
Что получится, если качественно настроить Bowden экструдер, вместо столь популярного апгрейда на дорогой директ? Как оказалось, этого более чем достаточно, чтобы получить сравнимое качество печати. Можно даже и не заменять штатный пластиковый экструдер — у него есть свои преимущества, но нам хотелось приключений и мы их сполна нашли.
Попутно мы исправили еще несколько недостатков своего принтера Ender 3 v2, так что теперь можем печатать довольно сложные модели в свое удовольствие.
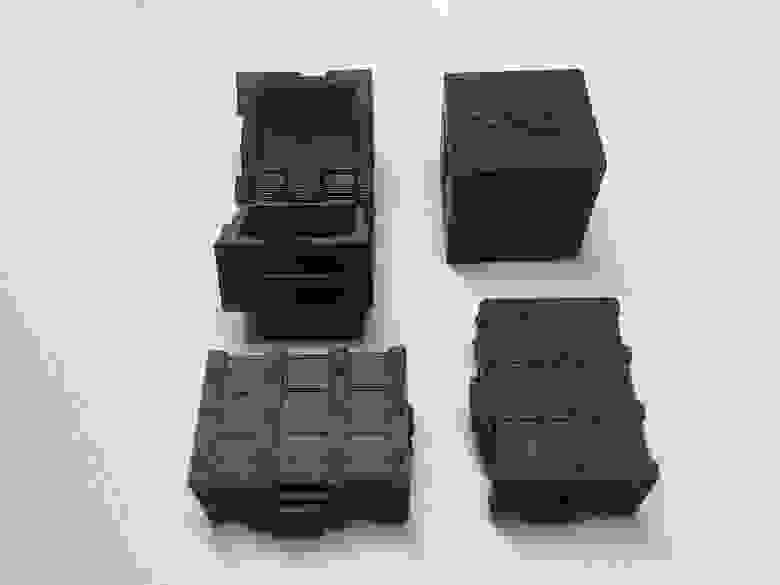
Выглядит цельнометаллический экструдер отлично, да и работает в целом тоже… "но есть нюанс".
Введение
В филаментном 3D принтере экструдер протягивает через себя пруток пластика и обеспечивает печатающую головку филаментом для работы. Штатный экструдер пластиковый и кажется довольно хлипким, так что мы заказали цельнометаллический экструдер с отличными отзывами и горячо рекомендуемый на форумах. Установить его дело пары минут, достаточно лишь следовать инструкции по сборке или роликам на ютубе, а вот дальше начинаются неожиданности. Как оказалось, пластиковый экструдер плохо проводит тепло и в нем филамент при нагреве двигателя меньше подвержен перегреву, но порой тоже плавится при долгой печати — что, конечно же, требует исправления.

В интернете про перетирание и расплавления филамента много всего можно найти, если кратко, то рекомендованный путь решения — уменьшить количество прокруток филамента и их скорость. Что ж, этот способ работает — указывая в слайсере количество ретракшенов (возвратных движений филамента, обычно предваряющих холостой ход сопла) 10 штук, шаговый мотор нагревается намного меньше, экструдер не перегревается и филамент не плавится и не рвется. Вот только качество печати от этого страдает и даже очень, так что вся печатаемая модель оказывается просто-таки опутана тонкими нитями пластика — поскольку мы запретили втягивать его обратно при перемещении сопла, то он продолжает вытягиваться при каждом движении. Очевидное решение подложить теплоизолирующую прокладку между корпусом шагового мотора и экструдером оказалось почти не выполнимым — длины болтов не хватает. Да, болты можно заменить, но для продолжительной печати в течении многих часов и даже дней никакие прокладки не помогут, поскольку зубчатое колесо для прокрутки филамента насажено непосредственно на вал шагового мотора. Штатный пластиковый экструдер сам работает как теплоизолирующая прокладка между мотором и филаментом, но зубчатое колесо на валу шагового мотора нагревается и стачивает филамент, а не прокручивает его. Разве что в случае с пластиковым экструдером (нагревается только зубчатое колесо) филамент можно вытянуть обратно, а с металлическим (нагревается и зубчатое колесо и металлическое колесико) — филамент рвется совсем и Bowden трубку приходится отвинчивать для его вытягивания. В итоге, владельцы пластикового экструдера обсуждают проблему стачивания филамента, а владельцы металлического — расплавления и обрыва. Нам не нравятся обе проблемы, так что мы будем искать полноценное решение.
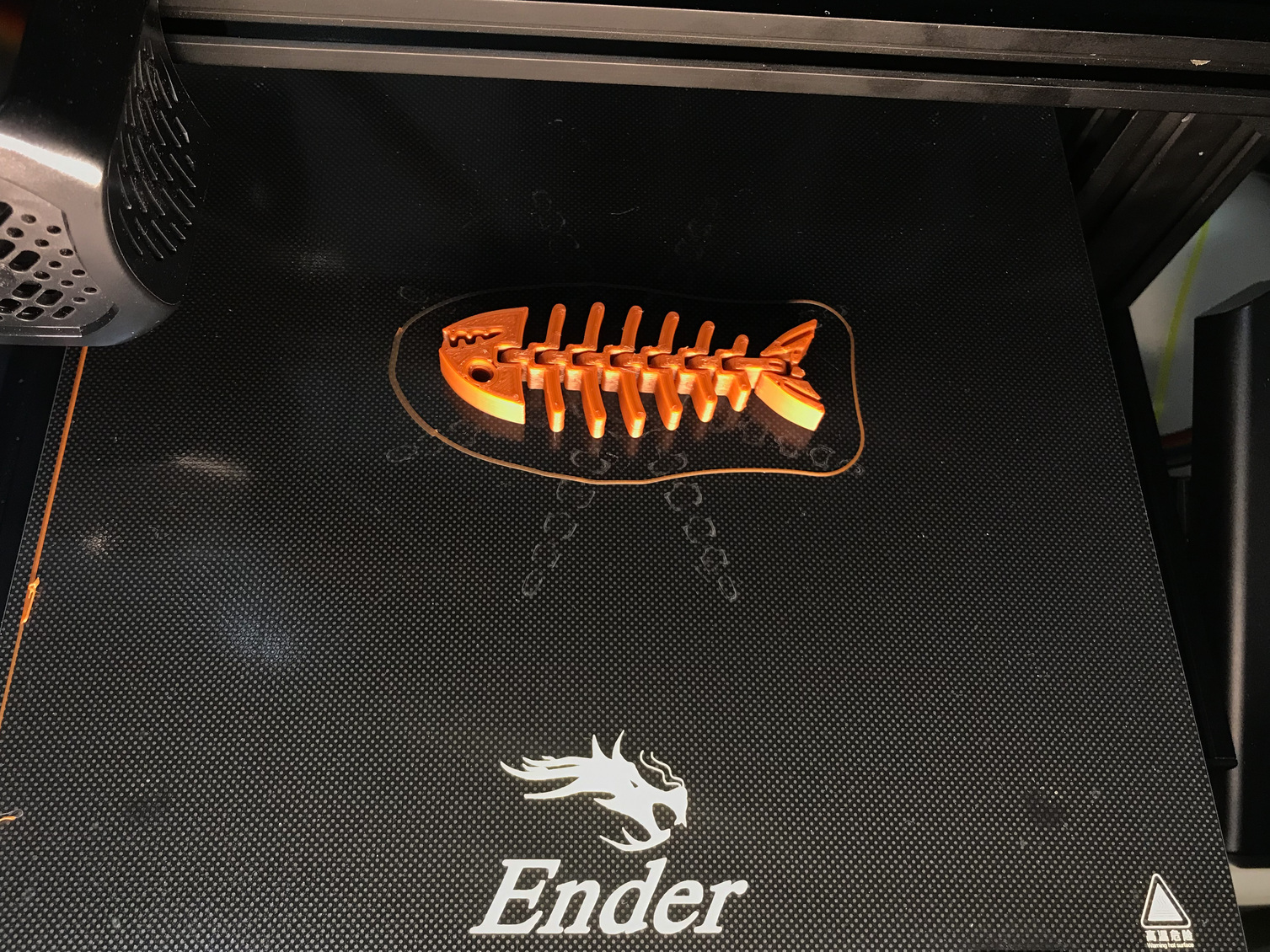
Для пробы мы сделали шайбы из писчей бумаги толщиной 0.1 миллиметра и филамент стал плавиться не через 20 минут печати, а только через 40, так что мы смогли напечатать несколько тестовых моделей без ограничения количества втягиваний филамента (ректакшенов) и результат получился намного лучше. Для примера, вот такую модель можно успеть напечатать после проделанных манипуляций:
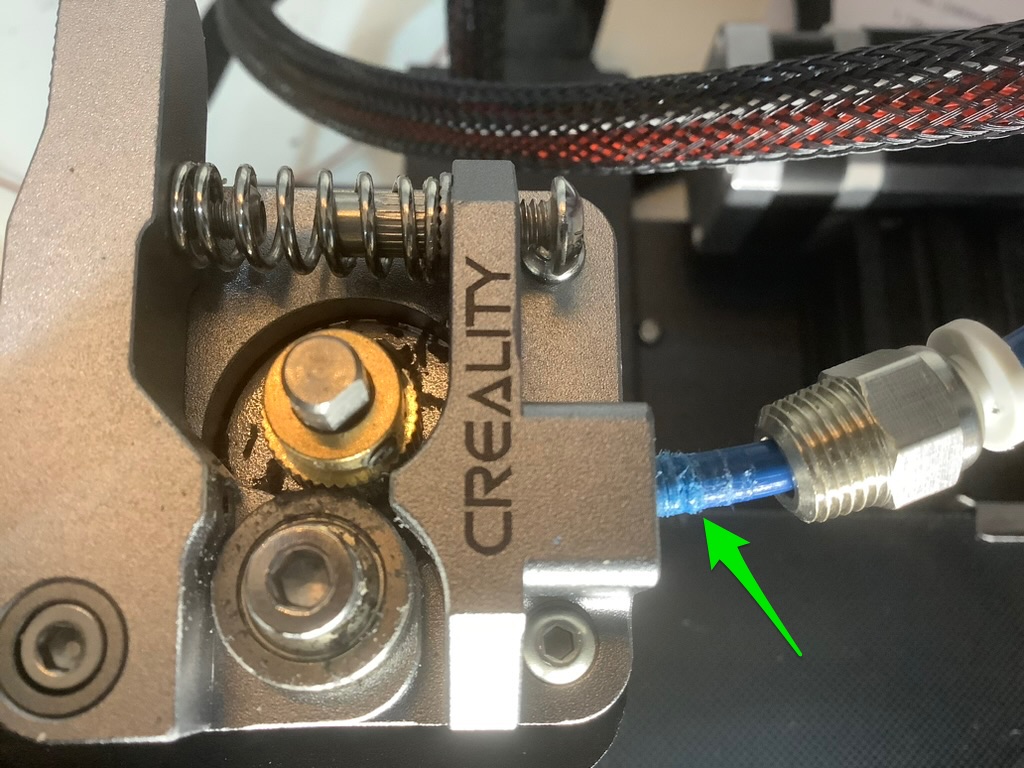
Поскольку нам из-а проблем с перегревом филамента в новом металлическом экструдере приходилось постоянно вытаскивать Bowden трубку, мы быстро доконали ее крепление в фитинге, так что она разболталась (обычно такая проблема возникает только через несколько месяцев использования). На изображении ниже зеленая стрелочка указывает на проблемное место:
Решилось это укорачиванием трубки на несколько миллиметров, чтобы она зажималась немного в другом месте. Поскольку длина устанавливаемой трубки на пару сантиметров превышает необходимую для свободного движения каретки, эту операцию можно повторить еще несколько раз. Теперь понятно, для чего Bowden трубка продается длиной в 1 или 2 метра, хотя ее нужно всего около 40 сантиметров — очевидно, трубку придется регулярно заменять (еще можно поставить с некоторым запасом и обрезать, но слишком длинная трубка потребует большего усилия для протягивания филамента и тем замедлит и ухудшит печать).
Если трубка в фитинге заметно двигается, нужно ее зафиксировать. Штатная синяя клипса, показанная на первой фотографии в разделе "Описание проблем(ы)", трубку немного закрепляет, но только немного. Для качественного крепления можно использовать или одноразовый пластиковый хомут или напечатать клипсу самостоятельно. Клипса Ender 3 Bowden Tube Clip, напечатанная с удвоенной толщиной, надежно фиксирует трубку, а расстояние ретракшена теперь может быть уменьшено на 1 — 2 мм. На фотографии кусочек белого скотча, приклеенный около фиттинга, позволяет точно убедиться в отсутствии продольных движений трубки:
Как выяснилось, не существует «серебряной пули» и для устранения всех найденных проблем потребовалось несколько решений. При желании, можно обойтись и первыми двумя пунктами из нижеизложенных, которые не требуют покупки запчастей, а только настройки принтера.
Настраиваем усилие экструдера
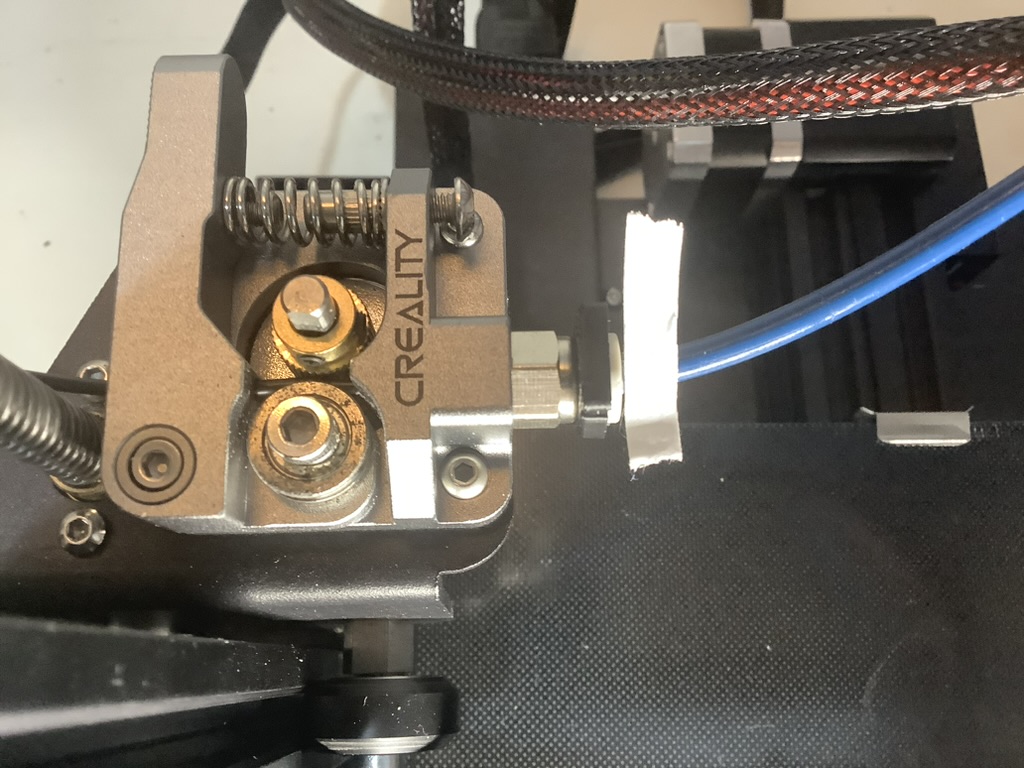
При сравнении металлического экструдера с пластиковым оказалось, что в последнем прижимная пружина для филамента намного слабее и с ней филамент так быстро не перетирается, так что мы переставили пружину старого экструдера на новый. Это помогло, но лишь частично. Тогда мы еще и втулку прижимную убрали, которая дополнительно сжимает пружину металлического экструдера, и теперь филамент стал протягиваться аккуратнее, а в процессе ретракшена с него перестали сыпаться пластиковые опилки. Нам показалось немного странно, что металлический экструдер настолько сильнее сдавливает филамент. Вероятно, так сделано для более жестких типов филамента (например, ABS), но с нашим мягким PLA это не работает.
На картинке зелеными стрелочками показаны пружина, которую необходимо взять от штатного пластикового экструдера, и втулка, которую лучше убрать совсем, чтобы избежать россыпи опилок от филамента и перетертой Bowden трубки:

Настраиваем рабочий ток шаговых двигателей
Когда шаговые двигатели перегреваются, то простейшим выходом будет снизить рабочий ток, используя регулятор референсного напряжения (VREF) драйверов шаговых моторов. На матплате нашего принтера установлены драйверы TMC 2208, для которых по спецификации максимальный ток на фазу рассчитывается как Vref * 0.71. Нам потребовалось несколько итераций, чтобы найти минимально необходимый ток, при котором двигатель экструдера не пропускает шаги из-за недостатка крутящего момента. Заодно мы несколько снизили ток всех остальных двигателей для устранения их излишнего нагрева. Ранее я публиковал статью об управлении шаговыми двигателями без драйвера и с драйвером Делаем Fischertechnik-совместимый модуль управления шаговым мотором на основе драйвера A4988 (DRV8825), так что мы хорошо помним, как звучит пропуск шагов мотора (подсказка — в некоторые моменты при работе раздаются явственные пощелкивания).
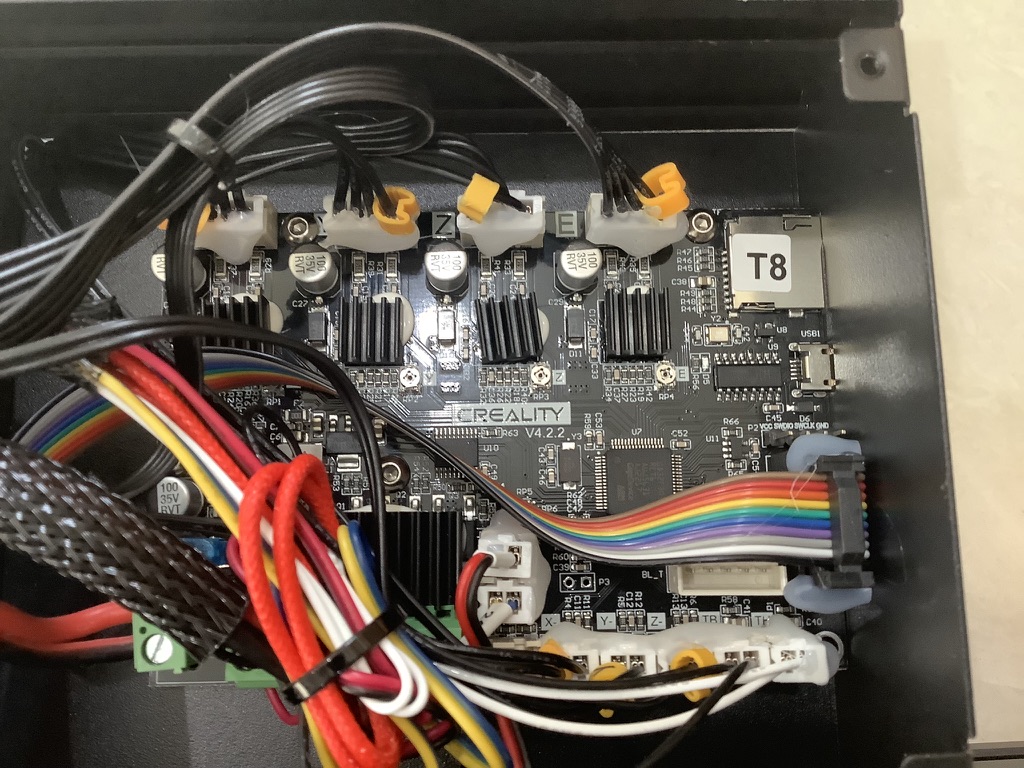
На снимке матплаты принтера подстроечные резисторы шаговых двигателей маркированы литерами X, Y, Z, E. Для подстройки VREF тонкой отверткой с приложенным к ней щупом мультиметра нужно их поворачивать по чуть-чуть очень аккуратно, поскольку их очень легко повредить, а еще следить за тем, чтобы ничего не закоротить отверткой на матплате:

Второй щуп мультиметра ("земля") удобно приложить к слоту для SD-карты, на фото ниже помеченному белой наклейкой с надписью "T8" (так закодирован тип драйверов шаговых двигателей, обозначения на которых под радиаторами не видны; в интернете можно найти эти коды для разных версий материнской платы):
Ниже показаны рекомендуемые референсные напряжения двигателей согласно Y-axis drive voltage Help, измеренный штатные значения на нашем принтере и настроенные нами значения для референсных напряжений и температуры:
| Мотор | Creality VREF, V | Измеренный VREF, V | Настроенный VREF, V | Исходная температура, °C | Итоговая температура, °C |
|---|---|---|---|---|---|
| X | 1.18 — 1.2 | 1.19 | 1.1 | 60+ | 45 |
| Y | 0.99 — 1.01 | 1.0 | 0.9 | 60+ | 50 |
| Z | 1.18 — 1.2 | 1.19 | 1.1 | 60+ | 45 |
| E | 1.38 — 1.4 | 1.39 | 1.2 | 50+ | 40 |
Мы ведем записи температур с шагом 5°C и округлением в большую сторону по результатам нескольких измерений, так как значения варьируются в зависимости от печатаемой модели и большую точность получить сложно без постоянного мониторинга, который практического интереса не представляет. Значения исходной температуры получены к моменту расплавления филамента и остановки печати.
Как результат, температура двигателей при длительной работе заметно снизилась. Согласно найденным даташитам на наши двигатели (они все разные установлены), X,Y,Z имеют максимальный ток 0.84A и E — 1A, то есть производителем настроены максимально допустимые токи для трех двигателей и с небольшим допуском задан ток экструдера (очевидно, для уменьшения его нагрева). Теперь понятно, почему двигатели сильно греются в исходной конфигурации. Двигатель Y перемещает тяжелый рабочий стол и нагрузка на него больше, потому он греется сильнее остальных, но для более мощного двигателя нет места (мешает дальнее левое колесико настройки уровня рабочего стола).
Для принтера заявлена максимальная скорость печати 180 мм/с, но на данный момент мы используем пластик PLA с допустимой скоростью печати до 60 мм/с, так что проверить работу на максимальной скорости пока не представляется возможным. Возможно, в будущем мы это проверим, используя фирменный филамент PLA с возможной скоростью печати до 250 — 300 мм/с.
Заменяем втулку держателя для филамента
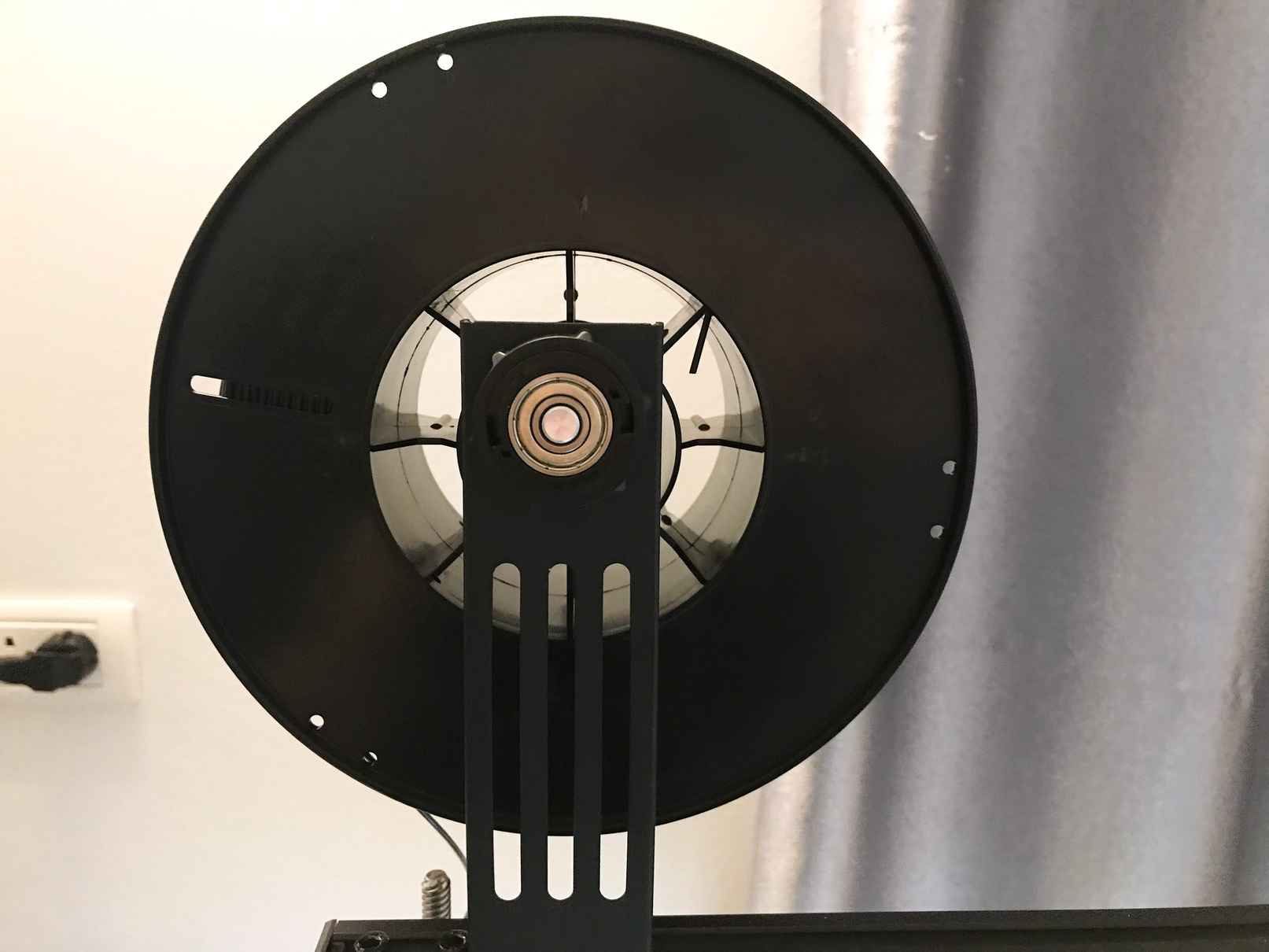
Легко заметить, что штатная втулка без подшипников крутится с трудом даже при использовании катушки весом один килограмм (продаются и катушки весом 2.5 кг):

Очевидным улучшением является замена этой втулки на аналогичную с подшипниками. На алиэкспресс нужная втулка «3D printer Filament Holder 608ZZ Bearing» обошлась около 5$ с доставкой:
Кстати, держатель катушки можно и самостоятельно распечатать, потребуются только подшипники к нему, но стоимость подшипников с доставкой не очень отличалась от таковой для всей втулки, так что не было смысла этим заниматься.
После замены втулки весь принтер перестал трястись при поворотах катушки с филаментом. Температуру двигателя экструдера мы замерять не стали, поскольку ожидаемый эффект это стабильность его работы.
Добавляем направляющую для подачи филамента
Направляющая для плавной подачи филамента от держателя в экструдер обеспечивает полукруглую траекторию протягивания прутка без изломов около катушки и экструдера. Сначала, в качестве временного решения, мы попробовали сдвинуть держатель катушки влево на верхней перекладине рамы, разместив катушку над экструдером, что несколько помогло устранить заломы филамента, но ощутимо нарушало баланс всего принтера. В итоге, вот такую направляющую мы распечатали 2020 / Ender 3 Filament Guide, при этом для надежной установки на верхний профиль Ender 3 v2 пришлось увеличить размер крепления до 103% от оригинала:

Конечно, заметного снижения температуры экструдера таким путем не добиться, но визуально заметна более плавная подача филамента и более стабильная работа экструдера.
Устанавливаем радиаторы на двигатели
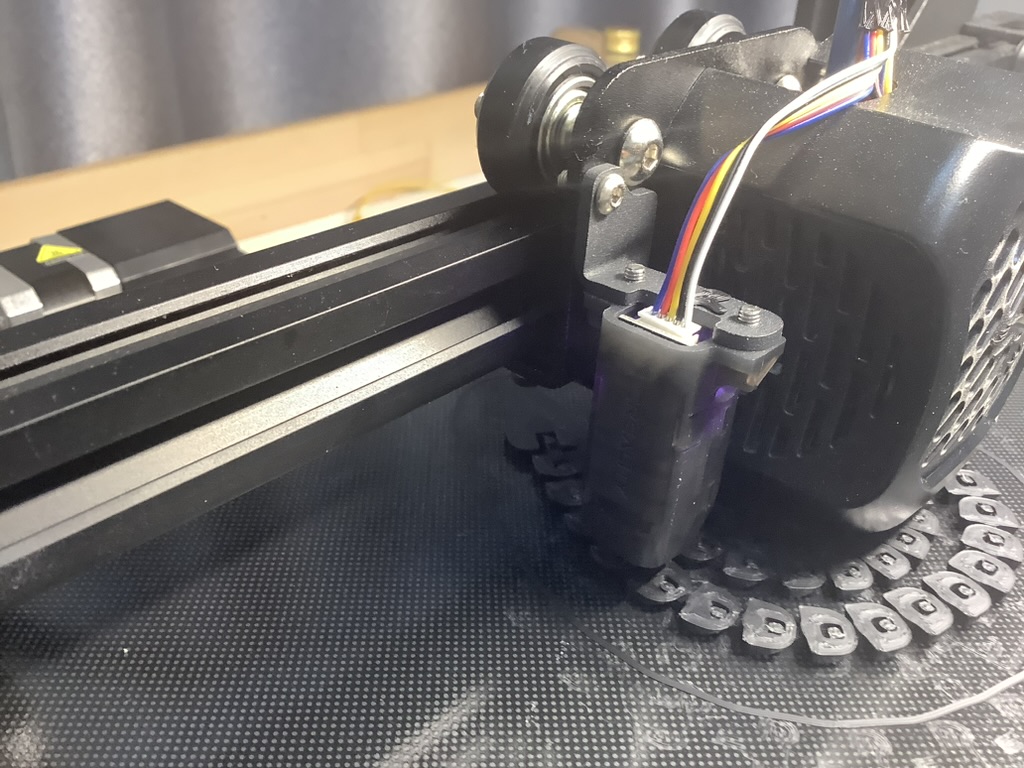
Пассивное охлаждение двигателей является полезным дополнением, когда ток и нагрузка двигателей уже отрегулированы. Тем более, поскольку мы в дальнейшем планируем эксплуатировать принтер в чехле, то дополнительный теплоотвод лишним не будет, так что мы заказали на алиэкспресс три радиатора «3D Printer Aluminum Motor Heatsink Nema17» общей стоимостью около 2$ с доставкой. На фото видны радиаторы на моторах экструдера и вертикальной оси:

Измерения показали снижение температуры Y двигателя на 5°C, хотя радиатор к нему приклеен сбоку (на торец мотора не поместится, поскольку так он помешает перемещению рабочего стола), для остальных двигателей разница мы не нашли.
Результаты
Теперь температура всех двигателей при длительной работе не превышает 45°C, а двигателя экструдера даже и 40°C. Этот результат нас более чем устраивает — примерно такая температура воздуха ожидается при эксплуатации принтера внутри чехла и пытаться еще снижать температуру двигателей не имеет смысла.
Наконец-то стало возможно печатать модели много часов подряд, не опасаясь перегрева и перетирания филамента. Для начала мы успешно напечатали уменьшенную модель подвижной змейки Articulated Snake v8, которая требует уймы ретракшенов подряд, но теперь это совсем не проблема:

Как оказалось, последствия уже решенных проблем все еще дают о себе знать, по крайней мере, два из них. Мы не сразу заметили, но ранее «нагрызенные» экструдером опилки филамента изрядно набились в гайку вертикальной оси, расположенную непосредственно рядом с экструдером. Это привело к появлению артефактов печати, которые не сразу удалось идентифицировать. Так что после устранения проблемы перетирания филамента необходимо снять и почистить вертикальную ось и ее крепежную гайку (и смазать их заново, конечно же). Также очень вероятно, что именно из-за тряски катушки с филаментом хорошо выровненная при сборке и отлично затянутая рама принтера слева перекосилась — именно там, где на раме сверху стояла катушка филамента, а вертикальная ось из-за перекоса стала местами застревать при вращении. Эти два последствия привели к появлению артефактов печати в виде отдельных горизонтальных линий. Механика их появления очень проста — когда ось немного застревает при вращении, то визуально это не заметно, но сопло при печати некоторых слоев поднимается несколько меньше необходимого относительно предыдущего слоя, так что печатаемый филамент не помещается в получившийся промежуток и выдавливается наружу. Что ж, не стоило ставить катушку так далеко от центра рамы, но без этого мягкий PLA порой просто переламывался по пути в экструдер, так что пришлось временно выкручиваться.
Заключение
Теперь принтер работает без ограничения по времени и выбор доступных для печати на нем моделей стал огромен. Притом, как мы выяснили, найденные проблемы существовали и до замены экструдера, так что решать их пришлось бы в любом случае.
Раз мы уже столкнулись с "саморазбалтыванием" принтера, что вполне ожидаемо для конструкции типа "открытый фрейм", то сразу заказали уголки для фиксации рамы. Поставить уголки дело минутное, но очень китайские "прямые" углы в системе крепления вертикальной оси и экструдера наводят на мысли, что нам придется еще повозиться. А что вы ждали от конструктора?
Также смотрите
- Мои статьи на Хабре
- Работа с ГИС и ГЕО данными на LinkedIn
- Геологические модели и код на GitHub
- YouTube канал с геологическими моделями
- Геологические модели в виртуальной/дополненной реальности (VR/AR)
- PyGMTSAR InSAR Docker образы на DockerHub

Комментарии (67)

MetaDone
26.01.2023 09:04+2Для начала мы успешно напечатали уменьшенную модель подвижной змейки Articulated Snake v8, которая требует уймы ретракшенов подряд, но теперь это совсем не проблема:
ретрактов же) ну и тест непоказательный т.к. на вашей же фотке есть куча достаточно плоских мест где поток успеет выровняться. попробуйте так же напечатать без проблем pla пластиком дырявые модели, вот там реально будет показательно
Как оказалось, этого более чем достаточно, чтобы получить сравнимое качество печати
смотря какие ваши требования. технические детали где нужно чтоб углы не сильно выпирали на боудене будет сложнее получить, так же ооочень геморно печатать мягкими флексами, а это иногда может быть нужно. средней мягкости еще можно в боуден пропихнуть
не понимаю почему вы не поставите нормальный директ. в сети есть модификации чтоб из штатного боудена сделать директ, а на дрыгостоле боуден вообще не имеет смысла - вы все равно не сможете дрыгать осями быстрее чем дрыгаете столом, зато получите преимущества в виде более коротких откатов, меньшей вероятности термических пробок, работающий стабильно pressure advance и менее проблемную печать гибкими филаментами
а еще для меня не очень понятно как вы двигатель экструдера довели до того чтоб он так грелся, вероятно пережали и движку трудно прокручивать вал

Scootaloo
26.01.2023 09:09а еще для меня не очень понятно как вы двигатель экструдера довели до того чтоб он так грелся, вероятно пережали и движку трудно прокручивать вал
Или собрали принтер и прикрутили всё кое как, не выравнивая, в итоге рама буквой зю вместе с ходовым винтом, вот мотор и офигевает его прокручивать
p.s.
Чёт тупанул, перепутал движки фидера и оси Z. Может просто в куре неправильные настройки, толщина сопла например задана больше фактической и он не может продавить

N-Cube Автор
26.01.2023 10:04+1Вот вам еще фото:
Нам интересно получить качественную печать с тем, что есть. На стоковом Эндере 3 отлично можно печатать, уйма обзоров и фото есть - и мы хотим разобраться. Принтер можно купить, скажем, от Дремел - просто ящичек типа микроволновки, откуда забираешь готовую деталь и думать не надо.
Про двигатель все же рассказано - его ток штатно выставлен на максимум и установлена жесткая пружина для прижатие филамента.
MetaDone
26.01.2023 10:15+2даже на этом фото видно что углы выпирают и выпирание слоев после прохода углов, это видно на правом верхнем кубике. так же поверхность может быть получше
я не то чтоб придираюсь т.к. критерии качества у всех разные, но если вы перенесете имеющийся экструдер со штатным двигателем и сделаете директ - даже без покупки bmg это даст те преимущества что перечислял в комментарии выше и не будет противоречить вашему принципу доработки. Хотя вы уже докупили металлический экструдер и держатель катушки, этого хватило бы на классику в виде bmg с мотором-блинчиком
ну и попробуйте на боудене напечатать вот эту модель например
N-Cube Автор
26.01.2023 10:31Вы про сундучок? Так там же на модели сделаны как бы металлические полосы по краям, конечно, они выпирают - дизайн такой. Кубик с фото идеально ровно прилегает к поверхности стола, углы в полном порядке.
Так нам ничего не мешает в будущем поставить и директ экструдер, если будет в том интерес - главное, чтобы дети детально уяснили себе принципы работы каждой детали, пути настройки и улучшения.
О, за маску спасибо, обязательно напечатаем! Дети уже неделю маски хотят напечатать :)
MetaDone
26.01.2023 10:44+1нет, я именно про кубик - углы не совсем прямые, а выпирают, так же выпуклость по периметру в районе верха буквы Х
если вы хотите именно чтоб до каждого винтика усвоили что да как работает то готовый принтер не лучший выбор. довольно бюджетным решением будет какой-нибудь корпус BLV Mgn Cube и все остальные детали к нему, все на алиэкспрессе есть. получится почти самосборный где будете знать все что можно. лучше конечно самосборный, там вариантов улучшения будет еще больше и разбираться будет интереснее
N-Cube Автор
26.01.2023 10:57Это результат неравномерной толщины филамента - никаким экструдером скомпенсировать невозможно. Вот, скажем, внезапная смена цвета филамента, это никак не проблема принтера:

Да, тут еще и множество мелких пузырьков на поверхности - это филамент полежал ночь в комнате, а не в коробке с силикагелем.
Что касается самосборного принтера - скорее всего, дети потеряют интерес прежде, чем его соберут и хоть что-то напечатают. Я уже писал, что многие выпускники технических вузов не умеют работать руками, а вы от детей младшего школьного возраста ждете самосборного принтера с нуля!
MetaDone
26.01.2023 11:07+3Это результат неравномерной толщины филамента
нет, те дефекты на которые я указал последствия ненастроенного linear advance. на боудене тоже можно его настроить, но фидер будет сильнее напрягаться
Вот, скажем, внезапная смена цвета филамента, это никак не проблема принтера
это так же проблема боудена и того что в стоке там по идее трубка доходит до сопла. люфтит фитинг - появляется зазор между трубкой и соплом. вот и причина внезапной смены цвета. у вас же не было на катушке участка где филамент черного цвета на белой катушке
Да, тут еще и множество мелких пузырьков на поверхности - это филамент полежал ночь в комнате, а не в коробке с силикагелем
это не нейлон который перед каждой печатью нужно сушить. pla столько не впитает за ночь
по поводу самосборного - соберите сами, из кучки запчастей это дело пары вечеров, покажете детям и поясните что да как работает
N-Cube Автор
26.01.2023 11:19Какой там linear advance в стоковой прошивке. А открытая на этой матплате не работает с CR Touch. В общем, пока все изучаем на штатной прошивке, после перейдем на открытую - будет что сравнить, одна калибровка температуры сопла и рабочего стола чего стоит.
Катушка вообще-то серая (grey), но печатает то серым, то белым, то вот даже черным.
Этот PLA впитывает, E-step при калибровке отличается до 10% при хранении в комнате и в ящике с силикагелем. У нас дом, а не квартира, но все равно перебор. И все же даже таким бросовым пластиком можно печатать и даже неплохо печатать. Ну а на фирменном пластике многие проблемы маскируются, так что даже на так себе настроенном принтере может показаться, что все нормально. Понятно, что после хорошего пластика с таким возиться уже не захочется, так что мы с него начали.
Думал о таком, но в итоге с сыном посмотрели несколько роликов по Ender 3 на ютубе, где все показывают и он был уверен, что сам все соберет. И собрал. Да и полезно увидеть, как производитель буквально на всем экономит и все же устройство неплохо работает, а потом по шагам улучшать результаты.
MetaDone
26.01.2023 11:27+2А открытая на этой матплате не работает с CR Touch
ну и выкиньте его, на такой площади печати с ультрабазой в комплекте и нормальными пружинами вручную откалибруете и до смены сопла трогать не придется. после смены можно будет сначала babystepping использовать, потом задать z-offset и все будет нормально печатать. маловероятно что у вас стол настолько неровный что на такой площади перекосит стекло настолько что печатать без CR Touch будет нельзя
Катушка вообще-то серая (grey), но печатает то серым, то белым, то вот даже черным
пересоберите хотенд и отрежьте ровно трубку со стороны сопла, судя по всему там застревают ошметки от прошлых печатей
N-Cube Автор
26.01.2023 11:36У нас сейчас CR Touch как z-limit switch работает. Печатать можно с ручным выравниванием, конечно. Стекло не очень ровное, но терпимо. Скоро матплата на замену приедет, попробуем, работает ли CR Touch вообще (отладочная информация в столовой прошивке заблокирована, так что ничего посмотреть сейчас невозможно). Я по шагам запланировал, что когда делать, спешить нам некуда.
Эээ, мы до того коричневым печатали. Да и трубка ровно отрезана - мы при сборке сразу стоковую на Capricon меняли. Все же думаю на филамент. Будем наблюдать.
N-Cube Автор
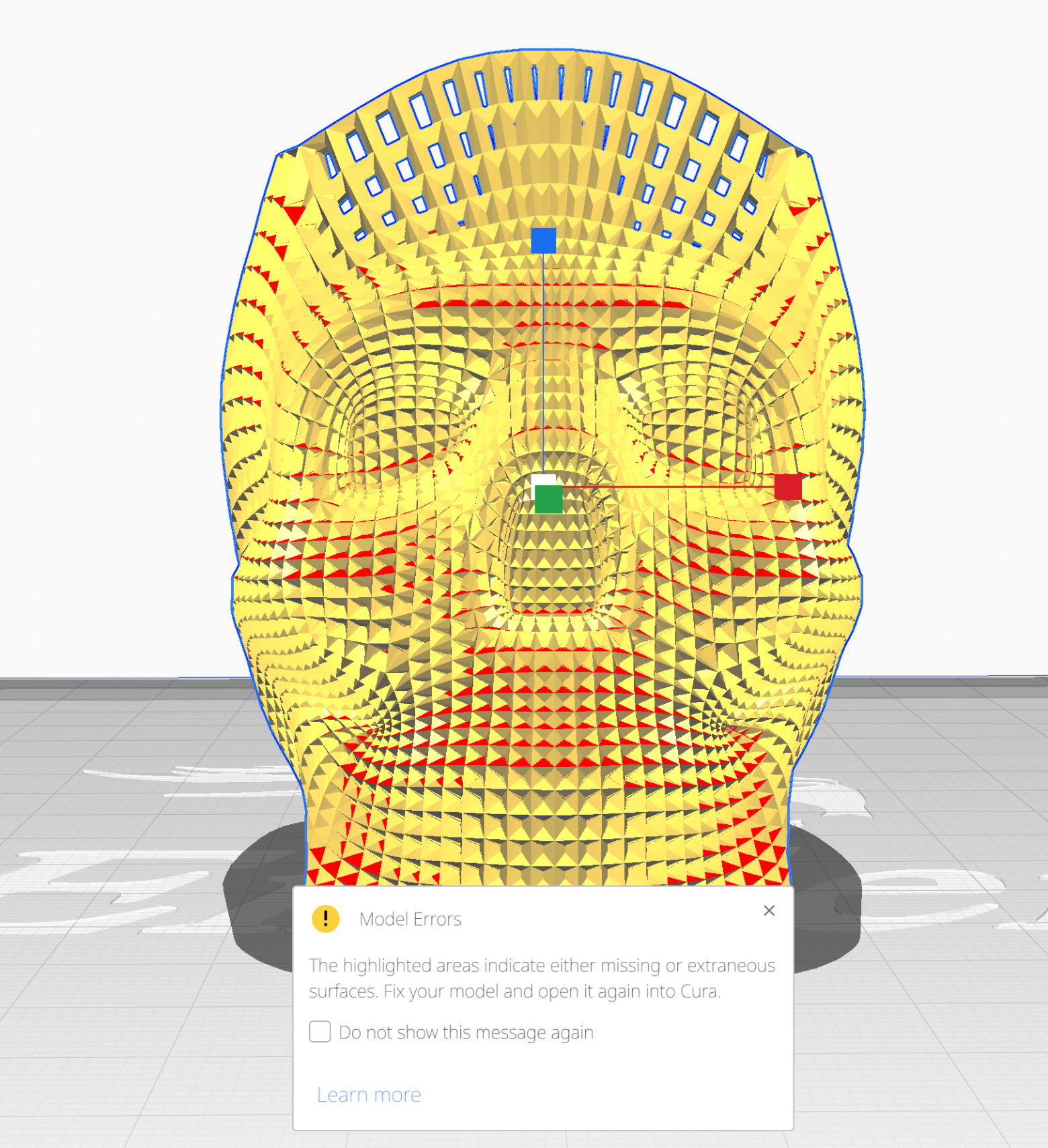
26.01.2023 19:00Проверил модель - слайсер показывает уйму ошибок, так что качественно ее не напечатать просто из-за низкого качества модели. Причем тут экструдер?
MetaDone
26.01.2023 19:09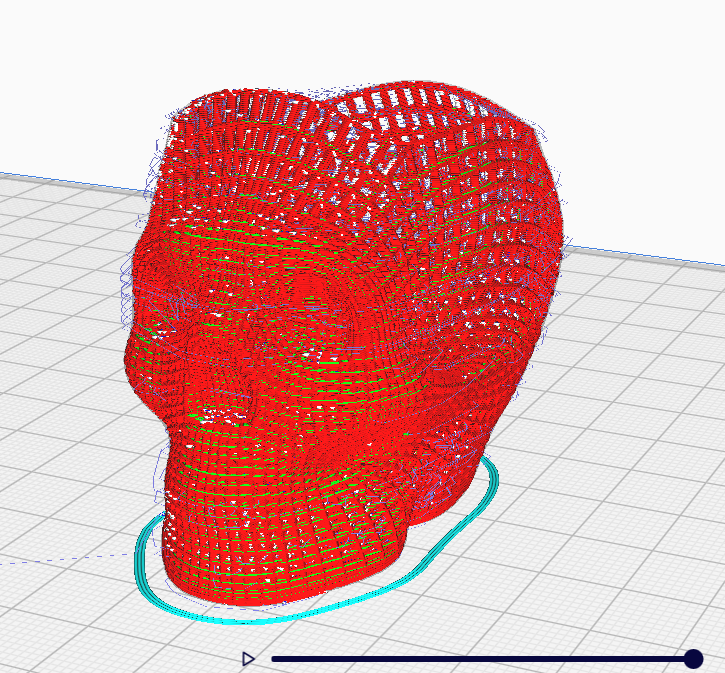
игнорируйте это, она нормально нарезается
экструдер тут будет влиять на то что у вас боуден, а здесь огромное количество откатов и почти нет больших поверхностей как на ящерке, потому с большой вероятностью у вас печать запорется
N-Cube Автор
26.01.2023 19:18Нарезается тоже не очень-то нормально:
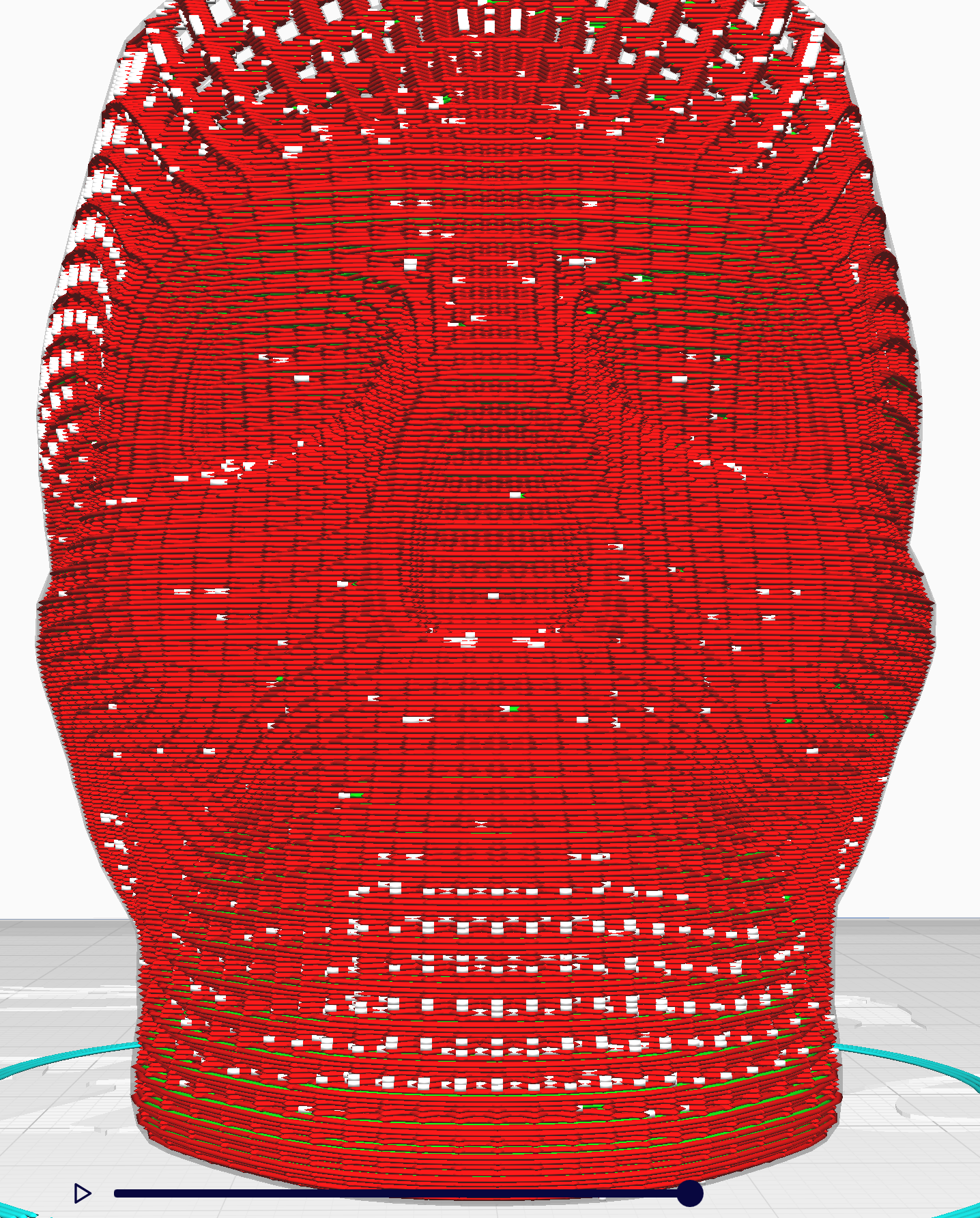
Вразнобой идут ячейки заполненные и пустые, не красиво.
MetaDone
26.01.2023 19:36+1для теста это не имеет значения. боуден до конца с большой вероятностью не доведет печать. особенно с непрямой обрезкой трубки в хотенде
и с хиленьким штатным охлаждением
и люфтами в фитингах
и пережатым валом шаговика на экструдере
N-Cube Автор
26.01.2023 19:53Если по ретракшенам модель выбирать, бутылка Клейна вполне себе печатается:

MetaDone
26.01.2023 19:57не только по ним, тут есть длинные контуры которые дадут потоку выровняться и откатов не так много как в черепе
попробуйте ее для теста, не так показательно но пойдет
N-Cube Автор
26.01.2023 20:03Так печатали уже :) Фото показывать не буду, потому что это наша первая печать в чехле и там все перегревалось, а мы даже открыть клапан сверху не могли, поскольку кот в него норовил залезть. И все же даже так модель напечатана целиком, хотя во многих местах пластик из-за перегрева заметно провис. Кстати, в мелких змейках и осьминогах ретракшенов подряд очень много - там при печати верхней половины модели по несколько отдельных точек ставится на каждом позвонке, так что ретракшенов много, а прокрутки филамента почти что нет.
MetaDone
26.01.2023 20:10это все равно немного не то
вот еще пример - https://www.thingiverse.com/thing:303842
ну и вообще в подобной стилистике модели можно попробовать, интересно смотрятся и показательны. хотя если ничего подобного печатать не будете и флексы тоже не будете использовать, и техничку тоже чтоб была важна более-менее точная геометрия и текущее качество устраивает то можно и не трогать ничего
хотя фитинги имеют свойство разбалтываться, трубка у сопла со временем деградирует, так же любой косяк производителя пластика в трубке 1.9мм приведет к тому что его будет не протолкнуть в трубку
в общем если и сейчас пока он свежий на боудене норм со временем проблем огребете с ним
N-Cube Автор
26.01.2023 20:31Модели в стиле полигонов Вороного попробуем обязательно.
Насчет разбалтываться - это интересно будет посмотреть, как пойдет. Capricon трубка не должна при 200 градусах деградировать, она на температуры намного выше рассчитана. Косяк производителя пластика в директ экструдере приведет к переборке вообще всей печатающей головки от экструдера до хотэнда, в боуден варианте это решается куда как проще. Скорость печати опять же у боуден экструдера выше, с директом вы на такой скорости весь принтер разнесете (если мы про один и тот же принтер для обоих случаев говорим). Пока, получается, вы сравниваете дешевый боуден с дорогим директ и говорите, что у последнего качество выше - ок, но причем тут тип экструдера?
MetaDone
26.01.2023 20:48у вас на боудене откат 2-3мм в лучшем случае
в директе будет 0.4-0.6мм
в дрыгостоле вы упираетесь в массу стола, директ даже с большим движком будет весить легче
то что вы установите скорость перемещения по оси х выше в таком варианте не имеет значения, выигрыш на откатах будет больше
в случае директа если брать бмг - то там просто протолкнет или сгрызет на входе, лечится так же
а вот гибкие и мягкие филаменты на боудене будут совсем недоступны
так же очень важно настроить компенсацию давления если хотите чтоб деталюхи вставали на свое место и не было выпирания слоев, чтоб он работал на боудене то придется занижать скорость перемещения и все преимущество от более легкой головы теряется
а сравнивал я текущий боуден и директ из тех же запчастей, например вот - https://www.thingiverse.com/thing:3386628
N-Cube Автор
26.01.2023 21:06Здоровенный движок экструдера, катающийся на большой скорости по закрепленной с одной стороне каретке, движущейся вверх и вниз, вас не смущает? Да хоть в бетонную тумбу залейте раму принтера, каретка перекашиваться будет.
Смотря какой пластик, бюджетный просто сомнется внутри, как у нас было при перетирании. Если вы исключительно про фирменный пластик - так с ним и боуден экструдер работает лучше. Гибкий пластик тоже печатают на боуденах, вопрос выбора скорости печати и ретракшена. Возможно, наш PLA и так мягче ваших мягких филаментов :)
Если уж вы linear advance упоминаете - зачем вам вообще ретракшены нужны?
MetaDone
26.01.2023 21:14вы не сможете двигать быстро - вас стол ограничивает
максимум вашей скорости перемещения - это скорость стола
экструдер все равно будет весить меньше чем стол
я печатал и ноунейм катушками которые полгода лежали в пыли, на боудене застревали, на директах все норм, про термические пробки уже и забыл
Гибкий пластик тоже печатают на боуденах, вопрос выбора скорости печати
напечатайте tpu от fdplast на боудене, я хотел бы на это посмотреть. от solid filament и сам печатал, но он достаточно твердый
linear advance не связан с ретрактами, это разные штуки
linear advance компенсирует перепад давления в экструдере на поворотах, откаты же не дают пластику выливаться во время холостого хода
подтяните теорию, на текущий момент я вам пересказываю проблемы с которыми сталкивался сам, с которыми сталкивались многие люди в сообществе, так же и проблемы которые давно известно как решать
N-Cube Автор
26.01.2023 21:39вы не сможете двигать быстро - вас стол ограничивает
максимум вашей скорости перемещения - это скорость столаСтол движется на жестко зафиксированной станине, а директ экструдер - на болтающемся с одной стороны профиле. Скорость стола может быть в разы выше, чем скорость экструдера. Более того, это еще лучше решается в CoreXY компоновке принтера, а директ экструдер все равно как гирю таскать приходится.
В теории, ретракшены вообще не нужны - если управлять давлением пластика, а не выполнять бинарные операции вперед-назад. И авторы прошивки Marlin с вами не согласятся: https://marlinfw.org/docs/features/lin_advance.html
... once Linear Advance is calibrated and working well. It may even be as low as 0, since pressure control reduces the material pressure at the end of a line to nearly zero.
MetaDone
26.01.2023 21:46И авторы прошивки Marlin с вами не согласятся
в чем не согласятся? в том что этот алгоритм компенсирует давление и убирает ярко выраженные дефекты про которые я писал ранее - выпуклые углы и неровная верхняя поверхность?
почитайте сами эту же документацию внимательно, там про перепады давления во время движения идет, даже схема нарисована что происходит с линией, так же есть отдельный пункт про боудены
N-Cube Автор
26.01.2023 22:10Выше вы писали, что linear advance с ретракшенами не связан, а авторы Marlin утверждают, что с linear advance ретракшены можно вовсе отключить. Не видите противоречия? :)
MetaDone
26.01.2023 22:22говорю же, прочитайте внимательно документацию
Recheck retraction distance, once Linear Advance is calibrated and working well. It may even be as low as 0, since pressure control reduces the material pressure at the end of a line to nearly zero.
оно может быть даже таким как 0
на боудене оно не будет, возможно на нетекущем материале типа абс на директе с очень коротким расстоянием от подающих шестеренок до сопла, например biqu h2 или титан аэро. это не значит что настройка этой функции позволит печатать без отката на любом принтере
нет противоречий, оно косвено влияет на ретракт
документация никак не противоречит моей фразе
linear advance компенсирует перепад давления в экструдере на поворотах, откаты же не дают пластику выливаться во время холостого хода
потому что это и есть описание функций linear advance и отката
изучите теорию, посмотрите обучающие видео, разберитесь сами как это все работает. все давно описано и ничего сложного в этом нет
N-Cube Автор
26.01.2023 22:40С linear advance вполне реально настроить для боуден экструдера такую же дистанцию ретракшена, как и у вас сейчас. Вероятно, без linear advance у вас ретракшен будет как у нас сейчас. Так где преимущество-то директа? Вот поставить экструдер с нулевым ретрактом - да, интересно. Но я пока не видел, чтобы для какого-то экструдера обещали такую фичу.
P.S. Вы уже ссылаетесь на теорию, и это после того, как я показал и объяснил вам документацию на вашу любимую фичу в вашей прошивке Marlin - не надо так, некрасиво получается.
MetaDone
26.01.2023 22:54некрасиво опровергать тезис который я не заявлял
С linear advance вполне реально настроить для боуден экструдера такую же дистанцию ретракшена, как и у вас сейчас
давайте 0.4мм на pla, интересно посмотреть как это у вас получится
Вероятно, без linear advance у вас ретракшен будет как у нас сейчас
не будет, без него - 0.6мм
Так где преимущество-то директа?
более короткие откаты, более низкий коэффициент linear advance (описано в документации), отсутствие люфтов в фитингах, возможность печатать более гибкими филаментами, меньшая вероятность термических пробок, выше реальная скорость печати (не перемещения печатающей головы)
извините, но мне надоело пытаться донести свои мысли когда вы не хотите слушать. со временем придете к директам или будете довольствоваться печатью с теми дефектами что я перечислял. можете изложить свои мысли на специализированном форуме, например 3dtoday.ru и услышать другие мнения по поводу ваших доработок
N-Cube Автор
27.01.2023 14:56За подсказки спасибо, а для оценки данных мало. Скажем, с высококлассным хотэндом к боуден экструдеру по отзывам нет никаких термических пробок, трубка не прогорает (потому что она в горячую зону не входит) и проч. Да, директ экструдеры ценой как принтер эндер 3 (в районе 100$) предлагают легкий мотор, классные вентиляторы и так далее - но сравнивать их со стоковым копеечным боуден экструдером нет смысла. Адаптировать стоковый боуден в директ тем более выглядит способом собрать все недостатки разом.








sav13
26.01.2023 09:31+1Мне кажется, что менять бы стоило на BMG, как минимум.
N-Cube Автор
26.01.2023 10:06+1Такая замена мало чему научит, там уже все продумали за нас.
sav13
26.01.2023 10:12А чему научила замена на металлический фидер?
Можно было и на пластиковом винт покрутить
N-Cube Автор
26.01.2023 10:21Проверили и настроили ток двигателей, наладили температурный режим их работы, разобрались со связью жесткости пружины и нагрева двигателя и перетирания/расплавления пластика, нашли, что катушка разбалтывает принтер... Думаю, это отличные знания и умения для детей до 10 лет - когда я в университете студентам-радиофизикам преподавал, многие из них даже в магистратуре не могли с подобными вещами разобраться самостоятельно.

TheRaven
26.01.2023 11:53+1Раз решили брать фидер с прямой передачей, то нужно было брать с двумя подающими шестернями. Лучше держит пластик.
Катушку с рамы принтера убрать нафиг, её веса на такой высоте достаточно для раскачивания даже с подшипниками, особенно при печати высоких узких моделей.
Судя по фотографии вазы, этот пластик нужно выкинуть и забыть как страшный сон.
Завышенные токи с завода — классика, это можно чуть ли не в первую очередь проверять.
Сегодня вы поняли, что трубка расходник. Скоро придёт осознание, что фитинги и сопла тоже расходник. И покрытие стола.N-Cube Автор
26.01.2023 12:11+1С двумя вроде как есть свои проблемы, мы смотрели на ютубе ролики, там рекомендуют у шестерней нутро высверливать и втулки свои вставлять, не хочется пока этим заниматься. Ну, это про бюджетные, конечно. Если что-то конкретное порекомендуете, посмотрим.
С подшипниками и в центре рамы катушка больше не раскачивает принтер, а если рядом ставить - в чехол защитный не влезет.
Пластик тот еще, но для тестов - как раз. Мы теперь и нормальный филамент будем с силикагелем в коробке хранить, тоже не помешает :) Опять же, явно штатный вентилятор не справляется с охлаждением - а с фирменным пластиком об этом можно вовсе не узнать.
Сопла - сразу 5 штук прикупили запасных, товарищ опытный посоветовал. Фитинги не очень нравятся, но лучших пока не нашли, так что в комплекте с Capricorn трубкой пару запасных взяли.
Стеклянный стол довольно устойчив к невзгодам жизни, только тяжелый и кривой. Если стальную гибкую пластину с покрытием брать - надо будет поаккуратнее, но это не раньше, чем с автовыравниванием разберемся (в процессе еще не раз сопло может проскрести по столу).
TheRaven
26.01.2023 15:16+1Не представляю зачем там что-то высверливать. Я уже несколько километров пластика прогнал через вот такой фидер aliexpress.ru/item/1005001431887581.html
Защитный чехол это пылевик или пассивная\активная термокамера?
У вас ультрабаза, она банально обдирается со временем, а само стекло начинает выкрашиваться. Можно взять гибкий стол на магните или адгезивную наклейку.
Я использую наклейки типо таких и меняю где-то раз в пол-года aliexpress.ru/item/4000804061811.htmlN-Cube Автор
26.01.2023 15:27В катушке 330 метров, так что несколько километров - это лишь десяток катушек. Но все же - шестерни пока не разбалтываются? Вероятно, с мягким PLA это вовсе не должно быть проблемой, чем вы печатаете?
Речь про несгораемый чехол «CREALITY 3D Printer Enclosure», там есть клапаны, если нужно PLA печатать, а можно закрыть полностью для ABS и прочих. Хочется и защиты от пыли, и потише в нем работает, и кот не влез чтобы. Впрочем, сегодня вообще во двор под навес принтер поставил для тестовой печати.
Стекло для начала удобно, когда из-за проблем с прошивками и слайсерами порой сопло в него утыкается - стеклу не вредит. Скажем, g-code из prusaslicer вбивает сопло в стол, игнорируя z-offset выставленный в прошивке. Потом надо будет поменять стекло на что-то более легкое и ровное, но мы еще не выбирали на что, так что спасибо за ссылку.
TheRaven
26.01.2023 15:43+1Сходил на лоджию пересчитать пустые катушки — 15 штук, это за последние пару косплей-проектов распечатано. Еще я сколько-то выкинул\раздал, но их уже не сосчитать. Сам податчик где-то в конце 21 года поменял, судя по списку заказов на алихе.
Печатаю PLA и PETG. Износа шестерней не наблюдаю на данный момент.
Пассивная термокамера значит.
Для прюши, да еще и с мозгами в подвале, может быть проблемной. Если нацелились на ABS или еще чего подобное, то лучше уж отдельный кубик под это купить.
Это не замена стекла, это наклейка на стекло.
Если хочется прям совсем поменять, то можно сделать сендвич из 220-вольтовой силиконовой грелки, алюминиевого стола и зеркала. Если вам нравится печатать на стекле.
Ну или магнитный столик с покрытием PEO, PEI и т.д.N-Cube Автор
26.01.2023 16:05Ясно, отлично. Впрочем, наш экструдер теперь нареканий не вызывает, даже трубка в фитинге больше не болтается. Пока что мы все замены делаем по принципу найти и идентифицировать проблему и поменять на аналогичную запчасть от производителя, только качеством поприличнее. Когда каждую деталь изучим, можно будет уже и сторонние компоненты попробовать.
Планируем только PLA печатать пока, да и то можно на улице пока, но в сезон дождей придется печатать только дома.
Магнитный столик выглядит интересно, чтобы без проблем снимать с него мелкие детали, просто согнув съемную подложку.

Iguana2
26.01.2023 14:28Бедный и нещщастный эндер 3. Статья попалась на глаза при 95% завершении 7,5 часовой печати шестеренок для моего домашнего проекта планетарного редуктора. Пошел трогать вал привода филамента и моторы. Все чуть теплое. Принтер куплен в 19 году, собран по цветной прилагаемой инструкции и все, все, Карл! Никаких настроек, подстроек, улучшайзингов и т.д. Все остальные статьи про улучшайзинг этого девайса от того, что купив за десять тыщ руб от него хотят как от за сто тысяч руб. Это чисто мое имхо, я бы и не написал пост, просто вот он под ухом жужжал я и не выдержал))
N-Cube Автор
26.01.2023 14:45«Есть нюанс» (с) Для Ender 3 допустимая скорость печати какая? А для Ender 3 v2 заявлена высокая скорость 180 мм/с и производитель выжал максимум из всех двигателей, установив на них предельный ток.
Iguana2
26.01.2023 14:48+2Вот про нюанс я написал, что хотят как за сто тыщ))
N-Cube Автор
26.01.2023 15:00Так кто хочет-то, если установил такие настройки сам производитель, а вовсе не пользователи?:) Ender 3 тоже отлично продавался, значит, пользователям хватало скорости.
MetaDone
26.01.2023 15:11+1чтоб эндер в любой вариации мог на 180мм/с печатать и результат не был похож на бесформенный сгусток пластика нужно поставить или клиппер или rrf и настроить input shaper
в марлине оно пока экспериментальное
по другому добиться нормальных ускорений не особо получится, ну если только полностью переделать
с родными ограниченными ускорениями до этой скорости ни на одной из осей вы не разгонитесь. производители намеренно душат ускорения чтоб из коробки получалось приемлемое качество
N-Cube Автор
26.01.2023 15:15Я бы вообще не рискнул такие скорости выставлять с родным стеклянным столом - слишком тяжелый же. И тем не менее, скорость заявлена и ток двигателей предельный штатно настроен, так что по умолчанию они перегреваются. Кажется, все это нужно лишь для гордой строчки в описании «до 180 ми/с».
dmitriylyalyuev
Вы поменяли фидер, а не экструдер. Разницы между пластиковым и металлическим практически нет. Рекомендуют его менять только из-за того, что пластиковый через время лопается.
Разница между боуденом и директом катастрофическая в ретрактах. А отсюда и время печати. На боудене ретракт 4-5мм, на директе он может доходить до 0.5мм. На модели на 12 часов печати разница будет в пару часов.
Родной фидер в принципе не умеет печатать флексами (накручивает на шестерни, а не проталкивает). С нормальным директом такого нет. Хороший клон BMG вполне справляется со всякими мягкими материалами.
Изменение тока шаговиков - это хорошо, но гораздо лучше правильно настроить шаги двигателей.
Удачи вам в э том приключении. :) 3д-принтер - это отличный конструктор для больших мальчиков и девочек, которые любят ковыряться в технике. :)
N-Cube Автор
Спасибо за пожелание! У нас девайс для детей, а я помогаю :)
Сменная запчасть называется "All Metal Extruder", так что и я его называю экструдером, как в оригинале. Разница есть в силе пружин, как я и пишу в статье.
В статье показано, как настроить у Бодена ретракт 2.5 - 3 мм. Кроме того, можно и linear advance использовать, чтобы вообще без ретрактов печатать (для этого нам надо материнку заменить, чтобы открытую прошивку поставить).
Мы печатаем только PLA и много раз об этом напоминаем. Впрочем, на трингверсе можно найти множество фото моделей, напечатанных флексами на стоковом Ender 3 - значит, это возможно. Кстати, интересно, как они это делают :)
Шаги двигателей отвечают за линейные размеры объектов, зачем вы их хотите настраивать, если размеры в порядке? Как это вообще может повлиять на нагрев двигателей?
dmitriylyalyuev
Прошивка стоковая построена на Марлине. Собирайте свою, без проблем. Я так и сделал на своем E3.
Я не говорил, что это не возможно. Конечно можно. Но шанс получить хороший результат... Ну вы понимаете. :)
Я не говорил про нагрев, я говорил в первую очередь о количестве подачи пластика. С завода оно занижено. E-steps надо корректировать в первую очередь. У меня было с завода 93.4 шага, а после калибровки 96 с копейками. Разница в 3 мм на 20 см прутка. Возможно у вас с завода идеально, не спорю. Но проверить стоит. Тем более, что на боудене это сделать можно за 5 минут. ;)
N-Cube Автор
Материнская плата у нас на процессоре GigaDevice - и Marlin на ней с периферией не работает.
Это не лотерея, а инженерная задача - получение результата зависит от наших знаний и умений, а не от "шанса".
E-steps у нас для трех "одинаковых" катушек различается в пределах 100-108... вы серьезно считаете, что гибкую змейку можно напечатать, не отрегулировав E-steps?:)
dmitriylyalyuev
Ну да... Вот мой чип - http://joxi.ru/823BWPMHwwoeWm?d=1 Собран Марлин 2.1.1, зашит и все работает. ЧЯДНТ? Для понимания GD32 - это полный аналог STM32. Погуглите. На гитхабе было issue, где все расписано.
Если у вас большие зазоры в фидере, то это не зависит от ваших знаний и умений. Тут, внезапно, появляется зависимость от характеристик пластика. Если он более-менее упругий, то его не заворачивает и наматывает, а проталкивает. А если он достаточно мягкий, то его заворачивает в щели и наматывает на шестерни. Повлиять вы можете только переделкой или заменой фидера.
Более того, я печатал гибкую змейку, коробки с шарнирами и т.п. на стоке без калибровки e-steps. Банальная регулировка потока в слайсере. Но чтоб этим не заморачиваться каждый раз - сделал регулировку. Потому и вам советовал.
N-Cube Автор
Вам удалось c этим чипом и Marlin подключить CR Touch? У нас вот проблема с таймингами, периферия не работает. И я уверен, это не та проблема, которую могут решить дети самостоятельно.
Мы пишем только про PLA, а с ним настроить можно.
Эх, на что только люди не идут, чтобы только руками не настраивать :) Спасибо за пояснение, теперь понятно. Впрочем, с нашим филаментом это бы не помогло - он на несколько процентов за ночь меняет длину (и даже в коробке с силикагелем немного ухитряется).
dmitriylyalyuev
http://joxi.ru/v29BR6zHjjV70A?d=1 вот. стоит CR-touch. Раньше стоял 3d-touch, но я его сжег случайно. :)
PLA можно печатать на любых зазорах. Он плотный и не сворачивается в дугу на 5 мм.
Значит надо менять филамент. Не должен он так впитывать влагу. Посмотрите в сторону eSun, FDPlast. Они очень не плохие.
N-Cube Автор
У нас в стоковой прошивке CR Touch опознается, но автовыравнивание не работает. Marlin на GD32 вообще датчик не видит, по обсуждениям разработчиков, проблема может быть в таймингах - частота процессора почти вдвое отличается, но простое изменение частоты процессора в марлине не помогает. В общем, чем тратить на все это время, имхо разумнее потребовать замены матплаты у продавца (ибо принтер по спецификации с STM процессором) или частичный рефанд на самостоятельную замену.
Да, о том и речь.
Мы этот филамент от неведомого производителя брали для тестов - и уже неплохо печатаем на нем. Пара катушек eSun припасена на следующий этап.
dmitriylyalyuev
У товарища точно такой же принтер, как у вас. CRTouch работает без проблем. Правда он прошил принтер.
По возврату - скорее всего будет отказ, т.к. принтер работает. Но попробуйте. Еще раз GD32 - это полный аналог STM32. Мой опыт подключение 3DTouch и CRTouch показывает, что все там работает и никаких проблем с таймингами нет.
N-Cube Автор
Уже частичный рефанд на замену матплаты получили через поддержку алиэкспресс, продавец от всего отказывался. Возможно, что у CR Touch тоже проблемы, проверить пока нет возможности, так что за него тоже рефанд сделали - автовыравнивание в стоковой прошивке не работает, так на кой он нам тогда. Я потом отдельно опишу все перипетии, чтобы понимать, чего ждать от покупки этого принтера.
dmitriylyalyuev
Если надо, то я могу попросить о товарища ссылку на прошивку для работы с CRTouch.
N-Cube Автор
А он сам собирал или готовая? Если второе, не нужно, если первое - лучше конфигурацию и патчи спросите.
dmitriylyalyuev
Точно готовое брал.
N-Cube Автор
Спасибо, тогда нет смысла - популярные прошивки не заработали у нас с CR Touch. Кстати, у вас эффекта "fish skin" нет на принтере с GD процессором? Помнится, в обсуждениях кто-то из разработчиков выкладывал фото со стоковой прошивкой и с открытой - в стоковой поверхность гладкая, а в открытой немного чешуйчатая (несовпадение таймингов, вероятно).
dmitriylyalyuev
Дались вам эти тайминги. Все гладко и никаких проблем. :)
N-Cube Автор
В дискуссиях разработчиков много всего интересного пишут- там люди умеют баги искать и воспроизводить :) Насчет CR Touch мне посоветовали на матплате резистор подтяжки припаять, для более стабильной работы, но до решения вопроса с рефандом и возможным возвратом я не стал пробовать. Почему стоковая прошивка видит CR Touch, а открытая требует модификации устройства, отдельный вопрос. Так что начнем с того, что проверим сенсор на плате с STM и открытой прошивкой, тогда можно будет какие-то выводы сделать.
BlackSCORPION
У директа есть свой минус, это дополнительный значительный вес на подвижную часть конструкции. Что сильно ограничивает её маневренность.
N-Cube Автор
Еще и вибрации печатающей головки добавляются из-за ретрактов - и тут, кстати, чем меньше дистанция ретракшена, тем хуже вибрация. Получается, если уж ставить директ экструдер, то с высококлассным легким двигателем и на рельсах (вертикальных и по оси X) - только странно это сравнивать с ультрабюджетным Bowden в Ender 3 (рельсы добавить уже как сам принтер стоит, аналогично и соответствующий экструдер).