
Доброго времени суток! Помимо обычных тестов и экспериментов мы много времени уделяем пробной 3D печати. Обычно детали для пробной печати однотипные и неинтересные. Но попадаются и такие экземпляры как: ручка с барельефом для шкафа-купе. Зачем – никто не знает, заказчик сказал напечатать, чтобы понять возможности 3D принтера Hercules 2018.


Материал PLA Esun золотой, диаметр сопла 0,3 мм. Печать происходила со сменой высоты слоя, до начала барельефа высота слоя была — 0,2 мм, высота слоя барельефа 0,05 мм. Время печати 7 часов. Слайсер – Slic3r.
Температура экструдера/стола – 205/65 градусов. Обдув 100%. Ручка печаталась лежа на столе полностью на поддержках.
Процесс печати:

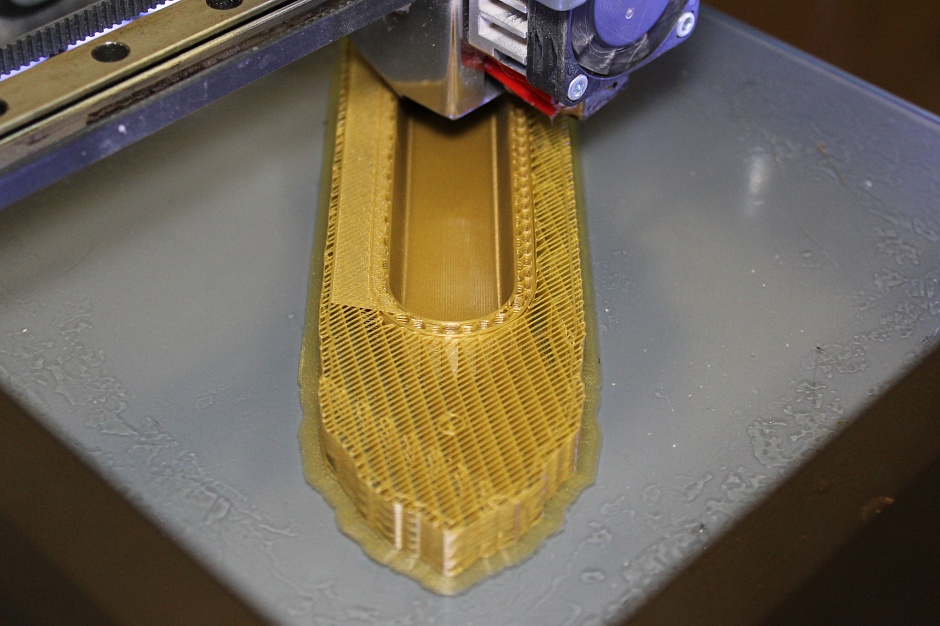

Ширина экструзии поддержек 0,2 мм. Для экономии времени поддержка идет с шагом в 3 мм, дальше 2 промежуточных слоя с шагом в 1 мм, чтобы первые слои ручки не свисали. Поддержка печатается вплотную по XY к первому слою ручки, несмотря на это не припекается к первому слою.
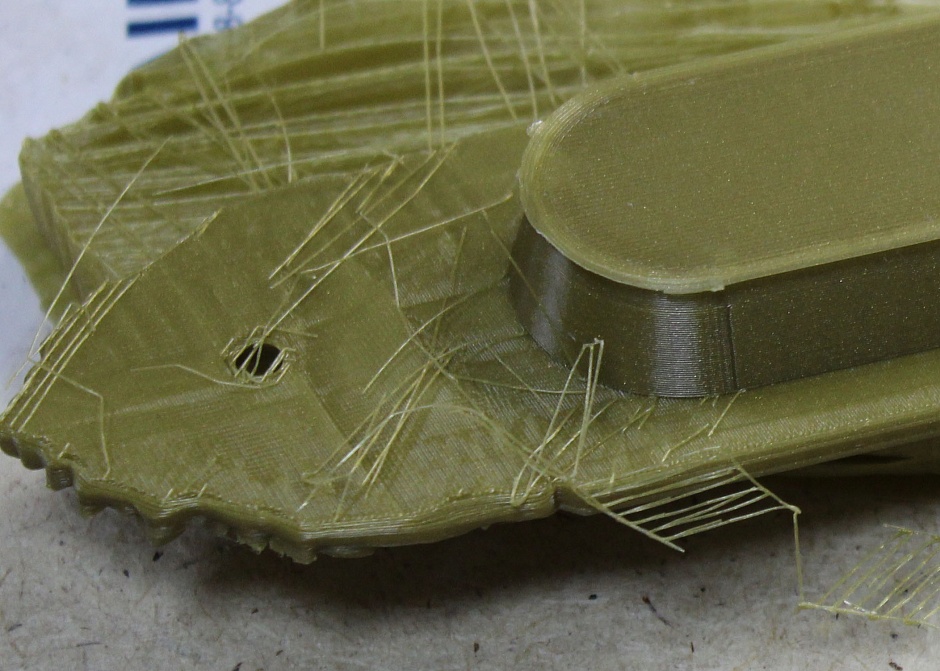
Снимаем со стола:

Весь низ в поддержке.

После снятия детали поддержки легко удалились руками, поверхность получилась гладкой и практически без следов поддержки.
Удаляем поддержку руками, нож не понадобился совсем. Раньше удаление поддержек и чистка поверхности заняли бы часа полтора, но следы было бы видно все равно. Здесь было потрачено не больше двух минут, а качество поверхности в разы лучше.



Поверхность, которая печаталась над поддержкой.
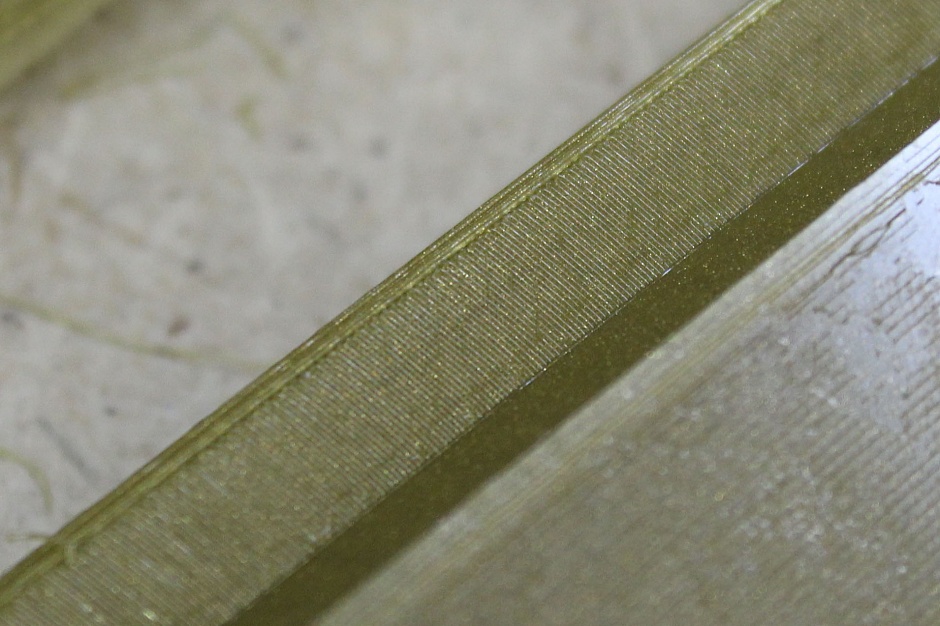
После обработки дихлорэтаном:

Нам кажется, до обработки она смотрелась симпатичнее. Но это тоже эксперимент, куда без них.
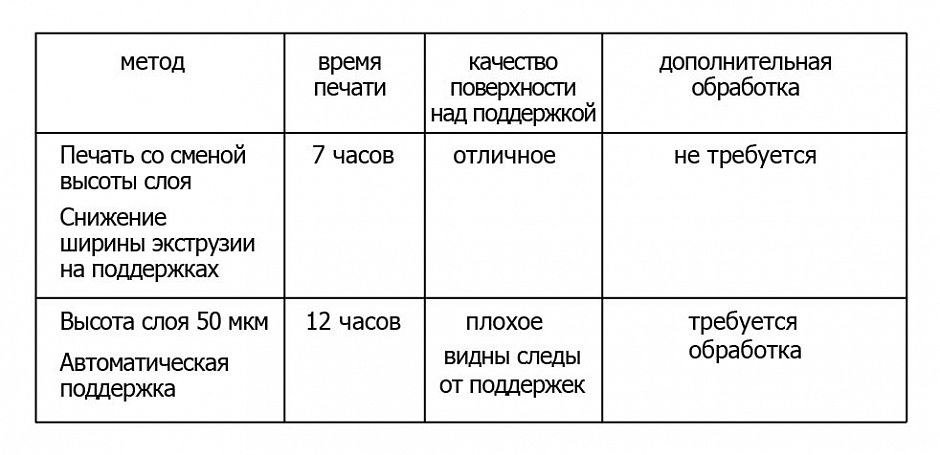
Ручка интересна тем, что в подготовке кода использовались ранее описанные методы: смена высоты слоя и печать легко отделяемых поддержек. Оба метода работают, еще раз проверено на практике.
Вывод: 50% успеха зависит от правильно подготовленного кода.
Всем удачи в 3D печати.
> Каталог 3D принтеров
Не забывайте подписываться на наш YouTube-канал (новые ролики выходят каждую неделю).

Материал PLA Esun золотой, диаметр сопла 0,3 мм. Печать происходила со сменой высоты слоя, до начала барельефа высота слоя была — 0,2 мм, высота слоя барельефа 0,05 мм. Время печати 7 часов. Слайсер – Slic3r.
Температура экструдера/стола – 205/65 градусов. Обдув 100%. Ручка печаталась лежа на столе полностью на поддержках.
Процесс печати:
Ширина экструзии поддержек 0,2 мм. Для экономии времени поддержка идет с шагом в 3 мм, дальше 2 промежуточных слоя с шагом в 1 мм, чтобы первые слои ручки не свисали. Поддержка печатается вплотную по XY к первому слою ручки, несмотря на это не припекается к первому слою.
Снимаем со стола:
Весь низ в поддержке.
После снятия детали поддержки легко удалились руками, поверхность получилась гладкой и практически без следов поддержки.
Удаляем поддержку руками, нож не понадобился совсем. Раньше удаление поддержек и чистка поверхности заняли бы часа полтора, но следы было бы видно все равно. Здесь было потрачено не больше двух минут, а качество поверхности в разы лучше.
Поверхность, которая печаталась над поддержкой.
После обработки дихлорэтаном:
Нам кажется, до обработки она смотрелась симпатичнее. Но это тоже эксперимент, куда без них.
Ручка интересна тем, что в подготовке кода использовались ранее описанные методы: смена высоты слоя и печать легко отделяемых поддержек. Оба метода работают, еще раз проверено на практике.
Вывод: 50% успеха зависит от правильно подготовленного кода.
Всем удачи в 3D печати.
> Каталог 3D принтеров
Не забывайте подписываться на наш YouTube-канал (новые ролики выходят каждую неделю).
baxtep2
Тема не раскрыта.
Какой слайсер использовался, какие именно настройки выставлялись и где. Скриншоты с настройками слайсера не хватает.
Высота слоя менялась в каком месте?
А где пример печати со стандартными настройками. Возможно там не все так плохо, как написали в табличке.