
Доброго времени суток!
С вами компания 3Dtool.
Сегодня мы поговорим о параметре “заполнение” он же “infill” в настройках слайсера.
В арсенале у нас все тот же Hercules Strong на аппаратной стороне и Slic3r на программной.
Задача: нужно обоснованно и объективно выяснить, какой из типов заполнения самый оптимальный (самый прочный и быстрый).
Поехали…
Печатаем одну простую модель всеми возможными типами заполнения.
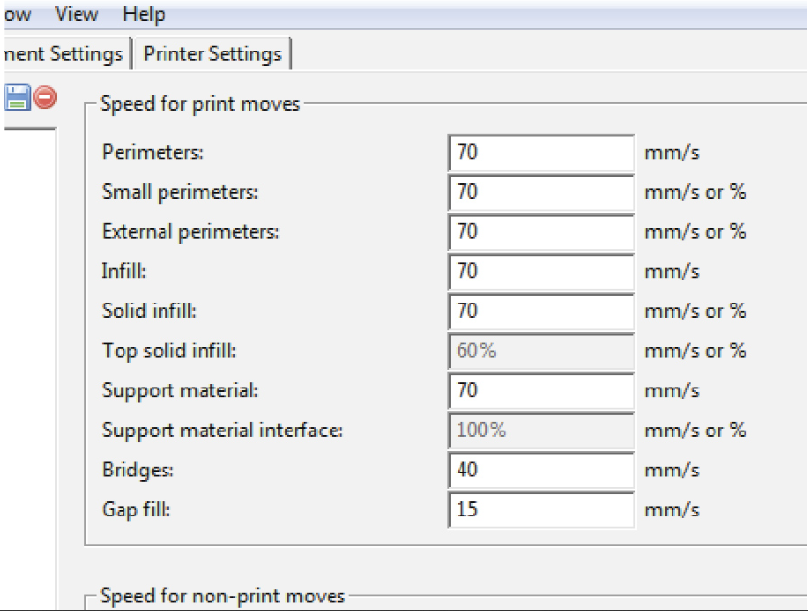
PLA, диаметр сопла 0,5 мм, высота слоя 0,2 мм, заполнение везде 10%, скорость 70 мм/с (!)
размер детали: 69мм*63мм*4 мм













Далее мы взяли три разных детали для сравнения: простую модель: куб 60 х 60 х 60 мм, нашу напечатанную несложную деталь и сложную большую деталь и сравнили время печати.
Материал PLA, диаметр сопла 0,5 мм, высота слоя 0,2 мм, плотность заполнения везде 10%.

На заполнениях, таких как Line и Rectilinear, где нити печатаются перпендикулярно друг другу, экструзия на скорости 70 мм/с рвется. Нить зацепляется за нить предыдущего слоя и обрывается, получаются дыры, что может плохо сказаться на прочности детали. Поэтому такие типы заполнения на высоких скоростях лучше либо не использовать, либо снижать скорость печати приблизительно до 40 мм/с.
Заполнения Hilbert Curve, Archimedean Chords, Octagram Spiral и Concentric печатаются быстро, но их назначение нам разгадать не удалось. Может быть печатать головоломки и катать по лабиринтам шарики от подшипников Так же, возможно, эти типы будут полезны при печати макетов, где прочностные характеристики не так важны. Может у кого то есть еще идеи?
Детали с заполнениями Honeycomb, 3D Honeycomb, Cubic, Stars и Triangles оказались самыми прочными, но плотность заполнений Cubic, Stars и Triangles визуально ниже, чем у Honeycomb и 3D Honeycomb, несмотря на одно значение 10%. Если нам нужно получить более плотную сетку (15-20%), время печати соответственно тоже увеличится.
По качеству печати на скорости 70 мм/с, по времени печати и по прочности выигрывает 3D Honeycomb. Вот такой получился результат.
Надеемся этот опыт будет полезен Вам.
Каталог 3D принтеров
3D принтер Hercules Strong 17
Не забывайте подписываться на наши социальные сети:
INSTAGRAM
ВКонтакте
Facebook
Наш канал Youtube
С вами компания 3Dtool.
Сегодня мы поговорим о параметре “заполнение” он же “infill” в настройках слайсера.
В арсенале у нас все тот же Hercules Strong на аппаратной стороне и Slic3r на программной.
Задача: нужно обоснованно и объективно выяснить, какой из типов заполнения самый оптимальный (самый прочный и быстрый).
Поехали…
Первый этап
Печатаем одну простую модель всеми возможными типами заполнения.
PLA, диаметр сопла 0,5 мм, высота слоя 0,2 мм, заполнение везде 10%, скорость 70 мм/с (!)
размер детали: 69мм*63мм*4 мм
Типы заполнения:
Далее мы взяли три разных детали для сравнения: простую модель: куб 60 х 60 х 60 мм, нашу напечатанную несложную деталь и сложную большую деталь и сравнили время печати.
Материал PLA, диаметр сопла 0,5 мм, высота слоя 0,2 мм, плотность заполнения везде 10%.
Таблица сравнения
На заполнениях, таких как Line и Rectilinear, где нити печатаются перпендикулярно друг другу, экструзия на скорости 70 мм/с рвется. Нить зацепляется за нить предыдущего слоя и обрывается, получаются дыры, что может плохо сказаться на прочности детали. Поэтому такие типы заполнения на высоких скоростях лучше либо не использовать, либо снижать скорость печати приблизительно до 40 мм/с.
Заполнения Hilbert Curve, Archimedean Chords, Octagram Spiral и Concentric печатаются быстро, но их назначение нам разгадать не удалось. Может быть печатать головоломки и катать по лабиринтам шарики от подшипников Так же, возможно, эти типы будут полезны при печати макетов, где прочностные характеристики не так важны. Может у кого то есть еще идеи?
Детали с заполнениями Honeycomb, 3D Honeycomb, Cubic, Stars и Triangles оказались самыми прочными, но плотность заполнений Cubic, Stars и Triangles визуально ниже, чем у Honeycomb и 3D Honeycomb, несмотря на одно значение 10%. Если нам нужно получить более плотную сетку (15-20%), время печати соответственно тоже увеличится.
По качеству печати на скорости 70 мм/с, по времени печати и по прочности выигрывает 3D Honeycomb. Вот такой получился результат.
Надеемся этот опыт будет полезен Вам.
Каталог 3D принтеров
3D принтер Hercules Strong 17
Не забывайте подписываться на наши социальные сети:
ВКонтакте
Наш канал Youtube
Комментарии (5)

REPISOT
16.07.2018 09:35+1Задача: нужно обоснованно и объективно выяснить, какой из типов заполнения самый оптимальный (самый прочный и быстрый).
А где методика «измерения» прочности и сравнение результатов?Vcoderlab
16.07.2018 10:15Поддерживаю.
Тип оборудования, методика тестирования, результаты… где это всё?
Хабр всё-таки технический ресурс, а не рекламная площадка. А пока получилось «Глядите какие виды заполнения умеет Slic3r. Вот эти нам нравятся, вот эти нет. Кстати мы продаём 3д-принтеры».
PKav
16.07.2018 15:073D-печать это такая штука, в которой не стоит торопиться. Сравнили бы лучше все на 40 мм/сек, думаю, результаты были бы совсем другие.
Saenco
16.07.2018 17:55Хотелось бы увидеть результаты при заполнении Gyroid.
P.s. не знаю, есть ли он в обычной версии Slic3r, но в Slic3r PE точно есть
datacompboy
3D секреты 3D от 3D компании