

Попробуем описать такую сферу деятельности, как традиционное лукостроение. Рассмотрим необходимые знания, навыки, технологии и инструменты необходимые для создания луков на уровне «продвинутый любитель».
Данный уровень выбран не случайно — находясь здесь, мы уже можем получить достаточно качественное изделие, причем особо много не вкладывая по ресурсам (деньгам и времени). Конечно, «немного» — это относительное понятие. Стремление к идеалу (в любой сфере деятельности) будет требовать все больших и больших вложений, при все меньшем и меньшем приращении результата.
Изложение материала хотелось бы начать с краткого обзора традиционных луков, потом перейти к базовым знаниям, требованиям к оборудованию, помещению и в заключении описать технологический процесс изготовления луков.
В рамках этой статьи не будут рассматриваться иные виды луков: олимпийские (спортивный «олимпик») и блочные. Обзор по ним лучше делать в виде отдельных публикаций.
Введение
Традиционные луки в современном мире применяются в сфере отдыха и развлечения, для стрельб на природе и в помещении; как элемент исторической реконструкции, в ролевом движении; организовываются различные клубы спортивной стрельбы, проводятся соотв. турниры; используются для охоты и рыбной ловли.
Широкой популярности этого вида активности способствует простота и доступность как применения, так и изготовления луков; отсутствие каких-то особых ограничений (физических, организационных, законодательных); богатое и обширное историческое наследие человечества в этой сфере деятельности.
Лук все время был рядом с человеком на войне и во время добычи пропитания. И, лишь недавно (по историческим меркам) был вытеснен из обихода более совершенными видами оружия. Сейчас клубы лучной стрельбы есть практически в любом более-менее крупном городе в странах СНГ, Европы, Америки, Азии.
Современные традиционные луки (если не брать историческую реконструкцию из натуральных материалов) часто лишь по виду и форме напоминают своих исторических предков. Новые материалы и технологии позволяют делать луки надежнее, быстрее, долговечнее, зачастую — с более лучшими эксплуатационными характеристиками.

Все разнообразие форм и размеров луков очень сложно классифицировать и структурировать. Множество входных характеристик дает огромное количество форм и типов на выходе.
В настоящее время различают следующие луки:
- по виду — простые и сложные;
- по форме изготовления — прямые, изогнутые (открытые, сжатые, закрытые, глубокие);
- по материалу изготовления — деревянные, металлические, стеклопластиковые, комбинированные;
- по расположению стрелы относительно продольной оси — центральные, периферийные;
- по конструкции — сплошные, разборные;
- по применению — для стрельбы по мишеням, для стрельбы на дальность, для охоты, для рыбной ловли, для досуга и развлечения;
- по силе натяжения — от легких до тяжелых соответственно;
- по назначению — мужские, женские, детские.
В сфере производства традиционных луков лидирующие позиции сейчас занимают страны Северной Америки, Европы и Юго-Восточной Азии. Здесь сосредоточены основные фирмы-производители и основная группа пользователей, потребителей их продукции.
Интернационализация проникла и в эту сферу жизни. Так, например, в Европе выпускаются традиционные японские «юми», в Китае — английские лонгбоу, в Венгрии — монгольские роговые луки. Но, некая привязка к традициям региона, конечно же есть.
Попробуем детализировать профессиональные требования к мастеру-лукоделу. Выделим знания и навыки (нужные для создания лука) и материально техническую базу (требующуюся для воплощения имеющихся идей и задумок качественно, безопасно и в кратчайшее время).
Знания и навыки
- Понимание свойств и характеристик основных материалов, применяемых для изготовления луков: прежде всего это древесина (во всем ее многообразии видов и форм) и композитные материалы (стеклопластики, текстолиты).
- Владение технологиями деревообработки: пиление, склейка и шлифовка древесины.
- Навыки работы с клеями: эпоксидными (горячего и холодного отверждения, разной густоты и вязкости), натуральными (напр. мездровый клей), поливинилацетатными (ПВА).
- Знания по дизайну, композиции, колористике, пропорциональности, эстетике и красоте.
- Технология финишной отделки деревянных изделий: лакировка, пропитка маслом, полировка, покраска, декорирование.
Материально техническая база
Для организации производства луков требуется отдельное помещение. Чем больше оно будет (в разумных пределах) — тем лучше. Понадобится разместить и обустроить станки и оборудование, рабочие столы, хранить заготовки и материалы для работы.
Кроме площади, главное требование к помещению — наличие вентиляции. При обработке древесины (особенно на этапе шлифовки) образуется множество мелкой вредной пыли — её надо удалять из помещения в котором работают люди.
Из базовых станков можно порекомендовать универсальное шлифовальное оборудование и ленточную пилу (для прямых и радиусных распилов). Циркулярная пила (в отличии от ленточной) не позволяет производить радиусные резы.
Из полезного инструмента стоит порекомендовать ручной фрезер (для изготовления форм для склейки) и шлифовально-полировальную машинку (для финишной отделки).

Понадобятся и специализированные приспособления: для изготовления тетивы; для тестирования симметричности сгибания/разгибания плеч лука; для замера силы натяжения, скорости полета стрелы и т. п.
Где брать материалы?
Сегодня есть очень много способов решить этот вопрос: одни самостоятельно заготавливают и сушат древесину, другие — покупают готовые наборы для склейки в интернет-магазинах. Как правило, в большинстве случаев преобладает компромиссный подход — клей, стеклопластик покупается; а заготовки для рукоятки, шпон — изготавливаются самостоятельно.
Отдельно хотел бы остановиться на однонаправленном стеклопластиковом ламинате. Это основной материал, который и придает современным традиционным лукам все те характеристики, которые позволяют им превосходить своих исторических «предков».
 |
 |
Ламинат стекловолокнистый является однонаправленным и производится путем протяжки нитей стеклоровинга, который изначально пропитывается специально подготовленным эпоксидным связующим. Для лукостроения он имеет множество преимуществ по сравнению со иными материалами: деревом, металлическими сплавами.
Принципиальное значение имеют следующие характеристики:
- Малый удельный вес
- Высокая износостойкость
- Большое изгибающее напряжение при разрушении
- Большая прочность при разрыве
- Неподверженность коррозии, воздействию агрессивных веществ, температуры окружающей среды, нетоксичность
- Легкость в обработке
- Отличная склеиваемость синтетическими смолами
В плече лука однонаправленные ламинат находится спереди и сзади. Его свойства позволяют эффективно работать как на сжатие, так и на растяжение. Дерево в плече современного лука используется лишь в вспомогательных, декоративных целях. Основную нагрузку по запасанию энергии берет на себя стеклоламинат.
Да, сухожилия животных тянутся лучше, чем стеклянные нити, а натуральный рог имеет большее сопротивление сжатию. Но, эти материалы массово не распространены, сложны в обработке, зависят от влажности и температуры. Из натуральных материалов плечи лука так же можно изготавливать из бамбука и пиленого шпона твердых пород древисины.
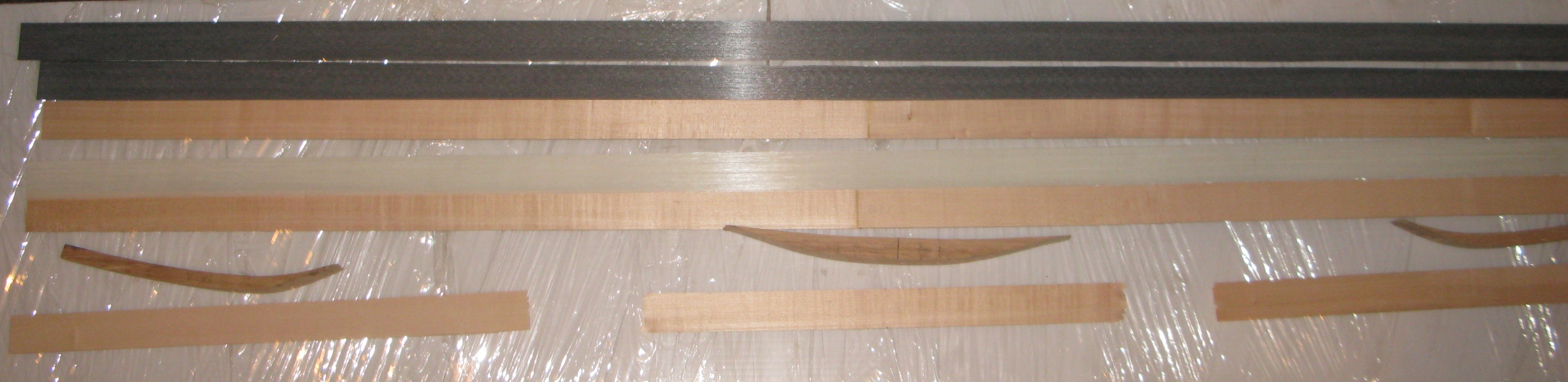
Список заготовок и материалов для сборки лука:
- Рукоять — центральный элемент, служащий для его удержания лука. Материал рукояти должен быть прочным и твердым, хорошо склеиваться и надежно удерживать крепежные элементы. Изготавливается из твердых пород дерева, может быть как однородной, так и составной.
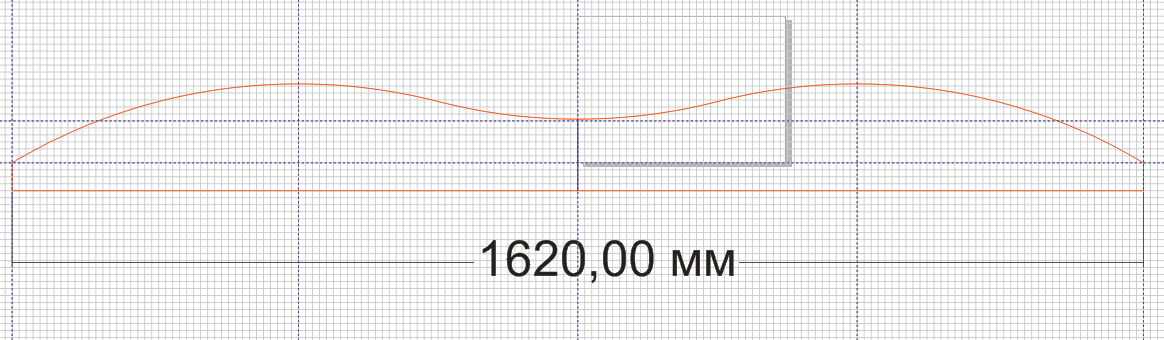
- Деревянные ламели — тонкие полосы из дерева со шлифованными поверхностями, готовые к склейке. Ширина ламелей должна быть равной ширине стекла, рукояти и формы. Ламели могут быть постоянной толщины (параллельные), и клиновые — с равномерным изменением толщины по длине. Типовые клиновые ламели имеют клиновидность от 1:1000 до 1:2000, т. е. на 1 метр длины толщина изменяется на 1 или 2 мм. Плечи лука могут содержать как одну, так и несколько ламелей — это зависит от формы, длины и требуемой силы.
- Однонаправленный стеклопластиковый ламинат — служит для внешнего ламинирования луков. Обычно одна сторона шлифованная, вторая (внешняя) — гладкая. Толщина стекла может быть 0,5 до 1,25 мм. Слишком тонкое стекло предъявляет повышенные требования к однородности и прямослойности материала ламелей, слишком толстое — делает плечи лука тяжелыми и жесткими.
- Клинья — вставки в основание плечей разборных луков. Делают плечо на участке крепления жестким, и создают плавный переход от рукояти к гибкому участку плеча.
- Клей — служит для надежного соединения всех деталей в луке. Рекомендуется к использованию двухкомпонентный эпоксидный клей с сроком первичной полимеризации не менее 30 минут — чтобы успеть намазать, пропитать, собрать и уложить все детали в форму.
- Дополнительные элементы — накладки на рукоятку и законцовки плечей. Можно использовать стеклоламинат, дерево, текстолит, стеклотекстолит различного цвета и текстуры.
Для обработки и придания заготовке лука формы и размеров понадобится следующее:
- Форма для склейки. Если лук прямой — основой для формы может послужить простая ровная доска. Для изготовления изделия с сложным криволинейным профилем потребуется прорисовывать и создавать такую форму из фанеры или клееного дерева.

- Прижимы. Все компоненты лука склеивается под давлением. Нам надо чем-то это давление на заготовку создать. Для качественного склеивания необходимо обеспечить давление не менее 2 кг/см^2, при склейке площадью 4,5х180 см это составит более 800 кг. Есть несколько вариантов решения этого вопроса:
- Ручные механические струбцины
- Пневматический шланг с камерой (создание давления при помощи сжатого воздуха)
- Обмотка веревкой или резиновым жгутом.
- Инструмент для обработки. Как писалось выше — требуется небольшой парк станочного оборудования. Обработка ручным механическим способом возможна, но очень трудо- и времязатратна (причем получившийся результат как правило низкого качества). Что именно выбрать, что есть в наличии — надо смотреть индивидуально. К необходимому минимуму следует отнести ленточно-шлифовальный станок и циркулярную или ленточную пилу по дереву.
Единицы измерения, стандарты
В мире луков преобладает английская система счисления физических величин. Для обозначения длины используются дюймы и футы, для массы — фунты. Так сложилось исторически. В описании конкретных луков вы части встретите что-то подобное: тип: «модерн лонгбоу», длина: 68 дюймов, сила натяжения: 45 фунтов. Мозг привыкает и, со временем, перестраивается на быстрое восприятие и конвертацию этих величин в привычные нам метры и килограммы.
Процесс изготовления
Технология более-менее стандартизирована, отличия (от мастера к мастеру) заключаются в имеющемся станочном парке, доступных технологиях и материалах. В качестве примера будет описаны этапы изготовления стеклопластикового композитного лука.
1. Выбор типа лука. Подбирается индивидуально исходя из вкусов и предпочтений мастера.
2. Максимальная детализация всех параметров, проработка документации и изучение опыта предшественников. Оцениваем потребность в материалах, деталях, делаем эскизы и черновые-чистовые наброски. Постепенно получаем полное чистовое техническое решение (на бумаге или в КАД-системе).
3. Изготавливаем основную форму для склейки лука. Её можно сделать из фанеры. Так же вырезаем заготовку для рукоятки.
4. Параллельно заказываем (или изготавливаем сами) шпон пиленный для плечей лука, эпоксидный клей, однонаправленный стеклопластиковый ламинат.
5. Склеиваем все детали вместе: производим сжатие всех слоев вместе в форме под давлением.

6. Обрезка, получерновая шлифовка, прорезка канавок под тетиву, установка временной тетивы, тиллерование (придание плечам лука симметричности при сгибании).


7. Чистовая отделка. Поверхности последовательно обрабатываются всё более и более мелким абразивом. Используются шлифовальные материалы с все меньшей и меньшей зернистостью. Например: шлифшкурки с зерном 60, 80, 120, 240, 400, 600, 1000 и 1500 грит.
Чем меньше шаг и мельче финальное зерно — тем лучше результат обработки. После каждого слоя рекомендую поднимать ворс древесины путём протирки поверхности мокрой губкой.

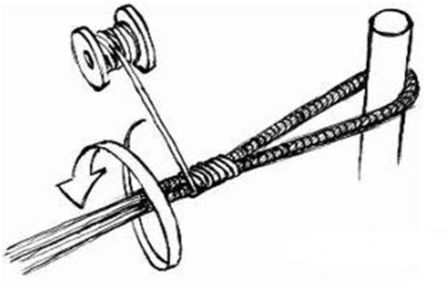
8. Плетем тетиву для лука в специальном приспособлении.
9. Измеряем получившуюся силу натяжения. Производим тестовый отстрел лука (скорость полета стрелы, дальность, точность, вибрации).
10. Шьем чехол для лука, отделываем кожей рукоять.

По календарным срокам: в режиме хобби, и с базовыми навыками все эти этапы можно пройти примерно за полгода.
Анализ полученных результатов
Оценку характеристик получившегося изделия можно разделить на субъективную и объективную.
Субъективно оценивается вид, цвет, форма, отделка и покраска лука. Это личностные характеристики, у разных людей они различаются.
К объективным характеристикам можно отнести КПД лука (замерив потенциальную энергию, запасенную в плечах лука при натяжении тетивы и кинетическую энергию, переданную стреле при выстреле). КПД современных стеклопластиковых луков достаточно высок: он достигает, в среднем, 75-85%.
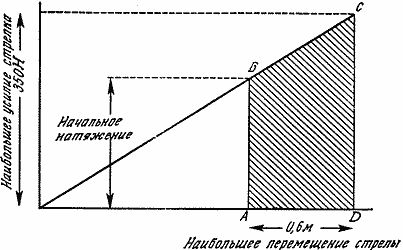
Для наглядной оценки запасенной энергии можно построить график зависимости прироста силы натяжения от длины вытяга. Заштрихованный участок и есть наглядное выражение накопленной энергии. Участок АD длиной 0,6 метров — это длина хода тетивы, а отрезок BC — возрастание силы натяжения от начальной (примерно 200 Ньютон) до конечной (350 Ньютон, от 20 до 35 кг).
Так же к объективным характеристикам можно добавить скорость полета стрелы, силу натяжения, вес, длину, максимально возможную длину растяжки и общую надежность лука (гарантированное количество выстрелов до поломки).
Заключение
Удачных стрельб и не забывайте о мерах безопасности!

Комментарии (126)
Daniil1979
13.12.2017 18:47+4Ещё статью про изготовление боевого посоха, и вообще хорошо будет.

Leeloush_Keer
14.12.2017 11:52И клинков/стилетов из
мифрилаадамантиядамасской стали. А то пати будет не полной.
vconst
14.12.2017 11:59Полоска пакистанского дамаска стоит копейки и выглядит очень прикольно. Можно за пару вечеров сваять занятный кинжал из желудей и спичек, если его не калить и не точить, то под холодняк он не пойдет и можно будет играться в свое удовольствие.

opanas
13.12.2017 19:13+3Раз про DIY, то вот интересный проект от Адвоката Егорова

tormozedison
13.12.2017 19:16+2При обработке стеклопластика средства защиты органов дыхания обязательны!

volmir Автор
13.12.2017 19:22Правильно! А ещё лучше три уровня защиты:
— общая принудительная вентиляция в помещении
— принудительное пылеудаление на станке
— индивидуальные средства защиты органов дыхания у работника

SidMeier
13.12.2017 20:03Супер статья! Хоть и не рассказала вообще ничего, но надеюсь больше людей заинтересуется стрельбой из лука!
MrVVoodman
13.12.2017 22:24Как по мне довольно информативно, правда без специальных навыков, инструментов и материалов сделать довольно проблематично.
volmir Автор
13.12.2017 22:45Да, порог вхождения довольно большой. Но он такой не сколько по инструментам-материалам (сейчас все это можно купить и достать недорого), сколько по специфическим знаниям и навыкам.
volmir Автор
13.12.2017 22:46Статья не о стрельбе, а об изготовлении традиционных луков. Возможно, я слишком много привел «ярких» иллюстраций с стрельбой. Стрельба, это уже следующий за изготовлением этап.
SidMeier
13.12.2017 22:59+1Для себя обнаружил одну вещь — непонимал в луках ну вообще ничего, но пострелял и загорелся купить. Так вот — чем больше я стрелял, тем больше понимал что и почему — в итоге только постреляв раз 5 под руководством двух различных тренеров с различными стилями понял что мне надо, и только потом купил лук. Мне кажется, еслли вы хотите поднять такую интересную тему, как луки, нужно начать с азов.
У вас получилась статья про луки для людей, которые их в руках то не держали — может правильнее рассказать сначала про саму стрельбу, а потом уже станет понятно что и зачем. Вот например график в конце статьи по запасённой энергии — я прекрасно вижу в нём кучу упрощений (таких графиков на реальных луках вы не добьётесь), а большинство даже не понимает зачем он нужен.
Или вот про плетение тетивы — у вас одна строчка, а мне показывали минимум два способа сплести её. Кроме того, я плёл две тетивы собственноручно, и могу сказать, что весь процесс одной строчкой не опишешь.
Но всё равно, немотря на все недочёты, мне нравится что всё больше людей могут заинтересоваться этим древним исскуством.volmir Автор
13.12.2017 23:09Спасибо ва за комментарий. Тема, конечно же очень обширная. Да, можно и о тетивах написать статью на 2000-3000 символов и 10-15 иллюстраций.
В данном материале я постарался пройтись по «верхушкам», но в тоже время сделать это максимально сконцентрировано. Как некий «быстрый старт», без углубления в детали.
А стрельба из лука увлекает не хуже его изготовления. Если ещё и на природе, в лесу, по мишеням, на пересеченной местности — то вообще масса ярких впечатлений.
Одних только направлений в традиционной стрельбе можно десяток насчитать…

ilmarin77
13.12.2017 20:54Да, это вам не в лук из говна и палок в игре Лара Крофт
read2only
13.12.2017 22:31Сухой молодой клен, высушенные кишки, нож или топор — всё что нужно для лука по мнению The Long Dark.

General_Failure
14.12.2017 07:33Кишки? Я думал тетиву из жил раньше делали, они вроде попрочнее
А в остальном думаю они недалеко от правды — раньше со станками и стеклометаллокомпозитами проблема была (да и сейчас тоже, если в глуши где-то потеряешься)
siziyman
14.12.2017 11:17Возможно, среди разработчиков был Чак Норрис, и он умел вытягивать жилы даже из кишок.

KamAdm
15.12.2017 08:18А не конский волос?
General_Failure
15.12.2017 08:25Его тоже, но думаю позднее стали использовать — это лучше историков спросить
Жилы-то вот они — убил любого крупного зверя и доставай
Нет, не в том смысле что это было так просто, а в том что охота являлась основным занятием и была отработана
А коней если прирученных ещё нет, целенаправленно искать только из-за волоса вряд ли будут
Скорей всего стали использовать уже после того как приручили

Ezhyg
13.12.2017 21:37Как она может заинтересовать стрельбой, если в ней не рассказано вообще ничего?! Тем более о стрельбе.
Эта статья выглядит каким-то попурри из БСЭ, Википедии и нескольких форумов единомышленников. Весьма поверхностное изложение там, где надо углубиться и лёгкой углублённостью, где можно ограничиться (в рамках статьи) — поверхностным описанием.
Понравившийся шедевр:
В рамках этой статьи не будут рассматриваться иные виды луков: спортивные и блочные
для примера, так выглядит эта фраза для нормального человека хоть чуточку в теме:
В рамках этой статьи не будут рассматриваться иные виды автомобилей: грузовые и самосвалы.
Со всем уважением к автору двух замечательных статей «для мужиков с руками и головой».
Считаю, что надо было сделать цикл из 2, а лучше 3 частей в каждой описывая связанные… элементы:
1 Введение, даже без краткой исторической справки, потому что уж её можно прочитать даже не в энциклопии, а школьном учебнике. Материалы, старинные и современные, разница, достоинства и недостатки. Описание частей лука, что на что влияет, какие параметры важны, которыми можно пренебречь. Основные способы изготовления со сравнением и выбором.
2 Выбор материалов, инструментов и приспособлений для изготовления. Изготовление «опытного образца». Обрезка, доводка, возможные недочёты и их устранение. Окрашивание, украшение и т.п. Изготовление тетивы, древков стрел, наконечников и оперения.
3 Испытание и прочее «самое вкусное».volmir Автор
13.12.2017 22:15Прошу прощения если я картинкой, названием или текстом ввел кого-то в заблуждение или не оправдал ожидания.
Пробовал структурировать материал, но, наверное, не довел этот процесс до конца.
Хотелось совместить в одном материале простое и сложное, возможно, в этом ошибка. Да и количество текста большое (статья получилась перегруженной узкоспециализированными фактами и сведениями, хотя, как-бы написана для широкой аудитории). В общем, учиться подавать материал — это тоже искусство.
Статья не о стрельбе, а об изготовлении традиционных луков. Возможно, я слишком много привел «ярких» иллюстраций с стрельбой. Стрельба, это уже следующий за изготовлением этап.
По поводу блочных и спортивных луков — хотел бы добавить, что хотя и принципы стрельбы из них одинаковые, но это совершенно разные дивизионы и специализации в мире стрельбы из лука. Как велосипед и мотоцикл. Как правило пользователи этих двух средств передвижения не пересекаются, хотя у обоих механизмов конструкция очень похожая: два колеса, рама, руль, тормоза.Ezhyg
13.12.2017 22:44Да, после двух предыдущих, хотелось большего :)
Пробовал структурировать материал, но, наверное, не довел этот процесс до конца.
Я так и подумал. Объёмную тему с наскока не расскажешь. Пытаясь сжать, написать кратко, не вдаваться в подробности, получается компиляция уже написанного и ладно если компиляция, а не очередной пересказ уже десяток раз рассказанного.
Статья не о стрельбе
А это уже я накосячил… отвечал на пред-предыдущий комментарий, но забыл указать ник SidMeier :(
По поводу блочных и спортивных луков
Блин… аналогия была не понята, какая жаль.
Я о том, что блочный — конструкция, спортивный — назначение. Спортивный лук может быть и блочным в том числе, а блочный лук может быть и любительским, и охотничьим. То есть, опять же, самосвал это грузовик, но грузовик не обязательно самосвал.
но это совершенно разные дивизионы
Вот поэтому я и игнорирую т.н. «спорт». Чем они там меряются уже давно непонятно. Хотите сравнивать только показатели стрелков — ну так дайте всем клонированное снаряжение! Сравниваете показатели луков — давайте десятку стрелков стрелять из десятка разных луков по десять раз, сравниваете оснастку для стрельбы… в общем все те же советы — статистика наберётся только так. Но нет, там творится какая-то дикая чертовщина (трэш, угар и содомия).SidMeier
13.12.2017 23:06+1там творится какая-то дикая чертовщина (трэш, угар и содомия)
На самом деле обстановка примерно как в ф1 — есть жёсткие регламенты на снаряжение, всё что подходит под них считается унифицированным(но мы то понимаем что это не так).
Стрелок же как водитель супер крутого болида — его навыки не менее важны, но возможна ситуация, когда при равных навыках «вывозит» снаряжение. Из того, что знаю — под каждого олимпийца индивидуально дорабатывается лук. За основу берут что-то серийное, одобреное FITA, а потом допиливают под стрелка.alexei-grigoriev
14.12.2017 12:54Да ладно, прям уж дорабатывают.
Вот пример: www.youtube.com/watch?v=R6v8maZT9h8
Из непонятных доработок только два лишних винта на прицеле. Остальное все абсолютно обычное — магазинное.SidMeier
14.12.2017 14:37Просмотрел мельком — в видео про классический олимпик, там и правда доработок немного(при условие правильно подобранного по длине растяжки лука), но если говорить про блочники — там всё гораздо замороченнее — заводские блоки снимают и либо допиливают, либо меняют на сделанные под заказ, плюс куча всякого, что моему разумению в полной мере не поддаётся, но тем не менее производится мастерами. Откуда знаю — занимался в ЦПСК Химки, там ребята из сборной тренируются, немного общался.
alexei-grigoriev
14.12.2017 15:38Да в блочном луке так же, все из серийных частей собирается. Просто, тонкие настройки имеют большее значение даже на среднем уровне. Поэтому и разговоров таких больше.
nexus478
14.12.2017 15:02Из того, что знаю — под каждого олимпийца индивидуально дорабатывается лук.
Ни разу не слышал про «доработки». В России уж точно этого нет. Если не затруднит, можно ссылочку какую-нибудь.
SidMeier
14.12.2017 15:42Я покопался, но не нашёл. Исходным материалом был пост на Лукомании(ЕМНИП), в котором рассказывалось про наших олимпийцев, про работу с ними, про то, как дорабатывали под них луки, в качестве примеров там был рассказ про замену блоков на заказные для одной спортсменки и про ювелирную подгонку плечей для другой. Данные факты несколько запали мне в память, и в последствие я, занимаясь в ЦПСК, спросил у спортсменов — действительно ли они так заморачиваются — мне ответили что да, но не для всех, а для тех, кто едет на олимпиады и прочее. Луки там подгоняют до максимального идеала под спортсмена и его технику — если не получается без модификаций, то вносят и их, в рамках регламента конечно. Как-то так. Если всё таки найду изначальную ссылку — напишу.
nexus478
14.12.2017 15:53А, если это специальный заказ или подгонка — то это нормальное дело. Просто изначально мне показалось, что под «дорабывается» и «модификациями» подразумевалось, что компоненты меняются существенно или вовсе добавляются новые, вот я и удивился.
nexus478
14.12.2017 15:40Вот поэтому я и игнорирую т.н. «спорт»
Вы просто не знакомы с этой темой близко.
Чем они там меряются уже давно непонятно. Хотите сравнивать только показатели стрелков — ну так дайте всем клонированное снаряжение!
Не стоит преувеличивать значение снаряжения. Оно и 10% к результату вряд ли прибавит. Стреляет не лук, а человек. Да, снаряжение позволяет сгладить некоторые технические ошибки спортсмена, но это важно в основном на высоком уровне. Если у стрелка уровень невысокий, то профита от снаряжения он почти не будет получать. Мастера спорта можно выполнить с не самым продвинутым луком.
И по поводу клонированного снаряжения. У людей руки разной длины + индивидуальные особенности техники, соответственно, в одних руках лук будет стрелять с одной силой, в других — с другой. К тому же, понадобятся стрелы разной длины => стрелы будут иметь разную жесткость (чем длиннее, тем мягче) => другие аэродинамические характеристики.Ezhyg
14.12.2017 15:46+1Вы просто не знакомы с этой темой близко.
Вообще-то знаком. Даже отказался получать разряд по «луковой стрельбе», по той же причине.
Всё остальное — арифметика и физика 7-го класса, и банальная бытовая логика.nexus478
14.12.2017 16:00Вообще-то знаком. Даже отказался получать разряд по «луковой стрельбе», по той же причине.
И Вы хотите сказать, что основную работу за Вас делал лук?
Всё остальное — арифметика и физика 7-го класса, и банальная бытовая логика.
А не могли бы вы уточнить, что имеется в виду под «всем остальным».Ezhyg
14.12.2017 16:51И Вы хотите сказать, что основную работу за Вас делал лук?
Нет, я сказал, что сравниваются показатели одного стрелка с одним луком, с показателями другого стрелка с… совершенно другим луком. И говорил я не про «олимпийские дисциплины» — это вообще давно не спорт.
что имеется в виду под «всем остальным».
Это комментарий к описанному вами далее. Про разную длину рук и т.д.
nexus478
14.12.2017 17:29Нет, я сказал, что сравниваются показатели одного стрелка с одним луком, с показателями другого стрелка с… совершенно другим луком.
Поймите же, что лук имеет второстепенное значение. На результаты в первую очередь влияет техника выполнения выстрела, соответственно, сравниваются показатели одного стрелка с одной техникой с другим стрелком с другой техникой.
Иными словами, если Вы будете с хорошей техникой, но плохим луком, то Вы выиграете человека, который будет с плохой техникой, но хорошим луком.
Это комментарий к описанному вами далее. Про разную длину рук и т.д.
Не понял тогда, причем тут арифметика и здравый смысл. Я хотел показать на примере, что Ваша идея про «клонированное снаряжение» не совсем удачная.Ezhyg
14.12.2017 18:10«Поймите же...» вы рассказываете «сказку», человеку который не стал погружаться в это болото, как раз из-за того, что сказка и реальность сильно различались.
«Техника» это в смысле насколько человек понял и научился делать всё, как можно правильнее и точнее для достижения максимального результата? Так для этого нужно ещё и все остальные различия убрать (нивелировать), но было не так. Может я непонятно выразился — я отказался от получения разряда. То есть с «техникой» у меня было всё прекрасно, проблемы были вокруг, и вот с ними-то и не хотелось мириться совсем.
лук имеет второстепенное значение
И я не утверждал обратного. Зачем вы пытаетесь доказать то, что и так не опровергалось?
Я хотел показать на примере, что Ваша идея про «клонированное снаряжение» не совсем удачная.
Слово «настройка» и фраза «подгонка по фигуре» знакомы?
Так вот, спортсмЭны, стреляющие из лука: с балансиром, с прицельной… фигнёй и другой кучей всяких наворотов, названий которым я даже не вспомню, на самом деле — плохо стреляют! Если речь идёт про любые другие луки. Я в этом убеждался неоднократно. И это касается не только стрельбы из лука. «Спорт» — такой спорт.nexus478
14.12.2017 21:01«Поймите же...» вы рассказываете «сказку», человеку который не стал погружаться в это болото, как раз из-за того, что сказка и реальность сильно различались.
То есть Вы не «погружались в болото», но почему-то уверены, что у Вас достаточно познаний, чтобы делать такие категоричные заявления?
Может я непонятно выразился — я отказался от получения разряда. То есть с «техникой» у меня было всё прекрасно, проблемы были вокруг, и вот с ними-то и не хотелось мириться совсем.
«Разряд» это показатель хорошей техники? Вы уверены?
И я не утверждал обратного. Зачем вы пытаетесь доказать то, что и так не опровергалось?
В Вашем сравнении были параметр «лук» и сравнение делалось именно по нему.
Слово «настройка» и фраза «подгонка по фигуре» знакомы?
Знакомы. Вам нравится играть на плохо настроенной гитаре?
Так вот, спортсмЭны, стреляющие из лука: с балансиром, с прицельной… фигнёй и другой кучей всяких наворотов, названий которым я даже не вспомню, на самом деле — плохо стреляют! Если речь идёт про любые другие луки.
Так а если они спортсмены, стреляют из спортивных луков и обучены технике, которая разработана именно для спорта — то они обязаны хорошо стрелять из любого лука?Ezhyg
17.12.2017 01:14То есть Вы не «погружались в болото», но почему-то уверены, что у Вас достаточно познаний, чтобы делать такие категоричные заявления?
А я должен был утонуть в этом болоте, чтобы теперь иметь право «заявлять»?
Так а если они спортсмены
А что такое «спорт»?
В Вашем сравнении были параметр «лук» и сравнение делалось именно по нему.
Уже второй раз — я не говорил, что лук первичен и не сравнивал только по нему.
Вам нравится играть на плохо настроенной гитаре?
Нет, но я могу сыграть и очень неплохо.
стреляют из спортивных луков и обучены технике, которая разработана именно для спорта — то они обязаны хорошо стрелять из любого лука?
Сферические стрелки из лука в вакууме.
Проблема не в том, что они не умеют стрелять из любого — они не умеют стрелять ни из одного, кроме конкретного, обязательно с кучей приспособлений и прочим, да и то в «рафинированных» условиях. И я почти не утрирую.nexus478
17.12.2017 15:48А я должен был утонуть в этом болоте, чтобы теперь иметь право «заявлять»?
Право заявлять у Вас есть, безусловно. Вопрос лишь в том, насколько весомым может быть заявление человека, который не погружен в тему. Странно говорить это техническому специалисту.
Нет, но я могу сыграть и очень неплохо.
Отлично. Тогда возникает закономерный вопрос — если у Вас гитара плохо настроена, что Вы будете делать — стараться научиться играть еще лучше с плохой гитарой или все-таки попробуете её настроить? А если у вас «соревнования» гитаристов через неделю, и у всех у них будут настроенные гитары, Вы все силы бросите только на улучшение навыка игры и ничего не будете делать с гитарой?
Надеюсь, аналогия ясна.
Уже второй раз — я не говорил, что лук первичен и не сравнивал только по нему.
Цитирую Вас же
Нет, я сказал, что сравниваются показатели одного стрелка с одним луком, с показателями другого стрелка с… совершенно другим луком.
Очевидно, что в этом сравнении Вас беспокоит то, что луки разные (троеточие намекает). Если я не прав, то объясните смысл этого сравнения.
Проблема не в том, что они не умеют стрелять из любого — они не умеют стрелять ни из одного, кроме конкретного, обязательно с кучей приспособлений и прочим, да и то в «рафинированных» условиях. И я почти не утрирую.
Хорошо, вот Вам небольшой пример. Как-то мы были на сборах, и тренер сборной России в шутку предложил одному из спортсменов спарринг (тот начал что-то загонять про важность матчасти, уже точно не помню как было). Тренеру за 50 лет, он давно не тренируется. Они оба стреляли из лука того спортсмена и его же стрелами, тренер под себя лук не подгонял. И все же он выиграл, за счет огромного опыта и очень стабильной техники. Как-то не очень вписывается в Вашу схему.
Опять же, еще один пример. На других сборах нас пригласили на 3D стрельбу (это стрельба по чучелам в лесу). Расстояние там определяется на глаз, стрельба ведется из разных углов и положений, а также по движущимся мишеням. Никаких затруднений это не вызвало.
Но я понимаю, что Вы хотите донести и в целом согласен (кроме категоричного пункта «не умеют» — мой опыт говорит совсем об обратном, и уж извините, он несколько богаче, чем Ваш; с другой стороны, вполне вероятно, что Вы стреляли в том регионе, где не было серьезных профессионалов, и поэтому у Вас сложилось такое впечателение). То о чем Вы говорите — это проблема не стрельбы из лука, а спорта в целом. Люди работают в строго определенных условиях, и у них вырабатывается некоторая привычка. Например в дзюдо нет ударки, соответственно, спортсмен не привык реагировать на такие ситуации. Я думаю, это основная причина, почему в Рио бронзовый призер по дзюдо получил по лицу от какого-то мужика.Ezhyg
17.12.2017 16:27Вопрос лишь в том, насколько весомым может быть заявление человека, который не погружен в тему.
Определите границу, а я скажу, остановился я перед ней, на ней или зашёл дальше. И там уж решим, насколько «весомо моё заявление».
Странно говорить это техническому специалисту.
А я и не технический, и не специалист.
Вы все силы бросите только на улучшение навыка игры и ничего не будете делать с гитарой?
Если не будет выхода — именно так! Хотя, на самом деле, я просто не буду «соревноваться» — просто сыграю. Примерно так — нормальные люди слушают музыку, а не фе-кают на потёртость грифа.
Очевидно, что в этом сравнении Вас беспокоит то, что луки разные (троеточие намекает). Если я не прав, то объясните смысл этого сравнения.
Да это я так… мне очень обидно было за другого человека — он не мог показать лучший результат (а он мог, я это видел и знаю) просто из-за того, что у него снаряд был хуже. Тем не менее, я всё ещё не утверждал, что только лук — первичен и важен.
Он потом ушёл… кажется в пулевую стрельбу и очень недурно выступал.
Тренеру за 50 лет, он давно не тренируется.
Ну так на то он и не спортсмен :).
Очень даже вписывается — настоящий хороший стрелок (опыт же) стреляет хорошо из «любого».
То о чем Вы говорите — это проблема не стрельбы из лука, а спорта в целом.
Так я и говорю не только про конкретный вид, а про вообще — болото!nexus478
17.12.2017 17:19Да это я так… мне очень обидно было за другого человека — он не мог показать лучший результат (а он мог, я это видел и знаю) просто из-за того, что у него снаряд был хуже. Тем не менее, я всё ещё не утверждал, что только лук — первичен и важен.
Он потом ушёл… кажется в пулевую стрельбу и очень недурно выступал.
Знаете, я сейчас представил, что сказал бы тренеру, что «не смог показать хороший результат из-за лука», то какой бы у него был взгляд :) А если бы кто-то так сказал в сборной, то с вероятностью 99% его бы выперли.
В многих секциях (в т.ч. в которой был я) есть такое правило: показал хороший результат — получил хорошую матчасть. Не наоборот. Если следовать Вашей логике, то это замкнутый круг, из которого не выбраться — без хорошей матчасти не будет хороших результатов, а без хороших результатов не получишь хорошую матчасть. Однако в реальности это не так. Я выиграл Кубок Европы с луком и стрелами, которые уступают по многим характеристикам по сравнению с общей массой. Действительно крутой лук мне выдали, когда я был уже год в сборной (всё это время ездил как белая ворона). Я очень сильно сомневаюсь в том, что тот человек плохо выступил из-за лука (только если это не поломка). Подобное оправдание часто используют новички (при этом они действительно могут так думать), которые еще не очень хорошо разбираются в технике и не могут увидеть ряд своих ошибок.
Примерно так — нормальные люди слушают музыку, а не фе-кают на потёртость грифа.
Если только эта потертость не влияет на качество музыки. Кстати, а как Вы относитесь к тому, что группа настраивает аппаратуру перед концертом?
Ну так на то он и не спортсмен :).
Очень даже вписывается — настоящий хороший стрелок (опыт же) стреляет хорошо из «любого».
Но до этого же был спортсменом и тренировался как спортсмен.
Так я и говорю не только про конкретный вид, а про вообще — болото!
В Ваших постах изначально именно о стрельбе и шла речь.
alexei-grigoriev
15.12.2017 13:19+1Вот, если бы погрузились, знали бы, что стрельба из лука это не просто умение попадать. Умение попалать — это всего лишь предварительное условие.
Основное это — выносливость. Соревнования занимают целый день. Сила натяжения лука 20-27 кг. Программа соревнований: разминка, пристрелка, 144 выстрела, миксты, финалы. Обычно так.
Психологическая устойчивость. На серию есть заданное время. Секунды тикают, ветер штормовой и порывистый, приближается дождь, а нужно стоять и ждать подходящего момента, когда ветер хоть онемного утихнет.
Сравнивать результаты в разных дисциплинах вообще странно. Летом у блочников основная дистаницая 50 метров, у классиков — 70. Традиционщики до 30. Зимой все стреляют 18 метров. В традиции попасть в мишень — нормальный результат. У классиков восьмерка это промах. У блочников промах это девятка. Да еще и мишени разные.
Как тут сравнивать-то? В чем смысл?

dragonnur
15.12.2017 06:53Да, с такой кашей в статье почему-то вспомнилась «Из кривой эстонской лыжи мастерит он
мечлук эльфийский, что на [цензура] похож изрядно».
Mararc
15.12.2017 12:51Невозможно стрелять всем с одинаковых луков, т.к. в спорте все подбирается индивидуально, исходя из физических данных спортсмена и его предпочтений. Также спортивные луки-разборные, а значит каждая деталь тоже подбираетсят под каждого человека. Например, плечи. Они бывают жесткими или мягкими, разными по длине (длина зависит от длины рук, т.к. высокий человек простот не сможет натянуть короткий плечи до подбородка, а длинные плечи не смогут трабатывать в полную силу у человека с короткими руками, какая бы сила натяжения ни была. Сейчас есть плечи из дерева и пластика, пены и пластика. Последние более гибкие и более легкие в натяжении, но первые считаются более стабильными, т.к. не изгибаются так сильно при выстреле, но они и жесткие. Поэтому спортсмены выбирают то, из чего им стрелять удобнее. От этого зависит качество техники. Конечно, если проф. спортсмену дать абсолютно другой лукё то он сможет его и натянуть, и выстрелить, но техника хоть чуть-чуть, да изменится.
fpir
14.12.2017 15:29Не то-что бы не довели. У вас получилась такая глава: «Изготовление луков для высшей школы.Введение» Научиздат 1983г. Тираж 15 тыс. экз. Прям, стиль вызвал ностальгию. Замени «изготовление луков» на «обработку металлов резанием» и можно нести в издательство. Я к тому, что это реально введение перед большим объёмом специфической информации с кучей теории, формулами и их обоснованием. А вот с книжкой «Как изготовить лук: для чайников» у Вас фиаско.
volmir Автор
14.12.2017 16:04Спасибо за комментарий. Я, действительно, много читаю технических материалов советской школы по машиностроению и металлообработке. Считаю их классикой технических знаний (в соответствующих отраслях).
Оказывается, есть таки «стилистический отпечаток текста автора»! Проверили это на практике.

densss2
13.12.2017 22:14-2Меньше всего я ожидал увидеть нечто подобное на ГТ. Мне интересна тема метательного оружия, но как это вяжется с общей тематикой сайта?
volmir Автор
13.12.2017 22:21+2Статья об изготовлении традиционных луков, рубрика «DIY или Сделай сам».
Статья как бы подсказывает, рассказывает, как самостоятельно сделать лук на уровне самых последних наработок и опыта человечества в этой сфере.
Уровень глубины и раскрытия материала — для «продвинутого уровня» (не любитель, но не профессионал).
Если вообще не по теме — то я могу удалить материал с этого ресурса. Я долго думал, в каком ключе подавать материал, остановился на подобной теме и изложении.
Готов выслушать мнение сообщества.igel2000
14.12.2017 11:16+1Статья годная. Как обзор, взгляд сверху, на то, как создается лук — весьма интересно было. Это ж не детальная инструкция по разработке лука — предполагаю для этого надо не один десяток статей написать такого же объема.
volmir Автор
14.12.2017 11:18Да, статья задумывалась именно так: введение для интересующихся, но с деталями и подробностями.

alan008
13.12.2017 22:35Стрельба из лука — чем не увлечение для гиков? Почему про моноколесо писать можно, про очистители воздуха — можно, а про луки — нельзя? Мало электроники? Прикрутите к своему луку датчик силы натяжения тетивы, датчик скорости выстрела, лазерное наведение на цель и т.п. Можно сделал лук-автомат (лего-майндстормс натягивает тетиву и производит выстрел). Да мало ли что можно придумать!
volmir Автор
13.12.2017 23:18Можно на Ардуинке сделать стед для замера скорости полета стрелы.
Есть материал об изготовлении устройства для пневматики, но для замера скорости полета стрелы принцип остается аналогичным:
www.youtube.com/watch?v=JW_OzLaqnAo

pulsatrix
14.12.2017 00:39А вот мне всегда, глядя на лук лыжа видится. Никто не пробовал из беговых лыж лук сделать? Там материалы вполне могуты быть подходящими.

juray
14.12.2017 02:12пробовали.

pulsatrix
14.12.2017 05:48Спасибо. Мысль загуглить приходит в последнюю очередь. Перед тем, как загуглить.
Semerkhet
14.12.2017 00:51+1Явно не хватает дополнения по поводу сертификации данной штуки. Да, по закону луки до 27 кг. разрешены, но есть большое НО. Если Вас с данным гиковским девайсом гдето прихватят, то уже нужно показывать бумажку — сертификат. А если ее нет, то привет КПЗ до экспертизы и т.д. А учитывая сроки экспертизы, то может быть привет СИЗО за такую вот домашнюю поделку.
volmir Автор
14.12.2017 00:55Согласен. Сам опубликовал статью и понял (через полчаса примерно), что надо было описать законодательную базу.
В других странах требования могут различаться. Например о требования к лукам в США или Казахстане я, например ничего не знаю.
С описанием требований законодательства статья ещё бы разрослась.
goodwind
14.12.2017 07:32в Казахстане лимит 14кг для луков и арбалетов (статья 7). Всё, что выше уже надо получать разрешение
ilmarin77
14.12.2017 09:33В Штатах требование чтобы лук не стрелял очередями и не был калибром больше 12.5мм
(шутка).Idot
14.12.2017 14:49То есть традиционный китайский арбалет стреляющий очередями у них получается что нелегален?
Daniil1979
14.12.2017 18:31А можно статью по изготовлению? и кстати, в РФ такой будет запрещён или нет или будет зависеть от всех этих килограммов?
volmir Автор
14.12.2017 23:16Зависит от силы натяжения на тетиве в районе её зацепления с удерживающей частью спускового механизма.
3aicheg
14.12.2017 03:58Господи, ну и стиль. Такое чувство, что эту статью не напечатали на клавиатуре, а осуществили деятельность по её написанию с применением специальных технических средств ввода текстовых данных в оперативную память персональной электронно-вычислительной машины…
volmir Автор
14.12.2017 08:34Извините, это уже профессиональное. Въелись абстракции в ткани мозга :)
zloydiadia
14.12.2017 08:12Луки из лыж делали делают и будут делат, поскольку по виду очень похоже и сразу вызывают ассоциации. и хотя конструкция получается вполне работоспособной, но стоит понимать что лыжа работает на разгибание дуги, а лук наоборот на сгибание, соответсвенно слои работающие на сжатие и на растяжение меняются местами.
Killa007
14.12.2017 08:35ИМХО, если статья про изготовление луков — не хватает иллюстраций, многие пункты недостаточно раскрыты или не раскрыты совсем — по такой инструкции лук не сделать. А если это энциклопедическая статья — то нужно убрать ненужные пункты про изготовление и добавить каких-нибудь интересных особенностей/фактов. В целом же тема интересная, но проще в качестве первого лука купить в каком-нибудь магазине недорогой блочный лук, потренироваться и, поняв что к чему, делать уже свой...(Давно хочу купить, но никак не соберусь, то одно, то другое...:( )
Ezhyg
14.12.2017 11:31Блочный лук и классический (опять же, какой из классических?) — совершенно разные вещи.
amadze
14.12.2017 08:36Несколько лет назад делал лук по выборке подобных статей и роликов — получилось плохо (здесь должна быть картинка "ожидание и реальность"). Так что:
- Если хотите просто пострелять из красивого лука: купите. Стоит простая модель около 50к. Если же будете делать сами — результат не понравится, а потратите на изготовление пропорциональную сумму (или получится совсем-совсем криво).
- Если вы профессионал DIY и у вас золотые руки и инструмент под рукой — тогда смело вперёд! Все получится, и возможно даже начнёте новый хобби-бизнес.
- Если хотите весело, дешего и сердито (и чтобы 15мм фанеру навылет пробивало) — гуглите "лук из стеклокомпозитной арматуры". Цена 300 рублей на лук и 300р на стрелы.
В статье не увидел подробностей изготовления тетивы, а это очень важный момент — поиск компонентов и изготовление тетивы занимает почти столько же времени как и изготовление лука. (Подсказка: кевларовая или дакроновая нить в магазине охота/рыбалка, забраться на 12 этаж, спустить вниз на грузике и размотать — из этого можно тетиву делать).
В статье не увидел подробностей по изготовление стрел — а это либо дорого (2к за 1 стрелу), либо криво, либо требует совсем большого терпения и хорошего инструмента.
Запрашиваю у автора историческую статью (а лучше цикл статей) про луки и арбалеты, это очень интересно.
Мои комменты на премодерации, если на момент публикации кто-то уже подобное напишет — не кидайте помидорами плз.
SidMeier
14.12.2017 10:38Стоит простая модель около 50к
Неправда, если не сильно заморачиваться, то можно остаться в адекватных границах: у меня такой, это цельный, офигенно красивый, весьма неплохой рекурв под инстинктив. Если хочется олимпик — можно вообще собрать комплект со стрелами, колчаном, крагой и прочими мелочами тысяч за 10(да хоть в том-же декатлоне). С ходу покупать лук за 50к не рекомендую — сначала пострелять, а потом, поняв что же надо, уже купить себе то, что хочется — Хойты, Беары или вообще заказать традицию у мастера под свою руку(в помощь)
изготовление стрел — а это либо дорого (2к за 1 стрелу)
Я может что-то делаю не так, но собирал себе прекрасные деревянные стрелы за недорого (древко, 3 пера, хвостовик и наконечник в сумме выходят рублей в 400-500 + немного работы), кроме того есть всякие декатлоны с дешевым, но адекватным карбоном, ну и в магазинах адекватные стрелы стоят не по 2к за штуку(есть и по 10к за штуку, но они, поверьте, начинающему не нужны)amadze
14.12.2017 12:25Вы абсолютно правы. Если уже иметь некоторых багаж знаний о луках и знать чего хочешь — то все можно и сделать дешевле и купить дешевле. Я же имел в виду абстрактного Васю, который просто захотел немного пиу-пиу в стену сарая на даче. ;)
Возьмём к примеру меня. Я захотел пострелять из лука, у меня нет большого количества денег. Я посмотрел цены в магазине — цены от 10к за лук с пометкой "детский" до шестизначный суммы. Про то, что нужно сначала пострелять из разных луков, чтобы понять чего хочешь я узнал только сейчас. Идти на стрельбище лень. По стрелы написано, что деревянные намокают и гнутся, а самое то углепластик. А стоят такие 1.5-2к в первом попавшемся магазине. Я думаю "а почему бы не сделать самому?". Покупаю эпоксидку, стеклоткань, буковый шпон и начинаю клеить. Неожиданностью для меня становится закипание эпоксидки в процессе смешивания, после чего сразу пол литра клея уходит в помойку :). Лук получается кривой и не стреляет. Наверно нужно было делать из лыж ;).Ezhyg
14.12.2017 14:32Про то, что нужно сначала пострелять из разных луков, чтобы понять чего хочешь я узнал только сейчас
Но ведь так во всём. Любая незнакомая область требует знакомства.
По стрелы написано, что деревянные намокают и гнутся
Деревянные можно пропитать или покрасить. Стеклопластиковые тоже гнутся. Есть ещё и металлические — алюминий, латунь.
а самое то углепластик. А стоят такие 1.5-2к в первом попавшемся магазине
Ужас какой, углепластик не советуют нормальные люди, советуют стекло-. Арматура стоит 8-13 рублей за метр, даже дорожные колышки стоят не дороже полтинника.
Я думаю «а почему бы не сделать самому?». Покупаю эпоксидку, стеклоткань, буковый шпон и начинаю клеить.
И откуда у вас появились знания про эпоксидку, стеклоткань и шпон? Может внимательность к деталям и «изучение вопроса» всё же важны? :)
Неожиданностью для меня становится закипание эпоксидки в процессе смешивания, после чего сразу пол литра
Чтобы пол литра вскипели это должно быть что-то совсем «особенное».
SidMeier
14.12.2017 14:52Тут как — если Вы зайдёте в специализированный магазин с открытым кошельком и попросите менеджеров собрать вам чтобы «братва не засмеяла» — тогда у Вас и стрелы будут за 2к+ и лук за 50к+ и прочие приколы, но Вы же не из таких, раз собрались делать руками? :)
Дальнейший ход мыслей — надо чуть посмотреть где что почём и понять, что со старта гнаться за самым лучшим не стоит, и тут появляются такие магазины как Декатлон(не сочтите за рекламу, но всем знакомым прям сильно рекомендую оттуда начать, если прям горит свой лук): лук(или), стрелы, снаряжение, щит и мишень. Всё вместе выйдет менее 7к(зависит от количества стрел — 6 штук для начала весьма норм).
Далее Вам всё равно понадобится тренер, который научит стрелять — там не всё так просто.
В итоге самый лучший вариант — найти секцию по стрельбе и пострелять там из местных луков, а потом, с помощью тренера и интернета уже выбрать то, что надо.
SantaCluster
17.12.2017 07:34вот первый абзац прям можно отлить в золоте! не только касаемо данной темы
Einherjar
14.12.2017 13:35Стоит простая модель около 50к.
50к чего? Статья про традиционные луки все таки. Если рублей то простой традиционный лук просто пострелять и за 10-15к купить можно. За 20-30к уже очень достойный вариант будет. Все что дороже уже больше для понтов чем для какого то практического смысла. А годные олимпийские и блочные да, от 50к только начинаются. Но не факт что с них надо начинать, традиционные имхо все же интереснее.

Talion_amur
14.12.2017 14:47Когда то лет 20 назад, занимался всякими эльфийскими заморочками и ролевыми играми, изготовлением мечей, луков и прочим. Про стеклопластиковую арматуру мы тогда и не слышали, самые мощные луки получались из стержней, на которых в вагонах висят шторы, по сути это и есть стеклопластиковая арматура диаметром миллиметров 8-10. На стрелы для защиты надевали пробки от шампанского, так вот стрела из такого лука на 10-15 метрах оставляла весьма не хилый синяк :) Это так, к слову вспомнилось :)
volmir Автор
14.12.2017 08:41Стрелы для традиции, 3Д, ролевых игр и реконструкции
350 руб.
vk.com/market-5947547?section=album_4&w=product-5947547_283586
А так, да, согласен, потратиться придется на оборудование и экипировку.
ReakTiVe-007
14.12.2017 09:16-1Без рассказа о видах древесины и их влиянии на конструкцию лука статья не статья.

p_fox
14.12.2017 10:02Тю, как у вас все сложно
Скрытый текст

Areso
14.12.2017 10:13О, вы у нас фанат интуитива (стрельбы без прицельных устройств и вспоможений в виде плашки под стрелу, отметки на тетиве и т.п.)? На какую дистанцию в какую мишень стреляете? Какая точность? В круг с отметками стреляли?
p_fox
14.12.2017 11:07Метров 20, Мишень 35см.
Иногда даже попадаю. XD
Усилие >20кг.
Собрано на коленке, чтобы хотя бы познакомиться с таким понятием, как "лук".
Конечно хочется что-то серьезнее, но пока лень побеждает.
HermaMora
14.12.2017 10:33youtu.be/SLoukoBs8TE
Действительно самодельный лук, от человека, который явно разбирается в самоделках.volmir Автор
14.12.2017 10:36Мне тоже прошлым летом удалось шнур из крапивы сплести. Получилось довольно таки надежно. Правда ошибок, как всегда наделал. Может в этом году более усовершенствованный вариант получится изготовить.
А так видео в очередной раз подтверждает, что человек способен сделать эффективный лук из палки и веревки с минимумом инструментов. Спасибо за материал.
SidMeier
14.12.2017 10:59К сожалению человек не очень умеет стрелять — отсутствие прикладки, нестабильный вытяг, отсутствие единой точки фиксации стрелы на тетиве — всё это очень сильно сказывается на качестве стрельбы. Но лук да — весьма хорош — несмотря на всю простоту довольно функционален.
ledascho
14.12.2017 13:28Вы посмотрите весь канал. Да, человек не умеет стрелять (учится), он умеет делать. Лук, пращу, хижину, кирпичи, посуду…
HermaMora
14.12.2017 15:44К сожалению человек не очень умеет стрелять — отсутствие прикладки, нестабильный вытяг, отсутствие единой точки фиксации стрелы на тетиве — всё это очень сильно сказывается на качестве стрельбы.
Я немного не понимаю причем тут это? Речь идет не о навыке стрельбы, а о создании лука при помощи действительно подручных средств.
Потому что из приведенной вами цитаты, я даже половины не понимаю. Я знаю что такое лук и что он может стрелять стрелами, а остальное мне, как рядовому пользователю, абсолютно без разницы.
У очень малого количества людей будет возможность заниматься танцами с бубном, описанными в данной статье.
Имеет смыл объяснить людям как правильно его делать, но приводить примеры все-таки исходя из реалий.
anprs
14.12.2017 12:00А мне нравятся пружинно-блочные луки Богдана Хмельницкого.
Фантом:

Кобра:

Только говорят, точность у них не самая лучшаяp_fox
14.12.2017 12:39А где здесь луки то?
volmir Автор
14.12.2017 12:53Хоть это и не очевидно (на первый взгляд), но на картинках приведены два блочных лука.
От «обычных» блочников их отличает максимальная компактность и источник запасаемой энергии. Энергия запасается пружиной (газовой, резиновой, металлической), а блок — только один (для компактности).
Достоинства — компактность.
Недостатки — нестабильность выпуска стрелы (вследствие малой стабильности всей системы).vconst
14.12.2017 13:01А если, в качестве противовеса — добавить раскладное нижнее плечо с грузом? Вес станет больше, но конструкция станет симметричной и уравновешенной.
tretyakovpe
14.12.2017 13:13А из ламелей от кровати можно делать или слабовато?

AranelOfDoriath
14.12.2017 13:34На игры очень даже делают луки из ламелей.
tretyakovpe
14.12.2017 13:47у меня есть детский блочник. Им можно эффективно пульнуть стандартную фиберглассовую стрелу на 20-25 метров. Из ламелей будет мощнее?
kostus1974
14.12.2017 15:18используются для охоты
в РФ запрещено охотиться с луком (и с арбалетом, емнип)volmir Автор
14.12.2017 16:08Я — за соблюдение законодательства.
Можно иметь лук в собственности, учиться стрелять из него (в том числе и по мишеням животных, 3D Archery). А потом поехать на охоту или рыбалку в страну, где это законодательно разрешено.

Virtu-Ghazi
14.12.2017 16:40ГОСТ на луки есть, в том числе на луки для охоты (см. «Изменения в ГОСТ Р 52115-2003», введённые в 2008г. (мог с датой ошибиться))
ПодробностиРаздел 1. Первый абзац изложить в новой редакции:
«Настоящий стандарт распространяется на:
луки универсальные спортивно-охотничьи;
луки спортивные;
луки для отдыха и развлечения;
луки, изготовленные самодельным способом (в части определения их принадлежности к метательному оружию при проведении криминалистических экспертиз)»
Пункты 4.1-4.3, 5.1 изложить в новой редакции:
«4.1. Луки универсальные спортивно-охотничьи являются метательным оружием и предназначены для спортивной охоты, а также для занятия спортом (при стрельбе по мишеням на открытых площадках и в закрытых помещениях), при проведении занятий в рамках учебно-тренировочного процесса и для спортивных соревнований.»
… (и т.д.)
Ну и натяжение «универсальных спортивно-охотничьих луков» по нашему ГОСТу должно быть не менее 27 кг.SidMeier
14.12.2017 18:48Там вроде основной казус как раз таки в том, что определение метательного оружия есть — в случае с луками, это лук с силой натяжения более чем 27кг, но вот норм по ввозу, производству, реализации, хранению, применению нет. Но это так, навскидку.
Googlist
15.12.2017 00:12А почему с нуля не ламинируете? Легче бьіло б, слой мата, слой стеклоткани 350 80х20, слой мата, два слоя стекла, мат. Плюс можно бьіло б нисходящую толщину плеч делать без проблем. Єпоксидка для вакуума или разбавленная, компрессор с холодильника и вуаля, потом шпон наклеяли для красотьі и все.
volmir Автор
15.12.2017 12:56Стеклоткань не подходит по причине того, что в ней волокна пересекаются (крест на крест).
Это приводит к разрушению стеклянных волокон в месте сгиба (через некоторое количество циклов).
Однонапраленное стекло лишено этого недостатка и работает длительный период без разрушения.vconst
15.12.2017 13:05Карбоновый композит самодельщики используют? Сейчас можно без труда найти не ткань, а именно пучки однонаправленных волокон без пересечения.
volmir Автор
15.12.2017 14:04Карбоновый композит можно использовать в качестве рабочего материала для плеч. Прочность на разрыв и растяжение ещё лучше, чем у стеклоламината. Некоторые производители даже включают карбон в массовые модели луков. Но есть ряд моментов, почему он мало распространен:
1) Стоимость (намного выше стеклоламината).
2) Карбон на сжатие работает хуже, т.е. применяется только на внешней части плеча лука.vconst
15.12.2017 14:13Погуглил цены, порядка 1000р за лоскут 50*100 см, по моему ничего запредельного, учитывая что на лук времени уйдет на порядки больше времени, чем денег. А если плохо работают на сжатие, значит внешний слой плеча из карбона, а внутренний из стеклоткани или другого материала.
Ведь в том и фишка композитных луков уже много сотен лет — разные материалы работающие на растяжение и сжатие.
alexei-grigoriev
15.12.2017 14:33карбон в традиции нельзя по новым правилам. Все ждут, чтоб modern traditional согласовали
Googlist
16.12.2017 23:35Та погуглите, стеклоткань всякая есть, от мата (без ориентировки волокон) до 100% однонаправленной, где прямьіе волокна ниточкой и клеем от рассьіпания удерживаются. Вам все одно однонаправленньій не нужен, ибо тогда лук «сьіграет» в сторону на жесткости, на ребро будет уходить если без поперечного, то вам 80х20 самое оно. Посмотрите кто лодки (яхтьі) делает из стеклоткани, там ее тьісячи видов, они подскажут где достать.

RedElf
15.12.2017 12:53с более лучшими эксплуатационными характеристиками.
рожь, овощи и луки эти все







vconst
Любопытная статья, но некоторые пассажи типа: «производится путем пултурузии или так называемой протяжки стренг стеклоровинга» — вызывают NMI…
volmir Автор
Извините, переборщил с специальными терминами. Исправил текст на простой и понятный.
Dioxin
Да и весь процесс изготовления — довольно трудоемко, шибко на любителя.
Опять же — блютуса нет :)