
Всем добрый день! В данной статье мы хотели бы поговорить о вопросе, который мучает многих заказчиков при выборе 3D принтера с 2-мя экструдерами. А именно, что лучше? Что стабильнее? Какой 3D принтер выбрать? Почему одни 3D принтеры с двумя экструдерами стоят значительно дешевле, и в чем разница между ними?
Начнем, прежде всего с того, что под печатью 2–мя экструдерами (или 2-х компонентная печать) мы понимаем возможность печати 2 материалами например PLA (базовый материал) и PVA (материал временной поддержки удаляемый химическим путем, с помощью воды в данном случае).
Есть возможность печатать двумя разными цветами. Но на практике это не получило какого-либо большого распространения. Печать же сложных моделей с растворяемыми поддержками — востребована.
Поэтому надо решить для себя, зачем нужен 3D принтер с двумя экструдерами? Для большинства задач достаточно использования 3D принтера с 1 экструдером.
Использование же двухэкструдерного 3D принтера просто необходимо, при печати сложных 3D моделей с растворяемыми поддержками. Обычно такие 3D принтеры выбирают производственные компании для печати геометрически сложных прототипов или владельцы 3D принтеров с 1 экструдеров которые понимают, что они не могут реализовать с помощью 3D принтера с 1 экструдером.
Но все ли 3D принтеры c 2 экструдерами имеют одинаковые возможности? Или все- таки отличия в конструкции, и соответственно в цене, имеют решающее значение?
Рассмотрим различные варианты решений для 3D печати 2-мя материалами представленных на рынке 3D оборудования.
Для реализации этой функции, производители используют следующее решения:
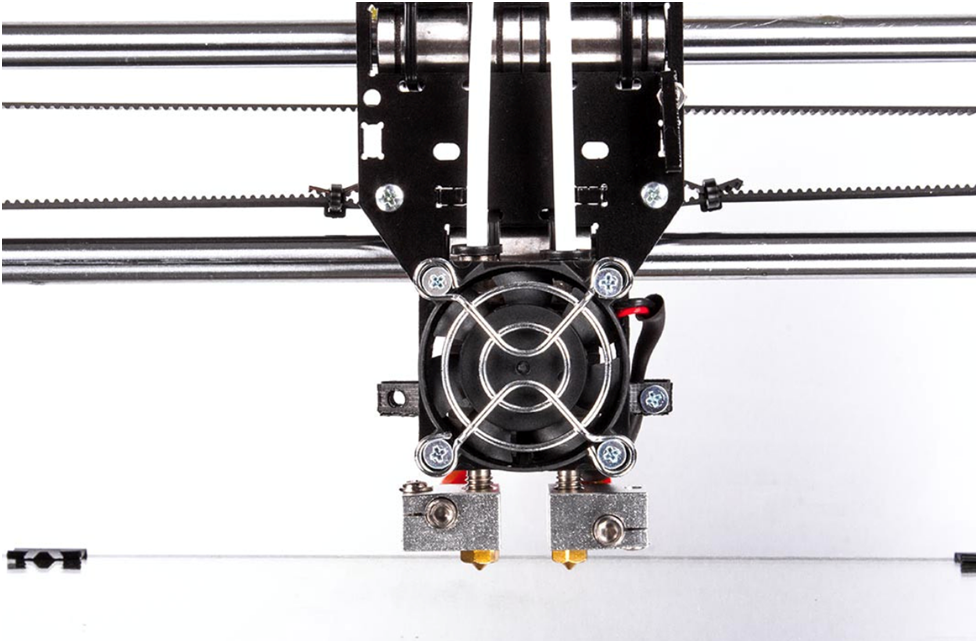
Использование 2-х статичных экструдеров. Как правило это 2 hot-end’а c двумя независимыми моторами подачи материала. Вариантов много. Но все они в той или иной степени повторяют решения на Makerbot Replicator 2, выпущенного в 2012 году.
Есть несколько технических вариантов решения, но все они имеют общий список недостатков и особенностей.
Недостатки :
1) Обязательно выравнивание обоих сопел по горизонтали относительно рабочего стола 3D принтера. Иными словами сопла каждого hotend’а должны быть на одинаковой высоте, в идеале с погрешностью не более 0.1 мм.
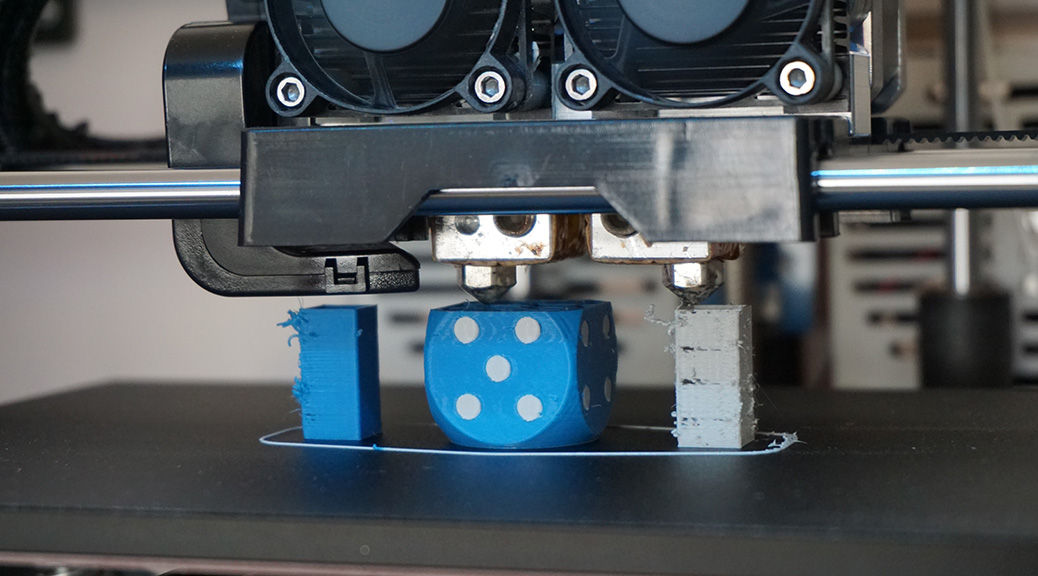
2) Использование утилитарной башни (или аналогов) для очистки не активного сопла от потеков пластика(образование капли) перед переключением в активный режим для печати. Рассмотрим пример: если сопло №1 печатает модель синим пластиком, то для того чтоб сопло №2 начало печать белым, принтеру необходимо сначала соплом №2 выполнить печать 1-го слоя башни для удаления остатков пластика, и только потом переместить на печать базовой модели (см. Рисунок). И так каждое переключение. Это очень сильно (в разы) тормозит скорость печати, относительно той же модели но при печати 1 цветом. Более того возникает вероятность, обрушения улититарной башни (слой плохо лег, или отклеилась от рабочего стола) и как следствие брак всего проекта.
3) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака. Из неактивного в данный момент сопла может подтекать пластик и портить деталь.
Достоинства:
1) Низкая стоимость решения
2) Простота конструкции, как следствие — высокая ремонтопригодность.
Этот вариант имеет самую низкую цену и самые низкие возможности в итоге. Сложность настройки, для получения качественного результата, делает этот вариант реализации, полигоном для экспериментов в домашней обстановке. В более-менее интенсивной реализации проектов, делает такой вариант, достаточно проблемным.
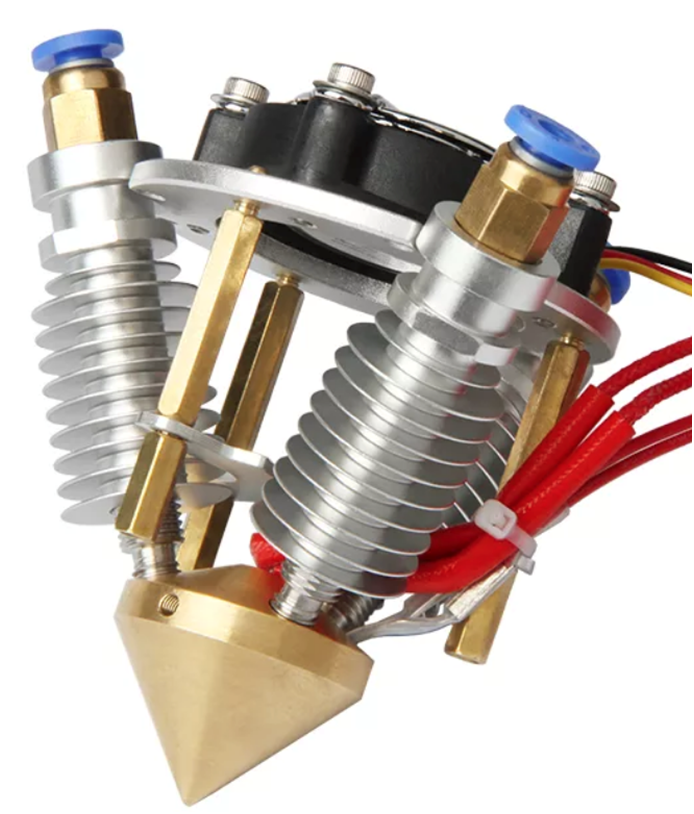
Использование экструдера типа Diamond. В экструдерах подобного типа используется одно сопло, и радиатор(ы) (или модуль охлаждения) с несколькими внутренними ходами для пластика.

В основном, такой экструдер используется для печати разными цветами. Но это, как мы уже знаем, не получило особого распространения в реальности. Печать с растворяемым материалом будет несколько затруднена. Во-первых, основной материал и материал поддержек имеют разную рабочую температуру. Это вызовет некоторые трудности для качественной печати.
И в любом случае такая конструкция имеет почти весь список недостатков, как и первый вариант.
Только нет пункта про выравнивание сопел – тут оно одно.
Недостатки :
1) Осталось необходимость использования утилитарной башни (или аналогов) для очистки сопла от потеков пластика (образование капли) перед переключением на другой материал. На фото видна эта «башня». Это очень сильно (в разы) тормозит скорость печати, относительно той же модели, но при печати 1 цветом. Тут еще возможно будет нужно время на изменение температуры сопла, при смене основного материала на поддержки. Или сильно возрастет возможность некачественной печати.
2) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака.
3) Такой тип экструдера комплектуются подачей пластика Bowden-схемы. Это влечет трудности (чаще даже, невозможность печати гибкими пластиками)
Также исчезли преимущества.
Такое решение достаточно дорогое. И имеет сложную конструкцию.
Достоинства:
1) Более высокое качество печати, чем у варианта №1.
В итоге в варианте печати двумя материалами с растворяемыми поддержками никаких особых преимуществ перед первым решением нет. Зато этот вариант имеет более высокую цену.
Схемы экструдеров, у которых неактивное в данный момент сопло поднимается, чтобы не создавать проблем. Самая известная на сегодняшний день, среди серийных принтеров, схема JetSwitch.
Система с поворотным блоком сопел от PICASO 3D. Имеется один двигатель подачи пластика, что облегчает конструкцию.
Главная особенность в том, что с помощью поворотного механизма на рабочий уровень опускается одно из сопел, которое активно в данный момент. Второе в это время закрыто, и из него не вытекает расплавленный пластик.
Достоинства:
1) Высокое качество печати
2) Нет необходимости построения утилитарной «башни». Поэтому время переключения между экструдерами небольшое. Скорость печати двумя материалами в РАЗЫ быстрее, чем у вариантов 1,2. Ниже сравнительная таблица от компании PICASO 3D.

Недостатки :
1) Достаточно сложная конструкция, и как следствие — высокая цена.
Есть еще несколько вариантов экструдеров с подъемными соплами. Всех их объединяет одно – намного более высокое качество печати двумя материалами, чем «классического» варианта №1. Да, они все имеют более высокую цену, но и качество печати кардинально отличается.
Выводы следующие – приобретая недорогую конструкцию, вы экономите деньги, но тратите в разы больше время на настройку и саму печать. При остающемся риске брака, что сводит все усилия к нулю. При этом, результат печати все равно будет хуже, чем у конструкций с подъемными соплами.
Если же нужен высококачественный результат и критично время печати сложных моделей, то имеет смысл выбрать модель с подъемными соплами:
1) PICASO 3D Designer X PRO
2) Raise3D Pro2
3) Ultimaker 3
Немного теории
Начнем, прежде всего с того, что под печатью 2–мя экструдерами (или 2-х компонентная печать) мы понимаем возможность печати 2 материалами например PLA (базовый материал) и PVA (материал временной поддержки удаляемый химическим путем, с помощью воды в данном случае).
Есть возможность печатать двумя разными цветами. Но на практике это не получило какого-либо большого распространения. Печать же сложных моделей с растворяемыми поддержками — востребована.
Поэтому надо решить для себя, зачем нужен 3D принтер с двумя экструдерами? Для большинства задач достаточно использования 3D принтера с 1 экструдером.
Использование же двухэкструдерного 3D принтера просто необходимо, при печати сложных 3D моделей с растворяемыми поддержками. Обычно такие 3D принтеры выбирают производственные компании для печати геометрически сложных прототипов или владельцы 3D принтеров с 1 экструдеров которые понимают, что они не могут реализовать с помощью 3D принтера с 1 экструдером.
Но все ли 3D принтеры c 2 экструдерами имеют одинаковые возможности? Или все- таки отличия в конструкции, и соответственно в цене, имеют решающее значение?
Рассмотрим различные варианты решений для 3D печати 2-мя материалами представленных на рынке 3D оборудования.
Для реализации этой функции, производители используют следующее решения:
Решение № 1
Использование 2-х статичных экструдеров. Как правило это 2 hot-end’а c двумя независимыми моторами подачи материала. Вариантов много. Но все они в той или иной степени повторяют решения на Makerbot Replicator 2, выпущенного в 2012 году.
Есть несколько технических вариантов решения, но все они имеют общий список недостатков и особенностей.
Недостатки :
1) Обязательно выравнивание обоих сопел по горизонтали относительно рабочего стола 3D принтера. Иными словами сопла каждого hotend’а должны быть на одинаковой высоте, в идеале с погрешностью не более 0.1 мм.
2) Использование утилитарной башни (или аналогов) для очистки не активного сопла от потеков пластика(образование капли) перед переключением в активный режим для печати. Рассмотрим пример: если сопло №1 печатает модель синим пластиком, то для того чтоб сопло №2 начало печать белым, принтеру необходимо сначала соплом №2 выполнить печать 1-го слоя башни для удаления остатков пластика, и только потом переместить на печать базовой модели (см. Рисунок). И так каждое переключение. Это очень сильно (в разы) тормозит скорость печати, относительно той же модели но при печати 1 цветом. Более того возникает вероятность, обрушения улититарной башни (слой плохо лег, или отклеилась от рабочего стола) и как следствие брак всего проекта.
3) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака. Из неактивного в данный момент сопла может подтекать пластик и портить деталь.
Достоинства:
1) Низкая стоимость решения
2) Простота конструкции, как следствие — высокая ремонтопригодность.
Этот вариант имеет самую низкую цену и самые низкие возможности в итоге. Сложность настройки, для получения качественного результата, делает этот вариант реализации, полигоном для экспериментов в домашней обстановке. В более-менее интенсивной реализации проектов, делает такой вариант, достаточно проблемным.
Решение № 2
Использование экструдера типа Diamond. В экструдерах подобного типа используется одно сопло, и радиатор(ы) (или модуль охлаждения) с несколькими внутренними ходами для пластика.
В основном, такой экструдер используется для печати разными цветами. Но это, как мы уже знаем, не получило особого распространения в реальности. Печать с растворяемым материалом будет несколько затруднена. Во-первых, основной материал и материал поддержек имеют разную рабочую температуру. Это вызовет некоторые трудности для качественной печати.
И в любом случае такая конструкция имеет почти весь список недостатков, как и первый вариант.
Только нет пункта про выравнивание сопел – тут оно одно.
Недостатки :
1) Осталось необходимость использования утилитарной башни (или аналогов) для очистки сопла от потеков пластика (образование капли) перед переключением на другой материал. На фото видна эта «башня». Это очень сильно (в разы) тормозит скорость печати, относительно той же модели, но при печати 1 цветом. Тут еще возможно будет нужно время на изменение температуры сопла, при смене основного материала на поддержки. Или сильно возрастет возможность некачественной печати.
2) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака.
3) Такой тип экструдера комплектуются подачей пластика Bowden-схемы. Это влечет трудности (чаще даже, невозможность печати гибкими пластиками)
Также исчезли преимущества.
Такое решение достаточно дорогое. И имеет сложную конструкцию.
Достоинства:
1) Более высокое качество печати, чем у варианта №1.
В итоге в варианте печати двумя материалами с растворяемыми поддержками никаких особых преимуществ перед первым решением нет. Зато этот вариант имеет более высокую цену.
Решение №3
Схемы экструдеров, у которых неактивное в данный момент сопло поднимается, чтобы не создавать проблем. Самая известная на сегодняшний день, среди серийных принтеров, схема JetSwitch.
Система с поворотным блоком сопел от PICASO 3D. Имеется один двигатель подачи пластика, что облегчает конструкцию.
Главная особенность в том, что с помощью поворотного механизма на рабочий уровень опускается одно из сопел, которое активно в данный момент. Второе в это время закрыто, и из него не вытекает расплавленный пластик.
Достоинства:
1) Высокое качество печати
2) Нет необходимости построения утилитарной «башни». Поэтому время переключения между экструдерами небольшое. Скорость печати двумя материалами в РАЗЫ быстрее, чем у вариантов 1,2. Ниже сравнительная таблица от компании PICASO 3D.
Недостатки :
1) Достаточно сложная конструкция, и как следствие — высокая цена.
Есть еще несколько вариантов экструдеров с подъемными соплами. Всех их объединяет одно – намного более высокое качество печати двумя материалами, чем «классического» варианта №1. Да, они все имеют более высокую цену, но и качество печати кардинально отличается.
Выводы
Выводы следующие – приобретая недорогую конструкцию, вы экономите деньги, но тратите в разы больше время на настройку и саму печать. При остающемся риске брака, что сводит все усилия к нулю. При этом, результат печати все равно будет хуже, чем у конструкций с подъемными соплами.
Если же нужен высококачественный результат и критично время печати сложных моделей, то имеет смысл выбрать модель с подъемными соплами:
1) PICASO 3D Designer X PRO
2) Raise3D Pro2
3) Ultimaker 3
Комментарии (7)

eps
22.06.2018 15:34Технический рисунок устройства, закрытого кожухом и вентилятором, не сильно информативен
Напомню про остальные способы:
- Паркующиеся головки, например, https://www.thingiverse.com/thing:2201859
- Подача разных прутков в одну головку, как в Prusa Multi-material upgrade
lonelymyp
22.06.2018 19:44Добавлю:
- Два полностью независимых экструдера, каждый печатает свой участок модели и потом освобождает место для другого, в сравнении с паркующимися головками, экономия времени на парковке.
Бонусом можно печатать сразу 2 одинаковые детали синхронно.
- Два полностью независимых экструдера, каждый печатает свой участок модели и потом освобождает место для другого, в сравнении с паркующимися головками, экономия времени на парковке.
jawaharlalnehru
Нужно больше запятых для Бога Запятых!
Smayliks
Тут весь текст написан классно для СЕО, но совершенно нечитаемо для человека.