

Совсем скоро в широкую продажу поступит новая модель 3D принтера от российской компании Picaso 3D Designer PRO250. Возможно, правильнее было бы назвать её «обновленной» — ведь если бы не белая надпись на корпусе, отличить две разные модели, стоящие рядом, было бы практически невозможно. Но внутри устройство имеет ключевые отличия не только от своего предшественника, но и от любого другого принтера.
Еще несколько месяцев назад компанией Picaso 3D были опубликованы весьма интригующие фотографии модели мотоцикла с большим количеством нависающих деталей, напечатанного из пластика PLA с поддержками из PVA. Фотографии демонстрировали великолепное качество принтов, сопоставимое с уровнем профессиональных машин. С того момента была опубликована лишь пара подобных фото и совсем немного технических подробностей, что лишь подогревало интерес.
И вот, наконец, в наши руки попал самый первый готовый экземпляр 3D Designer PRO250. Мы по максимуму его протестируем: узнаем, насколько на самом деле революционна технология Jet Switch, сравним, не изменилось ли качество печати по сравнению с предшественником, и напечатаем несколько очень интересных моделей.


Внешний вид
Внешний вид Picaso 3D Designer PRO250 аналогичен Picaso 3D Designer с одним соплом, за исключением надписи, обозначающей название модели.

Новая модель лишь немного выше предыдущей, буквально на несколько сантиметров. За счет этого трубки, подающие пластик в экструдер, входят в него полностью и под удобным углом. Цветовая гамма модельного ряда изменилась, теперь это лиловый, черный и бирюзовый цвета.
Гораздо больше изменений внутри. Появился второй держатель для катушки, что логично. Вместе с новой системой калибровки пришла и новая конструкция стола.

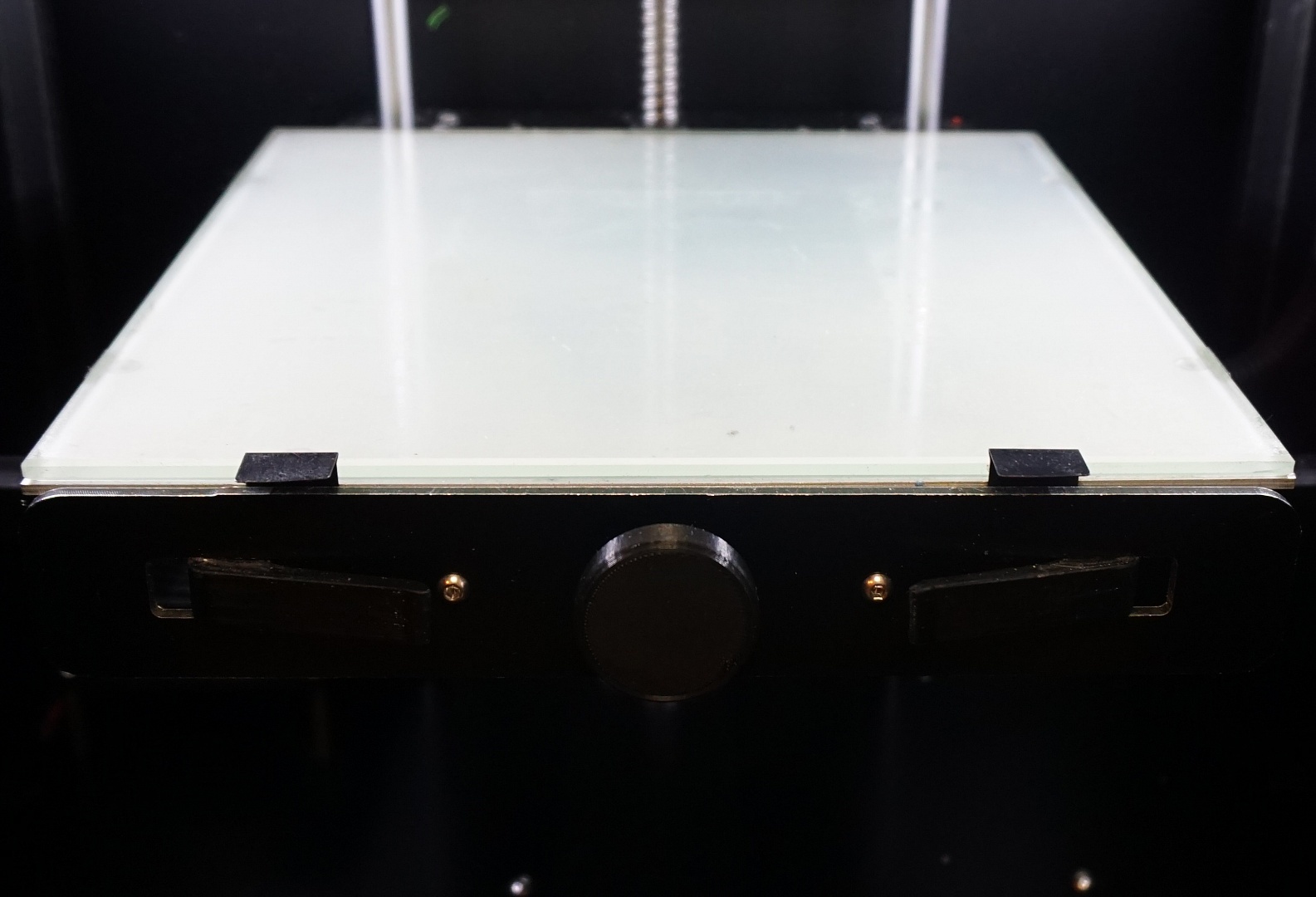
Основу всё так же составляет стекло, зажимаемое металлическими упорами, но калибруется оно теперь намного проще.
Весь процесс занимает менее минуты, и больше нет надобности пользоваться какими-либо инструментами. Просто запускаем из меню процесс калибровки, по очереди, следуя указаниям принтера, откручиваем и закручиваем зажимы в передней части столика и… всё.
Механика проста: сопло выставляется у опорной точки, зажим освобождается, стол прижимается пружиной к соплу, зажим закручивается, и так три раза. Для верности этот процесс можно выполнять хоть перед каждой печатью, много времени не займет, но добавит уверенности в результате.
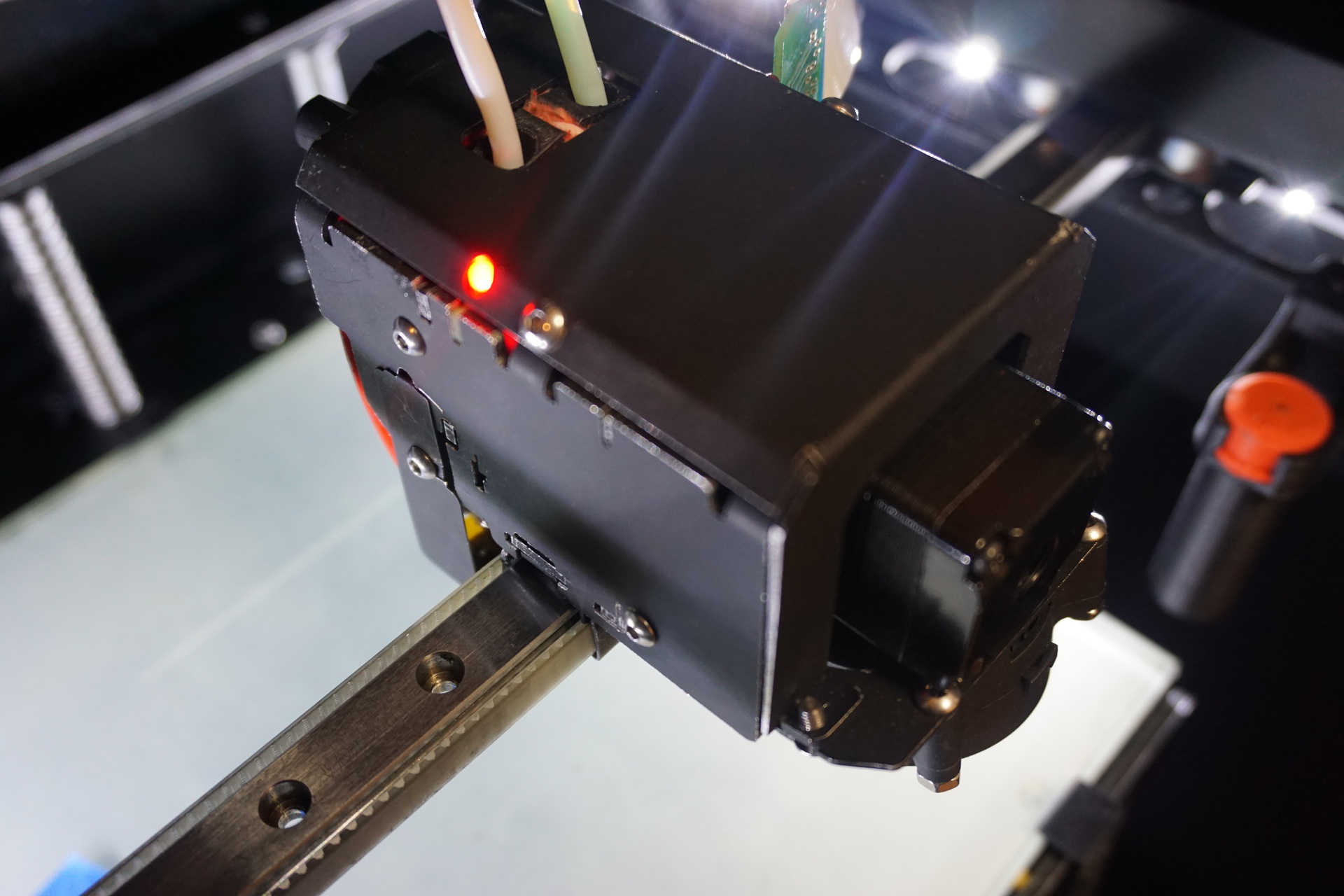
Полностью изменилась конструкция экструдера и его направляющих. Вместо двух цилиндрических направляющих появилась одна рельсовая, за счет чего экструдер удалось скомпоновать. Ну и, конечно, сердце принтера – сам экструдер с двумя соплами.
Ключевая его особенность, решающая проблемы всех предыдущих многоэкструдерных принтеров – система качающихся сопел Jet Switch, особенностью которой является, что сопла находятся под небольшим углом друг к другу. При печати неактивное сопло слегка поворачивается и приподнимается, и совершенно не мешает работе другого, не оставляя ненужных следов пластика и не цепляя модель. К тому же, сопла окружает специальный клапан – неактивное сопло встаёт в своё гнездо и полностью закрывается, что исключает случайные вкрапления пластика. Всё это должно обеспечить высочайшее качество двухцветной печати и печати с растворимыми поддержками.
Нельзя не упомянуть и ремонтопригодность экструдера. Достаточно открутить 2 болта, чтобы снять клапан, и 2 болта крышки, и Вы получите доступ ко всему экструдеру. Слегка откручиваем еще 2 болта, и можно снять обе нагревательные трубки. Для довольно сложной конструкции всё обслуживается крайне просто. Можно рассмотреть устройство поворота сопел и мотор подачи пластика. Он всего один на два экструдера, которые примыкают к нему по очереди.
Даже заправка пластика стала проще. Трубки целиком входят в экструдер, и достаточно лишь установить катушку и протолкнуть в них пластик, экструдер сам их подхватит после запуска программы из меню.
Программное обеспечение
Новый Polygon 2.0 идентичен прошлой версии, но адаптирован для печати двумя материалами. Теперь можно импортировать модели, состоящие из нескольких поверхностей, и для каждой индивидуально задавать сопло и, соответственно, цвет. Для работы с двумя экструдерами поменялось и меню настроек – добавилась возможность выбирать «роль» экструдера. Что позволяет нам печатать двухцветные модели из одного вида материалов, например PLA.
К сожалению, Polygon 2.0 не рассчитывает печать с растворимыми поддержками, поэтому используется еще одна настроенная программа Kisslicer, которая идет в комплекте с 3D принтером.
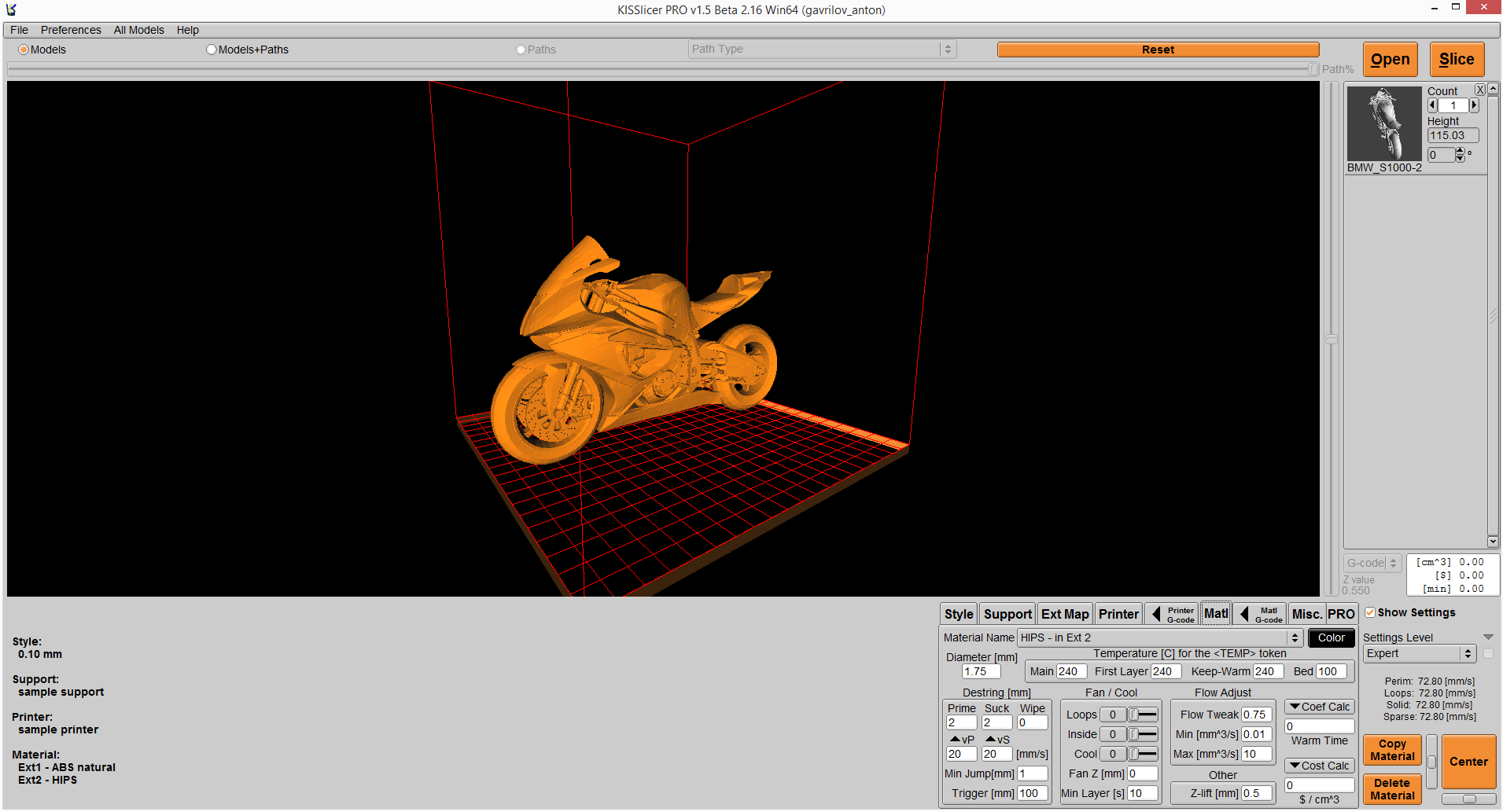
По умолчанию большинство настроек установлено на наиболее подходящие для PRO250, менять будет необходимо только материал и характеристики температуры. Но, если Вы уверены в своих силах, тут есть где разгуляться – изменить можно практически что угодно: рисунок заполнения, структуру подложки, коэффициент подачи для мостов, работу охлаждения на разных этапах печати, метод построения поддержек… Как говорится, хотели больше настроек – получайте.
Прошивка принтера тоже почти не изменилась, а лишь адаптировалась для обслуживания двух экструдеров. Из интересного — добавилась настройка смещения экструдеров относительно друг друга. Цифры для этой настройки вычисляются печатью специальной тестовой модельки, которая находится на поставляемой в комплекте флешке. Печатаем её, смотрим смещение насечек по осям X и Y, и вводим эти значения в принтер. Это позволяет ему даже после операций по замене сопел или тепловых трубок точно знать, как они расположены, и корректировать печать соответствующим образом.
Качество печати
Ну, вот мы и подошли к самому вкусному и долгожданному. Без лишних раздумий, быстро калибруем принтер и ставим двухцветную печать. Для начала, простенький игральный кубик.

И сразу выясняется интересная особенность PRO250. При смене печатающего сопла, прежде чем начать печать, он убирает остаток пластика в специальный контейнер, свой для каждого сопла. За счет этого каждый слой начинает печататься сразу, исключена деламинация.

Сопла сменяются действительно мгновенно, а вот процесс очистки занимает пару секунд. Возможно приблизив, таким образом, скорость печати к односопельным принтерам вплотную. Но ради действительно качественной печати можно и подождать.
Теперь кое-что посложнее: двухцветная ваза. Печать довольно долгая – 7 часов. Оставляем на ночь, а утром снимаем вот это:

Да, виднеются небольшие вкрапления «лишнего» цвета. Но все они на поверхности, а не вплавлены в модель, и их легко можно счистить.

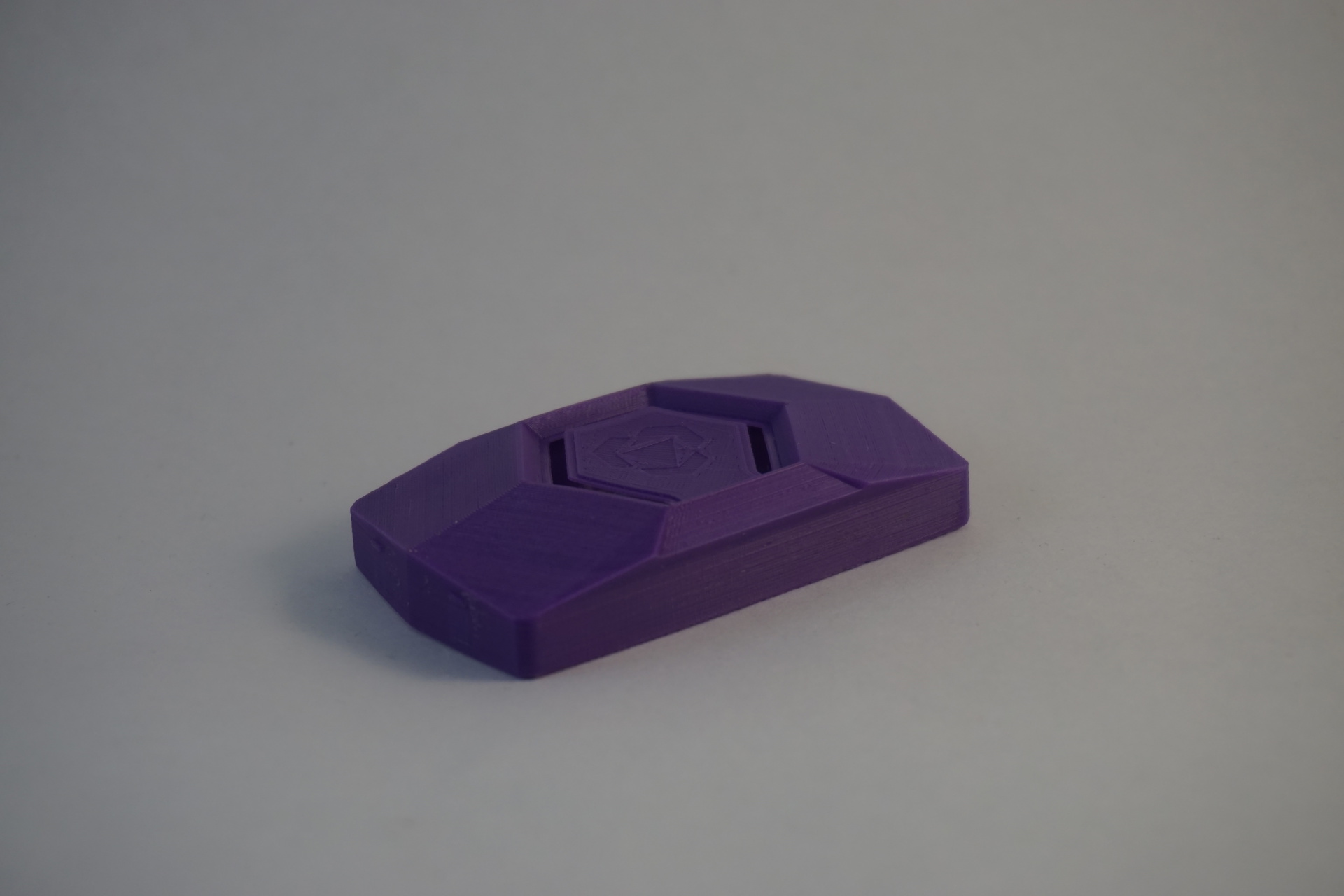
Небольшие корпуса с толщиной слоя 100 мкм, которые полностью функциональны.

Тонкие нависающие элементы напечатались и не сломалась.
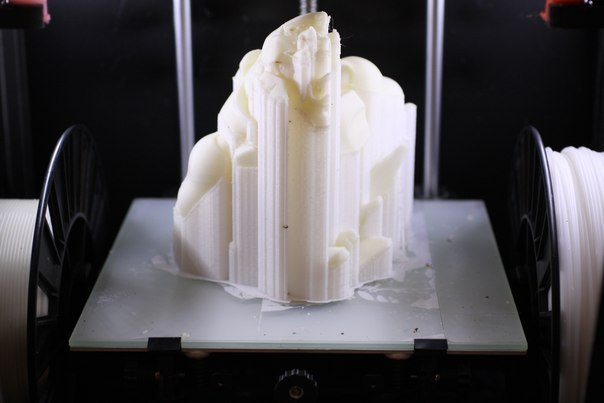
После этого мы решили усложнить работу для принтера 3D Designer PRO250. Выбрали новую модель от Сергея Любашина, разместили ее во всю камеру и увеличили настройки: толщина слоя 100 мкм и процент заполнения 20%. Программа показала время печати – 3 суток. Это вызов для любого настольного FDM принтера.
За все время печати принтер не дал ни одного сбоя, а спокойно печатал. Как только модель была готова, мы провели ряд операций, как и с прошлой моделью. И вот результат.
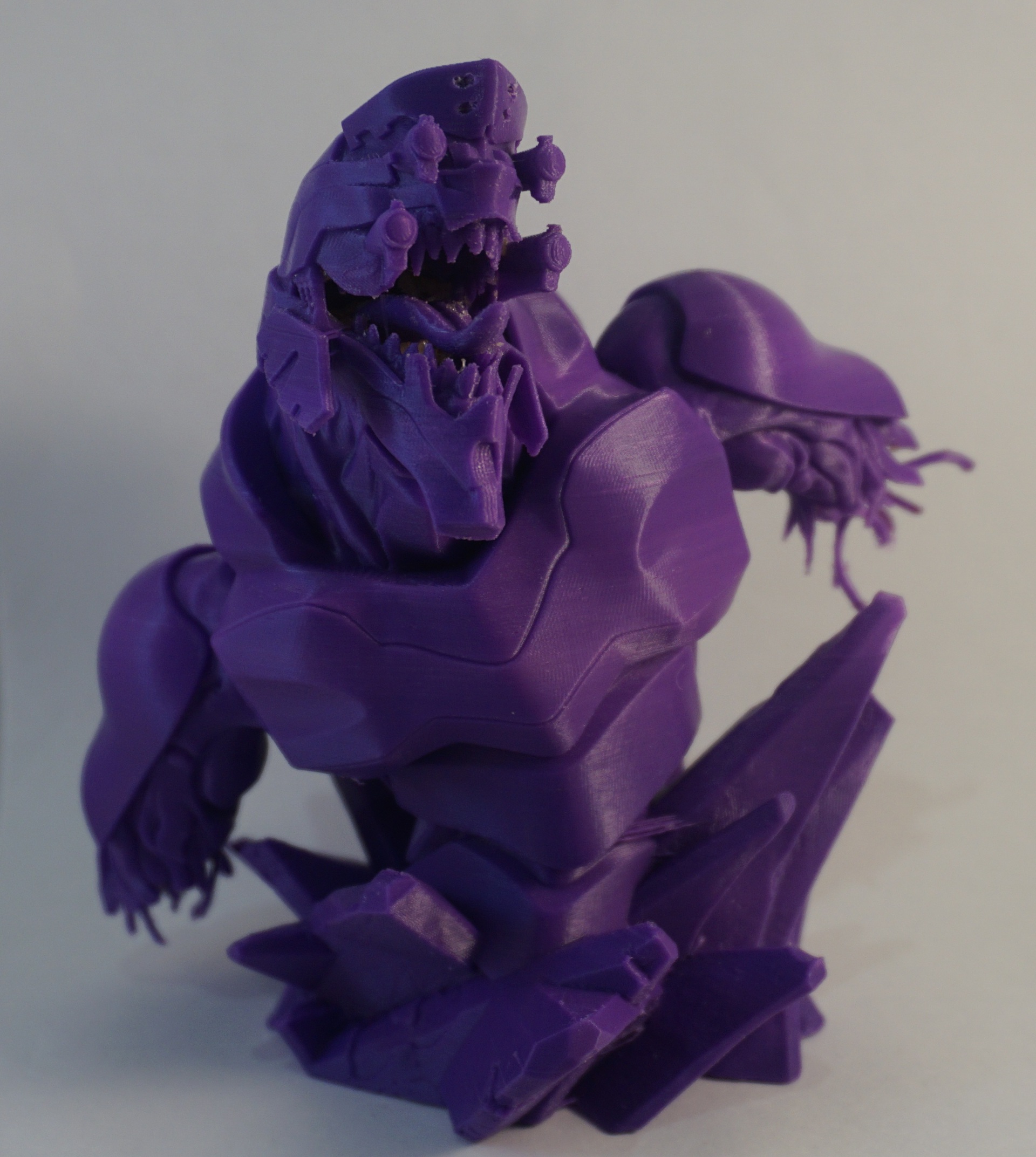
И еще раз ее же, но из ABS и HIPS материала.

Плюсы и минусы 3D-принтера Picaso 3D Designer Pro 250
Плюсы:
- Возможность печати сложных моделей с помощью растворимых поддержек из PVA или HIPS материала;
- Возможность печати двухцветных моделей без вкраплений;
- Толщина слоя (качество печати) – 50 мкм, как и на Picaso Designer 3D;
- Продолжительность печати моделей без сбоев;
- Удобство и легкость калибровки;
- Фиксация рабочей поверхности, стекла.
Минусы:
- Время печати модели двумя соплами (двумя материалами) хоть и в разы быстрее конкурентов, все же замедляет мультиматериальную печать;
- Требователен к качеству пластика (подбору настроек);
- До обновления Polygon необходимо использование программы kisslicer, для печати модели с растворимыми поддержками.
Вывод
Сама идея двухэкструдерной печати, конечно, не новая, и впервые была придумана и запатентована Stratasys, но Picaso 3D удалось добиться качества и стабильности печати сопоставимых с профессиональными 3D-принтерами в сегменте доступных настольных устройств не только ABS, но и PLA пластиком с высоким качеством печати.

Комментарии (21)

spiritus_sancti
02.06.2015 18:12Когда же появятся отечественные аналоги cincinnati BAAM? Как ни обзор отечественных принтеров — все какие то игрушечные настольные модели, кардинально не отличающиеся от своих собратьев. Хочется печатать что то более мощное — элементы архитектурного декора, конструктивные элементы установок, корпуса с плавными обводами.

Top3DShop Автор
02.06.2015 18:26Не хотим показаться грубыми, но когда говорят
какие то игрушечные настольные модели, кардинально не отличающиеся от своих собратьев
это свидетельствует от непонимании применения 3d-печати на сегодняшний день.
С помощью таких настольных устройств малый и средний бизнес уже экономит огромное количество денег на сокращении цикла выпуска различных продуктов на рынок.
Кроме этого, именно этот принтер как раз кардинально отличается от своих собратьев, в нем применена новая технология Jet Switch в несколько раз уменьшающая скорость двухэкструдерной печати.
Если вы ищете что-то действительно революционное, то советуем присмотреться к технологии CLIP, позволяющей печатать высокоточные объекты в 200 раз быстрее обычных технологий.
Большие принтеры разрабатываются, вот свежий пост про отечественный строительный принтер.spiritus_sancti
02.06.2015 19:32+1Я отлично понимаю применение технологии 3Д печати и поэтому называю их игрушечными. На них не напечатать объект в размере хотя бы 1000*1000*1000. Или силовой каркас, способный удерживать пару сотен кг. cincinnati BAAM я привел именно как единственный мне известный пример FDM принтера с достаточно большим рабочим полем. И печатающий сразу из гранул. CLIP оставляет вопрос цены материала — при больших размерах отпечаток будет золотым. У нас на работе давно висит вопрос — если бы был в продаже недорогой 3Д принтер (хотя бы сопоставимый по цене с фрезерами такого же размера) — мы бы смогли здорово экономить ресурсы. Точность отпечатка ± 1 мм за глаза — проще быстро напечатать заготовку и шлифануть ее, чем ждать пока принтер будет ее рожать слоями по 100 микрон. А эти настольные принтеры — уж больно миниатюрные.
Top3DShop Автор
02.06.2015 19:38+1Если под «игрушечными» вы имеете в виду размеры изделий это одно, но это очень пренебрежительная формулировка.
Корпуса техники, например, не являются игрушками.
Вот примеры больших принтеров, существующих на рынке:
top3dshop.ru/kupit-3d-printer/bigrep-one.html
top3dshop.ru/kupit-3d-printer/german-rep-rap-x1000.html
Но пока габаритные фрезеры, действительно вне конкуренции.spiritus_sancti
02.06.2015 20:14Оба филаментные, тоесть придется или заказывать на стороне экструзию гранул в филамент, или ставить свой экструдер для переделки — а с небольшими экструдерами все очень плохо, или промышленные со шнеком более метра или… лабораторные попадались пару раз но по термоядерной цене. У второго принтера рабочее поле маловато. А у первого… тут то и проблема. У него все максимально облегчено для быстрого перемещения экструдера. Просто так снять родной экструдер и поставить самодельный винтовой с соплом в 3 мм не выйдет — всю конструкцию поведет, а привод с ума сойдет тягать 30-50 кг голову вместо родной в пару кг. Плюс ценник (я понимаю, что не массовость спроса и т.д.) сопоставимый с фрезерами MULTICUT 3000 несоизмеримо более прочными, да еще и с сервоприводом. В таком случае мне видится целесообразным взять именно фрезерный станок, вместо шпинделя поставить винтовой экструдер, и немного модернизировать станину, что бы обеспечить большую высоту по оси Z.
Тоесть рынок предлагает большие и точные отпечатки, а вариантов для больших, быстрых и неточных, под последующую доводку — нет :(
bursten
03.06.2015 00:54Вам можно сказать лишь то, что именно ДАННЫЙ принтер НЕ подходит под Ваши задачи.
Это более корректная формулировка.
Ваш же первичный комментарий:
Когда же появятся отечественные аналоги cincinnati BAAM? Как ни обзор отечественных принтеров — все какие то игрушечные настольные модели, кардинально не отличающиеся от своих собратьев.
выглядит как минимум некорректным (со своими собратьями в своей ценовой технологической и целевой нише Picaso как раз отличается очень серьёзно, близко к революционному), а как максимум — незаслуженно пренебрежительным, на мой взгляд.

om2804
02.06.2015 20:24Не знаю как эта модель но предыдущая мне не понравилась. Удивили напечатанные петли и другие детали. Это немного странно для принтера в 100 тыс руб. Острые края корпуса ничем не обработаны. Калибровка стола ужасна. Я так и не смог откалибровать нормально. С пленкой для стола была постоянная деламинация. Отсутствие нужных настроек в оригинальном софте.
Минусы можно перечислять дальше. Вижу, что особо ничего не поменялось. Цена явно завышена раза в 4bursten
03.06.2015 00:55Цена явно завышена раза в 4
По сравнению с чем?
С ценами на бобовые культуры?om2804
04.06.2015 22:16По сравнению со здравым смыслом.
Такой же (с таким же качеством по крайней мере) можно собрать самостоятельно за 50 тыс, ещё и останется. Ну и где-то уже считали сколько на самом деле стоит пикассо.bursten
06.06.2015 14:29Такой же (с таким же качеством по крайней мере) можно собрать самостоятельно за 50 тыс, ещё и останется.
Вы говорите про стоимость деталей.
Ничего общего с конечной ценой продукции она не имеет.
Мой рабочий час стоит не менее 10.000 рублей.
На сборку Пикассо (если буду это делать лично я) — потрачу не менее двух недель (при условии наличия всех запчастей).
14 дней x 10 рабочих часов x 10.000 рублей = 1.400.000 рублей
Это только стоимость рабочего времени.
Плюс еще запчасти.
Получается полтора миллиона рублей.
То, что Вам выгоднее собрать Пикасо, нежели купить, говорит лишь о малой стоимости Вашего времени, но не о завышенности цены в абсолютном выражении.
Уловили?
В случае со мной — Пикассо ЭКОНОМИТ мои деньги.
И очень ощутимо.
В Вашем — это не вариант.
До тех пор, конечно, пока ценность Вашего труда — не возрастёт.
egormerkushev
24.06.2015 21:19Простите за нескромный вопрос, вы серьезно получаете полтора миллиона рублей в месяц?
bursten
30.06.2015 14:51серьезно получаете полтора миллиона рублей в месяц?
Да, только не получаю (как получку или зарплату), а получаю прирост в активах — как возврат на инвестиции.
ROE — известен Вам показатель?
Revenue on Equity.
Почитайте, если не знаете.
Речь не про зарплаты.
ЗаРаботная плата — от слова Раб.
Это не про меня история :)
Нужно ДЕЛО делать, а не РАБоту работать (считаю)…

Quiensabe
03.06.2015 07:39+2Полностью согласен! Тоже купили под проект такой принтер. Качество разочаровало.
Из PLA он вообще не хочет печатать, модель изгибается и отделяется от пленки (даже фирменной), во вторых — самой пленки у нас в городе не достать, а производитель на нас забил, хоть и обещали выслать комплект.
Калибровка — вообще отдельный разговор. Кто-то догадался сделать выступающие крепления стекла точно в том месте где нужно помещать пластину для калибровки, в итоге каждая калибровка превращается в какое-то шаманство, и нормально ее провести нет никакой возможности.
При печати объектов с закруглениями сверху (шар например) — появляются щели в которые видно внутреннюю гексагональную сетку.
В программе странные ограничения. К примеру мне не хватает для надежной фиксации температуры стола в 110 градусов, но выше я ее поднять не могу — ограничение. И таких проблем — множество.
В общем количество проблем явно не соответствует ценовой политике. Конечно возможно что в новой версии все волшебно поправили, но что-то не верится, особенно судя по «заплатке» в виде использования kisslicer.

WanderVlad
Самое главное не упомянули — сколько это чудо стоит?
После прочтения статьи появилось явное желание поэкономить на мороженом))
Top3DShop Автор
Извиняемся, все время забываем публиковать цены :)
189 000 руб.
makaroff
Сначала добавил статью в избранное. Прочитал комментарий. Удалил из избранного.
Sakurada_Jun
Стоит, как отечественный автомобиль. Может нолик лишний затесался? Классный принтер, великолепное качество, но цена заставляет меня грустить.
Top3DShop Автор
Этот принтер стоит рассматривать как конкурента профессиональному оборудованию, например Stratasys. Стоимость самого дешевого двух-экструдерного принтера начинается от 16 000 долларов, а расходных материалов от 520 долларов.
В своей ценовой категории у Designer PRO 250 на данный момент просто нет конкурента.
bursten
Соглашусь.