
3D принтеры давно уже превратились в конструктор — достаточно взять популярную платформу и дополнять ее фабричными и самодельными деталями и устройствами. И по стоимости бюджетный 3D принтер оказывается на уровне конструкторов лего или фишертехник (наборы со словами «робототехника» в названии и вовсе стоят кратно дороже). К примеру, большой конструктор «Fischertechnik Dynamic XXL» (и это еще без «робо») три года назад нам обошелся в 200$ (с доставкой и пошлинами), а сегодня за эти деньги можно купить один из многих популярных экструзионных (филаментных) 3D принтеров (тоже с доставкой и пошлинами). Конечно, такая покупка сопряжена с приключениями, поскольку производитель экономит на всем, на чем только может, стараясь сохранить качество печати. Притом, даже на таких принтерах энтузиастам удается получать отличные результаты — так что тут есть чему поучиться (и не только детям).
Мы выберем базовый принтер в качестве платформы с целью изучить и улучшить его так, чтобы и упростить использование и улучшить результаты печати. А поскольку дети еще не могут самостоятельно выполнять полноценные "лабораторные работы", то документировать ход работ буду я сам.

Для начала модель Articulated Snake v8 вполне удалась. Использован простейший PLA филамент от неведомого китайского производителя.
Выбор 3D принтера
Все или почти все современные бюджетные принтеры похожи друг на друга, поскольку они, по сути, клоны — производители активно копируют друг у друга все, что позволяет удешевить и упростить конструкцию без особого ущерба качеству печати. Не удивительно, что визуально большинство моделей от разных производителей вообще не отличить. Например, очень популярна серия 3D принтеров Creality Ender 3, по которым доступны мануалы и видеоролики на ютубе с сотнями тысяч просмотров и уйма запчастей и дополнений, а также открытые прошивки (на деле все оказалось не совсем так или совсем не так, но это мы узнали уже после покупки). Погуглив, я нашел множество аналогов, которые визуально и по цене почти не отличаются, но информации в интернете по ним кратно меньше, что и определило наш выбор. Последняя базовая версия выбранной серии это Creality Ender 3 v2. Кроме того, в этой же серии доступны принтеры расширенной комплектации для тех, кто не хочет долгих приключений — с уже установленными дополнительными модулями и нужной для них прошивкой, но это не наш путь. Что же касается базовой модели, то производителю удалось невероятное — мы получаем вполне достойное качество печати прямо «из коробки», притом сразу же хочется сделать множество доработок, чтобы избавиться от необходимости постоянной настройки и контроля параметров принтера, то есть есть смысл и желание купить дополнительные аксессуары к принтеру. Этот принтер мы и купили за 200$ с доставкой с алиэкспресс (на тот момент стоимость без доставки была равна 169$ на алиэкспресс, амазон и в интернет-магазине производителя). Скорее всего, и при покупке любого другого принтера по схожей цене нас ожидают подобные же приключения.
По итогам недели использования мы убедились в том, что, если вы выбрали этот принтер не в целях образования или эпизодического использования «как есть», подумайте еще и не раз, а если хотите приключений — их будет куда больше, чем вы рассчитывали! В базовой комплектации принтер печатает и неплохо, а вот когда хочется расширить возможности устройства, то почти каждый апгрейд приносит проблем больше, чем решает, так что результатом этих апгрейдов зачастую является не улучшение принтера, а удовольствие от того, что он снова работает. Необходимость постоянной проверки и подстройки принтера позволяет детально разобраться в тонкостях работы устройства, что несомненный плюс в целях образования и несомненный минус в практическом использовании. А при желании сделать использование принтера более комфортным путем замены или добавления определенных его частей мы сталкиваемся с разнообразными проблемами.
О принтере Creality Ender 3 v2
По мнению производителя, устройство обладает множеством преимуществ, по сравнению с предыдущими версиями — впрочем, предыдущих версий я не видел, потому оцениваю новшества лишь по их практическому использованию. Перечислю некоторые особенности, важные для дальнейшей работы.
Принтер предлагает возможность печати несколькими пластиками (PLA, PETG, ABS, TPU), из которых нас интересует только PLA. Заявленный диапазон температур до 255 °C полностью покрывает потребности печати PLA и его модификациями (обычно не выше 240 °C).
Пока мы искали и пробовали совместимые прошивки к устройству (которых существует только две, как оказалось, но по информации на сайте производителя это было вовсе не очевидно), порадовала возможность загружать прошивку непосредственно с micro SD-карты (наличие bootloader). Предшественники принтера такой опцией не обладают. Модели для печати (g-code) можно грузить как sd-карты или же печатать непосредственно с компьютера, используя micro USB разъем для подключения.
Устройство поставляется с "фирменным" блоком питания, расположенным в основании. Обещана более тихая работа и что блок питания не загорится самопроизвольно. В самом деле, не хотелось бы… Расположение блока питания удобное — фактически, блок находится в самом прохладном месте (особенно, если принтер поместить в закрытый чехол или бокс), и не мешается.
Обещана "тихая материнская плата" — в том смысле, что на ней установлены качественные драйверы шаговых моторов Trinamic TMC2208, обеспечивающие плавный микростеппинг и тихую работу двигателей. Да, в самом деле, за шумом вентиляторов двигатели принтера не слышно — ну, а тихие вентиляторы производитель не обещает.
Принтер может похвастаться карборундовым стеклом на рабочем столе. Модель к стеклу хорошо прилипает (порой даже отцепить от стекла результат печати очень не просто) и разбить это стекло нам пока не удалось — мощности степперов на это определенно не хватает, к нашему счастью, как выяснилось после установки сторонней прошивки, которая наотрез отказалась останавливать движение сопла по вертикали и упорно долбила им стекло. Кстати, при сборке принтера стекло я перевернул, чтобы рабочую сторону не поцарапать ненароком, так что это происшествие ущерба не причинило. Стоит заметить, поверхность стекла не то чтобы очень ровная, что добавляет веселья при настройке — как ни выравнивай рабочий стол по четырем углам, расстояние от стекла до сопла варьируется заметно (что приводит к проблемам печати).
Модель предлагает трехпозиционную систему фиксации движущихся частей (с эксцентриком) на всех осях и возможность настройки натяжения передаточных ремней — что я не понимаю, так это того, как без этого вообще удавалось настраивать предыдущие модели. К счастью, в обсуждаемой модели все это уже есть.
Принтер обходится единственной вертикальной осью, так что периодически движущаяся каретка провисает, это одна из причин, почему постоянно нужно выравнивать рабочий стол (относительно сопла). Если вы захотите вручную подвинуть сопло вверх, потянув за правую часть горизонтальной перекладины, то после этого придется заново калибровать положение рабочего стола.
Экструдер, то есть устройство, где шаговый мотор крутит шестеренку для протяжки филамента, в базовой версии пластиковое и склонно разваливаться после нескольких месяцев эксплуатации или ранее, судя по отзывам в интернете. В самом деле, пластиковый экструдер и правда выглядит весьма хрупким. В принципе, можно напечатать новую деталь прямо на принтере — как пишут в интернете, во время печати новой запчасти достаточно прижимать филамент в экструдере руками всего-то полчаса (или склеить сломанную запчасть эпоксидкой, конечно же).
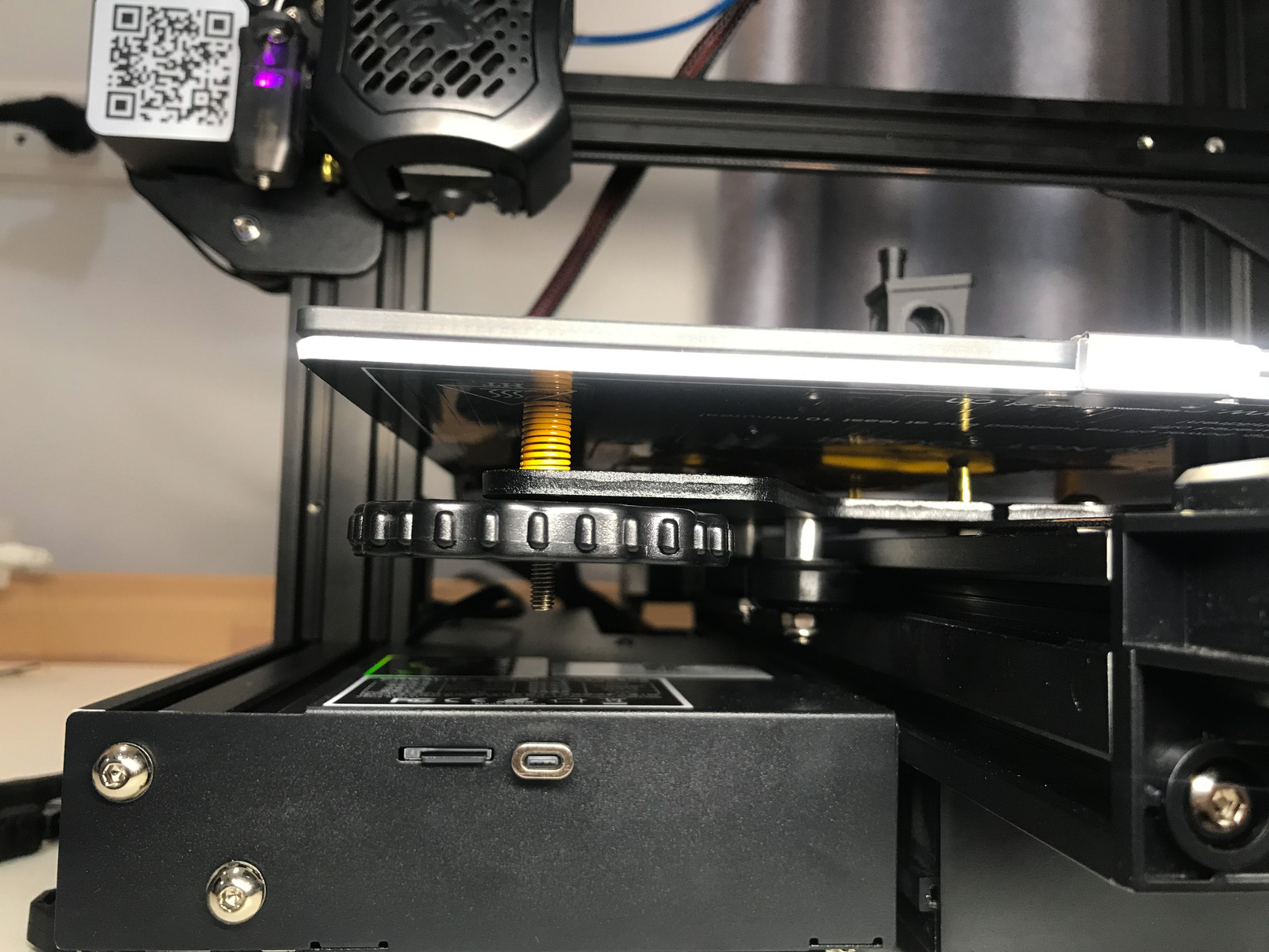
Для определения положения рабочего стола с областью печати по вертикальной оси принтер оснащен простым концевым выключателем. Поставить при сборке его нужно самостоятельно, внятных рекомендаций на этот счет в официальной инструкции по сборке нет. К счастью, на ютубе решение можно найти — модуль выключателя устанавливается на высоте, равной толщине комплектного поворотного ключа от уровня станины принтера. Звучит как магия, но так работает лучше всего — если установить на другой высоте, то сжатие пружин под рабочим столом будет недостаточным для хорошей фиксации рабочего стола при работе принтера и это весьма плохо скажется на качестве печати.
Принтер оснащен так называемым Bowden механизмом — экструдер, представляющий собой шаговый мотор с зубчатой шестерней и прижимным механизмом, закреплен на неподвижной вертикальной раме принтера и через тефлоновую трубку протягивает филамент к соплу, движущемуся на каретке по горизонтальной оси. С одной стороны, это хорошо, поскольку на подвижной каретке нет лишнего веса экструдера, с другой — создает лишние сложности с подачей филамента к соплу. При этом, диаметр филамента равен 1.75 мм (примерно, потому что при высокой влажности филамент поглощает воду и становится толще, да и исходный диаметр прутка порой не очень стабилен), а диаметр трубки примерно 2 мм. Очевидно, филамент может изгибаться в такой трубке, так что на 40 см трубки приходится 40+ см филамента и реальное его количество варьируется в пределах нескольких процентов от длины трубки, что приводит к излишкам или недостаче филамента в сопле. Кроме того, протягивание филамента через трубку требует заметного усилия. Для экструдеров данного типа описанные проблемы принципиально не устранимы, хотя можно добиться заметного улучшения, используя более качественную трубку, а остальное решается программно с помощью специальных настроек.
Еще одна мелочь может отравить жизнь владельцу принтера. Дело в том, что четыре пружины под рабочим столом принтера очень слабые — как вы ни настраивайте их степень сжатия, уже на следующий день придется все настраивать заново. Впрочем, если как следует подкрутить регуляторы пружин по всем четырем углам рабочего стола принтера (чтобы сопло чуть касалось рабочего стола), то уже можно печатать. Рекомендуется это повторять для каждой печати или просто "по необходимости" (видимо, принтеровладелец должен каким-то местом сам ощущать эту необходимость).
Сборка Creality Ender 3 v2

Собирали мы принтер, пользуясь исчерпывающим онлайн руководством со ссылками на ютуб ролики для наглядности Guide to building your FDM Printer — PART 1 (Creality Ender3v2 also useful for other Enders/FDM Printers). Сама сборка хлопот не доставила, в отличие от установки различных апгрейдов позднее.
Прошивка Creality Ender 3 v2
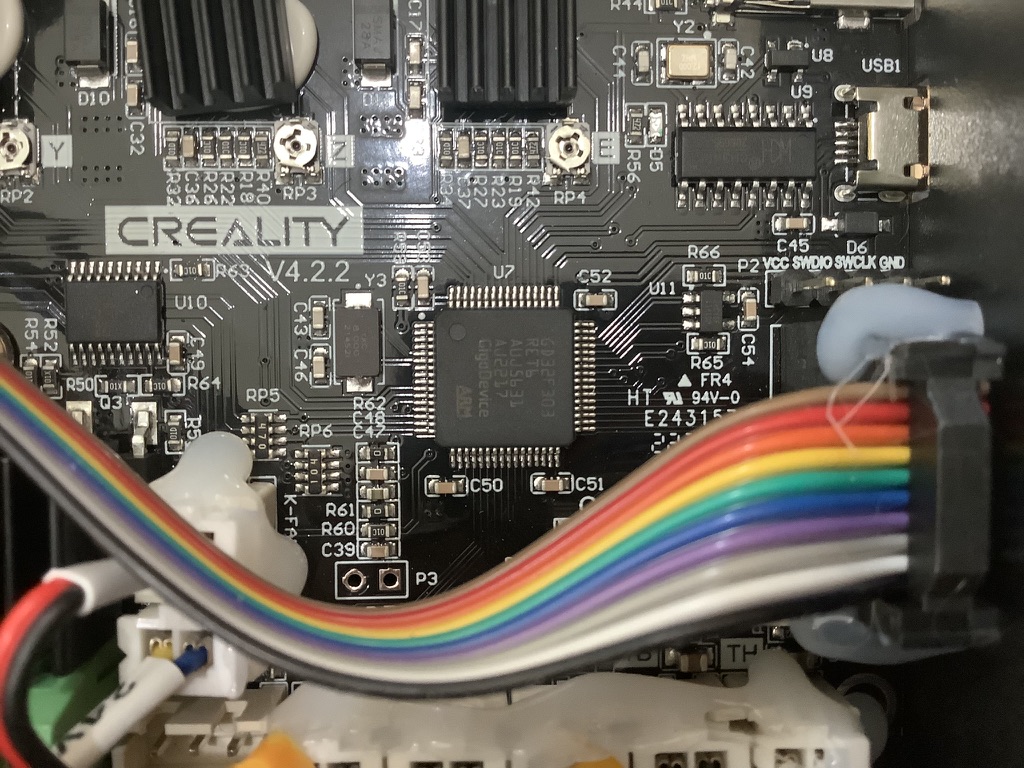
Как оказалось, в настоящее время принтер поставляется с материнской платой вовсе не на хорошо известном и поддерживаемом в открытых прошивках процессоре STM, а на аналоге от китайской фирмы GigaDevice (GD32F303RET6). Хотя это клон STM, в нем не хватает некоторых регистров, другая тактовая частота, а официальные прошивки от Creality являются очень урезанной версией открытой прошивки Marlin и публикуются раз в год, притом, что самое интересное, вовсе без поддержки официальной периферии от Creality. Вероятно, эти прошивки собираются на основе библиотек STM (злостно нарушая лицензионное соглашение и копирайт). Так ранее опенсорс платформа принтера превратилась в закрытую "тыкву".
К нашему принтеру Creality с процессором GD не удается подключить оригинальный датчик филамента от Creality (который должен остановить печать, если филамент закончился), поскольку он не поддерживается в доступной прошивке. И сенсор CR Touch от Creality не работает или работает не так, как должен, а диагностические команды для его проверки в прошивке недоступны. Сейчас мы обсуждаем эти проблемы с продавцом принтера и CR Touch, напишу в следующий раз, что из всего этого выйдет.
Калибровка Creality Ender 3 v2
По калибровке принтера все подробно рассказано и показано все в том же документе Guide to building your FDM Printer — PART 1 (Creality Ender3v2 also useful for other Enders/FDM Printers). Хитрость лишь в том, что большинство настроек делаются тактильно — подкручивание пружин рабочего стола, настройка эксцентриков и натяжения ремней, калибровка высоты сопла с помощью протягивания между ним и рабочим столом листа бумаги… все это требует практики.
После нескольких попыток мы пришли к тому, что пружины рабочего стола необходимо максимально затянуть и потом немного ослабить, настраивая высоту сопла, а пружину экструдера следует ослабить полностью (иначе наш филамент быстро перетирается — вероятно, слишком мягкий даже для PLA). Все остальное сначала нужно максимально ослабить и далее подтягивать так, чтобы при движении все подвижные части не заедали и не застревали.
Программное обеспечение для печати (Ultimaker Cura)
Для превращения 3D моделей (обычно, файлов STL формата) в команды для 3D принтера необходимо программное обеспечение, называемое слайсером, которое на основе полигонов модели создает g-code управления приводами, нагревателями и вентиляторами устройства. Есть несколько популярных открытых и закрытых программ данного класса, одной из самый лучших открытых является Ultimaker Cura (версии 5.2.1). От производителя принтера доступен ее форк Creality Slicer (версии 4.8.2) с немного отличающимися настройками профиля для принтера, а еще сильно урезанными настройками, так что мы предпочитаем пользоваться оригинальной Cura.
В слайсере Cura доступно огромное количество настроек, но не стоит пытаться их менять, пока принтер не "обкатан" и калиброван. Первые дни что-то где-то будет отвинчиваться и разбалтываться, необходимо все подтянуть прежде, чем переходить к настройкам. Первые модели можно печатать из готового g-code, в том числе, на комплектной к принтеру SD карте есть модель кота (получается так себе, но все же развлечение). Конечно, в интернете можно найти готовые модели (g-code) на все вкусы, сделанные под нужный 3D принтер и тип филамента.
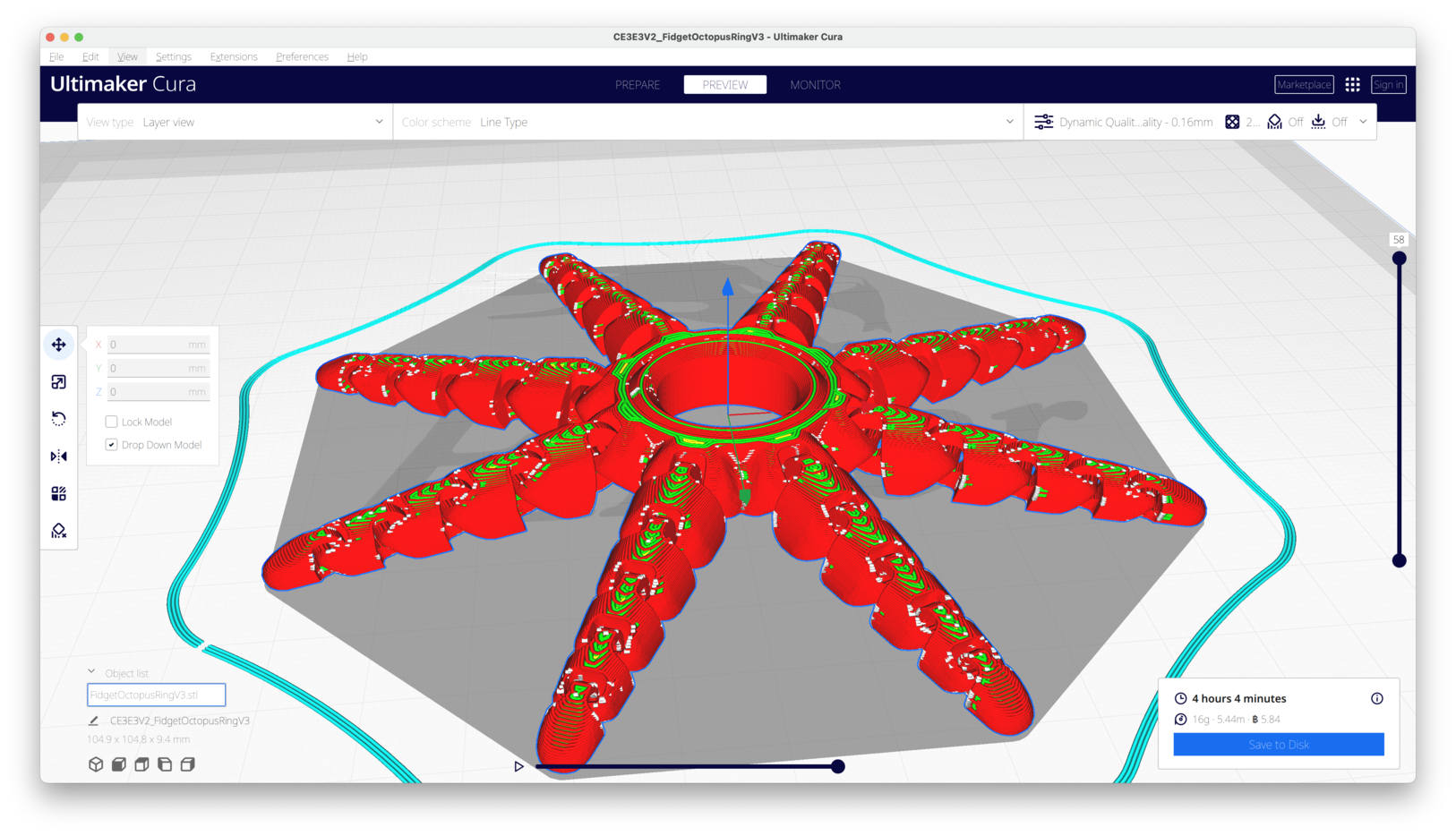
Модель Fidget Octopus Ring довольно похожа на змейку с фотографии выше, но с печатью возникло много проблем, так что пришлось учиться дебагу моделей для 3D печати. Как всегда, в итоге мы победили, но подробности тянут на целую статью.
Подключение принтера по USB (Pronterface)
На Apple Silicon MacOS пришлось поискать нужный драйвер, актуальная версия и документация доступны на GitHub: ch34xser_macos После установки драйвера можно использовать десктопную программу Pronterface для управления принтером или печатать напрямую из Cura.
Замечу, что печатаем мы все же с SD карты, это избавляет от необходимости держать компьютер (с отключенным спящим режимом) подключенным к принтеру. Что касается возможности использования диагностических команд, то они оказались недоступны в официальной прошивке, так что использовать и нечего. Таким образом, хоть подключение принтера к компьютеру и доступно, но пользы от этого пока нет никакой.
После сборки "допилить напильником"
После сборки устройство желательно немного "допилить". В первую очередь, первые пару дней необходимо подтягивать все болты — хоть и намертво затянутые при сборке, они заметно разбалтываются, это проходит примерно с третьего дня эксплуатации. При всем при этом принтер уже печатает и даже неплохо печатает.
Вместе с принтером мы заказали несколько дополнений, ниже я перечислю уже приехавшие к нам и установленные сразу при сборке принтера. Печатать можно и без них, но нам хотелось сразу же что-то улучшить в нашем принтере-конструкторе.
Установка Capricorn Bowden PTFE трубки

Качество Bowden трубки критично для результатов печати и потому существуют более качественные тефлоновые трубки. Мы выбрали популярную и недорогую «Capricorn Bowden PTFE Tubing». Метр такой трубки отличается синим цветом от белой стоковой и стоит около 5$ (для обсуждаемого принтера нужно около 40 см), и при немного меньшем диаметре трубки (так что филаменту почти негде изгибаться) и намного меньшем коэффициенте трения (при протягивании филамента через такую трубку руками сопротивления почти не ощущается, а вот в стоковой трубке филамент ощутимо застревает) основные проблемы Bowden экструдера успешно решаются. Мы установили Capricorn трубку и с этим апгрейдом не было никаких проблем.
Неожиданным результатом выполненной замены стала возможность вручную легко протолкнуть или вынуть филамент из трубки — требуется лишь включить нагрев сопла до нужной температуры и прижать «лапку» экструдера, после чего филамент свободно протягивается наружу или внутрь. Теперь замена филамента занимает секунды и не нужно долго крутить «вертушок» на экструдере (мы его вовсе сняли, за ненадобностью).
Установка жестких пружин для рабочего стола
Ситуацию с быстро разбалтывающейся на штатных пружинах кареткой решают пружины пожестче “die springs for Ender 3” ценой около 3$ за 10 штук (не знаю, зачем столько, нужно только 4 штуки). Замена пружин выполняется легко и не доставила никаких хлопот — просто в любом порядке отвинтить четыре колеса настройки уровня рабочего стола и заменить пружины, потом привинтить их обратно. Теперь, если покачать каретку рукой при не слишком плотно затянутых пружинах, она ощущается более стабильной, ну а при плотно затянутых разницы никакой не заметно. Итак, это должно позволить обойтись без регулярного подтягивания стоковых пружин, которые ослабевают при печати (эффект зависит от частоты и скорости печати, так что трудно его оценить априори), что уже хорошо.
Установка CR Touch

Настройка выравнивания рабочего стола нам показалась несколько мистической, так что мы сразу заказали сенсор CR Touch, который автоматически промеряет рабочий стол в нескольких точках и вычисляет его наклон по двух координатам. В официальной прошивке от Creality сенсор CR Touch не совместим со стоковым концевым выключателем, так что последний необходимо отключить от материнской платы (лучше вообще снять, чтобы не мешался). В прошивке Marlin их можно использовать совместно, но Creality в своем форке эту возможность почему-то блокирует (как и многие другие).
Сама установка простая, нужно лишь привинтить его рядом с соплом на комплектное крепление для принтера Ender 3 v2, протянуть провод и подключить к единственному подходящему гнезду на материнской плате. Настройка сенсора в мини-мануале к нему не соответствует действительности, поскольку в прошивке нет возможности сдвинуть сопло ниже нуля по вертикальной оси — взамен можно ввести отрицательную поправку по вертикальной оси отдельно и уже потом настраивать высоту сопла в положительной области (с учетом введенной поправки). На ютубе есть множество роликов по установке датчика и его настройке.
После установки выяснилось, что наш сенсор не работает совсем или же не работает с официальной прошивкой. Как и полагается, сенсор светится лиловым (как видно на картинке выше) и пробует поверхность рабочего стола в 9 точках, но при печати выравнивания сопла не происходит. Точно определить сложно, что происходит, поскольку в прошивке заблокирована возможность получить информацию с датчика. Так что нам все же пришлось научиться настраивать рабочую поверхность "магическим" методом.
Размещение принтера
В оригинальной версии со штатным вентилятором принтер изрядно шумит, на уровне MacBook Pro на процессоре Intel под максимальной нагрузкой. То есть на столе его держать в принципе можно, но не хочется. Вероятно, после замены вентилятора шум заметно снизится, так что в чехле принтер будет работать довольно тихо.
Для защиты принтера от детей и котов, а нас всех от пожара (что, порой, случается с техникой, особенно, если это бюджетный китайский 3D принтер), мы заказали чехол "CREALITY 3D Printer Enclosure For Ender-3" размером 48x60 сантиметров в основании и 72 сантиметра высотой. Тест зажигалкой показал, что да, чехол не горит, как и обещано. Кроме того, заявлена более тихая работа принтера в чехле и отсутствие пыли от филамента в комнате (а можно и принудительную вытяжку сделать из чехла на улицу). Но постоянно вытаскивать принтер из чехла, чтобы что-нибудь прикрутить или открутить не хочется, так что пока принтер временно живет на столе как есть. Чехол же (в собранном виде) стоит в углу комнаты и наш кот проявляет к этому "домику" гораздо больший интерес, чем к принтеру, так что в какой-то мере чехол уже выполняет свою функцию защиты принтера от кота (и наоборот). А в застегнутом чехле удобно хранить катушки филамента вместе с запасом силикагеля.
Заключение
Принтер собран и уже неплохо печатает. Дети довольны и очень хотят продолжать свое инженерное образование — дорабатывать принтер и печатать новые интересные модели, а также научиться их делать самостоятельно. Отлично, нам есть, чем заняться! В следующий раз мы посмотрим, как обращаться с филаментом для получения наилучших результатов.
Также смотрите
Комментарии (58)

sami777
18.01.2023 12:34+1Вторую часть, где меняется микроконтроллер на оригинал, ждать?

N-Cube Автор
18.01.2023 12:47+2Конечно, только это будет не вторая часть а, может быть, четвертая. Сначала мы разберемся с филаментом и далее настроим двигатели, на которые при штатных настройках подается максимально допустимый ток и они перегреваются без всякой на то необходимости - да так, что при долгой печати филамент плавится и на этом печать заканчивается.

sav13
18.01.2023 12:48+1Какой то заголовок не отвечающий статье. Ожидаешь хоть какой то выбор, а получаешь обзор обычного серийного Endera 3.
Да и сама статья - текста много, а информации 0. Разве что собрать в кучу все ссылки
N-Cube Автор
18.01.2023 13:15+1Странные претензии - статья техническая, не ревью разных принтеров, и в заголовке именно так и указано. А про сам выбор написано вполне ясно - принтеры данной ценовой категории зачастую невозможно отличить друг от друга, они клоны, что там выбирать-то. Что касается информативности, в статье очень много подробностей собрано - приведите пример других источников, где показана связь механических параметров принтера и параметров печати, проблемы с прошивками (раньше была матплата с STM процессором, и об этом везде написано, так что многие покупают, не зная, что им пришлют совсем не то),...?
sav13
18.01.2023 13:40Ладно. Не буду больше критиковать. Нормальная статья на тему "как я собирал свой первый принтер"
Просто от технической статьи ждешь "как выбрать и собрать свой первый принтер"
N-Cube Автор
18.01.2023 14:08У нас задача была выбрать популярную платформу, чтобы на ней собрать именно тот принтер, который нам нужен. Мы вовсе не хотели просто взять и купить готовый принтер, весь смысл в том, чтобы его собрать самим, используя минимальную базу. Так что главное - это достаточно стабильный каркас, на котором выпускаются и более дорогие модели, притом известно, что на таком каркасе достигается отличное качество печати. Конечно, сами профили и базовая "начинка"(блок питания, шаговые моторы, матплата, экструдер с нагревателем и соплом, рабочий стол с нагревателем и стеклом) легко покупаются и по отдельности, но комплектом выходит намного дешевле, потому нет смысла брать детали по отдельности, чтобы собрать совсем "с нуля" (хоть так интереснее, но очень не практично).
sav13
18.01.2023 14:28Конечно, сами профили и базовая "начинка"(блок питания, шаговые моторы, матплата, экструдер с нагревателем и соплом, рабочий стол с нагревателем и стеклом) легко покупаются и по отдельности, но комплектом выходит намного дешевле, потому нет смысла брать детали по отдельности, чтобы собрать совсем "с нуля"
Позволю не согласиться
Все дешевые принтеры требуют модернизаций, которые начинаются с замены "комплектных компонентов", так как китайцы туда всовывают самое дешевое.
В результате питание 12В меняем на 24В. Штатный алюминиевый столик на силиконовую грелку, меняем экструдер, хотэнд (заодно директ делаем), подшипники, ролики.
В результате остается рама (раз уж такая жесткая). контроллер (который в принципе тоже заменить бы, да и драйверы хотя бы на 2209) и понимание, что раз уж все менять, то на что-нибудь Core XY-подобное, чтобы потом голову не ломать с термокожухом )))
P.S. Кстати, почемe вы от множественного лица пишите? Как то в глаза сильно бросаетсяN-Cube Автор
18.01.2023 14:40Как отмечено в статье, блок питания уже обновленный штатно (24 V). Столик с подогревом, зачем его менять? Экструдер боуден типа нас пока тоже устраивает более, чем директ. Подшипники и ролики - куда именно? драйвер и так Тринамикс 2208, заметной разницы с 2209 нет.
Core XY интересное решение, сын себе из фишертехника плоттер такой сделал (чисто механика, без программного управления). Есть мысль со временем и такой принтер собрать, дочка как раз подрастет.
Пишу от множественного лица потому, что с двумя детьми всем этим занимаюсь, для них все и затеяно :) Часть информации от меня лично, тогда пишу от первого лица.sav13
18.01.2023 14:51Вам столик менять не нужно, но если выбирать с нуля - силиконовый нагреватель на 220В в несколько раз быстрее (особенно при нагреве до 100+) и блок питания не нагружает. Можно менее мощный брать
TMC2209 - это те же TMC2208 но с исправленными косяками нагрева и пр. Поэтому при прочих равных лучше брать как раз 2209Ну и так по каждой позиции. То есть в принципе из комплекта все работает, но если покупать отдельно, комплектующие выбираются более качественные, хотя общий бюджет может выпасти значительно )))
Китайцам ведь старье нужно тоже как то продавать, вот и придумали "комплекты" )))
N-Cube Автор
18.01.2023 15:02220 вольт на столик подавать - не годится, по соображениям техники безопасности это адское решение. А заземление у вас есть в розетке и точно работает, и у принтера проверили, что корпус гарантированно заземлен? Ладно, у меня допуск до 1000 вольт есть, а вот у детей нет. У вас, вероятно, тоже нет, а советуете...
Про нагрев моторов я отдельно напишу, вкратце - если вы VREF не настроите, то нагрев это штатное поведение, а не косяк. Чтобы VFER для 2209 можно было настраивать из прошивки, вам драйверы надо подключать по UART, без этого разницы с 2208 нет никакой.
И так по всем пунктам - если подробно разбираться, то платформа отличная.sav13
18.01.2023 15:23+1Так у вас еще TMS2208 без UART подключения?
А вы говорите что менять нечего )))
Самое главное чтобы вам принтер нравился. У любого решения есть сторонники и противники и каждый выбирает для себя.N-Cube Автор
18.01.2023 16:10Стоковая матплата не поддерживает подключение драйверов по UART, да и зачем? VREF и так настроить не проблема и подстроечными резисторами на матплате. Куда более интересная вещь это возможность работы без концевых выключателей, но и это более интересно, чем нужно. Поменять можно все, но не всегда это хоть как-то необходимо :)

osmanpasha
18.01.2023 14:56+3Ender 3 изначально был 24В, ну по крайней мере с 2018г, когда я его брал. И ваш список апгредйов, если честно, спорный. В неудачных дешёвых моделях, наверное, все это требует замены, но Ender 3 потому и такой популярный, что там из коробки годная механика, подшипники, экструдер и т.п, и в стоке он позволяет печатать так, что многих полностью устраивает. Если помните, то и до него была куча подобных столодрыгов, но вот сейчас никто эти Anet уже не помнит.
osmanpasha
18.01.2023 15:05+1Соглашусь. От статьи с заголовком "... Выбор..." ожидаешь, ну, выбора из нескольких вариантов принтеров с недостатками и преимуществами.
Кстати, если я не ошибаюсь, то оригинальный Ender 3 все ещё можно купить, и он стоит сильно меньше новых моделей. Отличается, по большому счету, экраном и компоновкой подстольного отсека. Плата управления сейчас вроде у всех одинаковая, 32бит.
Я к своему добавил BLTouch (это сильно улучшило процент успешных печатей, т.к. стол кривой), заменил контроллер на 32бит (у меня был еще 8бит. Это вообще не было необходимо, просто чтобы тише печатал и больше точек сетки стола влезало) и, собственно, всё.
N-Cube Автор
18.01.2023 15:14Ender 3 стоит примерно столько же, как и Ender 3 v2, в котором новый блок питания, тринамикс драйверы шаговых моторов, цветной экран и прочие улучшения. Когда мы покупали на Черную пятницу - разница была долларов 10, так что нет смысла брать старую модель.
Да, печатать можно и без доработок. Зато вот если неделю не используете принтер - у вас может провиснуть ось z, ну и так далее. Это не то, что мешает принтером пользоваться, но это тема для обсуждения с детьми, почему так происходит и как можно исправить, а для закрепления информации сделать апгрейд. Такой вот лабораторный стенд для детей.osmanpasha
18.01.2023 16:01+1Ну как "примерно столько же". Вот прямо сейчас на али 13тыр против 17 (нашел первый попавшийся Creality OFFICIAL Store). И вроде там тоже плата 4.2.2 с тринамиками (ещё с 2020г.). А различия в целом некритичные - старый Noname БП и так работал, цветной экран всё также управляется крутилкой, тонкий профиль 20х40 оси Y не вызывал проблем и т.п.
Зато вот если неделю не используете принтер - у вас может провиснуть ось z
Наверное, если эксцентрики плохо затянуть при сборке...
N-Cube Автор
18.01.2023 16:25На черную пятницу Ender 3 v2 был 169$, а с доставкой около 200, как раз сейчас это 13 тысяч рублей, как вы Ender 3 нашли (а на него скидок уже практически не дают, копейки какие-то).
Попробуйте сами - сдвиньте печатающую головку вправо до конца оси и оставьте так на несколько дней. Наверняка расстояние до каретки изменится на сотые доли миллиметра, а это вполне критично при детальной печати. Проверить просто - можно использовать щупы для калибровки зазора автомобильных клапанов. Хотя по умолчанию печатающая головка паркуется в крайней левой позиции, все то же самое происходит, только заметно медленнее. С двумя вертикальными осями проблемы нет в принципе.osmanpasha
18.01.2023 21:29+1Ну не знаю, мне казалось, что Ender 3 v1 на черной пятнице 2022 можно было за 120USD купить, но утверждать не буду, не следил.
По поводу провиса - уверен, что единицы соток не влияют на прилипание детали. Тогда бы каждое отдирание детали от стола после печати ломало всю калибровку для следующей печати, да и традиционная калибровка по листу бумаги не работала бы (толщина бумаги 0.1мм). Из своего опыта - поскольку у меня довольно кривой стол, я раньше всегда первый слой контролировал глазами и подкручивал высоту на ходу в процессе с помощью babystep. Дак вот дополнительное опускание головки в пределах половины слоя (а то и целого слоя) не особо сказывается на качестве результата.
N-Cube Автор
18.01.2023 21:46Вопрос, сколько в сумме с доставкой выходит, многие продавцы изрядную часть цены в доставку прячут. Реальную разницу я видел в десяток долларов, хотя это не исключает и лотов дешевле, конечно.
А вы какой площади детали печатаете? Если не во всю ширину стола, то провисание может быть вовсе незаметно. По крайней мере, тест с листом показывает, что в правой части усилие протягивания листа за сутки может чуть заметно измениться, так что эффект есть. Важен ли он при обычном использовании - трудно сказать, надо что-то детальное напечатать со второй осью и без нее на скорости поболее, тогда ясно станет.
Отдирание детали вполне себе влияет на калибровку, если за день печатать десяток раз, то при сильном прилипании лучше откалибровать стол после этого. Насчет листа бумаги - попробуйте автомобильные щупы, можно взять толщиной 0.1 мм, с ними получается намного точнее калибровка (скользят куда как лучше и всякие остатки пластика на сопле или столе не влияют на результат).
osmanpasha
18.01.2023 23:22Вопрос, сколько в сумме с доставкой выходит, многие продавцы изрядную часть цены в доставку прячут.
По моему опыту - нисколько) Все популярные крупные вещи такого рода идут 1) с бесплатной доставкой, 2) со склада где-то в Подмосковье, 3) курьерской доставкой в течение рабочей недели. У меня, правда, небольшой опыт, но 2 принтера и 1 станок CNC 3018 я именно так купил, и видел при этом кучу альтернатив на аналогичных условиях.
тест с листом показывает, что в правой части усилие протягивания листа за сутки может чуть заметно измениться, так что эффект есть. Важен ли он при обычном использовании - трудно сказать, надо что-то детальное напечатать со второй осью и без нее на скорости поболее, тогда ясно станет
Дак важен же не тест с листом, а влияние на реальную печать)) Я в общем все эти проблемы с прилипанием к кривому столу решил покупкой BLTouch и включением Mesh bed leveling, строю новую сетку после каждого передвигания принтера, и после этого сколько угодно отдираю детали, провисаю экструдер и т.п., и никаких заметных ухудшений не наблюдаю.
N-Cube Автор
18.01.2023 23:27Эээ, но ведь доставка со склада в Подмосковье в Таиланд стоит немало, плюс пошлины :) Принтер, кстати, доставляли месяца полтора транзитом через Европу, Японию, Гонконг и Китай.
Mesh bed leveling в единственной существующей прошивке с поддержкой сенсора уровня к принтеру отсутствует, там и обычное-то выравнивание не работает, а других прошивок нет. Так что не все так просто, я об этом и пишу.
osmanpasha
19.01.2023 01:40Ну дефолт-страна у нас все-таки РФ, а не Тайланд)
Mesh bed leveling в единственной существующей прошивке с поддержкой сенсора уровня к принтеру отсутствует, там и обычное-то выравнивание не работает, а других прошивок нет.
Это большой минус к продуктам Creality, по-моему. Но вообще беглое гугление показывает, что стоковый Marlin на этом чипе заводится и плата поддерживается, например, TH3D.
N-Cube Автор
19.01.2023 08:16Ошибаетесь - я попробовал прошивку Марлин и она не работает, я об этом в статье пишу. Точнее говоря, прошивка запускается и так далее, но при перемещении сопла по вертикали оно просто втыкается в рабочий стол. Найденный вами тред заканчивается тем, что надо матплату менять.
osmanpasha
20.01.2023 02:01Да нет, там вроде предлагается вариант решения, а то и не один.
Где-то там же, кстати, люди отмечают, что упомянутая вами проблема лицензии STM на самом деле не проблема, т.к. лицензия закрывает только код USB, а линковщик вырезает весь этот код, поскольку во всех этих платах стоит отдельный USB-UART
N-Cube Автор
20.01.2023 08:09Как я уже писал, у нас прошивка грузится, но сопло приезжает в стекло и не останавливается. Z-limit switch снят (он не работает вместе с сенсором автовыравнивания в стоковой прошивке), CR Touch в стоковой прошивке автовыравнивания не делает, но Z-limit switch заменяет, а в открытой прошивке датчик вообще не видится (даже лампочки на нем не загораются) - наиболее вероятна проблема с таймингами из-за отличающейся частоты процессора. С STM библиотеками это все же проблема, потому что производитель их использует вместо родных для GD процессора - похоже, для этого клона ни черта нет, передрали процессор, а поддержки ноль. Если посмотрите внимательно, то опен сорс прошивок для GD процессоров так и нет, а обсуждениям уже года два как.
N-Cube Автор
18.01.2023 15:18+1Что касается названия, я поменял его на « Бюджетный 3D принтер как конструктор. Собираем и настраиваем модель до 200$», раз уж некоторых читателей смущает слово «выбираем». Хотя критерии выбора совершенно ясно изложены в статье, до них еще нужно дочитать :)

zVadim
18.01.2023 13:30+2В 3D печати я активно интересующийся теоретик. В ютуб есть канал Дмитрия Соркина, на котором очень много информации по 3D печати. В том числе и по выбору первого принтера. Если кратко, то на текущий момент он рекомендует брать Ender 3 S1 с директ-экструдером (обычный, не PRO). Но стоит он дороже описанного в статье.
PS: Написал это не для критики выбора автора, а для тех, кто прочитав статью, сразу "загорится" купить себе такой же. Чтобы сделать их выбор более взвешенным и осознаннымN-Cube Автор
18.01.2023 14:32Боуден экструдер имеет свои преимущества - например, выше скорость печати и меньше вибраций, поскольку экструдер с двигателем не надо тащить вместе с соплом. У директ экструдера главное преимущество - легкость печати гибким пластиком, что нас сейчас не интересует, как в статье указано, печатать планируем только PLA. Главная проблема боуден экструдера это большее расстояние обратного хода филамента (ректакшен), но, как показано выше, при копеечной замене боуден трубки это расстояние снижается до 3 мм, можно и чуть ниже добиться, при использовании качественного филамента, что очень близко к необходимому расстоянию для директ экструдера (около 2 мм). Впрочем, и в нашем принтере экструдер легко заменяется на директ (около 100$ замена стоит), так что дилеммы как таковой и нет.
sav13
18.01.2023 16:47+1Вопрос по скорости очень спорный.
На боудене стоит большой ретракт, что не добавляет скорости печати. На директе ретракт минимальный. Но скорости меньше. Но это опять же сильно зависит от конструкции. На дрыгостоле в принципе больших скоростей не предвидеитсяНу и сейчас появились такие замечательные экструдеры Sherpa Mini и Orbit которые ничего не весят практически. (привет модернизации ))) )
N-Cube Автор
18.01.2023 17:42Как я писал выше, у нас 3 мм retraction distance, у директ экструдеров около 2 - 2.5 мм, так что разница минимальна.
Вот да, новые экструдеры очень интересны - но не стоковые от производителя принтера, так что нет смысла брать модель дороже с директ экструдером, чтобы потом все равно сменить его на сторонний.

Namirelo
20.01.2023 11:18+1Честно говоря не понимаю откуда у вас ретракты у директ экструдеров в 2,5мм. Возможно у меня просто слишком низкие требования к отпечатанным деталям, но откаты даже для более текучего PETG не превышали 1,2мм. А PLA так и вообще 0,7-0,8мм
N-Cube Автор
20.01.2023 11:57Очень зависит от самого экструдера, конечно, но для не-фирменного PLA я видел значения как раз в пару миллиметров для директ экструдеров. А для качественного пластика и у нас можно уменьшить ретракшен - но идея была сначала научиться работать с любым филаментом, то есть уметь его протестировать, оценить нужные параметры и настроить слайсер.
А у вас волоски после ретракшенов не появляются? Тонкие, может быть, даже пальцем легко стираются. Или, возможно, linear advance используете, тогда расстояние ретракшена можно заметно уменьшить (потому что давление пластика к моменту начала ретракшена уже снижено).

NickDoom
18.01.2023 13:46+2Давайте-ка я подкину идейку, она слишком сырая даже для «песочницы», так что держите-ка её в камментах.
«Токарный станок наоборот»: берётся некая палка, оборачивается одноразовой бумажкой, с двух сторон ставятся конические редукторы и на них — передачи винт-гайка. Между этими передачами — рейка, по которой бегает экструдер.
Получаем вместо трёх координат две: одна — вдоль палки и рейки, а вторая свёрнута в спираль, потому что на каждый оборот этой палки передачи винт-гайка отодвигают рейку с экструдером на стандартный шаг 0.1 (рисунок надо или я понятно излагаю?)
Плюсы: жёсткое, дешёвое в плане приводов, компактное относительно размера выпекаемой детали (рама плоская, а крутить в ней можно хоть слона), слои перетекают друг в друга непрерывно (немножко сложнее расслоить в случае чего).
Минусы: чем больше размер, тем больше будет врать по углу поворота, все изделия надо как-то размещать относительно неизбежной дырки от палки (скажем, прилепить к ней с двух сторон на временные опоры), палку надо как-то вытаскивать, чтобы снять с неё готовые «шашлыки» — разъюстировав, естественно, всё к фигам.
Но поскольку заговорили о бюджетном самосборе, я эту мыслю не мог не вбросить, чтобы страдал не я один ^___^
N-Cube Автор
18.01.2023 14:22Все вариации давно известны и имеют слишком много минусов (зато компактные, да), вот к примеру:
https://shop.pimoroni.com/products/vertex-delta-3d-printer-and-starter-set?variant=31117118046291
https://shop.pimoroni.com/products/axidraw-v3?variant=32196123951187Возможно, следующий принтер мы будем смотреть на основе CoreXY, это и интересная механика и есть свои плюсы.
sav13
18.01.2023 14:32+1Навеяло описанием "от токарного станка"

NickDoom
18.01.2023 15:20+1Очаровательно :)
А о токарных станках — была идея переделки токарного во фрезерный не как обычно делают, то есть добавлением вертикального привода резца и фиксацией в нём вместо резца — детали, а тоже по этой схеме с двумя координатами, но только в спиральку предполагалось вторую координату свернуть.
То есть берём токарный станок, движок отключаем, ставим делительные шестерни на резьбу типа «такой мелкой не бывает» (в идеале — чуть меньше, чем обеспечиваемая жёсткостью станины точность), вместо резца зажимаем нечто типа дрели с зажатой в ней фрезой, ну и приводим вместо родного движка всё это в движение при помощи шагового движка. На каждый шаг, соответственно, подаём бывший резец, ныне фрезу, вперёд-назад согласно G-кодам. На каждый оборот, состоящий из стапиццот шагов, оно само естественным образом сдвигается на шаг, заданный делительными шестернями.
Парк старой рухляди велик, а тут получается полное использование оригинальной точности/жёсткости станины без необходимости добавлять соответствующие по жёсткости вертикальные приводы. И минус мотор, который сгорел ещё в 1975-м.
N-Cube Автор
18.01.2023 16:26Такие штуки делают для дремелей - есть даже фирменный дриллпресс. Фрезерные насадки и станки тоже любопытные можно найти.
NickDoom
19.01.2023 14:42Интересно… а если, действительно, не делать «дремель для переделки токарного станка во фрезерный», а делать «токарный станок для переделки дремеля во фрезер», можно ведь и совместить оба устройства!
Представьте себе: токарный патрон, в него зажимается или болванка, или «палка» для печати. На каждый оборот патрона головка-зажим для дремеля делает шаг вдоль болванки (привод поперёк — отдельный, как был бы у токарного станка), а рейка с печатающей головкой, параллельная болванке — шаг к ней или от неё, в зависимости от направления вращения (а привод головки вдоль рейки — отдельный). То есть я тупо механически совместил обе концепции в одном устройстве так, чтобы потребовался только один прецизионный угловой привод патрона, он же — самый дорогой как в одном, так и в другом станке.
При максимальном размере обработки, конечно, придётся то дремель вынимать, то рейку с головкой сгонять с передачи винт-гайка на самый верх, где резьбы нет, т. е. с одной операции на другую станок переключается со снятием оснастки. Но это, в целом, норма жизни, да и редко бывает максимальный размер. Зато в некотором узком диапазоне случаев можно будет пройти по болванке сначала фрезой, а потом, начиная с самых выступающих (по радиусу) краёв изделия, напечатать пластик прямо по металлу (или дереву, или чего там фрезеровали…) Не так ловко, конечно, как если бы рейка с печатающей головкой принтера имела собственный привод (там вообще можно было бы «нырять» в углубления фрезерованного «полуфабриката» в любое место, куда головка влезет, а тут — только крутить до сближения с самой выступающей частью, да и фреза при этом не сможет пройти всю длину — то есть максимальная длина заготовки тоже укорачивается), но в качестве бесплатного побочного эффекта для станка, управляемого всего тремя моторчиками (вращение болванки, печатающая головка вдоль, фрезерующая поперёк) — думаю, весьма приятная опция.
Да, ещё один минус сразу нашёл — всякая радиальная печать означает то, что временные подпорки по ходу движения к центру сближаются до слипания. Удалять не так удобно будет.
Я это могу нарисовать, если оно интересно, но непонятно :) Если и так понятно или если не интересно вовсе — то, естественно, иду по пути наименьшего сопротивления.
N-Cube Автор
19.01.2023 15:20Признаться, не понятен смысл для «домашнего» использования. Давайте прикинем, что мы получаем с обычным шаговым мотором и разумным размером обрабатываемой детали. При 400 шагах на оборот и используя 16 микрошагов для болванки диаметром 10 см точность поворота будет около 50 микрон на внешнем радиусе и вплоть до единиц микрон в центре. Куда точнее-то? Это без использования редукторов и всего прочего - просто на валу степпера. Ну а продольно двигать можно и с большей точностью, зависит от чисто механических люфтов и прогибов.
NickDoom
19.01.2023 15:51+1Да, действительно, не такой уж и дорогой привод у самого патрона. Разве что место на столе сэкономить, но, учитывая, что цилиндрическая система координат (как с независимым приводом по всем трём осям, так и описанные мной «спирали» и «рулеты», где две оси связаны с шагом меньшим, чем точность «по прогибам и люфтам») и так компактна донельзя — плоская рама, в которой вращается деталь — наверное, скрещивать эти зверушки действительно смысла нет.
Или их можно скрестить, но отказавшись от «спиральной развёртки» и поставив три независимых привода (угловой на патрон, рейку ближе-дальше и головку с дремелем и экструдером вдоль рейки). Те же три привода, что у описанной выше «спиральной развёртки» (потому что печать и фрезерование требуют разных спиралей и два там не получается), но уже с возможностью «нырять» в заготовку и впечатывать пластик в изделие сложной формы. Главное преимущество цилиндрической системы координат — возможность плоской рамой размером с дипломат напечатать хоть люстру на пять рожков, которая больше самой рамы — при этом не теряется.


BopoHangel
18.01.2023 14:11Для первого принтера лучше взять что-то типо Kingroon kp3s pro, печатает приемлемо с коробки, директ экструдер, не нужно столько напилинга как с Ender 3 или уже брать Ender 3 S1. Боуден в 2023 ну это совсем не торт.
N-Cube Автор
18.01.2023 14:16+1В качестве конструктора ваш вариант доработке не поддается - нельзя добавить вторую вертикальную ось, к примеру, и сравнить характеристики без нее и с ней. Да и функционально игрушечный он, даже область печати совсем уж урезанная (200x200x200mm против 220x220x250mm у Ender 3). А что касается сложностей - так мы для того принтер и брали, в целях изучения и допиливания, об этом сказано сразу в начале статьи. Не все же детям лего и фишертехником играть, когда вот такие устройства доступные есть.
BopoHangel
18.01.2023 14:24Ну если самоцель именно пилить, а не печатать, то Flying bear ghost 5 подойдёт для этих целей лучше, нормальная corexy кинематика, а не "дрыгостол" которому быстрая скорость печати только снится, жёстче конструкция, можно даже термокамеру сделать, а допилинга там достаточно, как раз подходит для данных целей. По ценнику разница 4 тысячи, если с Ender 3 v2, а если до ума довести разница будет приличная.
N-Cube Автор
18.01.2023 14:51Так ведь у вашего варианта скорость печати ниже, чем у Ender 3. И да, эндер на заявленной скорости справляется, все многократно проверено и ролики есть на ютубе. Впрочем, как я писал выше, мы печатаем PLA (максимум 60 мм/с) и высокая скорость не актуальна. На мой взгляд, CoreXY для столь маленького принтера, как вы назвали, практического смысла не имеет - эндер и так довольно устойчив, а если ему еще и настолько укоротить X-ось, то тем более. А вот по высоте урезанный Ghost 5 выглядит издевательством - даже вазу не напечатать, а это одно из первых пожеланий детей. В общем, ваш принтер тяжелее, но это сомнительно достоинство и точно не оправдывает вдвое большую цену (не говоря уже о чрезвычайно малой высоте печати).
odiemius
18.01.2023 17:08+1Почитал я и статью, и комментарии (автора и комменаторов).
Я собрал себе принтер сам, части заказывал на алике. У меня растянулось надолго, так как изначально мне вовсе и не принтер надо, а механизм для точного перемещения щупа в трёх измерениях в пространстве. Чтоб войти в тему захотел собрать для примерки что-то типа core-XY и даже без ремней, на винтах вместо ремней, пусть медленнее печатает, но зато точно будет, такова была самая первая идея. По ходу изучения вопроса, обдумывания и выбора и заказа деталей, их получения и прикидов уже "в натуре" я решил в качестве "потренироваться на кошках" собрать клон KP3S. Который и "дрыгостол" и "маленький" и единственная направлящая по оси Z..., но зато собрать можно за один вечер из имеющегося в ящике стола и мгновенно проверить. Собрал, работает сейчас. Собирал сам вплоть до пайки из рассыпухи платы контроллера, в которую вставил модуль с atmega2560, типа такого. Ну и, разумеется марлин тоже сам конфигурил и собирал, включая в нём всё, что только хоть как-то казалось сможет понадобиться. Механика собиралось просто "по месту", без особых чертежей, со столиком из 5мм дюраля с силиконовой грелкой от 220V (через SSR). И экструдер, изначально я планировал использовать боуден, но пока собирал собрал из частей боудена директ и поставил директ. Потом подумал, то печатать из компа можно, конечно, но неплохо бы приделать еще SD-карту, чтоб перезагрузки компа не запороли печать, и какой-нить дисплейчик простейший, хоть и монохром 12864, чтоб примерно показывал что там и как вообще происходит в отлючении от компа. После этого собрал на второй макетке еще и дисплейчик с картой памяти и энкодером.
Многие мифы, относительно принтеров, стали сразу очевидны.
Многие совершенно необоснованно не любят "дрыгостол". Я тоже не любил и смотрел на него с подозрением. Но, как оказалось на практике, если печатать неэкстремальнынми филаментами, то "дрыгостол" вполне себе работает и очень отлично работает! Да, смотрится в процессе может и не очень, но мне важен результат, а не любоваться процессом. Как прааильно заметил Соркин, механические нагрузки у бытового 3Д-принтера настолько мизерные, что модель на дрыгостоле никуда не улетит, и даже если она массивная то на печать это почти не повлияет, ведь не свинцом же печатаем, и не сталью, прикиньте вес пластика в объёме куба области печати. А если у Вас деталь и отклеится от стола в процессе, то я Вас уверяю, даже CoreXY её сможет вполне утащить в сторону и всёравно прийдётся перепечатывать.
По поводу боудена: боуден печатет МЕДЛЕННЕЕ правильно настроенного директа. Если Вы в настройках директа правильно настроите linear advance и прочие ретракты и т.п. тонкости, то директ намного быстрее, особенно из-за короких (и потому быстрых) ректрактов. Я сначала пожалел, что заказал пару боуденов, но сейчас смотрю, что я просто добавлю второй головой как раз именно боуден, так как ним будут печататься поддержки, там особой красоты и скорости не надо. Всякие двойные головы, печатающие синхронно или зеркально, лично мне пока ни к чему.
В общем оказалось, что даже вышеупомянутый принтер типа KP3S pro печатает вполне отлично для бытовых нужд, если в нём нет брака. А учитывая то, что он "открытого" типа, его оч легко модифицировать, заменами головы и чего угодно. Он простой, как велосипед!
Погони за максимальной областью печати - тоже оказалось мимо! Печать большой детали это куча времени и, в результате, резко возрастает вероятность запороть ВСЮ деталь. Хорошо если на первых слоях, а вот под окончание печати будет оч жалко! Большие детали печатаются по частям, которые склеивают, при этом сама такая печать частей прекрасно распараллеливается на много принтеров, что сильно ускоряет процесс печати и уменьшается опасность запороть всю работу. Печатать в один заход что-то огромное это и долго и очень опасно, так как может запороться в процессе. Я для своего первого проекта тоже изначально заложил стол 300x300 и 400 в высоту, так как я собираю сам и меня никто не ограничивает какой длины профили и винты я поставлю. Но сейчас, после сделанного клона KP3S pro со столом 200x200 и высотой 250 я уже совсем другими глазами смотрю на необходимость квадратного большого CoreXY.
Поэтому мой личный совет (и Соркина, кстати, тоже): лучше начать с чего-то типа KP3S Pro, а потом уже станет ясно, что именно Вам потребуется. По крайней мере бюджетно будет.
Если будут какие вопросы то обращайтесь, что смогу - разъясню.
N-Cube Автор
18.01.2023 17:57Самое интересное начинается, когда вы уже выбрали филамент и знаете необходимые параметры. Скажем, для PLA максимальная скорость печати 60 мм/с, и то для качественного, а для неведомо какого - и вовсе 45 мм/с. Для такой скорости и разрешения печати в 50-100 микрон ничего особенного не нужно. И какой экструдер ни поставьте, с таким пластиком быстрее не напечатаете (хотя тот же Ender 3 умеет и втрое быстрее печатать).
Про ретракты уже несколько раз писал, что у нормально настроенного Боудена и директа расстояния не сильно отличаются, у нас 3 мм, можно и 2.5 поставить - все тесты ок, но выставляем с запасом на тот случай, что трубка разболтается немного.
У KP3S Pro высота печати 200 мм, а не 250, как вы пишете - это слишком мало, или же вам придется вазы и игрушки склеивать по вертикали. Печатать игрушку, которая помещается в Ender 3, на нескольких KP3S pro - это какой-то ад, если честно, мне такое дома точно не нужно.
Jacksonn
Из своего опыта могу сказать, что в эндере главный элемент успеха - это правильная сборка механики. Обязательно прослабить все винты, детали друг к другу притягиваем крест-накрест, окончательная протяжка винтов только (!) после финальной сборки. Ось Z на выключенных шаговиках должна подниматься и опускаться одним пальцем без усилия. Важно также эксцентрики отрегулировать - ни в коем случае не перетянуть. Ну и периодически натяжение ремней проверять, имеют свойство вытягиваться. Если принтер собран ровно, то после подгонки профилей в куре, даже стоковый эндер печатает исключительно хорошо любыми пластиками, будь то PLA, PETG, ABS и т.д. У меня 3 Pro на боудене даже TPU отлично переваривает. Из стоковых деталей менял только пластиковую деталь экструдера на металлическую и сопло, при том, что принтер в работе уже больше 3 лет.
N-Cube Автор
Для всех "хорошо" разное, можете фото результатов показать, чтобы понятнее было? Еще интересно, филамент используете фирменный или бросовый?
Насчет легкого движения по вертикали - в обсуждаемый модели принтера вертикальная ось только одна и даже нет верхнего фиксатора для оси, так что она склонна перекашиваться, нужно регулярно подтягивать. В комплект для добавления второй оси входят верхние фиксаторы на обе оси, кстати.
waxtah
Если сверху на трапецеидальные винты приладить фиксаторы - то биение винта будет передаваться на экструдер.
Jacksonn
Из тех фотографий, что под рукой оказались. Для объективности - ниже печать тестовой собаки сразу же после сборки и запуска принтера. Моделька была на флешке в комплекте. В качестве пластика тот моток, что тоже был с принтером в коробке (тип не помню, вроде пробник PLA). На подложке.
Собака (PLA)
Сразу же следом зарядил печать кораблика бенчи, но пластик поменял на катушку PETG, слой 0,2. Профиль не подгонял ещё, отсюда видно небольшие косяки (пластик текучий), но в целом неплохо.
3D Бенчи (PETG)
И из свежего - Новогодние зайцы, пластик тоже PETG. Здесь слой вообще 0,32 (сопло стандартное 0,4) и печатал на высоких скоростях, поэтому просматриваются переходы между слоями.
Зайцы (PETG)
По поводу фиксации оси Z сверху - особого смысла нет в этом. Она в любом случае должна одинаково легко перемещаться вверх-вниз. У моего экземпляра вниз опускается вообще под собственным весом. Если такого не происходит - можно попробовать поиграться с выкосом шаговика по оси Z, для этого печатаются проставки под мотор, чтобы обеспечить максимальную параллельность оси с профилем. Ещё советую проверить винт, которым крепится подвижная гайка, сидящая на оси - он не должен быть наглухо затянут, гайка должна иметь возможность слегка перемещаться.
N-Cube Автор
Спасибо за фото, кстати, на филаменте PLA подобные артефакты мы тоже наблюдали, когда диаметр прутика не стабилен - проверьте ваш филамент микрометром, если возможно.
Гайка еще и опилками филамента забивается, пока экструдер и мощность мотора не настроены. У вас тоже ток моторов максимально допустимым был выставлен?
Jacksonn
Вот насчёт тока, честно говоря, даже представления не имею, т.к. у старого Ender 3 Pro из коробки плата с шумными драйверами, где ручная регулировка тока (отвёрткой, потенциометром и какой-то матерью). Моторы сильно не грелись, пропусков шагов при разгонах тоже не замечал - видимо, с завода +/- нормально было, поэтому просто оставил как есть.
Если экструдер грызёт пруток - то может слишком сильный прижим шестерни (надо ослабить пружину винтом), либо слишком частые откаты. В куре можно их ограничить или включить комбинг, чтобы попробовать уменьшить. Филамент последнее время от BF использую, с ним пока меньше всего проблем.
N-Cube Автор
Так и здесь регулировка на матплате отверткой. Вот только дотащит на двигатели не найти, точнее, находятся несколько разных - китайцы двигатели с одинаковой маркировкой ухитряются делать с сильно отличающимися параметрами. В общем, чтобы двигатели оставались не более чем теплыми при работе, пришлось поколдовать. В следующих статьях опишу подробно, как настраивать и что получилось.
Да, прижимается там зверски, тоже планирую рассказать подробно. Комбинг в Cura с багами, некоторые модели невозможно напечатать, тоже повозиться пришлось, пока разобрались, как дебажить модели и как с любым (некачественным) филаментом работать.
Jacksonn
О, как! Я думал, на новых эндерах с 32-битной платой драйвера через UART подключены, можно из прошивки током рулить. Оказывается нет. Ну здесь тоже надо внимательно, т.к. холодные движки - это хорошо, конечно, но с другой стороны, при увеличении скоростей легко могут и пропуски полезть. Для NEMA 17 (если там они), до 80 градусов считается нормальной температурой рабочей.
Да, здесь соглашусь, кобминг - фича неоднозначная, с ней аккуратно надо. Я когда модель нарезаю, уже как-то интуитивно вижу, где она навредит и отрубаю. Но если позволяет, то как способ, чтобы уменьшить кол-во откатов.
N-Cube Автор
До 120 градусов степпер должны выдерживать при работе :) Но это может привести и к пожару и тоже к пропуску шагов, особенно, когда планируется устройство в закрытый чехол устанавливать. Мы настроили ток так, что температура составляет 40-50 градусов для двигателей - этого более, чем достаточно. Пропусков шагов нет, проверили.
По нашему опыту, даже самый "беспородный" PLA филамент выдерживает сотни рекракшенов на тестовых моделях. Так что бороться стоит не с ретракшенами как таковыми, а с сопутствующими проблемами. Опять же, достаточно добиться уменьшения длины ретракшена вдвое, чтобы вдвое увеличить их допустимое количество на единицу длины материала - так что 3 мм retraction distance при использовании Capricon трубки уже сильно облегчает ситуацию.
N-Cube Автор
@Jacksonn Кстати, расскажите, что вы делали с кривым уголком для крепления экструдера и гайки вертикальной оси (сверху) и механизма перемещения по профилю вертикально (сбоку), из-за которого возникает перекос вертикальной оси? Вот видео с иллюстрацией: https://m.youtube.com/watch?v=xnzNd_FIMKY У нас аналогичная ситуация и форма уголка не позволяет корректно выровнять вертикальную ось. Тут, на самом деле, еще несколько моментов есть, в частности, негодное крепление мотора вертикальной оси - вместо нормального уголка, чтобы ось мотора была параллельна вертикальному профилю, сделан тонкий брусочек, так что мотор при установке не выровнять. Увы, но для правильной сборки из кривых запчастей мало будет эксцентрики настроить :) По уму, нужно выправлять или заменять уголок с гайкой вертикальной оси, ставить нормальный уголок для крепления мотора, плюс гибкую муфту на вал мотора (перекоса уже быть не должно, зато вибрации погасит). Запчасти мы уже заказали, расскажем со временем, как получится.
Jacksonn
Я вместо штатного брусочка, напечатал нормальное крепление в виде широкого мощного уголка, например такое. На thingiverse на самом деле очень много вариантов крепления для мотора, можно поискать по фразе "Ender Z Axis Motor Mount" и выбрать подохдящее. В моём случае этого достаточно оказалось, ось начала перемещаться вверх-вниз гораздо увереннее - буквально, если поднять до половины, выключить шаговики, то она под собственным весом медленно опускается до самого стола. Больше относительно креплений по оси Z не делал ничего, уголок тоже стоит заводской.
N-Cube Автор
Спасибо за подробности. Это важный момент, потому что вот именно в штатной комплектации не все проблемы решаются, нужны некоторые дополнительные детали. Мы хотим это решать «классически», то есть металлический уголок для хорошего теплоотвода и плюс прочие доработки, поскольку цель это дать детям все по шагам попробовать и научиться, а качество печати это сопутствующий результат.