
Из оговорок, отмечу, что данные рекомендации относятся в основном к методу 3D-печати FDM(FFF), при котором пластиковый пруток топится подвижным экструдером, формирующим деталь слой за слоем.
Разработка 3D-модели начинается с создания эскиза. Это может быть рисунок на бумаге, материальный прототип, мысленный образ и пр. На что важно обратить внимание при создании такого эскиза и самой модели разберем подробно.
Прочность детали
Здесь и дальше по тексту есть несколько подпунктов, которые необходимо учитывать одновременно, держать в голове с самого начала.
- Помнить про слоистость или анизотропность материала: сломать деталь по слоям гораздо проще, чем поперек. Это нужно учитывать заранее, задавшись расположением 3D-модели на столе 3D-принтера.
- Добавлять скругления. Ножка табуретки и столешница в месте стыка должны иметь скругленный угол. При этом, чем больше радиус скругления, тем прочнее ножка будет закреплена на столешнице. Аналогично для различных корпусных деталей. Моделируем коробку? Все прямые углы скругляем. При этом неважно, в какой они плоскости. Даже там, где нужен прямой угол, делаем радиус 0,5 мм. Принтер легче пройдет такой участок, чем нескругленный, не будет удара от резкой остановки экструдера, деталь не покачнется и прочие плюсы.
- Толщина стенок и заполнение. Максимальная прочность при 100% заполнении — это факт, но если нужно облегчить деталь или сэкономить пластик, можно сделать в настройках печати гораздо большую толщину стенки, при этом заполнение выставить гораздо ниже. Это работает с деталями, имеющими отверстия под крепеж. При создании машинного кода для принтера абсолютно все внешние стенки толстые, поэтому крепеж будет окружен надежным толстым слоем пластика вашей детали.
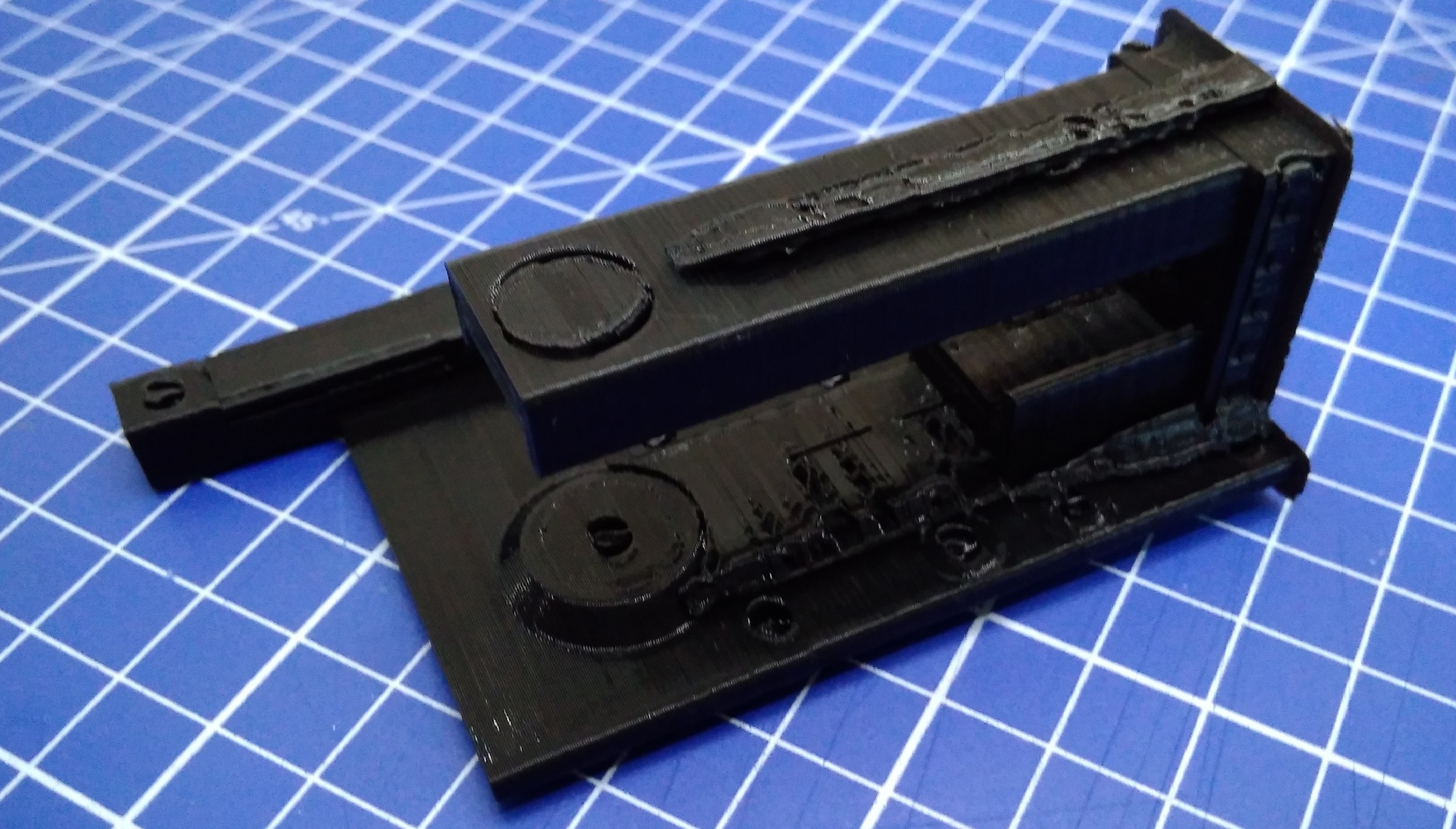
- Поддержка. Данный элемент влияет на прочность тем, что не всегда слои, опирающиеся на поддержку, идеальны по структуре. Это можно решать увеличением толщины стенки, заполнением, но лучше поддержку вообще не делать. Поддержка добавляется слайсером в зависимости от угла между стенкой детали и плоскостью стола. Часто по умолчанию стоит 60 градусов, иногда 45. Этот параметр подбирается экспериментально для каждого 3D-принтера. Проверить это можно с помощью специальных тестовых деталей. Например, https://www.thingiverse.com/thing:2806295 — не забудьте выключить поддержку, чтобы проверить реальное качество 3D-печати в её отсутствии. Например, вам нужно напечатать Т-образный соединитель для трубок. Литые изделия делают Т-образной формы. 3D-печать заставляет делать изделие L или даже ?-образным. Во втором случае можно даже избежать поддержки, а деталь будет прочнее из-за слоев, расположенных под углом 45 градусов к трубкам. Мы, в мастерской настроили слайсеры для каждой машины и спрашиваем клиента о прочностных требованиях, и, в зависимости от этого, выбираем 3D-принтер для печати.

Геометрические ограничения
- Толщина стенки ограничивается снизу размером сопла 3D-принтера. Его диаметр постоянный и в подавляющем большинстве случаев равен 0,4 мм. Меньшая толщина — долгая 3D-печать для большинства деталей. Больше сопло — менее прочны связи между слоями, сильнее видны ступеньки между слоями. И вообще, толщина стенки должна быть кратна 0,4 мм, тогда 3D-принтер сможет аккуратно сделать стенку за два прохода (0,8мм), за 3 прохода (1,2 мм) и т.д. Другие толщины заставят 3D-принтер оставить пробел или перелив, что негативно влияет на прочность и внешний вид напечатанной детали.
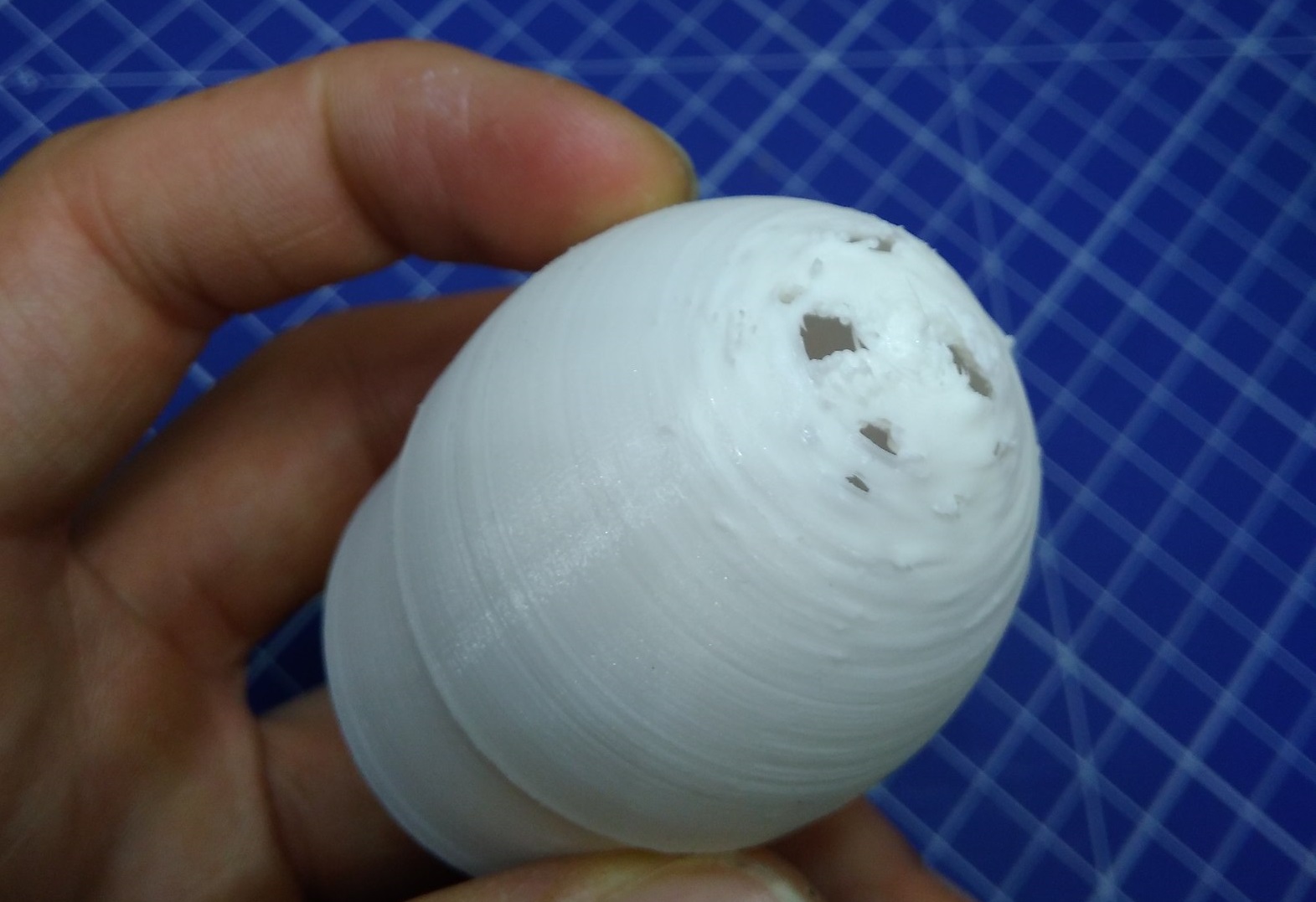
- 3D-Печать тонких цилиндров и «иголок». Для 3D-печати таких изделий нужны особые настройки 3D-принтера: низкая скорость 3D-печати, давать время на остывание, иначе такая структура будет гнуться. Вертикально стоящих тонких элементов лучше избегать всеми силами. Даже если они будут напечатаны, то будут очень хрупкими. Их имеет смысл оставлять только для декоративных целей, но надо быть готовым, что их качество будет хуже качества других элементов 3D-детали.
- 3D-Печать отверстий. Замечу, что если отверстие прямое и сквозное, то его можно рассверлить, если оно изогнутое и требует поддержки, то может получиться так, что достать поддержку будет невозможно.
- При 3D-моделировании важно учитывать габаритные размеры 3D-принтера. Мы используем удобные 3D-принтеры, стол 250х250 мм, диагональ 353 мм. Вот сюда и нужно вписывать габариты, по возможности. Иначе надо заказывать либо промышленный 3D-принтер с большой зоной печати, либо использовать склейку, но лучше сборку, так процесс сборки будет контролируем разработчиком, а не мастером 3D-печати.
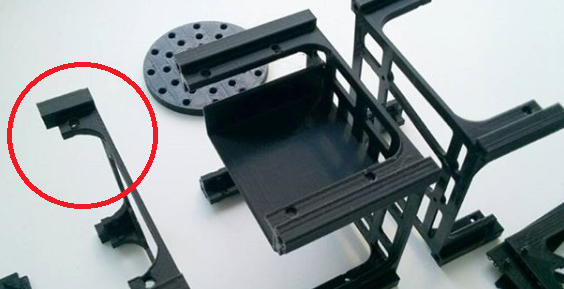
- Большая площадь основания может повлечь за собой отклеивающиеся от стола края. Мы используем специальный клей, но и это не всегда помогает. К нам периодически обращаются с жалобой на коллег по цеху, что для них такие «мелкие» дефекты, как загнутый край не является причиной для перезапуска 3D-печати, забирайте как есть. Но инженер, который 3D-моделирует деталь, может и сам это учитывать в работе, и делать либо сборки, либо тонкостенные плоские 3D-детали, у которых «не хватит сил» сжать внешний контур и поднять, как следствие, край.

- Высокие и тонкие «башни» могут плохо получаться из-за вибраций, возникающих при работе 3D-принтера ближе к вершине, также возможны сдвиги слоев.

Размеростабильность, точность
- Точная 3D-печать — довольно редкая птица. Не хочу тут говорить инженерным языком, но вероятность того, что сложная составная конструкция соберется с первого раза очень низкая. Тут скорее нужно учитывать то, что можно потом механически доработать детали.

- Отверстия под крепеж лучше делать с запасом 0,5 мм по диаметру. Прочности это не убавит, болтаться крепеж тоже не будет из-за сил затяжки, но вот если сделать без запаса, однозначно придется рассверливать. Уменьшить размер большого вала, >10мм шкуркой гораздо проще, чем обрабатывать отверстие, под которое требуется огромное сверло, врезающееся в пластиковые стенки и ломающее деталь, или застревающие в нем. Также важно учесть, что при сверлении пластик расплавляется и сверло может в него вплавиться так, что извлечь невозможно. Бывали случаи.
- Термоусадка не всегда компенсируется, точнее, её очень сложно поймать, она неодинакова по разным направлениям, поэтому учитывать её крайне сложно. Проще напечатать пробный вариант, а потом внести коррективы.
Если важен внешний вид
- Думайте о том, как мастер будет ориентировать деталь на столе 3D-принтера. 3D-печать идет по слоям, что ярко проявляется при печати поверхностей, отстоящих от горизонтали стола на небольшой угол. Шкурить придется долго и мучительно, потому что придется срезать эту «лестницу» до самых глубоких впадин «ступенек». Лучше располагать такие поверхности или горизонтально, например, положить на стол, или увеличивать угол. В ряде случаев, даже добавление поддержки, портящей изнаночную ненужную сторону, позволяет сэкономить время и силы на постобработку.
- Поддержка. Во-первых, поверхность, которую она поддерживает, имеет значительно больше дефектов, чем без нее. Во-вторых, тонкая и высокая поддержка — слабая, шаткая, что приводит к тому, что поддерживающая деталь может иметь серьезные дефекты, либо не получиться вовсе.

- Улучшение качества первого слоя. Нужно добавить фаску. Даже там, где не нужен острый угол рекомендую добавить фаску 0,5 мм. Она не будет явно видна, однако кромка получится аккуратной.
О чем надо знать, чтобы не ошибиться при заказе 3D-печати
Если важен внешний вид
- Расположение детали на столе. Помним про анизотропию.
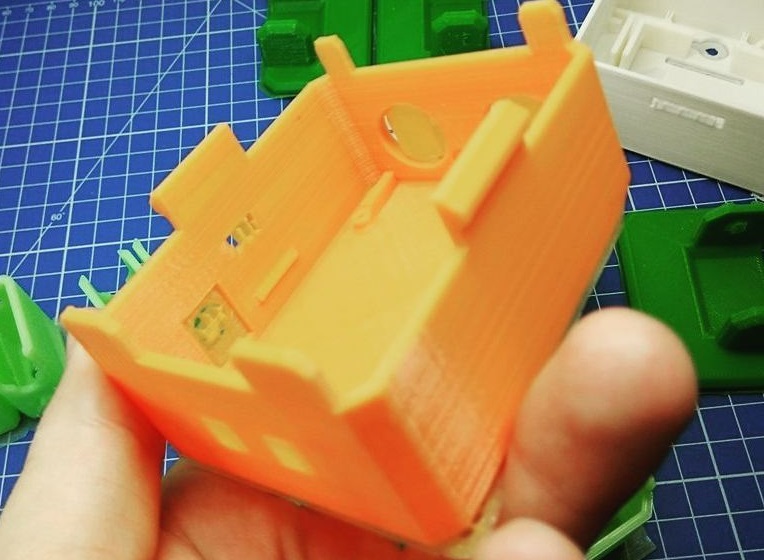
- Толщина стенки и заполнение. На что тут можно напороться: заполнение — клеточки 20%, которые либо видно сквозь тонкую внешнюю стенку, либо заполнение незначительно утягивает внешнюю стенку при усадке, но при этом визуально легко определить, что внутри есть поддержка. Тут помогает в первую очередь увеличение толщины внешней стенки, либо увеличение плотности заполнения. Учитывайте это при заказе.
Постобработка
Устранение ступенчатости достигается механическим и химическим методом. Возможно использование шпаклевки. Доступна окраска акриловыми красками. Если деталь имеет сложную цветовую структуру, то мы используем принтер ProJet 4500, работающий по другой технологии. Он склеивает частички порошка клеем с цветными чернилами. Получается неплохо.

Мораль
В заключение хочется отметить, что указанные рекомендации и наработанный опыт позволит производить детали методом 3D-печати, которые по своим свойствам не будут уступать литым, что позволяет при наличии настроенного принтера и небольших объемах производства экономить значительные средства. По своему опыту отмечу, что возиться с принтером, отлаживать его, знать «все трещинки» — отдельная тема, о которой поведаю позднее. А в завершении я бы хотел попросить читателя выссказать мнение в опросе.
Комментарии (18)

KonstantinSerov
19.07.2018 17:24Интересное будущее: авторы разрабатывают и размещают в специализированных онлайн-сервисах 3D-модели изделий, пользователь покупает права на эту модель и, либо сам печатает изделие на своем 3D-принтере, либо пользуется услугами 3D-кафе. Бизнес-модель похожа на таковую при реализации других прав интеллектуальной собственности в Сети (книг, фильмов и т. д.) Авторы получают вознаграждение, онлайн-сервис — комиссионные, 3D-кафе — плату за 3D-печать изделий.
ZUZ
19.07.2018 18:18Вы не поверите, но будущее уже наступило.
3dtoday.ru/marketKolianM Автор
19.07.2018 20:16Да, но к сожалению, не много людей знает про такой сервис. А те, кто узнают, мало, кто пользуется. Не понятно пока, в чем причина непопулятности. Есть примеры, когда их создавали, а потом закрывали. Я думаю, это из-за того, что заказывая, например, фароровую вызу, мы знаем, что получим, а тут есть вопросы: какого это будет качества, почему именно печать, когда зачастую можно купить промышленное литьё.
NiPh
19.07.2018 19:37Очень, очень вовремя мне ваша статья попалась.
Прочитал уже кучу разных советов, иногда противоречивых, видимо они являются следствием разного качества пластиков и моделей принтеров, но тем не менее, подскажите, если есть универсальный ответ: закрытый принтер, регулируемый стол с подогревом до 110 и анти-отлипательным покрытием(Anycubic 4Max), печатаю пока ABS пластиком от производителя, пробовал стол по разному регулировать — один и тот же угол упорно деформируется, со скоростью печати экспериментировал, помогло но не до концафото после удаления Brim слоя
KolianM Автор
19.07.2018 20:11Мы предпочитаем кайму (brim) в настройках и клей. Самое простое — клей-карандаш от Scotch, или от спрей Picaso3D.
Спрей
ktotomskru
19.07.2018 22:23Вам нужен БФ2, кусок стекла в размер стола и 200мл спирта (этиловый или изопропиловый) или, чуть хуже, ацетон.
Технология проста. Растворяете в баночке БФ2 спиртом 1:3-1:4 (спирта больше), наносите ровным тонким слоем на одну сторону обезжиренного стёкла, сушите пару часов так, потом часа 3-4 при температуре 100-150 градусов (прям на столе принтера можно).
В результате получается волшебная штука — пока стол горячее 60 градусов (для ПЛА) или 100 (для АБС) деталь от него хрен оторвёшь, углы не загибаются. При остывании до 40-50 градусов деталь отваливается сама.
Если углы загибает и после этого, то уберите принтер со сквозняка. Если и это не помогло включите в слайсере печать дополнительной стенки вокруг модели на расстоянии 1-2мм в высоту модели. Не помню как именно называется, но гуглится довольно лёгко. Ну и зачитайте соответствующие ресурсы, коих в рунете полно, там все эти проблемы и способы решения уже описаны.ktotomskru
19.07.2018 22:25Ну и если печать больших деталей из АБС прям важна — посмотрите как сделать на вашем принтере закрываемый кожух. Температура внутри должна быть чем горячее тем лучше.
professor9
20.07.2018 01:16пока деталь печатается всю зону желательно прогреть до 80± градусов. На холодном воздухе если вы напечатаете бОльшую деталь угол всёравно отлипнет.
Но если хотите рецепт — печать абс на холодном столе — сначала тонкий слой клея ПВА, подсушиваем и сверху «ABS сок»(немного абс растворённой в ацетоне)
Iqorek
20.07.2018 10:07+1Попробуйте юбку или кайму в один слой 0.2мм вокруг делали на расстояние сантиметра полтора — два. В некоторых случаях загибы совсем исчезли, в некоторых значительно меньше. Толщина юбки важна, 0.4 и больше, в моем случае оказались слишком жёсткими, стало хуже. Ширина, чем шире тем лучше, но больше расход пластика и времени. Это увеличивает площадь сцепления и так же предотвращает отрывы высоких деталей с маленькой площадью основания.
M4kin
20.07.2018 10:39Мне помог раствор ABS в ацетоне. Я просто остатки подложки от прошлых печатей растирают ацетоном по столу равномерно. В итоге ничего не отклеивается. Можно даже просто палец к столу приложить — липкость чувствуется.
alex_vesna
19.07.2018 22:50Вместо экстремальной добычи спирта, проще поехать скажем на савелу и купить флакон защитного «лака»(используется для защиты готовых плат от всего :) стоит может чуть дороже лака для волос), коим и покрывать стекло. Свойства ровно те же, а возни не в пример меньше…
KolianM Автор
20.07.2018 10:44Я согласен. Лучше лак. Всякие ацетоновые и спиртовые смеси воняют, клей карандаш высыхает и сорит, а вот лак или он же во флаконе «клей для 3D-печати» гораздо практичнее.
zvic
20.07.2018 01:52Больше сопло — менее прочны связи между слоями
Хотелось бы узнать источник данного утвержденияKolianM Автор
20.07.2018 10:42Только собственный опыт. я бы ото объяснил бОльшими усилиями при термоусадке, выше напряженность получается. Бывало, что тонкостенная деталь при печати соплом 0,8 мм трескается, тогда как стандартное 0,4 мм идеально выходит.
radsrv
20.07.2018 16:59Есть пара замечаний к разделу «Прочность»
PLA — это крайне хрупкий пластик на продольно-поперечные нагрузки в плоскости одного слоя, если толщина сплошного слоя больше 3мм. Лучше заполнить всю полость детали сотами со стенками по 1-2мм нежели делать сплошную конструкцию.
Из реального опыта могу также утверждать, что нельзя для PLA нагромождать периметры больше пяти, если эта деталь будет потом стягиваться или растягиваться (например, напечатанная струбцина).
Darth_Biomech
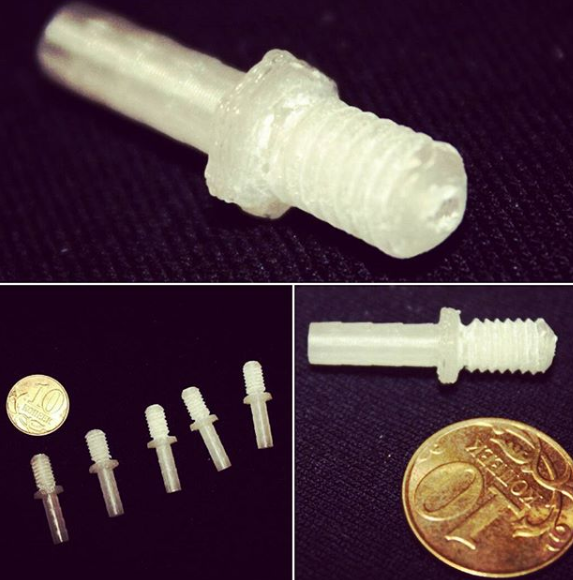
22.07.2018 05:04По поводу сбора крупных деталей, я нашел отличный приём, ЗНАЧИТЕЛЬНО как упрощающий сборку (приклеить криво почти невозможно), так и увеличивающий прочность места стыка.
При моделлинге в поверхностях стыка сделать либо дырки, либо добавить тубы с нужным диаметром с внутренней стороны (если таковая имеется). В получившиеся дырки заталкиваются штыри, сделанные из стальных скрепок 1.2 или 0.8мм, которые можно купить в том же Комусе. Получается простая и надежная система.

OMR_Kiruha
Хорошая статья. Если у кого есть опыт, может напишет аналогичную про SLA 3D-печать и тонкости моделироваия и печати.