
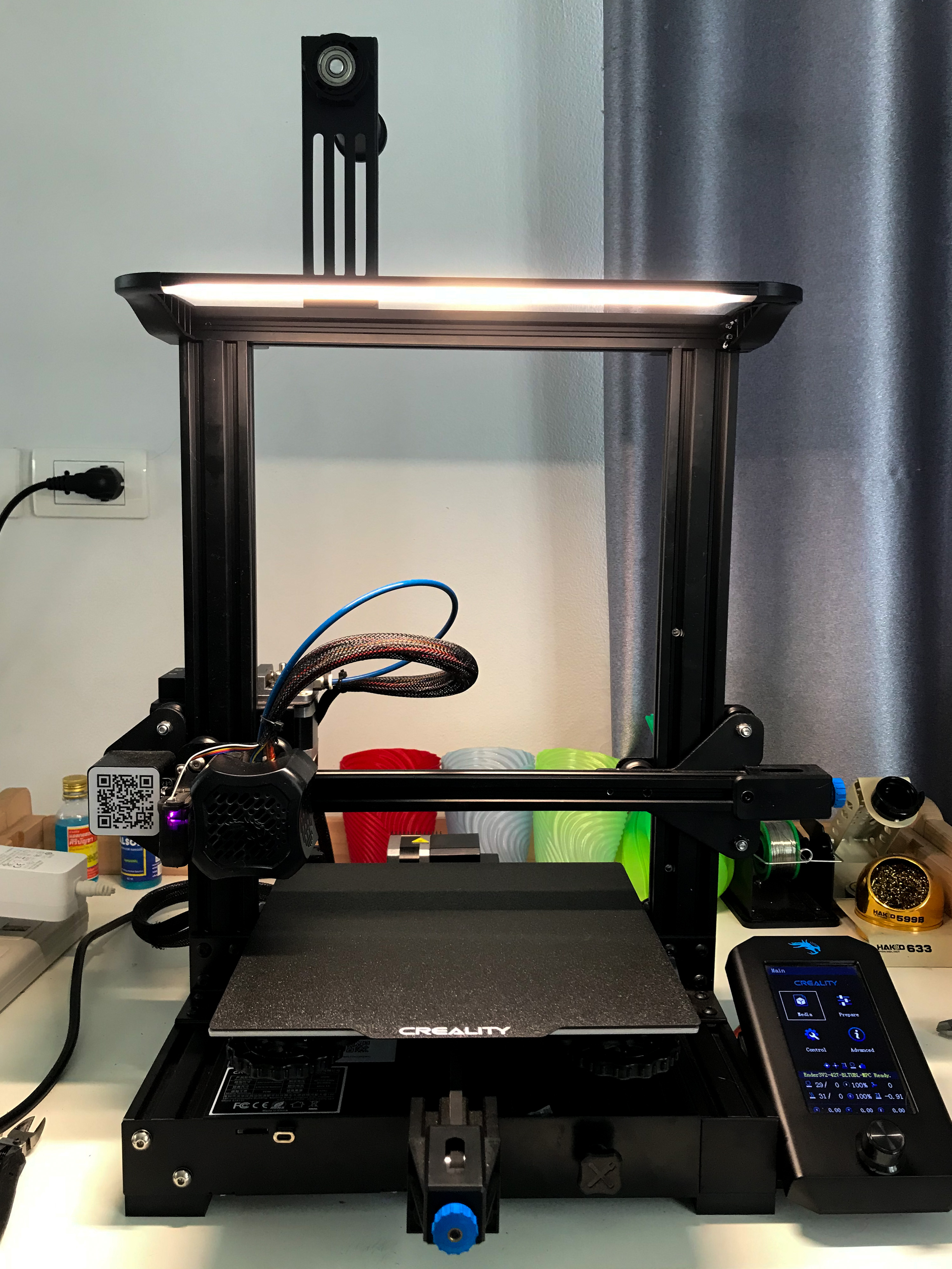
В предыдущих статьях я обещал рассказать про печать гибким филаментом на 3D принтере Creality Ender 3 v2. Идея была в том, что сначала мы настраиваем печать с самым негодным PLA филаментом и далее все работает само собой с любым приличным филаментом. В комментариях читатели мне много писали, что на боуден экструдере это невозможно; еще было много утверждений, что производитель очень лукавит и скорость печати 180 мм/с на принтере недостижима. По результатам наших тестов рад сообщить, что "страшилки" надуманы", принтер прекрасно печатает на заявленной скорости и с высокими ускорениями PLA+ (обычный PLA не выдерживает такой скорости), а также, легко может печатать PETG и TPU.

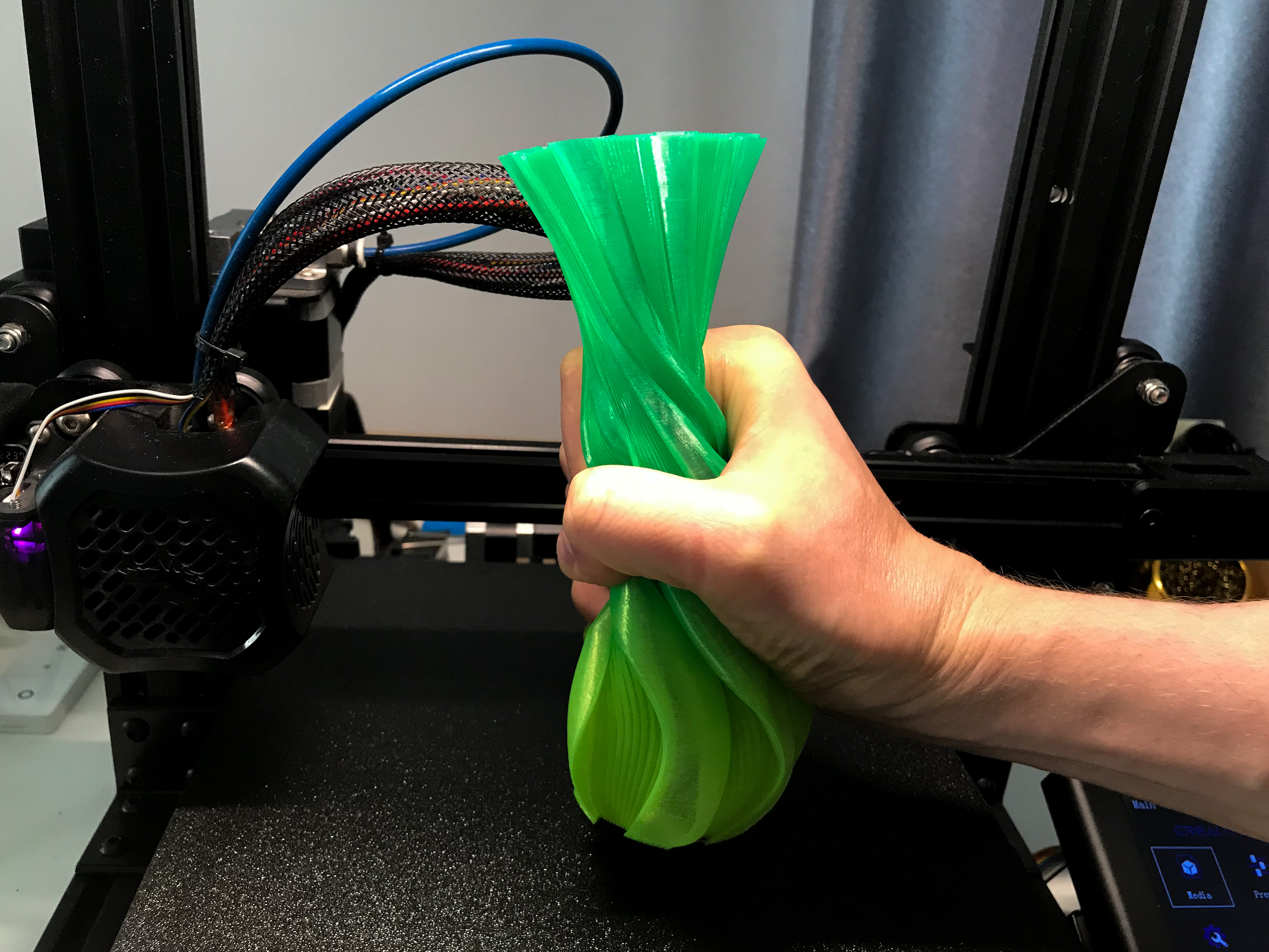
Вазы напечатаны eSUN TPU из g-code файла для PLA+ на скорости 90 мм/с, изменены только температура печати (220-230°C) и температура рабочего стола (70°C). Слои хорошо соединены, результат печати прочный и можно его сжимать и скручивать, после чего форма восстанавливается.
Механика
Хотя штатная комплектация и позволяет быстро печатать, рама со временем разбалтывается (особенно, если принтер регулярно переставлять в дом и на улицу), что решается добавлением простейших копеечных уголков. Уголки нужны не гнутые, а литые или выточенные из цельного куска металла. После их добавления, принтер за раму можно переносить без необходимости ее дальнейшей подтяжки. Один из уголков крепления вертикального фрейма хорошо виден на фото ниже.
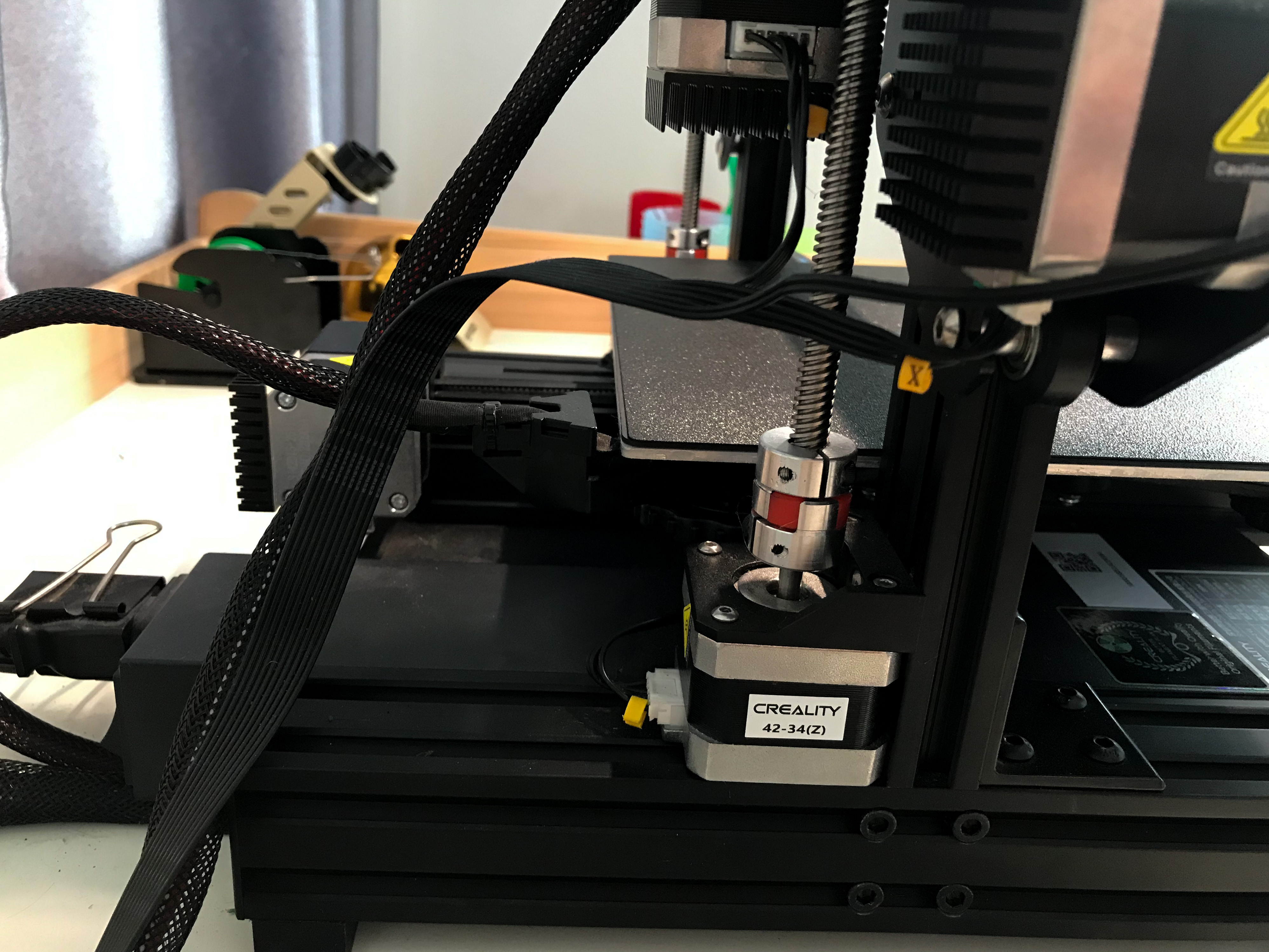
Наш экземпляр принтера отличается гнутыми Z-осями — штатно ось только одна, но мы добавили вторую ось во избежание провисания каретки и необходимости ее подстройки (опять же, наиболее актуально при перемещении принтера с места на место). После добавления второй оси наш принтер обзавелся уже двумя гнутыми осями — изгиб составляет примерно 2-3 мм оси посередине (на самом деле, выгнуты более хитро и как-то по спирали, но замерять все это смысла не было). Можно сменить оси на более приличные, но интереснее все же разобраться с имеющимися. Для решения задачи были заменены штатные муфты на более качественные и с демпфером, как показано на фото.
Штатное крепление двигателя вертикально оси тоже вызывает вопросы, а совместно с гнутыми осями это приводит к заклиниванию. Замена муфт уже решает проблему заклинивания, но мы заодно заменили и крепления моторов, установив литые уголки. Как бонус, теперь при перетаскивании принтера и двигатели с осями не смещаются.
Возможно, ваш экземпляр принтера не настолько кривой, как наш, и все же установка и замена уголков и муфт очень желательна и обходится вполне бюджетно. В нашем случае, у принтера ни раму ни моторы больше не нужно подтягивать вообще никогда, что очень добавляет удобства использования. Более того, сейчас принтер установлен на верстаке (две довольно узкие пластины) без крепления и печатает на скорости 100-200 мм/с и ускорениям 5000 мм/с без попыток сдвинуться. Все рассказанное ниже применимо и к штатной комплектации (без установки второй оси первую можно настроить, чтобы не заедала), но приходится частенько подтягивать отвинчивающиеся болты, чем заниматься постоянно нам совсем не хочется.
Рабочий стол
Штатное стекло тяжелое и с ним на высокой скорости печатать не удастся без сильной вибрации всего принтера и падения качества печати (или самой печатаемой модели). Впрочем, меняли мы его по совсем другой причине — плоские модели прилипают так, что я несколько раз в кровь разодрали пальцы, отдирая их от стекла. И это при том, что стекло я замораживал в морозилке. иначе результаты печати вообще не снять. Мы попробовали два варианта магнитного покрытия — желтое (штатное для старших моделей этой линейки принтеров) и черное (новинка). Желтое сделано так себе, поверхность покрыта острыми зубьями, так что вытирать его невозможно, а основание модели оказывается с весьма специфическим рисунком. Черное оказалось намного лучше, поверхность гладкая и мелко волнистая, легко вытирается (протираю бумажной салфеткой со спиртом, чтобы убрать жир от пальцев… отпечатки зачастую остаются от детей) и основание модели аккуратное. Кстати, пластина двусторонняя, так что вроде как соответствует двум односторонним по долговечности.
PLA+, PETG и TPU
Филамент PLA и PLA+ мы уже обсуждали в предыдущих статьях, добавлю лишь, что eSUN silk PLA у нас быстро разбух и теперь даже после сушки и в 3D ручку не годится — явственно раздувается и лопается при нагревании. Притом, после печати выглядит он так себе и никакого сходства с рекламными фотографиями от eSUN не заметно, PLA+ от них же куда как приятнее на вид и на ощупь. PLA для больших скоростей печати не годится, максимум 120 мм/с (впрочем, это наш основной режим работы). Пластик PETG интересен прочностью и внешним видом, особенно, полупрозрачный подходит для многих моделей. TPU тоже существует и полупрозрачный и разноцветный, вдобавок, он еще и гибкий. При этом, катушка eSUN TPU стоит примерно вдвое дороже eSUN PETG (около 30$). Прочность TPU 95A от eSUN удивила — раскладывающийся кубик, скрепленный осью пару миллиметров диаметром, мы всей семьей не смогли разорвать. Выбор филамента обусловлен его доступностью в Таиланде, так что другие марки мы не пробовали (пошлины и стоимость доставки, например, с Амазона, удваивают исходную цену). Это далеко не лучший филамент и в нескольких катушках мы натыкались на разрывы и петли намотки, а еще он весьма гигроскопичен — по крайней мере у нас, во влажный сезон, без сушки пользоваться им практически невозможно. В то же время, продукция eSUN довольно бюджетна и для печати игрушек и самоделок для детей вполне подходит. Что интересно, PLA+/PETG/TPU от eSUN можно печатать на скорости 120 мм/с, хотя для всех них производитель рекомендует вдвое-вчетверо меньшие скорости.
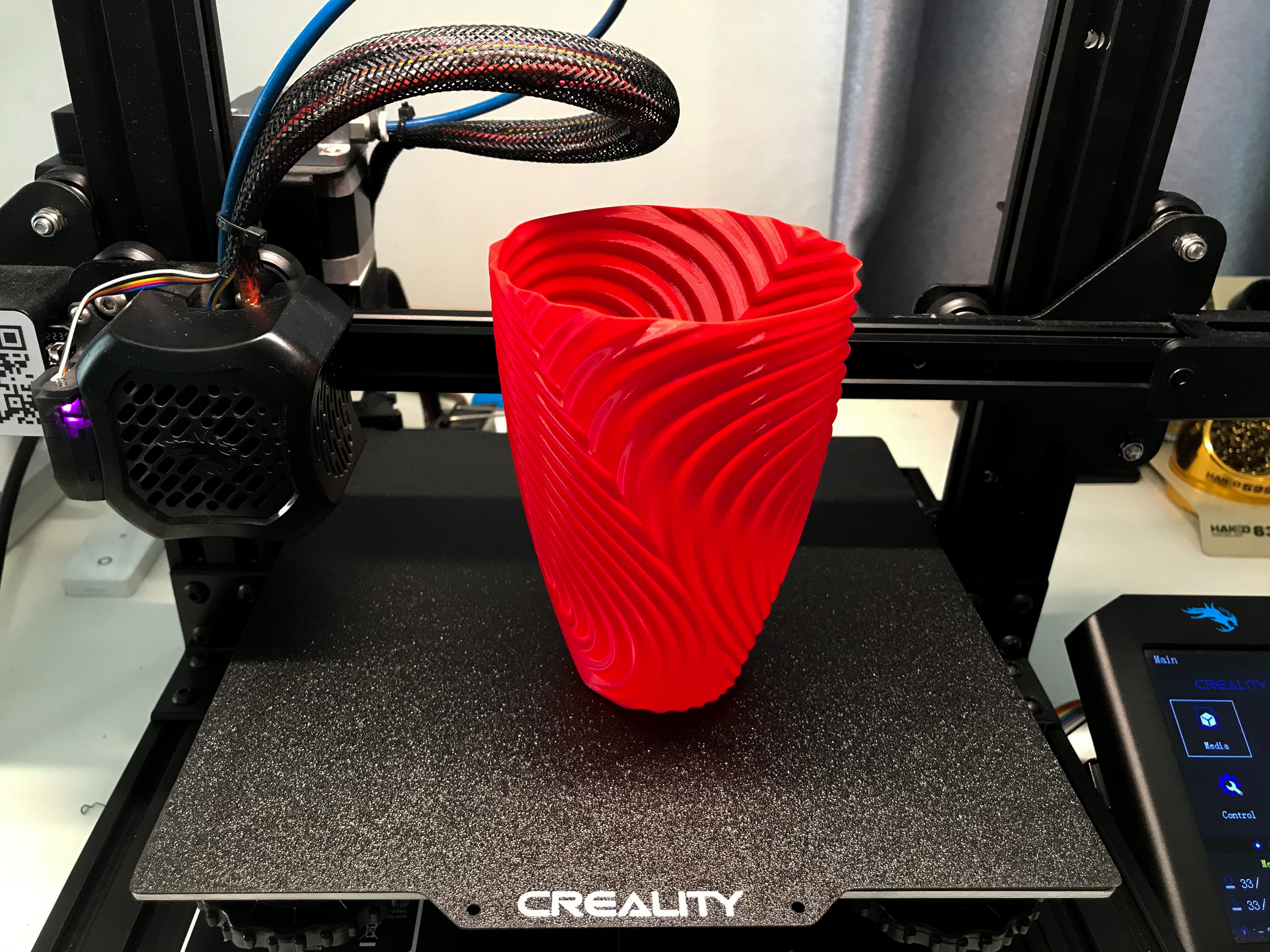
При быстрой печати PLA/PLA+ главная проблема это деформация самого пластика, из-за того, что в данной конструкции принтера рабочий стол с моделью быстро движется. При скорости 150-180 мм/с просушенный пару дней eSUN PLA+ может выдержать, а может и сместиться, в зависимости от модели, а просто вынутый из пакета с силакагелем смещается всегда. Наш дешевый "тестовый" пластик и 120 мм/с скорость не выдерживает на некоторых моделях, притом на высокой скорости мелкие модели вовсе отрываются от рабочего стола. Для PLA+ оптимальная скорость холостого хода для нашей конфигурации составляет 120 мм/с, при ее увеличении часть моделей деформируются и отрываются. Скорость печати разумно выставлять такую же — уменьшение скорости на качество заметно не влияет, а увеличение может приводить к проблемам. Так что, хотя ваза на картинке и напечатана на скорости 180 мм/с, это вовсе не основной наш режим работы. Тем не менее, указанная производителем скорость печати вполне достижима, в чем мы и убедились на опыте.
Напечатанные из PETG модели дети уже успели подарить друзьям, а печатающую головку мы уже поменяли и воспроизвести предыдущую конфигурацию не сможем. Впрочем, от PLA+ на фото выше визуально отличается только цветом филамента, а печатали аналогично TPU, как показано далее (тоже из g-code для PLA 90 мм/с). Если делать отдельный g-code, то скорость холостого хода можно выставить и в 240 мм/с и PETG это не повредит.
Далее приведу фото моделей, напечатанных из TPU, используя g-code для PLA+ для скорости печати 90 мм/с с увеличенными во время печати из меню принтера температурами печати (220-230°C, разницы между температурами в этом диапазоне не заметили) и рабочего стола (70°C):


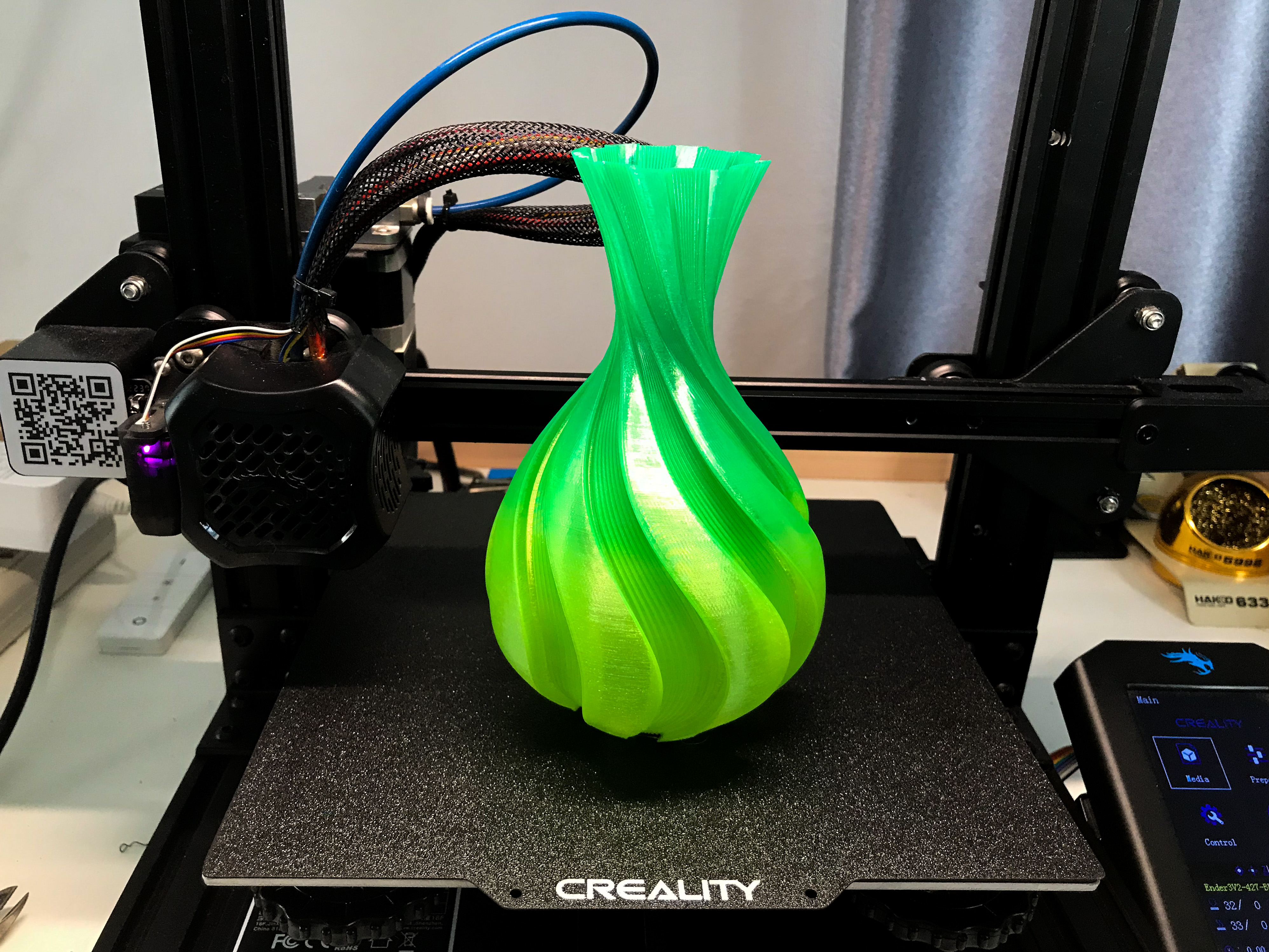
На последней вазе мы нашли какие-то странные вплавления, явно другого состава, вероятно, мусор прилип к прутку филамента. Видимо, стоит добавить щеточку для чистки протягиваемого филамента.
PETG мы печатаем и на скорости 120 мм/с без какого-либо заметного влияния на результат печати, но для TPU лучше использовать скорости поменьше, так что для тестов выше выбрана скорость 90 мм/с как половина от скорости для PLA+.
Заключение
Исследование для нас оказалось весьма занимательным и мы не разочарованы — принтер на самом деле выполняет все заявленное производителем и даже более того. Боуден экструдер работает отлично с гибким филаментом, не требуя дополнительных настроек (в том случае, если он уже хорошо настроен для PLA/PLA+).
Изучив возможности штатной конфигурации, мы перешли к исследованию директ драйв экструдера Creality Sprite Pro с более мощными нагревателем (до 300°C) и вентиляторами. На данный момент, нам удалось добиться качественной печати при ретракшене 0.2 мм для PLA/PLA+ и 0.4 мм для PETG/TPU и включенном Linear Advance (в обоих случаях, ретракшен не превышает диаметра сопла), что что позволило заметно улучшить качество печати. Что интересно, скорость печати снова не влияет на качество — но обо всем этом в следующий раз (если на хабре не отключат markdown-редактор статей).
P.S. Последнее время я не писал на хабре, поскольку был занят подготовкой к публикации своей книги по спутниковой интерферометрии "PyGMTSAR: Sentinel-1 Python InSAR: An Introduction", которая уже доступна в онлайн магазинах Amazon, Apple, Kobo и других. Книга знакомит с моим пакетом спутниковой интерферометрии PyGMTSAR, предназначенном и для обучения и для выполнения промышленных проектов.
Также смотрите
Комментарии (61)

alpatovdanila
19.07.2023 07:24PLA для больших скоростей печати не годится, максимум, 120 мм/с
Например, бамбулаб рекомендует не превышать 300ммс, 120 выглядит как достаточно маленькая цифра по нашим временам тех же бамбулабов и прочих k1

N-Cube Автор
19.07.2023 07:24Так ведь они и печатать предлагают вовсе не филаментом за 10 $/кг, в этом и подвох. Какой смысл печатать начерно тестовые модели на скорости 300 мм/с филаментом за 50 $/кг (а то и за полкило), когда можно их печатать качественно на скорости 120-180 мм/с филаментом за 10-15 $/кг.

MetaDone
19.07.2023 07:24+5Разрешите докопаться:
указываете только скорость без указания максимальных ускорений в прошивке. если не меняли значит до заявленных скоростей ни разу не разгонялись
показанные модели - вазы. нужны примеры печати на tpu чего-то с откатами, иначе опять же непоказательно
указано ли в слайсере минимальное время на слой? если да то опять же реальная скорость движения существенно ниже установленного ограничения
насколько мягкий tpu? если взять например solidfilament то он достаточно твердый и печатал им на дельте без особых проблем. попробуйте деталь с откатами из tpu от fdplast
мы перешли к исследованию директ драйв экструдера Creality Sprite Pro
Что интересно, скорость печати снова не влияет на качество — но обо всем этом в следующий раз
это опять же из-за того что вы не достигаете такой реальной скорости, а переход на директ это да, круто
сравните одну деталь с откатами из мягкого tpu на боудене и на директе, разницу увидите. достаточно будет сравнить и из другого пластика но с множеством откатов
N-Cube Автор
19.07.2023 07:24Ускорение указано в статье - 5000 мм/с. Можно и выше, пробовали 7500, но принтер у нас стоит в отдельной комнате на двух дощечках верстака никак не закрепленный, так что 5000 спокойнее. Плюс в том, что большие скорости и ускорения не дают образовываться стрингам.
С ретракшенами проблем нет, пока филамент не намок - после начинаются стринги и блобы. У нас влажность в сезон дождей под 100%, да еще год адски жаркий, так что в комнате с принтером порой натуральная сауна (это игровая, если дети там, то кондиционер работает и подсушивает сколько успеет). После замены на директ драйв принтер живет в чехле, так что филамент там сам собой во время печати сушится или можно оставить подогрев стола на ночь и досушить - потому решение проблемы с влажностью филамента потребовало замены экструдера :)
Время на слой пробовал менять, в режиме спиральной печати разницы не заметил - думаю, это все для слайсера один слой.
TPU мягкий, хотя упругий, на желе похож. Впрочем, наш тестовый PLA в пальцах раздавить можно, мягче уже некуда :)
Все же самая большая разница в сухости филамента, плюс в качестве вентиляторов и хотэнда - на штатном филамент при быстрой печати греться не успевает (но при температуре в комнате 40 градусов это не проблема) и не успевает остывать после печати, вдобавок, вздувается и лопается при испарении влаги изнутри.MetaDone
19.07.2023 07:24Ускорение указано в статье - 5000 мм/с
а в прошивке максимальное какое? если не меняли то ограничивается значениями из прошивки, т.е. примерно 600мм/с, значит заявленные скорости не достигались
N-Cube Автор
19.07.2023 07:24Ускорение на принтере установлено, в слайсере ограничение отключено. По вашей же ссылке:
#define DEFAULT_MAX_ACCELERATION { 500, 500, 100, 1000 }
//#define LIMITED_MAX_ACCEL_EDITING // Limit edit via M201 or LCD to DEFAULT_MAX_ACCELERATION * 2
#if ENABLED(LIMITED_MAX_ACCEL_EDITING)
#define MAX_ACCEL_EDIT_VALUES { 6000, 6000, 200, 20000 } // ...or, set your own edit limits
#endifТак что запросто можно увеличить в меню на принтере до 6000. У меня в форке марлина лимиты еще выше:
grep MAX_ACCEL_EDIT_VALUES *h
Configuration.h: #define MAX_ACCEL_EDIT_VALUES { 9999, 9999, 999, 9999 } // ...or, set your own edit limits // MRiscoC allows higher limitsMetaDone
19.07.2023 07:24//#define LIMITED_MAX_ACCEL_EDITING
#if ENABLED(LIMITED_MAX_ACCEL_EDITING)
так у вас же выключено LIMITED_MAX_ACCEL_EDITING
N-Cube Автор
19.07.2023 07:24Не отключено, а не переопределено (зачем? мне хватает), вот в меню принтера:

MetaDone
19.07.2023 07:24ок. а в gcode распечатанных моделей есть M201? или только M204?
N-Cube Автор
19.07.2023 07:24grep M201 CE3E3V2_crystal_cropped.gcode |wc -l
0
grep M204 CE3E3V2_crystal_cropped.gcode |wc -l
0MetaDone
19.07.2023 07:24не, именно в готовом gcode
есть подозрения что MAX_ACCEL_EDIT_VALUES не работает, по крайней мере подобное уже существовало, хоть и на других прошивках
https://giters.com/Jyers/Marlin/issues/2030
так что вероятно у вас так и используется DEFAULT_MAX_ACCELERATION
перекомпилируйте с переопределением DEFAULT_MAX_ACCELERATION и тогда будет нормN-Cube Автор
19.07.2023 07:24Что вы подразумеваете под "не, именно в готовом gcode"? Выше и приведен результат грепа по g-code из Cura. По ссылке проблема в конкретном форке марлин, который зачем-то переопределяет значения констант и заданные при редактировании своими.
MetaDone
19.07.2023 07:24Что вы подразумеваете под "не, именно в готовом gcode"
все норм, это я тупанул
если нет ни M201 ни M204 значит ускорения при печати не переназначались
N-Cube Автор
19.07.2023 07:24А откуда вообще такое мнение, что для эндера 3 это много? Ender 3 v2, Pro S1 и прочие из линейки на ускорении 7500 без проблем печатают, по отзывам, при почти одинаковой механике. Ну, положим, для этого принтер нужно на устойчивое основание поставить, пусть будет 5000. Как иначе печатать PETG без стрингов? При нормальных ускорениях это решается механически.
MetaDone
19.07.2023 07:24А откуда вообще такое мнение, что для эндера 3 это много?
тяжелый стол даже без стекла, инерция на таком ускорении будет порядочная и болтаться будет как всем известная субстанция в проруби даже с уголками если не использовать input shaper, и то не факт что станет сильно лучше
Ender 3 v2, Pro S1 и прочие из линейки на ускорении 7500 без проблем печатают, по отзывам, при почти одинаковой механике
потому что в стоке максимально 500, потому все цифры в слайсере не работают, фактическая скорость остается достаточно медленной если не перепрошить и не назначить именно DEFAULT_MAX_ACCELERATION. У вас переопределено MAX_ACCEL_EDIT_VALUES, но в gcode не задано ускорение, так что вероятно так и печатали с DEFAULT_MAX_ACCELERATION. косвенно на это указывает отсутствие разницы между боуденом и директом. ну и опять же у людей по ссылке что писал выше, хоть и на другом варианте прошивки, MAX_ACCEL_EDIT_VALUES не работал. Подозреваю что и в текущем вашем варианте значения на дисплее без явного обозначения значений ускорений (M201 и M204) ничего не делают и ни за что не отвечают
попробуйте в gcode добавить вручную в начало команды
M204 P5000 T5000M201 X5000 Y5000и запустите печать заново
Как иначе печатать PETG без стрингов?
норм собрать хотенд, закрутить сопло, использовать норм сопло, например от треугольников, просушить филамент и откалибровать ретракты, возможно сменить термобарьер на титановый или биметаллический
N-Cube Автор
19.07.2023 07:24Можете показать свои результаты - PETG без стрингов при ретракшене 0.4 мм?
MetaDone
19.07.2023 07:24да, но позже немного, в ближайшее время будет партия как раз деталей из petg
N-Cube Автор
19.07.2023 07:24Вот такие значения добавил в стартовый g-code, после окончания печати сфотографировал меню настроек ускорения:
M201 X5001 Y5001
M204 P4999 T4999
Скорость печати 120 мм/с, скорость холостого хода 240 мм/с - как и следовало ожидать, пластик по оси Y сдвинулся:

Итого, принтер отлично печатает, стрингов нет, поверхность гладкая, но eSun PETG не выдерживает такого режима печати (филамент для скорости печати 40 мм/c предназначен, так что к eSun тоже претензий нет). Как видим, все заявленные для принтера характеристики в наличии - скорость печати 180 мм/с работает, скорость холостого хода 240 мм/с работает, что вы еще-то от него хотите?:)
MetaDone
19.07.2023 07:24деталь мелкая и на ней уже сдвинулись слои и рябь видна
попробуйте хотя бы в пол объема стола напечатать с теми же ускорениями
или деталь повыше и минимальное время слоя поставьте поменьше чтоб на нем не тормозил
вообще то что стол сдвинулся служит косвенным аргументом к одному из тезисов что я высказывал в ранних ваших публикациях - на дрыгостоле вы уткнетесь в ограничение скорости стола и боуден там не имеет смысла, директ ускорит печать за счет сокращения времени на ретракты
N-Cube Автор
19.07.2023 07:24Вы это точно к проблемам принтера относите? Я для тестирования скорости принтера беру филамент на скорость печати 40 мм/с и скорость холостого хода 60 и печатаю им на скорости 120 мм/с при холостом ходе 240 мм/с. Аналогично с PLA+, вместо рекомендуемой скорости 60-80 мм/с печатаю при 120-180 мм/с. Достаточно снизить скорость холостого хода до 180 мм/с для PETG и скорость печати и холостого хода до 120 мм/с для PLA+ и артефакты пропадают. Или же выбрать модели, на которых проблема не возникает и при скорости печати 180 мм/с. В любом случае, можно печатать быстро - если это нужно. Насколько я помню ваши комментарии, вы предлагали боуден переделать в тяжеленный директ, с которым возможные штатно 180 мм/с нереальны в принципе. Не знаю, как вам, а мне кажется данная конфигурация принтера очень разумной - тем более, что все заявленные характеристики реально достигаются и даже с бюджетным филаментом. Поскольку принтер у нас в целях учебных, а вовсе не производственных, то всем ожиданиям он соответствует.
MetaDone
19.07.2023 07:24Аналогично с PLA+, вместо рекомендуемой скорости 60-80 мм/с печатаю при 120-180 мм/с
как понимаю, это было до модификации стартового gcode
запустили так где уже ускорения повыше - получили сдвиг слоев из-за массы столаВ любом случае, можно печатать быстро - если это нужно
можно, но ускорения все же придется подкорректировать, 5000мм/с^2 не вывозит
Насколько я помню ваши комментарии, вы предлагали боуден переделать в тяжеленный директ, с которым возможные штатно 180 мм/с нереальны в принципе
так в вашем же примере на 120мм/с сдвиг слоев даже на мелкой детали
и если "тяжеленный" директ все еще вывозит - а смысл в боудене тогда? замедляетесь до скорости где стол не съезжает и все, у директа все еще запас по скорости останетсяНе знаю, как вам, а мне кажется данная конфигурация принтера очень разумной
если вас устраивают результаты - ок, значит принтер покрывает ваши задачи и в таком случае можно пользоваться как есть. меня на боудене не устраивали, после переезда на директы куча проблем которые меня раздражали разрешились
N-Cube Автор
19.07.2023 07:24Модификация g-code как раз не влияет, в статье описан этот эффект - именно пластик сминается, не успевая затвердеть, меняя пластик, получаем эффект на разных скоростях. В примере выше сдвиг вызван скоростью холостого хода 240 мм/с при ускорении 5000 мм/с - насколько помню, ровно такая скорость холостого хода обещана производителем принтера и она легко достижима. Если задача не в тестировании скорости холостого хода, достаточно снизить ее до 180 мм/с и пластик выдерживает эти 5000 мм/с (в зависимости от модели, в статье это описано). Или же взять не самый дешевый пластик - заметьте, я для тестирования беру вовсе не высококлассный филамент, как часто делают. Вы же каждый раз из теста конкретного параметра принтера делаете вывод, что «все пропало» :)

Iv38
19.07.2023 07:24+1Блин, это не "смещение пластика", это пропуски шагов из-за того, что двигатель не вывез такое ускорение на столе.
N-Cube Автор
19.07.2023 07:24Вы утверждаете, что при смене пластика, двигатель соглашается поработать побольше и поэтому смещение исчезает?:) Очевидно же, если смещение зависит от пластика, то дело не в двигателе. Я уж не говорю про щелчки пропуска шагов, которые будут слышны в случае проблемы с двигателем, погуглите хоть немного, прежде чем очередные городские легенды пересказывать.
Iv38
19.07.2023 07:24Я не знаю почему у вас при смене пластика такое происходит, может это случайность или G-код разный. Но если бы у вас смещался только пластик, это выглядело бы не так. Принтер продолжал бы печатать правильно, но были бы какие-то смещения на слоях, при сохранении общей геометрии. Что-то типа эхо, наверное. У вас же геометрия постепенно смещается сильнее и сильнее, что говорит о том, что у принтера сбиваются координаты. И происходит это из-за пропуска шагов.
N-Cube Автор
19.07.2023 07:24Пропуск шагов отлично слышен щелчками, я статью на хабре публиковал, как управлять шаговым двигателем без драйвера, там все это разбиралось. И на модели ясно видно, что смещения не по всей высоте - вы утверждаете, что пропуск шагов при увеличении нагрузки пропадает? Абсурд. Постоянное смещение координаты может вызываться разными причинами - например, проскальзыванием и растяжением ремней. Подтягивая ремни, это можно компенсировать, но есть риск, что ремень порвется или сточится, если перетянуть. Запасной комплект ремней я заказал для наших тестов, но к моменту написания статьи они еще не приехали и рисковать остаться без ремней нам не хотелось, потому ремни не подтягивали. Но нет, если вы нашли в интернете, что у степперов бывает пропуск шагов, то будете всем именно это рассказывать, игнорируя факты - не надо так.
Iv38
19.07.2023 07:24+1Ок, это может быть не пропуск шагов, а проскакивание ремней. Я с этим согласен. Вообще, когда пилят скоростные эндеры, на них часто ставят более широкие ремни на стол.

Andy_Big
19.07.2023 07:24В ремнях тут никак не может быть проблемы. Чтобы зубчатый ремень проскочил надо или чтобы он был полным дерьмом, растягивающимся как резинка от трусов, или он должен быть настолько не натянутым, что аж провисать под собственным весом. Растяжение ремня тоже не дает такого сдвига.
N-Cube Автор
19.07.2023 07:24Наш уже несколько сточился от экспериментов - начинали мы тесты еще с тяжеленным стеклянным столом. Поскольку ремни изначально выглядели не очень, на мой взгляд, лишнего тянулись и пылили, если пальцами потереть, то и не жалко. Впрочем, вот уже полгода ремни живы, и до 180 мм/с вполне работают, так что мы вполне довольны и пока их не меняем (запасные под рукой, если что). В общем, механическую часть надо смотреть в первую очередь, а уж потом все остальное (степперы делает не производитель принтера, так что они поприличнее тех же ремней).
N-Cube Автор
19.07.2023 07:24Разумно, но нам большие скорости не нужны постоянно, интересно было просто потестировать.

Nihiroz
19.07.2023 07:24+15000 на дрыгостоле без input shaping'а приводило бы к очень заметному эху
N-Cube Автор
19.07.2023 07:24Если у вас принтер разболтан - несомненно. Потому я и начал с установки уголков, как описано выше. Эхо есть, но на качество печати не влияет - поверхности на ощупь и визуально гладкие, но при определенном угле падающего света можно уловить наличие микроволнистости.





maxlilt
19.07.2023 07:24+3Вазы вообще не показатель отсутствия проблем. Там нет выхода за внутренний периметр, нет ускорений, нет острых углов. Углы как на них оценить?
N-Cube Автор
19.07.2023 07:24+1Как это напечатанные вазы не доказывают, что гибкий филамент вовсе не застревает в экструдере, трубке и сопле, как утверждали комментаторы к предыдущим статьям?.. Что же тогда доказывает?
Что касается углов, то кубики, кораблики и прочие модели с углами я уже выкладывал в предыдущих статьях, а сегодня речь именно про возможные скорости печати и разные типы филамента, как об этом сразу и написано до хабраката.
Andy_Big
19.07.2023 07:24+1Хороший результат при 180 мм/сек и ускорениях 5000 мм/сек*сек на дрыгостоле? Ни за что не поверю пока не увижу сам процесс печати стандартного тестового кубика XYZ, отмасштабированного до размера 5х5х5 см. С такими параметрами даже принтеры на кубической раме и с неподвижным по XY столом не дают нормального результата без хорошо настроенного input shaping.
N-Cube Автор
19.07.2023 07:24Стандартный кубик как раз печатается. А вы монстра предлагаете сделать :)
Andy_Big
19.07.2023 07:24+1Да прям уж монстра :) А на стандартном не будет понятна реальная скорость.
N-Cube Автор
19.07.2023 07:24Вы очень лукавите. Вы снижаете скорость методом input shaping (так что максимальная скорость из слайсера может вообще никогда не достигаться), а оцениваете скорость печати по заданной в слайсере. Так не годится, или я тоже могу выставить скорость печати, да хоть равной скорости света, и небольшое ускорение - и получить ровно те же реальные скорости, которые у вас после input shaper.
Наша задача оценить правдивость производителя принтера вполне выполнена, печатать с обещанными скоростями можно, а про то, что так можно печатать любую модель - никто и не обещал. Попробуйте 4 иглы высотой во всю рабочую область напечатать на подвижном столе, хоть бы и с инпут шейпером - все равно придете к той же максимальной скорости, обусловленной пределом прочности пластика (эти иглы еще и гнутся, так что после подвода головки нужно ждать, пока стабилизируются, вот и задержка на слой понадобится).MetaDone
19.07.2023 07:24Так не годится, или я тоже могу выставить скорость печати, да хоть равной скорости света, и небольшое ускорение
когда поставили ускорения 5000мм/с^2 то получили сдвиг слоев
я про то и писал что вы ставите в слайсере 180мм/с но не достигаете этой скорости т.к. печатаете по факту на стоковых ускорениях в 500мм/с^2Вы снижаете скорость методом input shaping
input shaping давит вибрации чтоб не снижать скорость
а вот LIN_ADVANCE может их снижать, о чем написано в документацииWhile you will most likely not run into this on direct drive printers with filaments like PLA, it will happen most likely on bowden printers as they need higher K values and therefore faster speed adaptions
Наша задача оценить правдивость производителя принтера вполне выполнена, печатать с обещанными скоростями можно
не выполнена т.к. судя по всему вы провели только один тест где можно сказать что ускорения повыше, и этот тест был провален из-за сдвига слоев. для достоверности перекомпилируйте прошивку с явно заданными максимальными ускорениями в DEFAULT_MAX_ACCELERATION и с явно заданными ограничениями скорости
и чтоб в gcode явно были указаны ускорения без медленных участков, так же без linear advance или включите его только на директе чтоб не замедлялся
печатать быстро можно, но не тем способом что вы делаетедругой вопрос а зачем оно надо, лучше сопло побольше да слои пожирнее, будет быстрее и механика меньше напрягаться будет
N-Cube Автор
19.07.2023 07:24Опять передергиваете - сдвиг слоев вызван скоростью холостого хода 240 мм/с. При скорости печати 180 мм/с можно печатать без сдвига при ускорении 5000 мм/с. Не нужно искажать мои слова, тем более, что я много раз вам повторил, как все сделано. По вашему мнению, все вокруг априори идиоты и даже с рекомендованными вами же командами в g-code не способны добиться высокой скорости и ускорений печати?
Как, по вашему мнению, input shaping «давит вибрации»? Увеличивая или уменьшая ускорения? Если вы серьезно считаете, что это волшебство, то рекомендую заглянуть в код и убедиться, что input shaping для определенных траекторий ограничивает скорости (ускорения), так что реальная скорость печати уменьшается.MetaDone
19.07.2023 07:24+2Опять передергиваете
нет, просто что имеем по факту - вы поставили высокие ускорения и получили сдвиг слоев. на мелкой детали до указанных ограничений принтер так и не разгонялся
По вашему мнению, все вокруг априори идиоты и даже с рекомендованными вами же командами в g-code не способны добиться высокой скорости и ускорений печати?
опять же нет, все что по факту видно - установка высоких ускорений - сдвиг слоев. ранее у вас не было указано явно ускорение в gcode, так же директ двигается так же как и боуден, что говорит о том что предыдущие тесты - некорректны
input shaping для определенных траекторий ограничивает скорости (ускорения), так что реальная скорость печати уменьшается
уменьшается настолько что этим можно пренебречь
в общем пока не переделаете тесты с корректной методикой как обозначено в комментарии выше текущие тесты считать достоверными нельзя
N-Cube Автор
19.07.2023 07:24Понятно, если кто напечатает лодочку за 15 минут, а вы за час, то вы все равно печатаете быстрее, потому что лучше знаете, ну ок :)
MetaDone
19.07.2023 07:24+2вы делаете крайне странные выводы на непонятном основании
и что не так с моими доводами?
уточнил про ускорения - они не были заданы - добавили gcode чтоб их задать - получили сдвиг слоев
не понимаю что вам не нравится, в этой цепочке все на основе фактов которые вы сами и демонстрируете
все что мне хочется - получить от вас достоверные данные, раз вы свои эксперименты выкладываете в публичный доступ
как сделать их достоверными я уже писал, на текущий момент доверять результатам нельзяN-Cube Автор
19.07.2023 07:24Вы опять намеренно передергиваете. Сдвиг обусловлен специально заданной для этого теста скоростью холостого хода 240 мм/с, но вы упорно утверждаете, что «все пропало». Или вы не читаете мои сообщения, или не можете принять, что принтер способен печатать на такой скорости и вовсе не разваливаться, несмотря на все ваши предыдущие утверждения. При скорости печати 180 мм/с можно печатать без сдвига, а про сдвиг и в статье есть. Ну и к чему все ваши очевидно ложные заявления?
MetaDone
19.07.2023 07:24не «все пропало», а вы неправильным путем идете, а именно не задаете высокие ускорения
Сдвиг обусловлен специально заданной для этого теста скоростью холостого хода 240 мм/с
ну так вы ускорения задали, со стоковыми ускорениями в ранних тестах принтер такое не достигал, хоть скорость света ставьте он не успел бы разогнаться. поставили ускорения - принтер попытался - не получилось. вам уже в другом комментарии предложили напечатать кубик 5*5*5см, напечатайте его с заданными высокими ускорениями и посмотрите что выйдет
или просто пустотелый кубик 10*10*10, материала меньше уйдет
это просто проверить, напечатается быстро и мало материала уйдет, но вы почему-то уперлись. без перепроверки не вижу смысла обсуждать т.к. методика некорректная, а тест с высокими ускорениями был только одинИли вы не читаете мои сообщения, или не можете принять, что принтер способен печатать на такой скорости и вовсе не разваливаться, несмотря на все ваши предыдущие утверждения
https://habr.com/ru/companies/adminvps/articles/712906/comments/#comment_25184296
вот тут в ответе я уже описывал, на текущий момент все говорит о том что у вас не заданы ускорения
Andy_Big
19.07.2023 07:24Я что-то не понял Ваших претензий ко мне :) Я прошу Вас показать кусочек видео с печатью достаточно большого тестового кубика чтобы оценить визуально реальность заявленных Вами параметров, а Вы обвиняете меня в том, что я лукавлю и не достигаю заданной скорости.
Попробуйте 4 иглы высотой во всю рабочую область напечатать на подвижном столе, хоть бы и с инпут шейпером - все равно придете к той же максимальной скорости
Поэтому я и попросил видео печати кубика, а не игл.
N-Cube Автор
19.07.2023 07:24Если вы включаете инпут шейпинг, то реальную скорость печати мы не знаем, потому и сравнивать смысла нет. А наш принтер корректно печатает без шейпинга на скорости 180 мм/с, и выдерживает скорость холостого хода 240 мм/с (без крепления и не сдвигаясь с верстака), при этом несколько смещений на модели явно вызваны сторонними факторами (линейное смещение, как выше обсуждалось, потертыми ремнями, сдвиги пластика не считаем). Для тестов более чем достаточно, печатать же что-то полезное на такой скорости мы вовсе не собираемся, логичнее на Core XY систему переходить, если уж скорости захочется.
Iv38
19.07.2023 07:24А кому нужна какая-то реальная скорость? Что это вообще такое? Максимально достижимая скорость движения? Нужна же скорость печати. А ей можно меряться на эталонных моделях.
N-Cube Автор
19.07.2023 07:24Под скоростью печати вы подразумеваете скорость, заданную в слайсере? Ну ок, поставьте 999 мм/с в слайсере и 1мм/с2 ускорение на принтере и гордо ждите месяц, пока лодочка напечатается :) Ровно это и происходит при использовании шейпинга - скорость обрезается так, чтобы уменьшить ускорения для всех тех движений, которые потенциально приводят к резонансу (насколько помню, в клиппере для пары частот контролировать можно). Ограничиваете ускорение в прошивке и вот вам вообще все резонансы на всех частотах погашены. Нельзя утверждать, что вы вообще хоть сколько-то приблизитесь к заданной скорости печати и холостого хода при включенном шейпинге (это зависит от его настроек, от резонансов на вашем принтере и заданных в слайсере скоростей).
Andy_Big
19.07.2023 07:24+2Ровно это и происходит при использовании шейпинга - скорость обрезается так, чтобы уменьшить ускорения для всех тех движений, которые потенциально приводят к резонансу
Вы или сами не понимаете принципа шейпера, или намеренно вводите в заблуждение. Шейпер не режет скорость/ускорения, он добавляет колебания в противофазе резонанса, компенсируя его тем самым.
Iv38
19.07.2023 07:24Я как раз о том и говорю, что совершенно неважно какие параметры и технологии вы используете, главное как быстро вы можете напечатать модель. Если шейперы позволяют печатать быстро и качественно, то какой смысл обсуждать какая скорость перемещений или ускорения достижимы? А если не позволяют, ими бы и не пользовались. Многие переходят на клиппер ради этого.

LAutour
19.07.2023 07:24Если нужно печатать быстрее большие детали и\или не особо точно, то гораздо эффективнее будет замена сопла на больший диаметр. Именно так пришлось сделать на работе, так как оставлять принтер печатать вне рабочего дня было нельзя.
N-Cube Автор
19.07.2023 07:24Кстати, да, но почему-то об этом редко вспоминают в обсуждениях скоростной печати. Мы еще до смены диаметра сопла не добирались, можете прокомментировать - при увеличении и уменьшении диаметра требования к качеству пластика меняются ли заметно? Скажем, будет ли качественнее печать (на одной скорости и прочих равных) откровенно плохим филаментом при большем диаметре сопла? Нам это чисто в образовательных целях интересно, не для производства.
LAutour
19.07.2023 07:24+1Печатаем PETG и PLA - по возможности подешевле. На сопле 0.8 слоем 0.4 печатает нормально (видимые лесенки на загибах нам обычно не критичны).Принтер Elf с директом. Но со страдартными температурными настройками скорость перемещений печати приходится даже уменьшать - похоже хотенд неуспевает нормально прогреть пластик. Но так как скорости печати и так хватает с запасом - подбором более оптимальных настроек не занимался.
Andy_Big
19.07.2023 07:24+1скорость перемещений печати приходится даже уменьшать - похоже хотенд неуспевает нормально прогреть пластик
Само собой. У хотэндов есть ограничение по производительности. Стандартный хотэнд упирается примерно в 15 куб.мм/сек, вулкан может раза в два больше. Есть и еще более производительные хотэнды :)
N-Cube Автор
19.07.2023 07:24Чем быстрее печатаете, тем обычно выше температура нужна, хотя бы на 5-10 градусов можно попробовать прибавить. Не уверен, поможет ли, на стандартном сопле помогает, а у вас поток куда больший. Расскажите, если уже пробовали или попробуете.
AlexNixon
Вот и я тоже на своего 5 медведя колхозить никакие директы не стал, особенно начитавшись про сексуальные похождения тех, кто это делал. Нормально печатает, в т.ч и TPU, на боудене. Да, медленнее, чем вероятно печатало бы на директе, но я никуда и не спешу обычно)
N-Cube Автор
Скорость ограничена движением рабочего стола с моделью, так что замена экструдера ничем не поможет. Поскольку замена хотэнда и вентиляторов на приличные стоит как замена всей печатающей головки вместе с экструдером, то мы и поменяли целиком. У директа неожиданный плюс это удобство замены филамента при установке принтера в штатный короб от креалити - там просто нереально замерить e-step на боудене, ну и во время печати легко менять филамент, не опасаясь ненароком нарушить позиционирование, получая многоцветную модель (детям очень нравится).
SuperTEHb
Во-во. Тоже на своего медведя всякие крючочки-кронштейники под всякую сопутствующую мелочь приделал, а функциональные узлы не трогал вообще. Смотрю на "подтяжку рамы" с некоторым недоумением.
TPU какой твёрдости? Получалось 75 А по Шору. Скорость 20 на трубочке.
N-Cube Автор
TPU 95A обозначен, смахивает на желе в виде филамента, зато напечатанный можно машиной переезжать, как в ролике у производителя - похоже на правду, адски прочный, притом упругий, для игрушечной лягушки отлично подошло :)