора из металла гораздо интереснее.
AntiForeZz
08.09.2016 12:50Сам смысл либератора в том, что он как раз не из метала. Да и как бы покупка того же самого глока на черном рынке не вышла дешевле чем литье либератора из метала.

stalinets
08.09.2016 20:20Тогда уже автомата на стройпатронах или с пневмокомпрессором, стреляющего, например, гайками)
SvSh123
08.09.2016 16:56Кстати, никто не вспомнил про XJet.
http://xjet3d.com/technology.html
Вкратце: головка, как у обычного струйного принтера, наносит на рабочий стол микрокапельки некоего состава, содержащего «наночастицы металла». Слой подвергается воздействию «чрезвычайно высокой температуры», в результате чего жидкость испаряется, а частички металла сплавляются воедино.
Если аффтары не врут, полученные изделия не отличаются от «полученных с помощью традиционных технологий».vabank_knabav
09.09.2016 15:08потому что еще ни одного теста готовых продуктов не было от Xjet. это как HP до сих пор выставляет свои детали за стеклом и особенно в руки ничего не даёт.
Gozdi
09.09.2016 15:29HP отдал первые машины в опытную эксплуатацию.
Арбург года три уже красивые анимации показывает капельной печатью полимерным расплавом, давно новостей не слышал, что у них получилось, анонсировали громко.
jastreb
Сама идея печати металлом шикарная. Осталось дождаться усовершенствования и удешевления печати и самого принтера.
Интересно а как на счет прочности детали изготовленной на таком принтере.
IvanT
НАСА на 3D принтере сейчас печатает и испытывает опытные образцы ракетных двигателей. Потому технология позволяет печатать очень прочные детали.
Disasm
Вы сейчас про какую технологию говорите? DMLS, SLM или какую-нибудь ещё?
donvictorio
Так он в целом прав, «очень прочные» по сравнению с "...", а там можно вставить любой материал, которым можно печатать и который не такой прочный.
sergku1213
А Вы откройте технические журналы за конец 50-х — начало 60-х и почитайте. Там подробно объясняют почему вопрос э-э-э несколько не того. Вкратце говорилось тогда, более 50 лет назад: — Ультрадисперсные материалы ключ к увеличению прочности металлов. Приготовление деталей из ультрадисперсных порошков позволяет избежать появления внутри изделий трещин и дальнейшего их развития, и позволит приблизить прочность металлических изделий к прочности идеальных изделий из металлических монокристаллов. В реале, конечно зависит от качества порошка очень сильно. Но советских, окисленных порошков делать теперь некому по-моему, так что с прочностью д.б. неплохо, может быть даже хорошо. Теория клянётся что может быть даже гораздо лучше чем почти при любых других способах изготовления.
arheops
Тут ведь вопрос не в теории. В теории — гараздо прочнее в том числе за счет идеального состава порошка и простого перемешивания.
Вопрос — насколько прочны будут изделия изготовляемые ДЕШЕВЫМИ принтерами и сколько они будут стоить(читай сколько стоит порошок).
black_semargl
Порошковая металлургия далеко не новость. И детали с её помощью даже прочнее монолитных могут быть.
3D-принтеры лишь позволили формировать детали произвольной формы.
Что касается цены… вот например титан — цена прутка — 2000руб, цена порошка — от $100. В три раза разница.
arheops
Какое отношение порошковая метталургия имеет к ДЕШЕВЫМ принтерам? А к их рассходникам?
black_semargl
Печать из металла — из металлического порошка.
Цена принтера во многом зависит от количества произведённых экземпляров. Ничего дорогого в лазере нет.
arheops
В лазере то может и нет, а вот в прецинзионной системе его наводки уже есть.
black_semargl
В обычном дивидюке точность наводки субмикронная. Куда больше?
arheops
Какбы стоимость системы наводки прямо пропорциональна нужной мощности лазера, не?
Gozdi
система отклонения луча — подвижное зеркало
flx0
Всего-то в полтора раза — подумал я, но потом вспомнил какой сейчас год. Впрочем, я не о том. Из титанового порошка _дешевые_ принтеры печатать точно не будут. Я вообще сомневаюсь что этот самый порошок можно выносить из среды инертного (по отношению к титану) газа на воздух.
black_semargl
Аргон сейчас 100р за кубометр (пересчёт на 1атм)
sergku1213
Плюс тут в том, что порошковая технология вообще-то вполне распространена. Имеется ввиду изготовление из порошков прессованием с последующим спеканием. Это значит что порошки штука не эксклюзивная. А насчёт дешёвых — это Вы оптимистично так сказали. Они конечно сейчас быстро дешевеют — патент на лазерное спекание недавно закончился, но технология штучного изготовления не сравнится по цене с массовым изготовлением. Да Вы попробуйте заказать что-нибудь отфрезеровать — просто отфрезеровать… бешеных денег хотят. Налоги, станки новые куплены — банку проценты платить, клиентов при таких ценах — только если имеешь категорическую необходимость. Вот и приходится ВСЁ расходы делить на пять заказов. Другое дело что бывает невозможно изготовить деталь. Ну вот не могут сделать и всё. Тогда такой принтер выручает. И думаю для штучного изготовления гораздо дешевле будет купить лазерный 3д принтер, чем фрезерный, токарный и сверлильный станки. И это при том что они еще и не всё смогут сделать, в отличие от лазерных. А решение домашних вопросов своими силами это лучше ждать нешгайских технологий, но до них еще как до Луны ползком.
artemkyd
Прочность будет зависеть от типа используемой для печати шихты, при этом говорят что изделия созданные таким образом имеют высокую прочность, которая со временем только увеличивается. В голландии мост таким образом сделали
Gozdi
Нидерландцы «печатают» сварочным аппаратом, проволока + инертный газ. Для артобъектов нормально.