

Первая стадия: набухание геля, служащего основой для формулы. Она (в зависимости от синтезируемого вещества) может длиться несколько часов или суток. А почти финал выглядит так:
Если прошлое мелкосерийное почти ручное производство было интересно самим процессом работы с гелем, то это полуавтоматизированное — уже тем, как мы организовывали процесс.
Для начала примерно десять лет назад надо было сделать так, чтобы линия работала. Мы настраивали и калибровали её примерно два месяца.
Производство состоит из пяти основных частей:
— Очистка воды (используется многоступенчатая очистка от обычных фильтров до мембран обратного осмоса).
— Производство непосредственно гелей (того, что будет в тубах или другой таре) и контроль.
— Упаковка в тару, герметизация, контроль, наклеивание этикетки, упаковка в коробку с инструкцией, упаковка в транспортную коробку.
— Лаборатория контроля сырья и итоговой продукции.
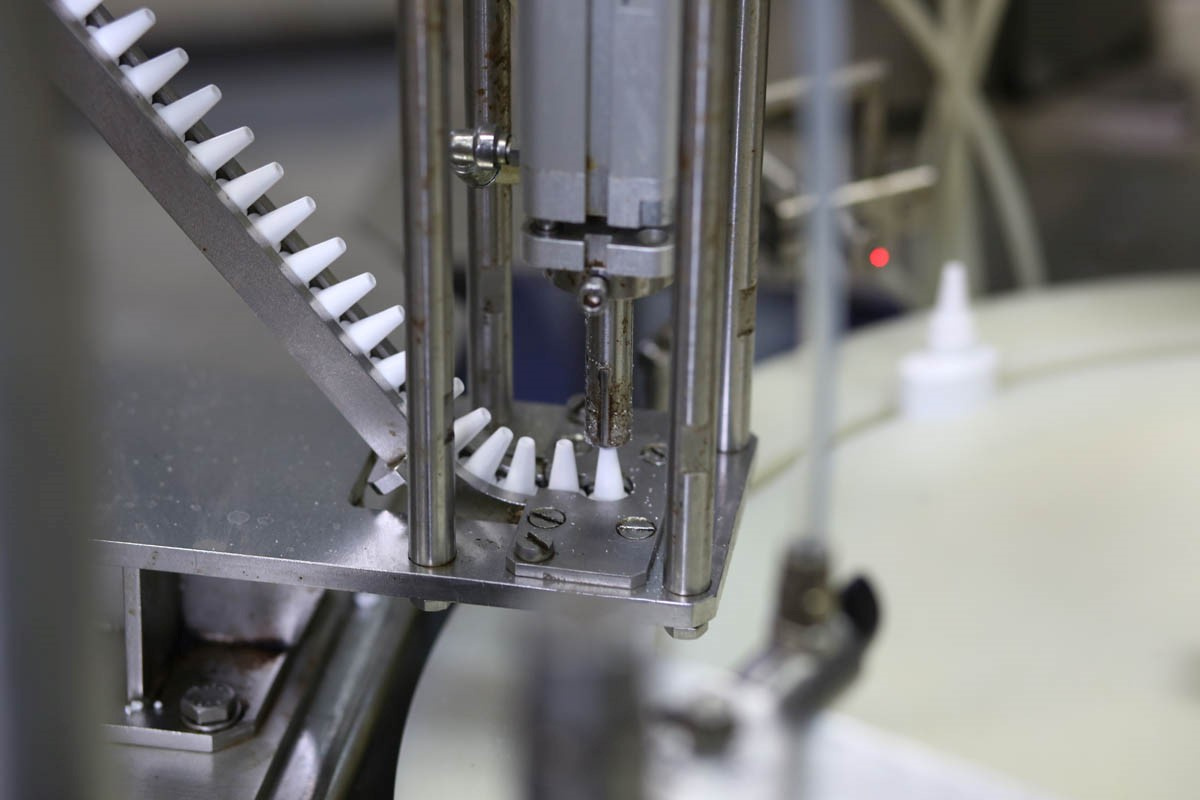
Я начну немного с середины, потому что самое интересное — это фасовка геля:


Работает это вот так:

На круг поступают флаконы справа, а сверху поступает гель. На первом такте флакон заливается гелем, затем снабжается крышкой, затем датчик проверяет наличие крышки-дозатора на флаконе, затем ставится вторая крышка (уже герметизирующая), ещё один датчик для проверки — и флакон уезжает на оклейку этикеткой.

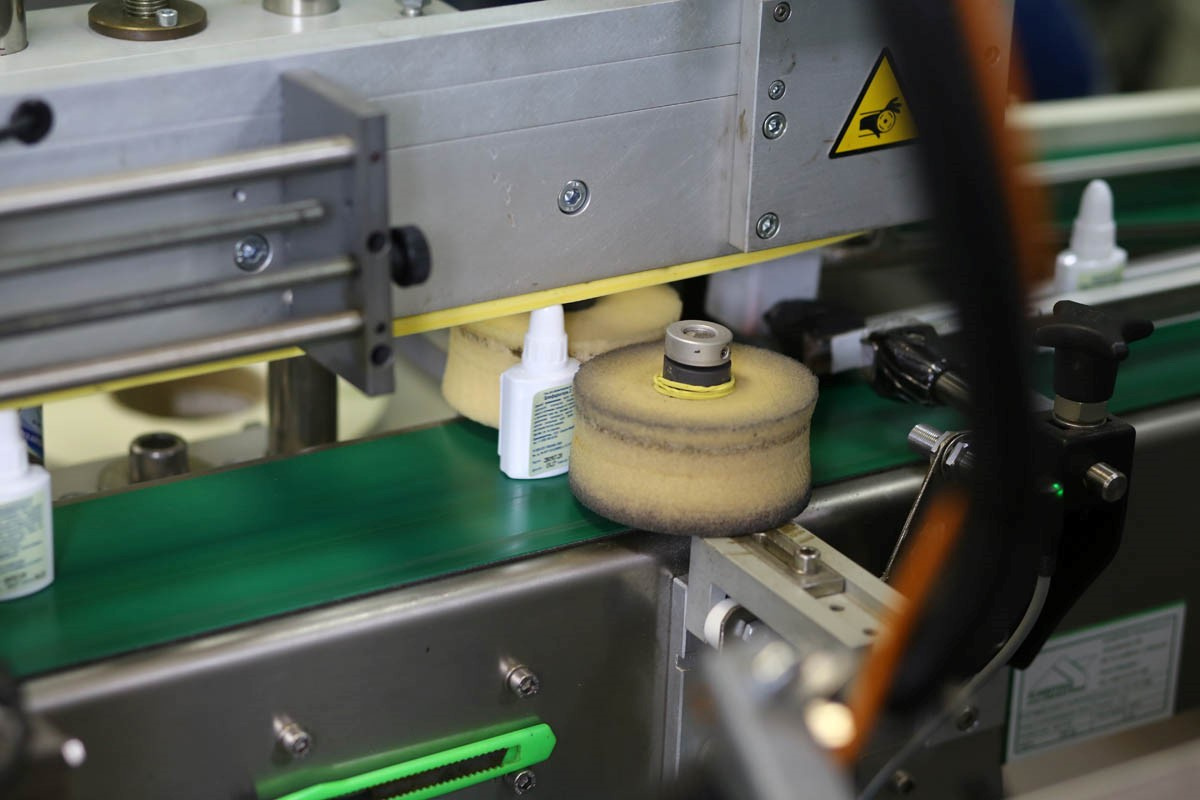
Вот крышки крупнее:
Датчик крупнее:

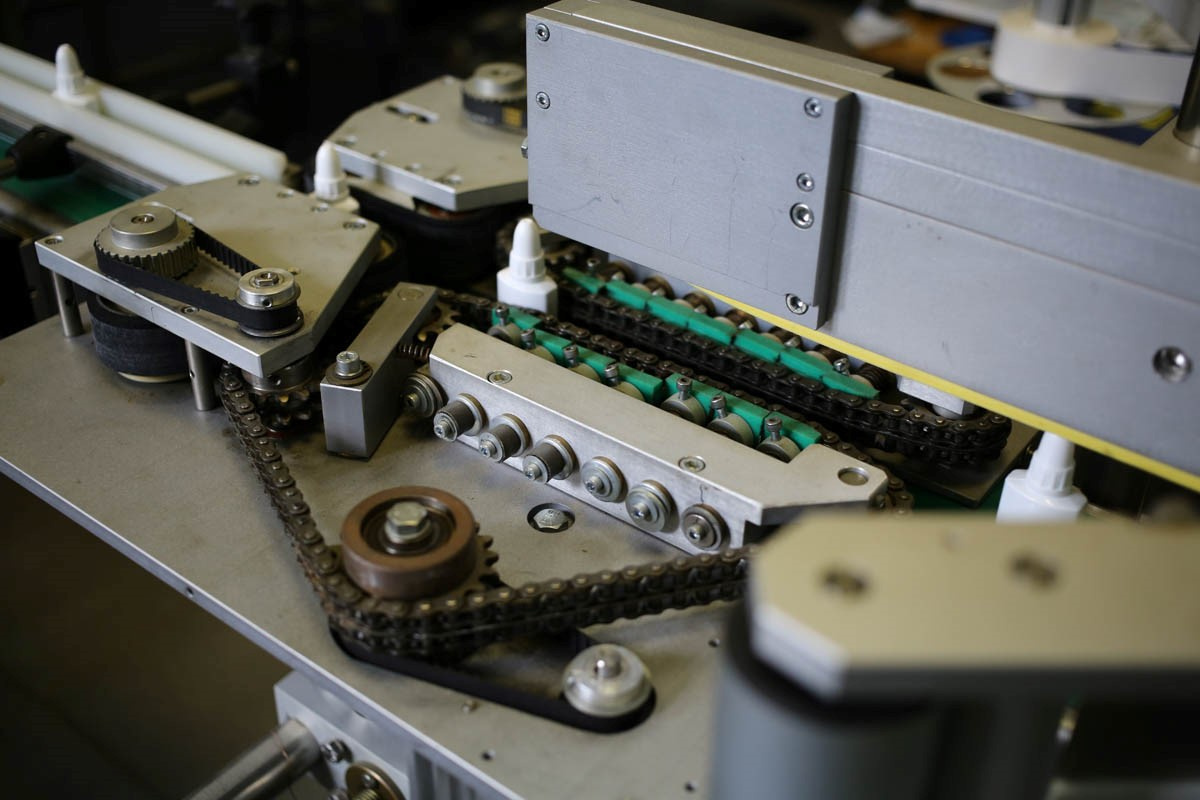
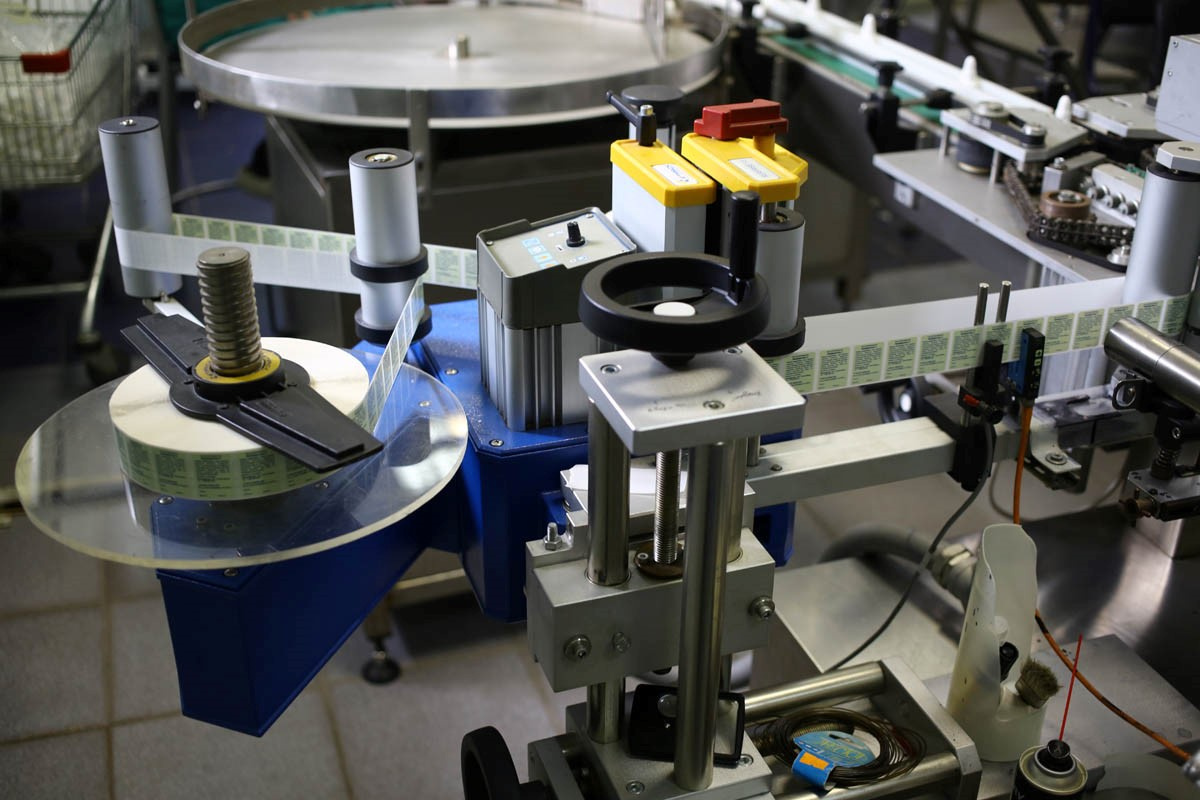
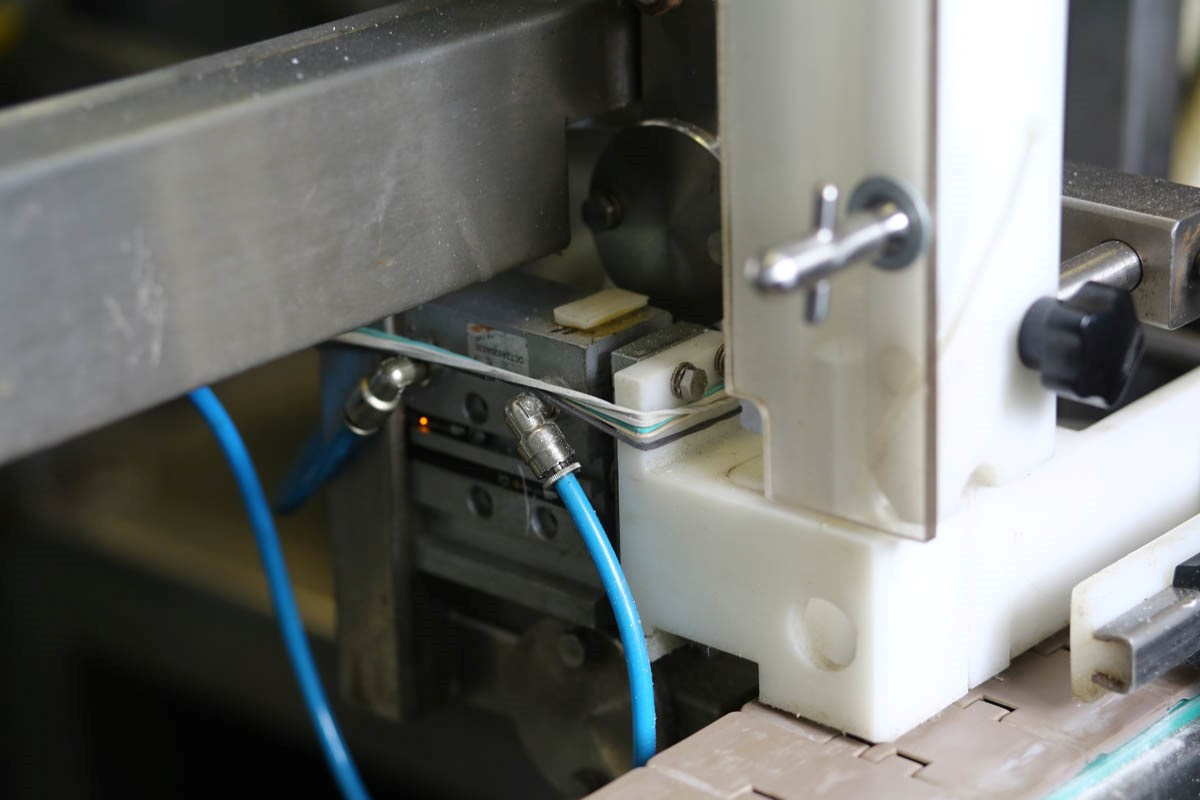
Затем флакон выравнивается для точного нанесения этикетки. Наш допуск сейчас около миллиметра, но чтобы всё правильно работало, понадобилось доделать пару улучшений линии уже силами собственных инженеров производства:
Линия отечественного производителя, очень хорошая (ни в какое сравнение не идёт с Китаем), но, поскольку требуется высокая точность и в ней очень много движущихся частей, плюс постоянно ходит гель или жидкость, естественно, за ней нужно следить. Что-то можно подправить быстро, что-то требует калибровки, а что-то нужно переделывать во время профилактических остановок производства. Вот, например, тут уменьшены вибрации стяжкой:

А здесь возвратный механизм иногда не до конца возвращается — сделана временная страховка до переборки узла:
Прямо на линии сидит сам инженер, чтобы поймать возможное отклонение.

Инженер Александр Сенокосов. На производстве уже 10 лет. Для него шум линии — как тонкая симфония, откуда он может выловить звук неверной работы любого узла.
Затем работает вот такой чудо-узел:
Как видите, сверху приходят заготовки для коробок:

Затем из них складывается объёмная коробка — она будет мишенью для следующего узла. Флаконы с гелем будут «пулями» — они кладутся в ложе из свёрнутой буквой П инструкции, а потом «выстреливаются» в коробку так, что инструкция оборачивает флакон с двух сторон. Затем коробка закрывается, и на неё наносится срок годности (то есть дата упаковки по сути) и другие техданные.


Ну а потом коробка:

Звучит просто, но дьявол в деталях. Если на фасовке-упаковке всё относительно инженерное и речь про манипулирование стандартными производственными объектами, то на стадии синтеза — чистая биохимия. Кстати, поскольку наши вещества требуют очень чётких условий работы, у нас удерживается строгий температурный режим (например, та же фасовка сырья при отклонении на пару градусов может дать дисбаланс в формуле), поддерживается влажность, воздух очищается несколькими способами. Ещё одна особенность химпроизводства — это слежение за тем, чтобы не было привнесённых загрязнений — только спецодежда, спецобувь. Сотрудниц в городе можно отличить довольно просто: они редко носят длинные волосы и чёлки — их слишком сложно убирать под шапку, поэтому максимум через пару лет работы они просто меняют причёску.


Каждый узел на производстве снимается HD-камерами. Это нужно для контроля качества (если возникает разбаланс в формуле — надо понять, что это было), плюс специалисты следят, чтобы не нарушались нормы. Например, если один раз сотрудник выходит на производство без защитной шапки — строгий выговор, второй раз (неважно, через сколько лет) — увольнение.

Причина строгости ещё в нашей политике работы с браком. Когда кто-то из аптеки сообщает о браке (покупатель жалуется или что-то ещё) — мы отзываем всю партию полностью для изучения. И без вопросов меняем на правильную. Таких случаев было несколько, по большей части — ложные тревоги. Но дважды был брак — например, 9 лет назад явно нарушилась среда из-за ошибки специалиста на производстве.
Блефарогели производятся исключительно в вакуумных реакторах. В вакуумных реакторах под вакуум попадают все компоненты — и сырьё, и вода. Это обусловлено тем, что мы производим гель для век. Гели и любая иная продукция, которая наносится на кожу век, имеет более жёсткие требования к производству, нежели продукты для кожи в целом. Вакуумные реакторы используются на фармацевтических производствах, и мы уже 15 лет используем именно такие реакторы:

А вот мы дошли до старых биореакторов. Такие реакторы использовались на производстве 15 лет назад, а сейчас мы запускаем их исключительно для внутренних научных экспериментов и исследований:

А вот стеклянные законсервированные реакторы — их мы используем очень редко, примерно раз в год для определённых формул:

Возвращаясь к вопросам гигиены. Все производственные ёмкости и инструменты, в том числе рабочая форма, моются и дезинфицируются в специальной комнате. Регламент обязует очень тщательно относиться к санитарным нормам.

Приезжающие бочки моются вот в этих клетках в шлюзе между складом и чистой зоной:

Вода и другое сырьё контролируется на входе и при синтезе. Причём как датчиками на реакторах или баках:


Так и (выборочно) внешними датчиками:

Например, для воды мы проверяем электропроводность — есть хотя бы какое-то движение ионов, значит, она не до конца очищена (дистиллированная вода — диэлектрик).
Ещё одна особенность учёта продукции на складе — серийность. Если на обычном складе и в обычной ERP всё сырьё и вся продукция одного наименования взаимозаменяемы, то у нас всё учитывается по сериям производства и поставки:

Нужно это для отслеживания инцидентов и точного контроля срока годности. Дело в том, что если мы отгрузим со склада в аптеку что-то со сроком годности, прошедшим больше чем на 20%, то аптека не возьмёт просто (имеет право вернуть как брак по договору), поэтому мы ведём очень точный учёт и планирование сроков.
Ну и результаты работы уже в офисе с витриной:

Комментарии (13)

apan65
21.09.2017 12:07+1Линия отечественного производителя, очень хорошая (ни в какое сравнение не идёт с Китаем)
Посмеялся от души.
Gryphon88
21.09.2017 13:31+1По моему опыту, у отечественного производителя более пологая кривая «цена-качество»: на каких-то отрезках наши станки правда лучше, а с определенными требованиями вообще не производятся. Правда, качественный станок последнего поколения в Китае, США и Германии будет стоить примерно одних денег.

Vasily_T
21.09.2017 14:19Да ладно, может им реально повезло получит удачно сделанный вариант станка,
хотя шланг на одном хомуте на стяжке ставит под сомнение что подобный конструктивный момент единственный


dragonnur
21.09.2017 16:38Всё хорошо, но есть одна мааааленькая ошибка — проводимость дистиллята всё равно ненулевая (пэ-аш чистой воды равен семёрке, т.е. десять в минус седьмой степени молей ионов водорода на литр воды и столько же ионов гидроксония, примерно по шестью десять в шестнадцатой степени штук ионов каждого вида, за счёт естественной диссоциации молекул).
Ventskus
21.09.2017 18:25за исключением биохимии, все это детский лепет по сравнению с производством сигарет. цена струйником наносится?
tushev
22.09.2017 07:47+1Меня всегда завораживала работа производственных линий. Сотни механизмов движутся в едином танце, а на выходе получается готовый товар. Интересно, как такие линии проектируют и создают. Ведь я так понимаю они уникальные и делаются под каждое производство индивидуально. Готовую линию вряд ли купишь в магазине. Или это какие то стандартные, совместимые между собой агрегаты, которые выстраивают в ряд чтобы получилась линия?
Ventskus
22.09.2017 22:42а Вы думаете, что только у этого производителя лекарств, такие баночки используются? есть производители различных упаковочных линий. заказываешь, обсуждаются форм-фактор упаковки, производительность, и прочее. в течении полугода-года ее изготавливают и поставляют. затем сборка, обкатка от 2 недель до месяца. сдача тестовых испытаний. приемка, если все ОК. и пользуешься.
Methos
Это и называается «сделано в России»
Китайское бы все работало как часы.
Meklon
Ага. Сразу вспомнился Milfgard и их замечательный китайский станок.
Goron_Dekar
Вы не путайте с американским/европейским пром. оборудованием?
Китайский станок работает как часы. Точнее как календарь. Раз в 4 года капитальный ремонт, каждый месяц замена блока, каждый день перезагрузка. Зато если эти сроки соблюдать, да, всё будет работать.