

Цветная 3D-печать является своего рода мечтой для домашнего пользователя, и множество исследователей работают в этом направлении с переменным успехом.
Тем не менее, им удалось добиться некоторых результатов в одном из направлений, в то время как другие всё ещё остаются не разработанными (предоставляя вам поле для деятельности).
Этот обзор далеко не полный — здесь я выбрал только то, что было бы интересно мне самому, и что, на мой взгляд, имеет некоторые перспективы.
Итак, посмотрим, какие варианты для домашнего пользователя имеются в области FDM-печати, одном из наиболее популярных видов 3D-печати.
Вообще говоря, в данный момент цветная трёхмерная печать не является чем-то удивительным. Достаточно давно она обосновалась как минимум в области архитектурного 3D-моделирования, где представлена принтерами, наносящими колерованное связующее на порошкообразный гипс, после этого наносится новый слой гипса и процесс повторяется. Такая технология является достаточно дешёвой и позволяет создавать объёмные архитектурные 3D-распечатки.
Кстати говоря, подобные же технологии применяются и в машиностроении: эпоксидное связующее наносится специальной распыляющей головкой на выровненную поверхность из мелкого песка, после чего также процесс повторяется слой за слоем, а получившаяся форма выступает в качестве литейной:
Однако габариты и стоимость принтеров этого типа далеки от домашнего использования.
Более простыми и более доступными (условно, т. к. цена не особо низкая) для домашнего пользователя стали известные принтеры с двумя соплами, в частности, модели от компаний Makerbot и Picaso 3D, позволяющие печатать двумя соплами.
Принтеры с двумя соплами дают возможность печатать как основным цветом, которым и создаётся модель, так и дополнительным для поддержек. Или же, можно осуществлять печать двумя цветами, переключаясь между ними.
Но, как можно было бы догадаться, инженерная мысль не ограничилась только этими вариантами и был разработан ряд вариантов, где печатающая головка принтера содержала три, четыре и более сопел:
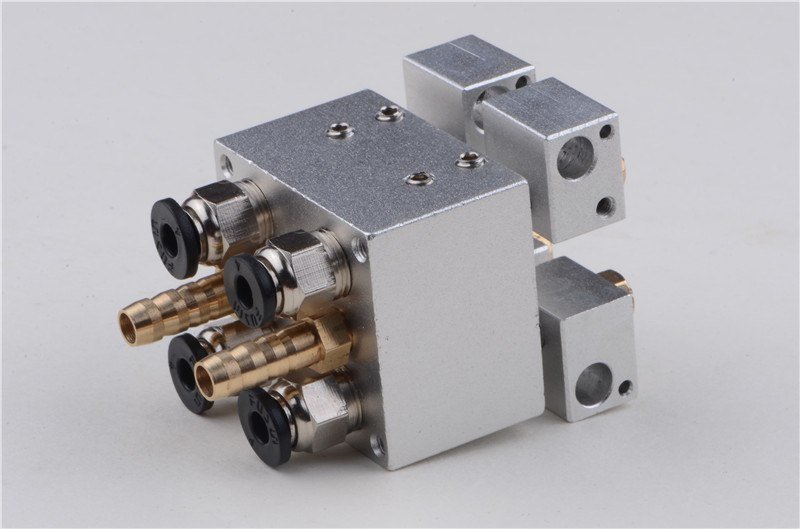

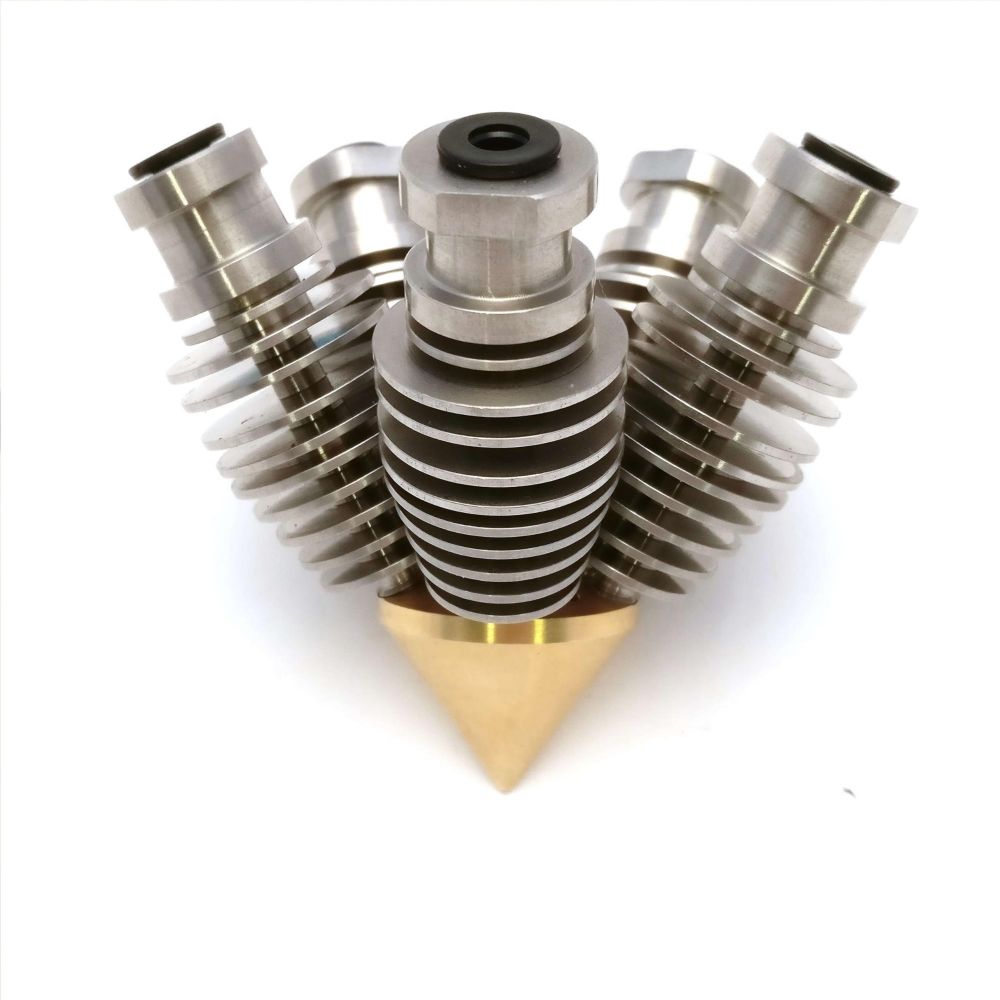
При этом, если сначала инженеры двигались просто в направлении увеличения количества экструдеров, как можно видеть на картинке выше, где представлен так называемый «Кракен» (печатная головка с водяным охлаждением и четырьмя вводами прутка), то в дальнейшем разработки привели к созданию так называемой «Diamond Hotend» (есть на картинке выше), которая была так названа из-за сходства с алмазом сопла печатающей головки.
Такая головка позволяет в рамках одного сопла смешивать до пяти пластиков. Причём слово «смешивать» здесь стоит употребить в кавычках, так как подобные головки обычно страдают так называемым эффектом «тюбика с зубной пастой», подразумевающим то, что пластик не смешивается полностью друг с другом и выходит в виде колбаски, у которой отдельные части окрашены в разные цвета.
Ещё одним альтернативным путём развития этой идеи, а именно использования нескольких видов прутка пластика, стали так называемые Multi Material Unit-ы, представляющие собой устройства, в которые можно загрузить до пяти прутков, а специальный искатель выберет нужную, подрежет её и с использованием встроенного ножа направит в стандартную трубку в сторону хотенда:
Тем не менее, у всех этих вариантов есть существенный недостаток: дело в том, что смена цвета не происходит моментально и, по отзывам некоторых пользователей на форумах, такая смена приводит к затратам вплоть до 10 см длины прутка.
Чтобы в то время, когда один пруток меняется на другой и идут переходные процессы, недостаточно чистые цвета не испортили модель, при смене цвета головка отъезжает в сторону и начинает строить так называемую «башню для очистки», то есть, проще говоря, она просто туда сливает весь пластик, который, по расчётам слайсера, должен быть недостаточно чистым.
Таким образом, помимо того, что такая «условно многоцветная» печать увеличивает время, так как начинает тратить его ещё и на слив грязного пластика, она, естественно, вызывает и повышенный расход пластика.
Ну и при таком подходе всё равно говорить о полноцветной печати не приходится. По сути, максимум возможностей этой технологии — печать разными цветами разных мест модели (рука — одним, голова — другим и т. д.).
Поэтому некоторые пользователи поступают проще: ставят печать на паузу и вручную меняют пруток. Дёшево и сердито…
Мало того — подобный подход позволяет ещё и наглухо «впечатывать» в модель закладные элементы. Металлическую/иного материала деталь просто приклеивают или иным способом прикрепляют в специально предназначенный для неё паз и запечатывают её сверху новыми слоями пластика. В частности, таким способом некоторые умельцы делают армирование деталей металлической проволокой или стеклянными нитями/стеклотканью.
Тем не менее, использование головок типа Diamond (самый дешёвый вариант стоит в известном китайском магазине порядка 1500 руб) является довольно любопытным, и если кто-то заинтересуется именно этим видом многоцветной печати, то рекомендую ознакомиться с официальным wiki, где содержится подробная информация по установке и настройке головок такого типа, а также с рекомендацией по смешиванию цветов с использованием этой головки.
Если же даже и собирать не хочется, то существуют уже готовые принтеры, позволяющие работать с несколькими цветами сразу. Например, такие как Zonestar Z8M4 Pro:
Или Bambu Labs P1S:
Но не так давно появился ещё один интересный вариант, сочетающий в себе интересным образом технологии, которые ещё ранее не встречались: струйную печать (как на цветных струйных принтерах) и FDM-печать — da Vinci Color.
Принтер содержит в своей печатающей головке как стандартный hotend, так и подобную струйным принтерам головку для распыления жидкой краски в цветовой модели CMYK (т. е. работает четырьмя видами красок: cyan, magenta, yellow, key color (т. е. чёрный)).
Печать осуществляется следующим образом: принтер наносит слой расплавленного пластика и прямо на него же распыляет жидкую краску. То есть, по сути, процесс аналогичен тому, что наблюдается при FDM-печати, только добавляется ещё и распыление краски:
Как можно видеть, распечатки у него получаются достаточно интересные…
Несмотря на кажущуюся странность последнего принтера, в котором происходит распыление жидкой краски прямо на пластик, этот подход только на первый взгляд кажется странным: насколько мне удалось выяснить, разбрызгивание/распыление/смешивание с краской являются одними из стандартных подходов при заводских технологиях производства цветных пластиков!
Хотя зачастую используется, конечно, другой подход: когда окрашивающий колер уже смешан с пластиком и поставляется в виде гранул, которые и примешиваются к гранулам основного пластика с целью их окрашивания при плавлении.
Тем не менее, первый подход тоже имеет место быть и является вполне себе заводским вариантом, так что разработчики принтера Da Vinci поступили вполне себе обдуманно (хоть и несколько непривычно)…
В принципе, такой подход очень интересен тем, что, используя не отдельные прутки, а всего лишь один пруток белого цвета, его можно окрашивать в любые цвета в рамках множества оттенков!
Именно таким путём и пошёл один из энтузиастов, который сделал очень интересное устройство, не встречавшееся ранее: он просто взял и стал красить пруток фломастерами (как бы глупо это ни звучало :-)
Тем не менее, результат он получил вполне достойный:
По сути, он заложил основы очень интересного подхода: когда не нужно менять пруток, а достаточно всего лишь окрашивать его!
Насколько можно предположить по внешнему виду его установки для печати, он вёл печать PLA-пластиком (о чём говорит хотя бы открытая конструкция принтера), что, в свою очередь, объясняет, почему плавящийся пруток не привёл к деградации цветов — просто-напросто температура была достаточно низкой (хотя, с другой стороны, может быть, краски для фломастеров являются термостойкими?!).
В дальнейшем он усовершенствовал эту систему, установив подачу краски с помощью перистальтических насосов для каждого цвета, которые подавали быстросохнущие краски на спиртовой основе.
К сожалению, ему не хватило терпения довести всю систему «до ума», тем не менее, его результат является, на мой взгляд, очень достойным и заслуживает весьма пристального внимания…
Ещё один любопытный вариант представлен своеобразной головкой, используя которую автор предлагает не менять один пруток на другой или подавать их одновременно, как в других принтерах. Вместо этого он предлагает подход, в рамках которого полупрозрачный пластик наносится на основной пруток белого цвета, наподобие оболочки:
Варьируя толщину этой оболочки, можно добиваться разной интенсивности цветов.
Автор опробовал максимально пять разных цветов, изготовив головку на пять каналов и, как он заявляет, такой подход даёт самое плавное смешение цветов из всех FDM-методов (он даже собирался выставляться с этим подходом на кикстартер).
Этот подход интересен не только своеобразным вариантом окрашивания, но и любопытной работой с программным обеспечением: как только слайсер сгенерирует g-код, он загружается в известный 3D-редактор Blender, где с использованием add-on-а автора происходит ручное раскрашивание 3D-модели (3D-редактор видит g-код в виде модели) с последующим его сохранением и распечатыванием на 3D-принтере.
То есть мы тут видим любопытный подход, по сути, с ручным раскрашиванием 3D-модели в g-коде!
По идее, этот подход можно использовать не только здесь, но и в других применениях…
Страницу проекта с полным описанием можно посмотреть вот здесь.
Однако наиболее перспективной и интересной технологией на данный момент, на мой взгляд, является технология polyjet от компании Stratasys, которая представляет собой, по сути, струйный принтер, распыляющий фотополимерную смолу разных цветов и отверждающий её встроенным в головку источником ультрафиолета:
Технология не является новой, нечто похожее давно используется в рекламной индустрии для печати широкоформатных плакатов, где чувствительные к ультрафиолету краски распыляются и тут же отверждаются головкой.
Сейчас подобные технологии распыления цветных фотополимерных смол являются наиболее интересными ввиду широкого их распространения из-за развития фотополимерной печати.
Тем не менее, такой подход в общедоступных принтерах ещё не используется, а названная выше технология polyjet не является особо доступной для домашних пользователей и больше предназначена для корпоративных заказчиков.
Поэтому, если бы кто-то сконцентрировал свои силы на создании цветного фотополимерного принтера, это было бы как минимум очень интересно, и дало новые возможности для домашних пользователей.
То есть, другими словами, на данный момент вопрос фотополимерной смолы, можно сказать, снят. Основные вопросы остаются только в области печатной головки и программного обеспечения.
Посмотрим, как можно было бы создать подобную головку? Все головки струйных принтеров, в той или иной степени, базируются на одной и той же технологии — пьезоэлектрическом эффекте, где проходящий электрический ток заставляет изгибаться с большой частотой пьезопластинку, которая, по сути, представляет собой маленький поршень, находящийся в камере с краской, где прямо напротив пластинки расположено отверстие сопла. Изгиб пластинки приводит к увеличению давления в камере и выбрасыванию из сопла маленькой капельки краски.
Очень хорошо эта технология объяснена в следующем видео, где показана как работа самой пластинки, так и то, что, в зависимости от сигнала, происходит варьирование размера капли:
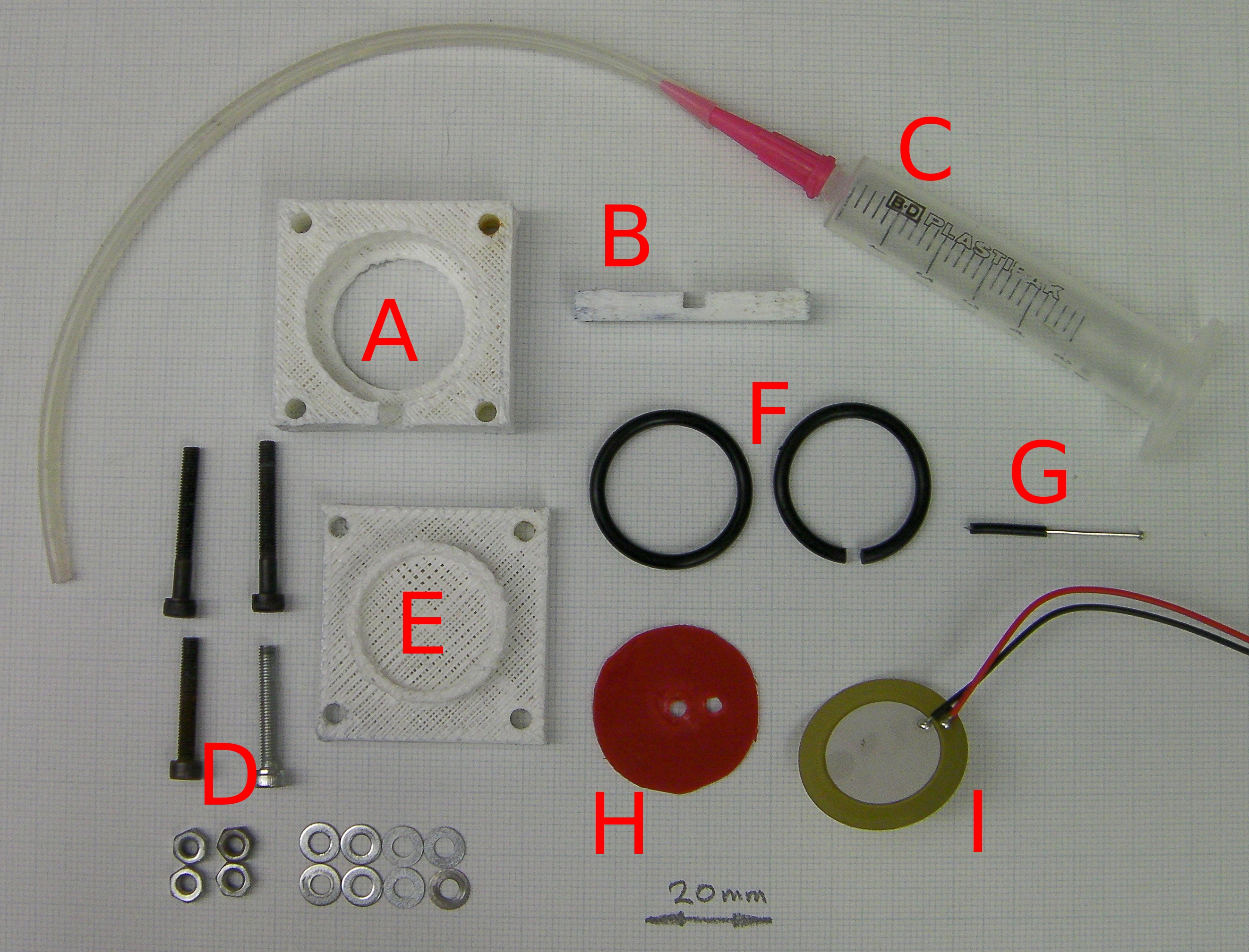
Некоторые люди уже начинают работать в этом направлении, например, в следующем проекте был реализован пока не 3D-принтер, но уже вполне себе XY-принтер, позволяющий печатать жидкими красками. Он интересен тем, чтобы был построен на основе самодельной пьезоголовки, где в качестве пьезоэлемента выступили известные пьезопластинки, которые обычно используются для создания тумана, увлажнителей.
Так как жидкости не сжимаются, резкое и быстрое искривление пластинки приводит к весьма активному выбросу капли из сопла, больше похожему на «выстреливание», как можно видеть в видео ниже:
Излучатели такого типа являются весьма доступными для экспериментов, например, на известном китайском сайте они стоят порядка 58 руб за 10 штук диаметром 12 мм, или 200 руб за 10 штук диаметром 50 мм:

Подробное описание постройки вместе со всеми необходимыми деталями для 3D-печати и прошивкой можно найти на странице проекта.
А подробное описание постройки пьезоголовки на базе названных выше пьезоизлучателей, а также код под Arduino для этой головки, можно найти здесь:
{kind=link}
Подытоживая этот рассказ, можно сказать, что «последнее слово» в области широкодоступной цветной 3D-печати ещё не сказано, и у вас есть все шансы поучаствовать в этой гонке, а представленные в описании выше файлы проектов могут помочь вам в достижении этой цели ;-)
Telegram-канал со скидками, розыгрышами призов и новостями IT ?

Комментарии (28)

Zara6502
11.04.2024 13:56не привёл к деградации цветов — просто-напросто температура была достаточно низкой (хотя, с другой стороны, может быть, краски для фломастеров являются термостойкими?!).
в видео видно как у него краска в порошок превращается. плюс он говорит о том что использует краску на спиртовой основе, при нагреве спирт испаряется, остаётся только пигмент. Ну и разница в температурах PLA и ABS не на порядки различается чтобы её учитывать.

Clevelus
11.04.2024 13:56+1Наверное, напишу глупость. Но мне кажется, двигаться нужно по двум направлениям: печать на любой объемной поверхности (то есть игла с красками объезжает всю фигуру и ее раскрашивает (и тогда кроме цвета может быть лак или еще что защитное)) и подмешивание красок прямо в расплавленный прозрачный пластик в экструдере (почему-то такого очевидного способа сверху нет, краски уйдет больше, чем окрашивание сверху, но подмес это и более высокие температуры и краска более глубоко впитается в пластиковый расплавленный пруток)

Volodichev
11.04.2024 13:56Но мне кажется, двигаться нужно по двум направлениям: печать на любой объемной поверхности
На выпуклой поверхности да, на вогнутой могут быть проблемы. А 3D-печать без вогнутых поверхностей... Зачем?
подмешивание красок прямо в расплавленный прозрачный пластик в экструдере
Получится примерно тоже самое, что и с "алмазным хотэндом", только размешивание краски будет хуже.
Clevelus
11.04.2024 13:56Что на выпуклой, что на вогнутой ... иглы выплевывающие немного краски ...Плюс заполнение пор и растекание ... Но раз не сделали такое, имхо очевидное ... значит либо очень сложно, либо чего-то не понимаю.
Подмешивать можно прямо по кругу и под давлением ... Имхо, это "лучший" выбор, но непонятно почему не идут по такому пути. Это те же фломастеры, но модифицированные в экструдер, имхо.
Volodichev
11.04.2024 13:56иглы выплевывающие немного краски
Посмотрите на размеры печатающих головок струйных принтеров. Это совершенно не размер иголки. И меньше при разумной производительности пока что не придумали.
Подмешивать можно прямо по кругу и под давлением
Вы будете перекрывать подачу краски не в самом сопле, а в нескольких см. А значит та краска, что будет от задвижки до сопла будет постепенно выдавливаться в массу из-за закона Бернулли.
При этом всё равно останется эффект зубной пасты.Если бы принтер печатал соплом в 1 см, то можно было бы поставить мешалку и не париться. А при сопле в 1 мм он туда просто не влезет.

Alexey2005
11.04.2024 13:56+4Проблема с FDM-печатью в том, что все мало-мальски доступные по цене FDM-принтеры представляют собой какие-то кривые прототипы, собранные из говна и палок. И за последние 10 лет тут не произошло никакого прогресса. Пластик до сих пор выдавливается из сопла тупо подачей прутка шаговым двигателем без контроля давления на выходе и без реальной проверки, сколько же действительно выдавилось. Добавим сюда инерционность системы - и получаем, что домашняя FDM-печать похожа скорее на шаманство, чем на технологию. Пользователи просто изнемогают в борьбе с наплывами, нитями и подтеканием пластика, причём расположение дефектов при каждом новом запуске будет разным. Повторяемость результата у данной "технологии" никакая. Результат печати - полуфабрикат, который нужно шкурить, шкурить и ещё много раз шкурить, стачивая все эти дефекты.
Сама деталь до сих пор крепится к платформе домашними алхимическими средствами вроде клеящего карандаша и раствора пластика в ацетоне. В итоге нужен ясновидящий, чтобы угадать: напечатается ли деталь без отклейки углов и удастся ли потом отодрать напечатанное так, чтоб не сломать деталь (а то и стекло платформы).
Непонятно, почему крупные конторы с нормальным R&D до сих пор не вложились в создание полноценного 3D-принтера, где все детали были бы специально спроектированы под оптимальный техпроцесс, а не "что на aliexpress нашли, то и пиханули".

rPman
11.04.2024 13:56+2Технология перешла из фазы развитие в фазу - деньговыколачивание. Производители вместо того чтобы делать хорошо - закладывают ограничения (например убирают топовый функционал прошивки, например управление потоком) и ломают совместимость чтобы реализовать вендорлок и продавать расходники по x10 ценам, на большее их не хватает.
Уже пятый! год как протух патент на подогреваемый воздух в камере,.. попробуйте найдите принтеров с такой опцией. А ведь это одна из главных проблем с косяками в печати (сильно остывший пластик дает сильную усадку, деталь заворачивает, срывает со стола и т.п. что там со внутренними напряжениями я молчу), да, температура на грани кристаллизации даст другую проблему со скоростью печати, а именно медленное остывание, но тут решаемо, правильной подачей холодного воздуха в нужном месте в нужных количествах... в общем вопрос реализации.
Что со слайсерами, беда, они не далеко ушли от того что было 10 лет назад! мало того, из популярных типа prusaslicer убирают функционал (полнофункциональное управление параметрами по слоям), заменяя его казалось бы чем то полезным (модификатор объектом), но с пониженными возможностями). А опция в два экструдера (которая ни технически не создает проблем ни програмно) и подавно - вип опция двух с половиной слайсеров.
Те кто хоть раз по печатает (а точнее 'по удаляет' поддержки) растворимыми пластиками назад на один экструдер не вернется, а ведь печать несколькими экструдерами (минимум 3, лучше 4) дает возможность по ускорению печати (например внешние периметры 0.2мм сопло а внутреннее заполнение 0.8) при шикарном его качестве (0.2мм визуально и на ощупь может походить на дешевую стереолитографию, это совсем другой уровень, но если печатать одним соплом это замедление в 4-6 раз по сравнению с 0.4 сопло)... но нет, производители как сговорились и выпускают очередной 1-экструдийный клон, а с 2-х и более экструдерами переводят в разряд вип моделей с 10х ценниками.

Gemerus
11.04.2024 13:56+2Эм...ну есть Bambulab X1E, и камеру греет, и быстрый, и красивый. Что не так то? Просто подогрев камеры нужен мало кому, большая часть людей печатает игрушки детям из PLA.

manualBrake
11.04.2024 13:56Может быть цена 10x?

blind_oracle
11.04.2024 13:56+3х10 относительно чего? Тот же цветной CoreXY Bambu P1S Combo в ящике стоит около 850 евро, я прюшу покупал почти за эти же деньги - ещё и разобранную.
manualBrake
11.04.2024 13:56... но нет, производители как сговорились и выпускают очередной 1-экструдийный клон, а с 2-х и более экструдерами переводят в разряд вип моделей с 10х ценниками.
rPman
11.04.2024 13:56В начале прошлого года я мог бы купить старый flashforge creator pro 2 за 38т.р. (купил в конце за 45т.р) это idex 2-экструдера, если что не вздумайте его покупать, производитель сделал все чтобы он был хуже чем мог бы быть (закрытая кастрированная прошивка и несовместимые сопло) чтобы все покупали старшие модели 5х дороже, а исправить самому будет сложно. Но если закрыть глаза на эти ограничения, железка более чем достойная
Bambulab X1E стоит 330т.р. Ничего не скажу, хорошая машинка, и подогрев есть и 2 экструдера

Phenom32
11.04.2024 13:56Владею FlyingBear5, в одном моменте не соглашусь. Читал много форумов и статей, одним из моментов было применение клея для закрепления детали к столу. С появлением своего принтера я был очень удивлён, что клей не пригодился ни разу. Перед печатью протираю спиртом и вперёд. И да, печать с каймой. В исключительных случаях есть открыв от стола, но это скорее мой косяк - не закрыл дверцу камеры.
blind_oracle
11.04.2024 13:56+4По-моему большинство проблем надуманы.
У меня Prusa MK3S+ уже несколько лет, печатает себе без проблем - я не знаю уже сколько килограмм филамента извёл. Лучшая покупка для DIY.
Да, чтобы печатать допустим ABS (нафига, если PETG есть, правда) или чтобы PLA не отклеивался - нужно держать температурный режим т.е. запихать принтер в ящик к примеру (у меня просто серверный шкаф на 9U для этого). Т.к. у меня принтер в гараже и там бывает холодно - это особенно важно, можно и доп. подогрев поставить.
Да, филамент нужно держать сухим, поэтому нужен Dry Box для него с силикагелем.
Если эти правила соблюдать - печать будет стабильной и качественной. Прилепить OctoPrint и вообще красота - дома сидишь, жмякнул в слайсере кнопочку - в гараже принтер начал печатать.
Непонятно, почему крупные конторы с нормальным R&D до сих пор не вложились в создание полноценного 3D-принтера, где все детали были бы специально спроектированы под оптимальный техпроцесс, а не "что на aliexpress нашли, то и пиханули".
Bambu сейчас, по-моему, как раз и делает принтеры для домохозяек, разве нет? И цена довольно демократичная.

Zolg
11.04.2024 13:56допустим ABS (нафига, если PETG есть, правда)
PETG в большинстве случаев хорош, но ABS гораздо лучше и надежней клеится и меньше плывет под температурой
blind_oracle
11.04.2024 13:56Согласен, просто лично для моих применений (да и 95% пользователей наверное) PETG более чем достаточно. Были моменты, когда он плавился (печатал маунты для моторов FPV самолёта), но и там скорее проблемы была в перегреве моторов.
Gemerus
11.04.2024 13:56+2Опять же, ну, BambuLab вложились. Да и новые поколения Creality очень хороши, буквально вчера был анонс свежих моделей. Вы просто застряли в прошлом. На PEI лист все спокойно клеится или без клея, или на типовой "адгезив для 3Д печати". Инерциальность системы выдавливания пластика победили Linear Advance алогоритмом, он отлично работает.А резонансы механники победил Imput Shaping. Энкодеры на пластик кстати тоже бывают, у Picaso, но ИМХО не нужен, только сложности создаёт. Изнемогают только те, кто видит в 3Д печати ХОББИ и любит там в принтере детальки менять и настройки крутить. Те, кому нужно просто печатать берут себе нормальные принтеры и даже не знаю, где там в сласере настройки открыть)

Dmitry2019
11.04.2024 13:56У меня Prusa с цветом. Не работает без бубнов, от сова совсем. Вернул одиночный цвет. Работает, как часы
Alexey2005
11.04.2024 13:56+4На самом деле человечество до сих пор не изобрело даже доступной цветной 2D-печати. Вместо прогресса здесь наблюдается регресс: печатает хуже, чем 10 лет назад, зато цены на картриджи улетели в небеса. А производители если в чём и конкурируют, так разве что в технологичности способов защиты от перезаправки. До сих пор не существует принтера, на котором можно было бы печатать раз в месяц не боясь, что из-за слишком редкой печати печати головка сдохнет через этот месяц или начнёт полосить.
Сейчас вот уже и подписку к принтерам начинают прикручивать. Я ещё удивляюсь, что никому пока не пришло в голову добавить в лицензионное соглашение разрешение на отправку любых печатаемых документов на сервер компании - разумеется, исключительно для улучшения качества обслуживания.

ursus63
11.04.2024 13:56+3Проблема в том, что цветная печать нахрен не сдалась большинству пользователей. Основная масса принтеров печатает документы в офисах и дома. А уж с уходом моды на печать фотографий, цветная печать стала ещё менее востребованной. Вот и дорожает. А уж в 3д принтерах нужда в ней ещё меньше. Даже растворимые поддержки, как тут выше писал один товарищ, в скором времени будут не нужны, т.к. уже есть наметки методов печати горизонтальных поверхностей в воздухе. Рано или поздно их доведут до ума(там чисто програмная настройка) и поддержки уже практически перестанут использоваться.
rPman
11.04.2024 13:56+1уже есть наметки методов печати горизонтальных поверхностей в воздухеЕсли речь о динамической подстройке высоты с целью наклонить плоскость слоя то это не жизнеспособно.
Вот посмотри на модельку, не разрезая и не склеивая никакими другими способами это не сделать, растворимый интерфейсный слой между поддержками и изделием (по ссылке моя печать, на еще не модифицированном принтере с кучей косяков, сопли из-за плохого охлаждения термоинтерфейса, замена на all metall hotend реально улучшило ситуацию)
ursus63
11.04.2024 13:56Если речь о динамической подстройке высоты с целью наклонить плоскость слоя то это не жизнеспособно.
Нет, речь не об этом. Эта функция вообще для другого совершенно, хотя косвенно и влияет на нависающие поверхности.
Всегда можно найти модель, которую без поддержек напечатать невозможно. Всегда можно модель расположить так, что бы минимизировать поддержки.
Всегда нужно адаптировать модель под метод ее производства.
Касательно вашей модели могу сказать, что у вас плохое охлаждение детали. Это во-первых. С нормальным охлаждением детали принтер вполне в состоянии печатать нависания без поддержек до 70 градусов. Во-вторых, есть несколько вариантов как исправить саму модель, либо расположить ее на столе так, что бы не требовалось такое огромное количество поддержек как у вас. В-третьих, в современных слайсерах есть древовидные поддержки, которые справляются с поддержкой нависаний сложных поверхностей гораздо лучше. В-четвертых, на нормально настроенных принтере и слайсере поддержки отделяются довольно легко и следов оставляют не больше чем швы и сама слоистая поверхность модели. В-пятых, когда наберетесь опыта, перестанете использовать автоматическое расставление поддержек и станете отмечать нужные места вручную. Я уже несколько лет практически не использую автоматические поддержки. Только на совсем простых моделях.
Судя по всему, опыта в 3д печати у вас не очень много. Со временем вы поймете что и как работает в 3д печати и уже не будете нуждаться в костылях типа растворимых поддержек. Я когда начинал заниматься 3д печатью тоже мечтал о растворимых поддержках. Изучал информацию, даже пытался смастерить что то для своей прюши. Все варианты на тот момент были очень слабыми в плане практического использования. Но главное не было слайсеров да и прошивок умеющих нормально работать с двумя пластиками. Все это нужно было мастерить на коленке, но это не так страшно, хотя и уверен, понизило бы итоговое качество печати и добавило бы проблем. Сложнее всего программная часть. Сам я правку прошивок и слайсеров осилить не смог бы. А готовые решения были крайне сырыми и все равно требовали серьезной правки под конкретное железо. В итоге я забил на эту идею, хоть временами и рассматривал появляющиеся новинки в этом направлении. Сейчас с программной частью проще стало, но железная часть как была компромиссом всего со всем так и осталась. Любое усложнение конструкции ведет к возникновению дополнительных проблем. Рано или поздно. Добиться приемлемого качества печати в любом варианте использования двух и более филаментов крайне сложно. Это доказали уже все крпные производители принтеров. Начиная е3д и Прюшей и заканчивая Бамбуком. Более или менее работает Идекс, но сложности есть и там. Хотя бы с высотой сопел, которые сложно выставить в один уровень с необходимой точностью.
Резюмируя. Печать несколькоми филаментами это прикольно и интересно. Но совершенно не практично и нужно крайне редко.
Все вышесказанное естественно мое ИМО, составленное на основе 10 летнего опыта 3д печати в хоббийных и чутка коммерческих целях.
rPman
11.04.2024 13:56Я с gpt что ли разговариваю? Мне не нужна помощь в решении проблем с печатью.
Выше я дал пример модели которую как не размещай, на 1 экструдере качество будет отвратительное, именно из-за этого колечка. Растворимые поддержки позволяют печатать гладкие поверхности везде, а не только сверху и сбоку.
Вот еще пример изделия, как не крути, либо без поддержек (она на это рассчитана) и будет отвратительная поверхность-нависания, либо с поддержками, которые на 1 экструдере удалять ад. Оба варианта потребуют значительную постобработку. На фото изделие после первоначального снятия поддержек (с интерфейсным растворимым слоем) большая часть видимых огрехов убирается просто проведя по ним пальцем, так как между поддержками и изделием была растворимая из PVA поверхность в 0.5мм, а чуть чуть нитей (это первая печать после замены самодельной детальки у принтера плюс пластик - сопливый PETG) это откалиброванные ретракты. Так вот, оно гладкое со всех сторон.
ursus63
11.04.2024 13:56А я вам повторю. Не умеете готовить модель к 3д печати, используйте костыли, кто ж вам мешает тратить ваши деньги и время. Но не надо утверждать, что без растворимых поддержек такие простые модели как вы показываете напечатать качественно невозможно. Вторая модель прекрасно напечатается с древовидной поддержкой и поддержка отделиться без каких либо проблем. Как и первая собственно. И поверхность после них будет вполне отличная. Если принтер нормально настроен и уметь пользоваться современными слайсерами, конечно. Судя по фото ни того ни другого у вас не имеется.
{kind=link}

Flammmable
11.04.2024 13:56+1Как к теме статьи относится указанный в шапке хаб "Электроника для начинающих"?)
Понятно, что в мире всё связано со всем, но всё же?
NickDoom
Мне бы не эти ваши цвета, а хороший пеллетник за вменяемые деньги, чтобы можно было кинуть в шредер кучу пластиковых бутылок, потом ленточки постирать в стиральной машинке (ну кто мне, такой добрый, будет дочиста отмывать бутылки перед выкидыванием? А руками их сдохнешь мыть), потом высушить и просто эту шелуху (скрутившуюся и осевшую при мытье в горячей воде) насыпать в бункер, грубо говоря, лопатой.
Gryphon88
Вроде такое уже было, даже в опенсорсе, но пруток из переработанного пластика значимо (что-то около 30% по прочности) хуже.
Steelycrack
Вот только зачем если вторичный петг стоит 500р за кг?