
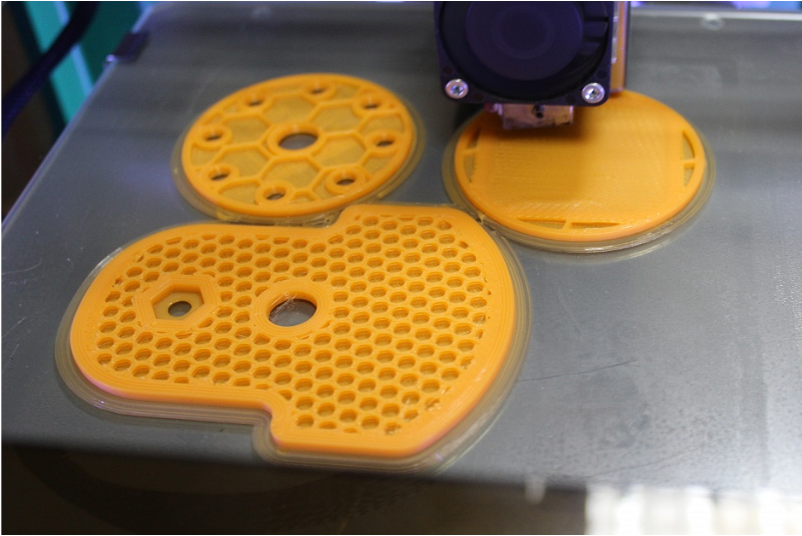
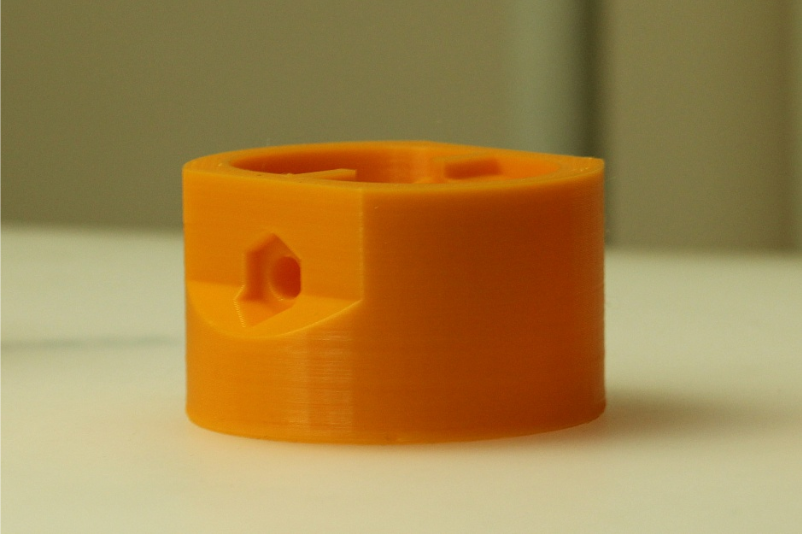
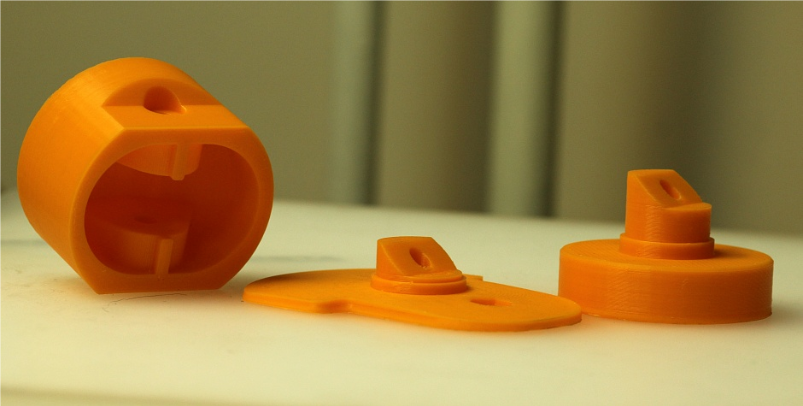
Для примера мы взяли три разных детали двигателя.
3D-принтер для опытов Hercules Strong 17, материал PLA, cопло диаметром 0,8 мм, высота слоя 0,3 мм.
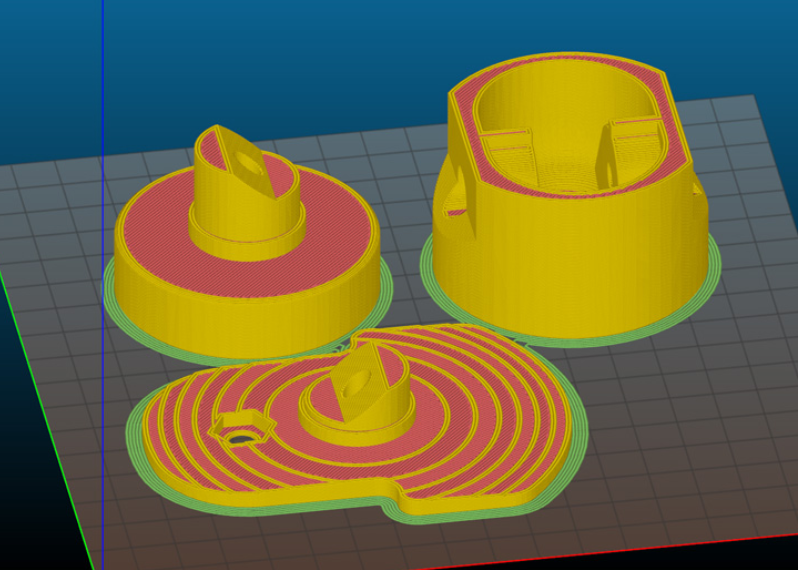
Генерируем Gcode, время печати – 4 часа.
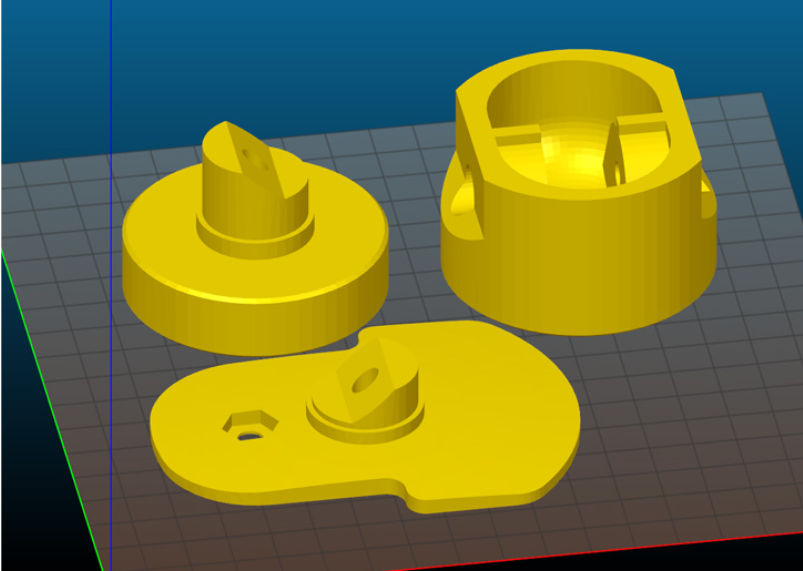
Но детали на одной платформе не однотипные, с разными особенностями геометрии. Поэтому для получения лучшего результата снова будем мучить Slic3r.
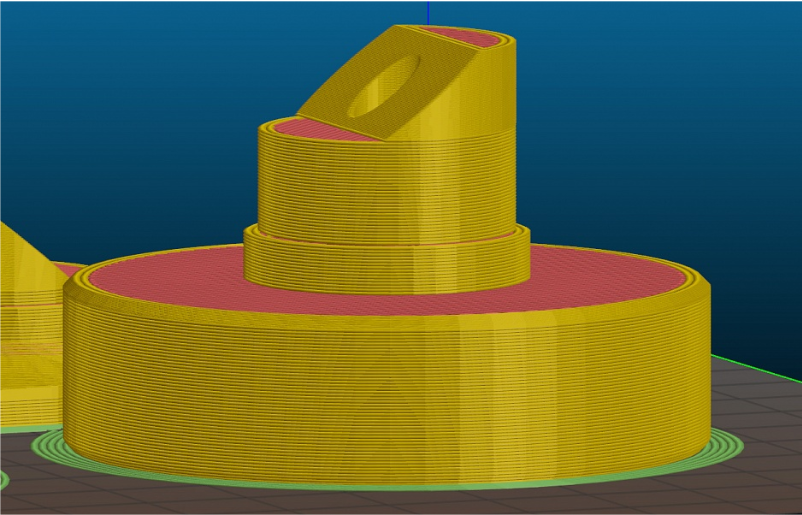
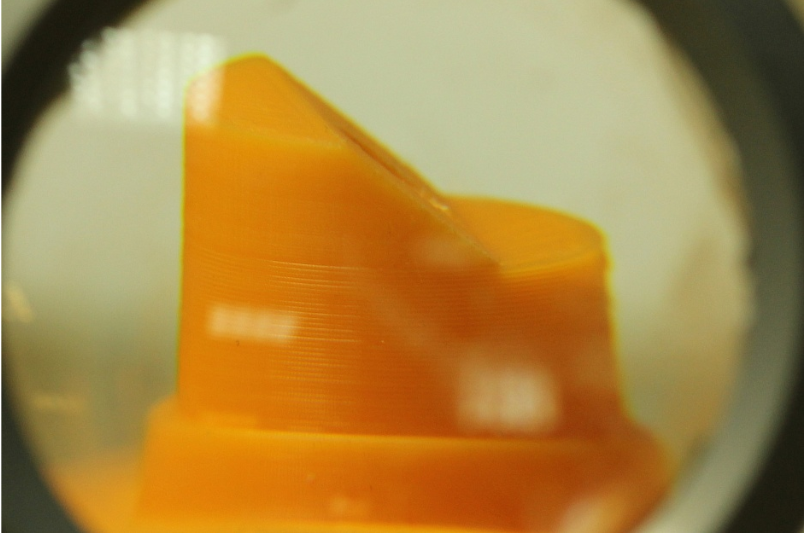
Из-за высоты слоя в 300 мкм и очень большого угла наклона поверхности слои на плоской детали получаются ступеньками. Чтобы от этого избавиться, нужно уменьшить высоту слоя.
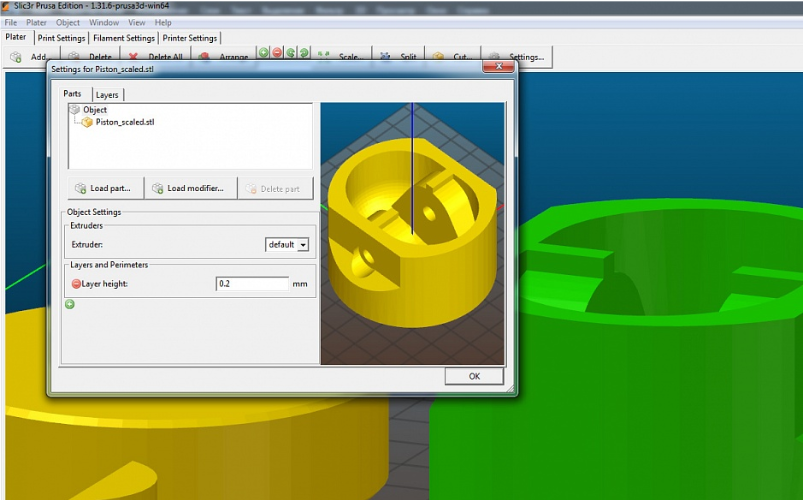
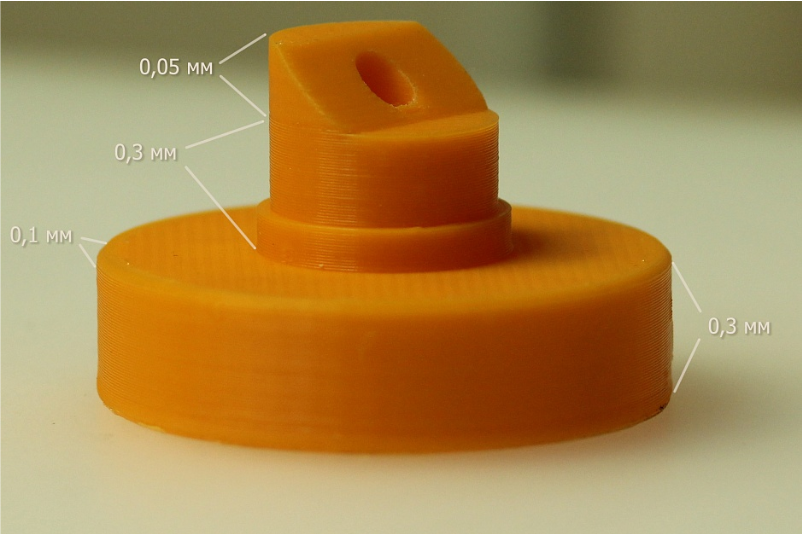
Чтобы задавать различные свойства печати отдельным деталям, дважды кликните на необходимой детали или выделите деталь, нажмите на кнопку Settings. Во вкладке Layers уменьшаем высоту слоя на наклонной поверхности до 0,05мм. Заодно уменьшаем высоту слоя в верхней части до 0,1 мм.

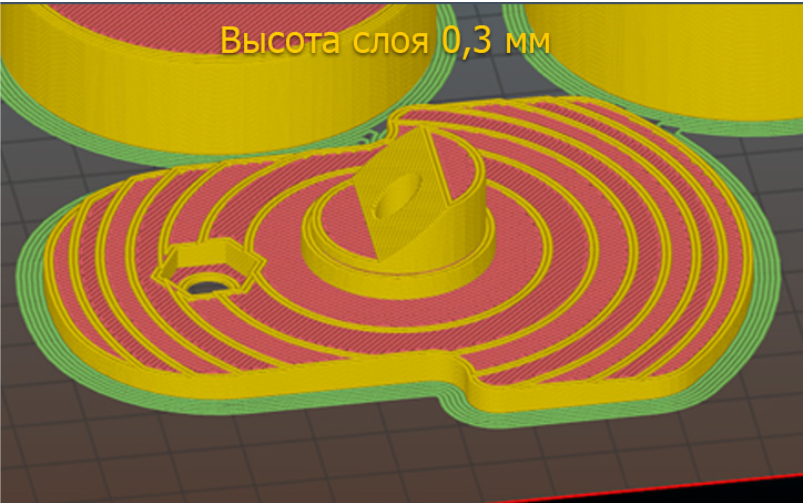
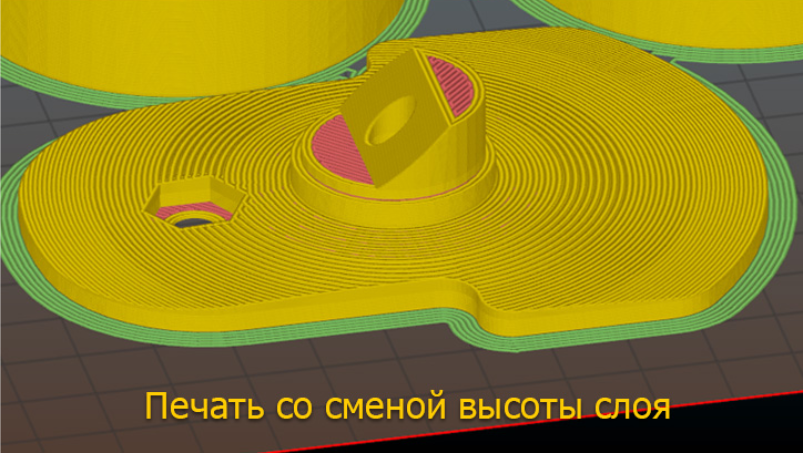
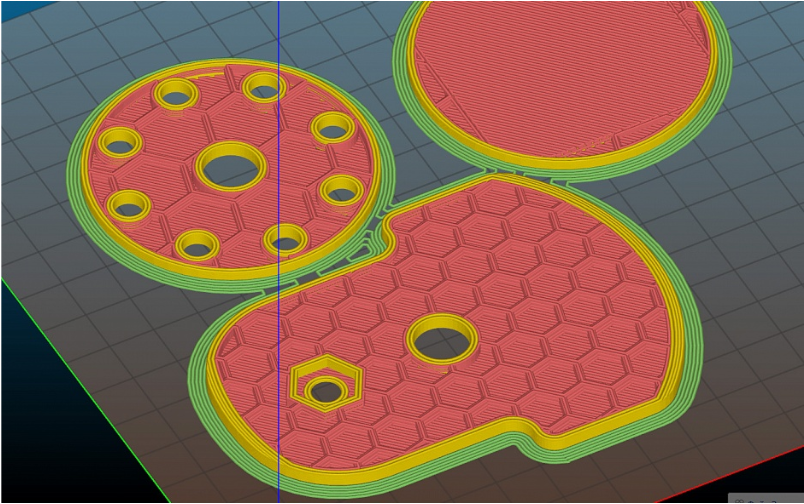
Теперь ступенек не видно, поверхность стала гладкая. Так как поверхность практически наклонная, увеличим процент внутреннего заполнения и количество периметров, чтобы исключить образование дыр.
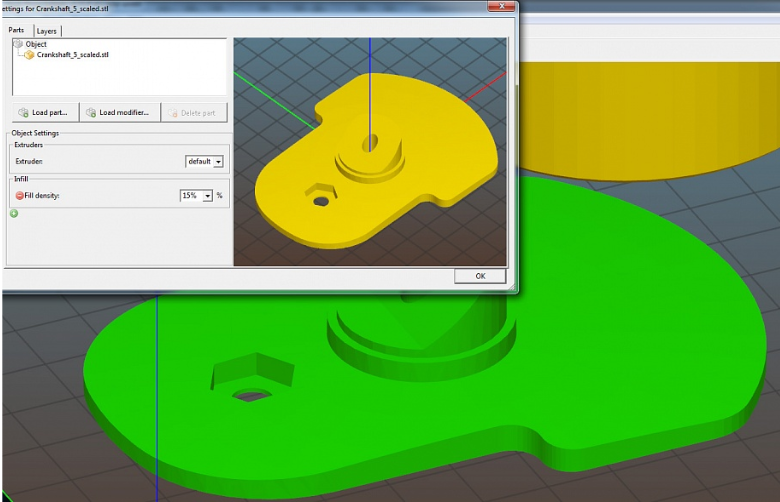
Также в меню Settings заходим во вкладку Parts и кликаем "+", появляется список свойств печати, которые мы можем изменить для данной детали. Выбираем Infill > Fill density, Layers and Perimeters > Perimeters > 4.
Для следующей детали таким же образом снижаем высоту слоя на наклонных поверхностях.
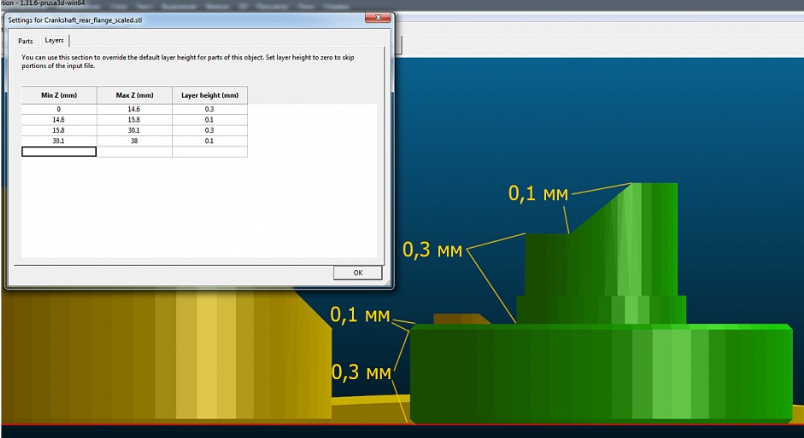
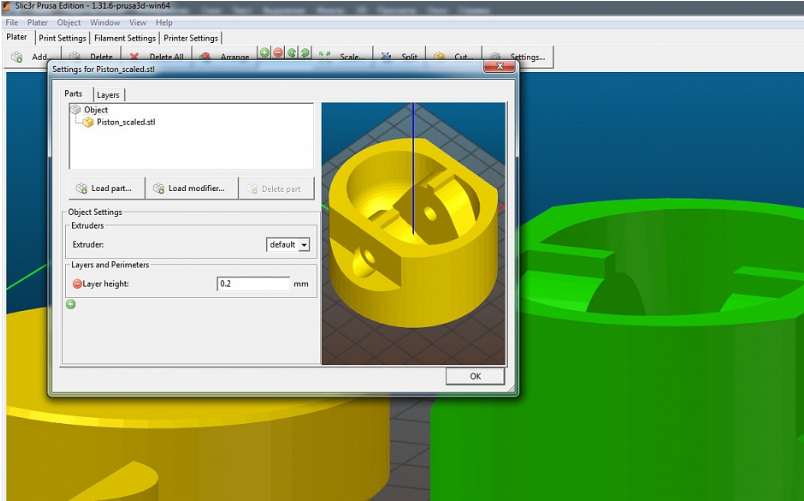
Для эксперимента, у последней детали сделаем высоту слоя некратной — 0,2 мм. Просто любопытно, как Slic3r просчитает некратную высоту слоя.
Дважды кликаем на деталь, во вкладке Part выбираем Layers and Perimeters > Layer height 0.2 мм.
Генерируем код. Время печати 8 часов. Печатаем.
Время печати в первом случае, где все свойства печати и высота слоя одинаковые — 4 часа, а во втором случае время печати увеличивается вдвое –8 часов. Однако, в нашем случае увеличение времени печати не является критичным, а преимуществом данного метода является возможность печатать разные по свойствам и особенностям геометрии детали за один сеанс.
Надеемся вам будет это полезно.
Каталог 3D принтеров
3D-принтер Hercules Strong 17 (герой наших экспериментов)
Не забывайте подписываться на наши социальные сети:
Наш канал Youtube
ВКонтакте
Комментарии (4)

Kriminalist
17.07.2018 17:54Да ну, 4 часа разницы. Не проще припуск на ступеньку дать, и шкуркой.
А в идеале надо просто стол с деталью повернуть на нужный угол, и печатать скос горизонтально.
lonelymyp
17.07.2018 19:40Я бы не рекомендовал так делать, задавать резкую смену толщины слоя на определённой высоте.
Дефект печати из за резкого перехода в толщине слоя чётко виден.
В сликере есть встроенный функционал печати с переменной толщиной слоя, можно задать минимальную толщину, максимальную и выбрать плавность перехода, тогда сликер плавно будет менять толщину слоя, переход будет незаметен на модели.
Да и вобще сликер в этом плане не удобен, в кисслайсере реализован гораздо боле качественный и что самое главное автоматический режим.
Расчёт толщины слоя делается исходя из углов наклона плоскостей, он сам делает слой тоньше там где это надо.
Vcoderlab
Подскажите пожалуйста, насколько хорошо заявленное время печати в Slic3r соответствует фактическому.
Я пользуюсь другим слайсером, и расхождение бывает значительным — например три часа вместо двух.
lonelymyp
Соответствует весьма условно и сильно зависит от конкретной модели. Проблема в том что слайсер не знает о реальных значениях ускорения и джерка указанных в прошивке принтера, поэтому он выдаёт идеальное время, а по факту, в реальной печати, на разгонах и торможениях накапливается задержка, чем сложнее модель тем больше это задержка.
Для уменьшения погрешности можно например использовать Repetier-Server, там можно задать реальные значения ускорений и джерка, сервер печати будет рассчитывать оставшееся время более точно.