

Все приборы (дизайн и конструкция) разрабатывались у нас в Формлабе, организацией производства занимались тоже мы. Поехали.
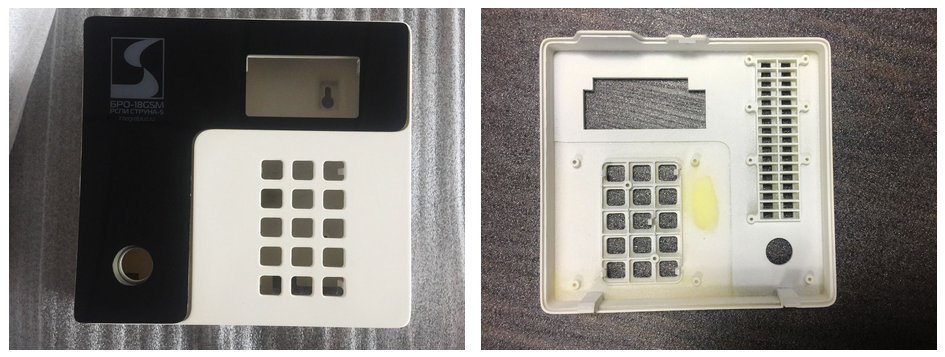
Корпус размерами 180х180х120 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $1.000.
Стоимость одного экземпляра при производстве тиражом в 50 шт. (с учётом стоимости форм) — $90.

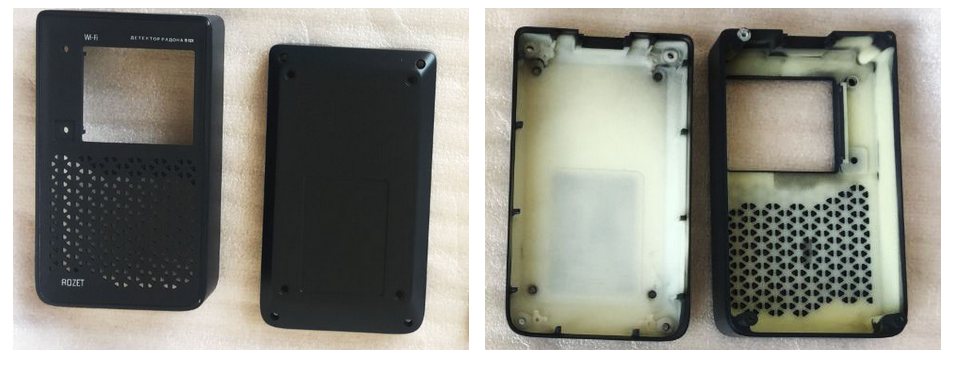
Корпус размерами 180х120х45 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $650.
Стоимость одного экземпляра при производстве тиражом в 25 шт. (технология производства — литьё в силиконовые формы) — $80.

Корпус размерами 330х210х110 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $1.200.
Стоимость одного экземпляра при производстве тиражом в 25 шт. с учётом стоимости форм (технология производства — литьё в силиконовые формы) — $220.

Корпус размерами 70х45х12 мм
Две корпусные детали из ABS-пластика, с обрезиниванием.
Стоимость прототипа, выполненного фрезеровкой, — $420.
Стоимость одного экземпляра при производстве тиражом в 25 шт. с учётом стоимости форм (технология производства — литьё в силиконовые формы) — $45.

Корпус размерами 500х200х120 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $2.300.
Стоимость одного экземпляра при производстве тиражом в 25 шт. с учётом стоимости форм — $320.

Корпус размерами 200х150х70 мм
Одна корпусная деталь из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $340.
Стоимость одного экземпляра при производстве тиражом в 25 шт. с учётом стоимости форм — $50.

Корпус размерами 130х80х45 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $325.
Стоимость одного экземпляра при производстве тиражом в 25 шт. с учётом стоимости форм — $80.
Корпус размерами 130х65х30 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $290.
Стоимость одного экземпляра при производстве тиражом в 25 шт. с учётом стоимости форм (технология производства — литьё в силиконовые формы) — $65.

Корпус размерами 175х465х35 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $800.
Стоимость одного экземпляра при производстве тиражом в 25 шт. с учётом стоимости форм (технология производства — литьё в силиконовые формы) — $95.
И таких примеров у нас, собственно, вагон (formlab.ru/production_costs). Надеюсь, что теперь, присмотрев себе корпус и ознакомившись вот с этой инструкцией, вы сможете за пару минут (хотя бы примерно) представить, сколько будет стоить производство вашего корпуса в реальности.
Это может здорово избавить от иллюзий молодые команды. Если информации всё равно не хватило, пишите в комментарии, попробую помочь с оценкой конкретных задач.
UPD: Коллеги, в комментариях всплыло, закреплю здесь:
Мне кажется, что ценник несколько перекручен. Было бы интересно посмотреть на смету по созданию прототипа, например. Лично моё мнение — ваше производство из серии «сделаем меньше заказов, но дороже».Мы вообще не производство ни разу — чистые разработчики, которые в том числе обеспечивают производство на мощностях других предприятий.
Комментарии (114)

rPman
22.10.2019 09:26В стоимость входит допроектирование детали (или как называют работы, когда модель дополняется допусками в соответствии с технологией (литье и фрезеровка имеет кардинально разные подходы и разные допуски на отверстиях и соединениях, воном случае нужно уменьшать размеры отверстий в другом увеличивать, это пример) или это считается работой проектировщика самого изделия и входит в его оплату?

anvos Автор
22.10.2019 10:53По мелочи да, но зависит от производства, большинство даже не пискнет, что что-то не так. Нифига не реклама, но вот formlab.ru/mcp — допиливают или говорят, мол, чуваки, вот тут проблемы, доделайте.
vnmukhin
22.10.2019 09:37+1Мне кажется, что ценник несколько перекручен. Было бы интересно посмотреть на смету по созданию прототипа, например.
Лично моё мнение — ваше производство из серии "сделаем меньше заказов, но дороже". Это тактически кажется верным, но стратегически вы (и ваши конкуренты) такими ценниками лишаете будущего молодые команды, о которых вы говорили в тексте.
Хотя, те самые молодые команды закажут тираж в Китае "по более другой" цене. И тут уже вы стреляете в ногу себе и своей отрасли в целом. Я понимаю, аренда, риски, успеть побольше урвать и всё прочее… Но как уже надоел этот близорукий подход в нашей "бизнес-сфере".
Вы выложите, выложите, пожалуйста, как формируется такая цена. Какова себестоимость моделирования коробки. Какова себестоимость печати/фрезеровки? Ну и т.д. по возможности. Я хочу понимать, что я отдаю свои деньги за дело, а не за просиживание штанов админаппаратом.
Извините за эмоции, я сам, не технарь ни разу (врач), решил сделать приборчик на ардуинке для научной работы 7-летнего сына. И что же я увидел, проанализировав рынок разработки корпусов? А увидел я, что придется либо изучать самому технологию, либо делать всё на основе "сантеха".

uwayit
22.10.2019 10:27+1Да, ведь судя по корпусам из примеров, они в основном для достаточно недорогих гаджетов которые явно сами по себе готовые с начинкой и в корпусе, в Китае можно купить за те же деньги.
Реально в таких случаях может быть дешевле купить какую-то китайскую технику в рознице, вытащить начинку и подстраивать свои платы под этот корпус. Будет даже дешевле, плюс начинка которую можно как-то монетизировать.
И да, я понимаю, что мой мысленный эксперимент — бредовый, но хочется, чтобы был понятен посыл. Лить корпус для чего-то вроде тамагочи за 45 долларов — это же жесть… Они в рознице по 2 бакса с начинкой и бесплатной доставкой…anvos Автор
22.10.2019 11:10Реально в таких случаях может быть дешевле купить какую-то китайскую технику в рознице, вытащить начинку и подстраивать свои платы под этот корпус. Будет даже дешевле, плюс начинка которую можно как-то монетизировать.
Регулярно встречаю такую идею, но ни разу не видел хороший, коммерчески успешный продукт в чужом корпусе… полтора десятка лет этим занимаюсь.
Лить корпус для чего-то вроде тамагочи за 45 долларов — это же жесть… Они в рознице по 2 бакса с начинкой и бесплатной доставкой…
Нет смысла сравнивать изделие тиражом в 100 000 штук и в 10. Для наглядности — первые 10 автомобилей стоят несколько миллиардов долларов, а уже серийные 5 000 $.
vp7
22.10.2019 13:15Кстати, очень плохо, что вы в статье везде указывали стоимость только для мелкого тиража.
Добавьте пусть хоть в паре мест возможную стоимость для тиража в 100, 1000 и 10000 штук, сразу станет наглядней.
anvos Автор
22.10.2019 13:47Да, отвечал уже ниже, так было бы нагляднее, но такой инфы пока в собранном виде нет. Напомню, что есть первая часть где есть цифры про большие тиражи.
anvos Автор
22.10.2019 10:54Мне кажется, что ценник несколько перекручен. Было бы интересно посмотреть на смету по созданию прототипа, например. Лично моё мнение — ваше производство из серии «сделаем меньше заказов, но дороже».
Мы вообще не производство ни разу — чистые разработчики. Все цены которые пишем это примеры тех проектов которые для нас кто-то производит.
Amor-roma
22.10.2019 11:02Ваш вариант лобзик, оргстекло или другой пластик, и послойная сборка (на сквозных резьбовых) или склейка. В случае прямоугольных корпусов можно получить очень достойный корпус достаточно дёшево и быстро.
Вариант 2 заливка компаундом. Но есть вопросы с дисплеем, динамиком, кнопками.
anvos Автор
22.10.2019 11:04Извините за эмоции, я сам, не технарь ни разу (врач), решил сделать приборчик на ардуинке для научной работы 7-летнего сына. И что же я увидел, проанализировав рынок разработки корпусов? А увидел я, что придется либо изучать самому технологию, либо делать всё на основе «сантеха».
Я прекрасно понимаю, что вы имеет в виду, но мы узкие спецы (как и врачи) и не можем работать за рис… Проводя аналогию — вы хотите позвать хирурга с 20-летним стажем занозу вытаскивать.
По поводу проекта — идеальный путь это нарисовать корпус хоть как-то и просто распечатать. Цена вопроса копейки.
vbifkol
22.10.2019 12:28+2Представьте себе что Вы кардиохирург, приходит к Вам дама и просит выдавить прыщ на носу, но исключительно эндоскопически с доступом через локтевую вену. Теоретически Вы даже можете это сделать, но получится дороговато и с большим риском.
Ваш вариант как уже ниже заметили — лобзик и фанера. Ну или листовой ПЭТ и строительный фен. Ну или дрель, стамеска и доска. Промтехнологии и даже прототипирование — это недомашние технологии.Superl3n1n
22.10.2019 15:23Ну как бы пример немного не корректен, т.к. в конечном итоге требуется результат. И никто не говорит о том, что корпус нужен именно таким методом изготовленный. Т.е. в Вашем примере Вы все также можете быть кардиохирургом, и к Вам приходит дама (для нее Вы просто доктор) и просит выдавить прыщ, а Вы уже можете порекомендовать обратится к другому доктору объяснив зачем и почему. Зачастую Ваша квалификация кроме Вас самого больше никому не известна (речь идет о случайных людях с улицы, случайных клиентах, не постоянных). Они не знают, сможете Вы им сделать, то, что они хотят или нет. По этому когда Вы им называете цену, если она не маленькая, хотелось бы понимать, что в нее входит.
vbifkol
23.10.2019 04:24клиенту нужен корпус именно из того материала, именно с теми поверхностями, именно с той точностью. Возможно, автор для клиента описывал возможность напечатать и связанные с этим проблемы, возможно клиент даже печатал сам или на стороне — мы не знаем и это выходит за рамки статьи. Статья толковая, для неспециалиста имеет смысл банально принять ее во внимание.
ЗЫ. Тут давеча местный производитель квадроциклов пришел, попросил сделать кастомный пыльник. ТЗ на уровне махания рук: «вот взять этот, тут убрать, тут согнуть, тут поправить». Я говорю ок, давай договор на 1000 штук в течении года, сделаем, но без гарантии что это будет вообще работать (там неоднозначная форма), может он будет перетираться как обычный. Он начал говорить про «попробовать, если не получиться — переделать», я озвучил 10 000 за КТР, 70 000 за матрицу, тысяч по 10-30 за каждую переделку. Он пошел узнавать у знакомых ЧПУшников, те выставили в полтора раза больше. Чудес не бывает.
arkamax
22.10.2019 17:55+4Я не представитель организации автора топика, но в университете занимался расчетами машиностроительного производства, и не так давно работал с десятками поставщиков на производстве микроэлектроники, в том числе с литьем пластмасс. Так вот — в цену должно входить получение заказчиком продукта по оговоренной модели с оговоренными допусками в оговоренные сроки. Если на этапе составления договора есть разногласия, сделка не заключается. Все.
Я также не врач, но 13 лет работал в сфере медицинского ПО. Так вот буквально постоянно, когда начиналось обсуждение лицензирования нашего ПО, возникал вопрос — а почему так дорого? Да очень просто — потому что наше ПО доказуемо точнее, чем все остальное.
> Вы выложите, выложите, пожалуйста, как формируется такая цена. Какова себестоимость моделирования коробки. Какова себестоимость печати/фрезеровки?
Кому и почему коммерческая организация обязана выкладывать инженерные калькуляции себестоимости производства? Во-первых это коммерческая тайна, т.к. конкуренты не дремлют. Во-вторых, что вы планируете делать с этой информацией? Примерно 10 раз из 10, когда у меня просили подобную информацию, на следующем этапе начиналась дискуссия в духе «почему XYZ так дорого, а не охренели ли ваши инженеры, столько получать, итп». Считать деньги в чужих карманах — это, простите, кю.
Для полной ясности — не может не-монополист «необоснованно» завысить цену — при наличии конкурентов никто никого не заставляет у этого заказчика что-то покупать. Не нравится цена — спросите, есть ли какие-то скидки, если нет, найдите другого, и пусть рынок решит, кто и как получит ваши деньги. Уважайте себя и других.sim2q
23.10.2019 07:44Да если не знать про эту тему, с улицы так может показаться. Мне тоже в своё время товарищ глаза открыл когда мы корпус телефона захотели сделать. Учились вместе и он как раз работал рядом с дедушкой на фрезере. И мне не показалось, что тут прям вот дорого.
khseal
23.10.2019 12:37А что сложный корпус? Закажите печать корпуса на 3д принтере…
Если корпус не сильно сложный я могу его напечатать)
alexey_public
26.10.2019 01:07Могу посоветовать очень простой и доступный способ. Листовой металл.
Проектируете деталь из листового металла. После чего идёте к тем кто его режет на лазере и гнёт. Без проблем делают от 1 экземпляра и гнут тоже. Желательно подойти заранее хотя бы с эскизом и узнать стоимость и тех условия — толщина металл, радиус гибки.
После чего красите любым подходящим способом, хорошо идёт порошковая окраска в термокамере.
В 100 usd реально собрать корпус весьма заметных габаритов из кучки деталей.
Но возможно придётся ещё доплатить местному технологу чтобы он проверил чертежи и указал где что-то неверно — гибка тоже имеет свои особенности.rPman
26.10.2019 06:58Дизайн а значит проектирование изделия очень сильно зависит от выбранной технологии изготовления, т.е. 3В-печать, фрезеровка, литье, гибка листового металла,… отличаются на столько что одна модель не подойдет для всех этих технологий, придется переделывать.


psinetron
22.10.2019 10:21+2О да… столкнулся уже с подобной проблемой когда делал свои поделки. При том, что железо находящееся внутри этого корпуса как правило во много-много раз дешевле, чем сам корпус. И вот тут, на мой взгляд самая большая проблема. Где-то мы свернули не туда на этой планете. Кажется мне, что тот кто первый придумает как дешево делать хорошие корпусы — озолотится
vnmukhin
22.10.2019 10:39+1Китайцы же делают дешево. Литье или штамповка. Тут важен подход — грамотная организация техпроцесса, логистика, снижение затрат на «менеджеров»… И, главное, должно присутствовать отсутствие в мышлении принципа «хапнуть и убежать».
А я хочу не в Китае заказывать, а в России, у своих производителей за сравнимые деньги. Сейчас что получается — сырье (пластик, силикон) из Китая, фрезерный станок из Китая, остальные расходники тоже из Китая. Только рабочие руки российские. И от этого ценник в 10-100 раз выше? Я хочу знать, за что.psinetron
22.10.2019 10:50Могу ошибаться, но из того с чем я встречался — в китае тоже не дешево (в статье как-то эту тему поднимал), если вам нужен штучный экземпляр. Как колхозный вариант — можно купить готовую коробку и нарезать в ней дырок как вам надо, то й же дрелью например. А вот если устройство не вписывается в прямоугольник?
Сейчас делаю очередной проект, на этот раз хочу попробовать оргстекло. Его просто клеить, можно гнуть и относительно легко резать. Что из этого получится — пока не знаю.vnmukhin
22.10.2019 11:05Я вижу техпроцесс для дома так: разработка в CAD модели — печать по частям на SLA — склейка частей, доведение поверхностей — заливка силиконом — литье пластика. Стоимость материалов — 5000 рублей/л смола, 500 рублей/кг силикон, 600 рублей/кг пластик. При весе корпуса 100 грамм стоимость материалов составит 750 рублей за мастер-модель + 60 рублей каждая отливка. При тираже 10 штук — 135 рублей за экземпляр.

extiander
22.10.2019 12:27у вас сложная модель корпуса выйдет идеально с первого раза?
вы учли стоимость ручной обработки после sla
и да sla/lcd иногда много точнее чем fdm но усадки у них бывают тоже весьма жесткие, в особенности на тонкостенных моделях (аля корпус)
sls конечно лучше, но и ценники там другие
arkamax
22.10.2019 18:14+1Отчасти поэтому машиностроители и инженеры не любят выкладывать калькуляцию производства. Как и в медицине, для несведущих на поверхности видна лишь верхушка айсберга. Навскидку — кроме стоимости материалов есть еще амортизация кап. затрат на оборудование, расходы на его эксплуатацию, ремонт, электричество, постоянные расходы на поддержание производства, фонд заработной платы инженеров моделирования и обслуживающего персонала станков (и это не могут быть абы кто с улицы), итд итп. По моей памяти, обсчет некой сферической производственной линии занимал у меня на курсовой 38 листов на Excel. И если мы начнем обсуждать необходимость всех этих затрат, то в медицине это будет эквивалентно вопросу «а почему именно мне нужен асферическая линза с коррекцией астигматизма за тысячу долларов и операция еще за 2 тысячи, а не LASIK за 500, ведь моему соседу это помогло»? Офтальмохирург не сможет за разумное время доказать упертому и подозрительному не-офтальмологу, как и почему кромсать тонкую роговицу лазером — не всегда умная мысль. Поэтому с целью экономии времени в не-монопольной среде выбор прост — или берем услугу, или не берем.
anvos Автор
22.10.2019 11:16Могу ошибаться, но из того с чем я встречался — в китае тоже не дешево
Ровно так, а когда начинаешь копать, выясняется, что разница просто раскатана во времени и ты все равно платишь, но как бы не сейчас.
anvos Автор
22.10.2019 11:14Представьте, что вы в Черногории — попробуйте там организовать производство корпуса. Вот ровно тоже самое и тут, только чуть больше пафоса и имперских амбиций у руководителя страны.
youtu.be/jP4_i9a6HbM?t=134 :)vnmukhin
22.10.2019 11:19Вы правы (по ролику). Но как же хотелось бы что-то сделать, чтобы было не так.

maloii
22.10.2019 13:01Не стоит путать китайское крупносерийное производство и мелкосерийное. Производство мелкой серии по цене выйдет даже дороже в китае из за цены доставки и возможных форсмажеров и повторном заказе из за ошибки китайцев или проблем коммуникации с ними.
Касательно хапнуть и убежать мне кажется вы сильно заблуждаетесь. В статье сказали что это мелко серийная партия. Вы похоже не задумывались о цене разработки чего то с нуля, это очень дорого и произвести корпус тоже. Тут в примере еще привели литье в силикон, это бюджетный вариант, в него вроде максимум можно пролить 50 раз. А если заказывать железную матрицу? Вот и представьте сколько нужно пролить деталей что бы окупить сложную фрезерованную матрицу сделанную персонально под вашу деталь? А потом еще окажется что вы не предусмотрели какое нить ребро жесткости и добро пожаловать на второй круг.
ZloyIng
23.10.2019 21:46Мало того, я сейчас приставку DVB-T2 выбирал родителям на дачу…
Множество устройств с абсолютно одинаковой начинкой, но разными названиями и корпусами…
Секрет достаточно простой — тираж. Обычный тираж там идёт от сотен тысяч как минимум.
На таких тиражах корпуса стоят копейки. При изготовлении корпуса методом штамповки или литья очень дорого стоит станок, оснастка и деталь-прототип. Цена самого пластика мизерна по сравнению с этим.
А эта себестоимость размазанная на сотни тысяч готовых изделий становится почти не заметна.
Именно поэтому я предпочту поискать подходящий мне корпус из готовых и оставить пустоту или подгонять начинку, чем делать свой…
Для самоделкиных могу подкинуть не новую идею, но не все знают, которую увидел у знакомого — некоторые корпуса выполнялись из крупных кабель-каналов с заглушками — смотрится вполне нормально при аккуратном допиливании, себестоимость вообще мизер.
Типоразмеров достаточно много, из плюсов часто негорючесть, высокая прочность и жёсткость…

drWhy
22.10.2019 10:31Как-то нужно было изготовить две удобные ухватистые ручки на джойстик для опытных образцов прибора. Поинтересовались, сколько будет стоить из пластика. Подивились. Заказали фрезерованные из дюраля — изготовитель сам нарисовал модель, изготовил, сделал сквозные отверстия для облегчения, обшил кожей. Ручки получились на славу. И не за драго. Больше тему пластика не поднимали.

QDeathNick
22.10.2019 19:41В прошлом веке мой дед кузнец сделал мне kemston joystick для спектрума из подручных стали и меди. Сколько пластиковых джойстиков я сломал в азарте игры, мой спеки умер, дед тоже, а джойстик до сих пор цел.

olehorg
22.10.2019 10:57Спасибо! Чудеснейшая илюзиеразбивающая статья!
ПОдскажите. а нельзя ли (хотя бі примерно) дополнить каждый пункт вариантами «стоимость 500 корпусов» и «стоимость 5000 корпусов»?anvos Автор
22.10.2019 11:21Нету данных, так что бы корпус оценивался по всем фронтам сразу, но я задачу понял да, подумаю, как можно организовать. Вообще в идеале хочется сделать пару проектов где от начала до конца расписать по деньгам, со всеми вариантами и наценками — видимо сильно не хватает такой «подкожной» информации, судя по комментариям.
ProLimit
22.10.2019 11:58Если речь про 5000 — то ценник сразу падает кардинально. Вкладываетесь в пресс форму, а далее каждый эксземпляр выходит порядка 1-10$. В принципе при тех ценах что озвучены в статье, о литье под давлением можно подумать начиная и со 100 штук. Пресс-форму можно сделать и из мягких материалов, это будет дешевле.
anvos Автор
23.10.2019 21:49Начали готовить примеры сразу с несколькими тиражами, потом добавлю в первую часть заметки. Спасибо за комментарий :)
Dreablin
22.10.2019 11:05Во втором корпусе присутствуют отверстия в стойках под винты. Мы только что заказывали по этой технологии (холодное литье в силикон) партию корпусов для прототипов и нас заставили эти отверстия убирать, потому что силиконовая форма залипает и рвется. Пришлось их убрать, оставить небольшой керн и потом сверлить еще, что не очень удобно.
Вы прямо с отверстиями льете?anvos Автор
22.10.2019 11:22Вы прямо с отверстиями льете?
Ммм, да, как-то вас сурово завернули. Надо посмотреть модель (сделаете скрин с бобышками?) бы. Но почти уверен, что что-то не так.

wormball
22.10.2019 18:28Не надо ничего убирать, сверлить и нарезать резьбу. Есть вот такие гайки: ru.aliexpress.com/item/32842866575.html ru.aliexpress.com/item/32606132976.html Ещё и прочнее будет. Правда, мне они полгода шли. В принципе можно и обычные гайки использовать, только стойки потолще будут.

mukhindev
22.10.2019 11:22Сам столкнулся с этим. В производстве изделий из пластика считай нет понятия малый+, средний объём.
Это либо 3D печать, фрезеровка или литьё в силиконовые формы за большие деньги за 1 единицу.
Либо промышленное производство на пресс формах с небольшой стоимостью единицы, но большими вложениями, большой минимальной партией и долгим стартом.
На специализированной выставке когда я искал исполнителя надо мной все смеялись с объёмом 500-1000шт (деталь 25x25x50мм).
В итоге нашли рукастого парня, он нам собрал самодельный ТПА. Изделие наше небольшое, такой гаражный способ подошёл. Но кроме этого оказалось ещё куча подводных камней и стало понятно за что специализированные компании деньги берут.anvos Автор
22.10.2019 11:28Да все просто, если не трогать экзотику:
1. Не рассматриваем печать и фрезеровку как производство в принципе — это для другого.
2. Несколько десятков корпусов — полиуретан в силиконе
3. Несколько сотен корпусов — только литье под давлением, либо в металлополимерную форму, либо уже в стальную
4. Больше тысячи корпусов — только литье в стальную форму
Все остальные решения это как правило связано с неправильной оценкой проекта, возможностей и т.д.
В итоге нашли рукастого парня, он нам собрал самодельный ТПА.
Ого
Но кроме этого оказалось ещё куча подводных камней и стало понятно за что специализированные компании деньги берут.
Золотые слова — надо бы заказать табличку.
Superl3n1n
22.10.2019 14:29+1Здравствуйте! Можете пожалуйста написать статью, о том, что Вам требовалось, что Вы приобрели (самодельный ТПА), с какими подводными камнями столкнулись и т.д. Так сказать историю со стороны потребителя.
wormball
22.10.2019 18:29+1А ещё лучше отыскать оного рукастого господина и дать ему инвайт, чтобы он статью написал.
mukhindev
22.10.2019 19:05+3Статью сейчас не потяну, могу тут кратко.
Есть алюминиевая система для гардеробных. Соединяется она через пластиковый соединитель. Вот тут этот элемент видно: www.youtube.com/watch?v=J_IHJwz1lKo
Различные литейщики в силикон и 3D печатники насчитали нам от 300 до 500 руб за изделие. Это очень много. Стоимость изделия на рынке должна быть 50 руб максимум.
Решили сами попробовать печатать. Купили 3D принтер. Ну во первых оказалось нереально долго 12-20 изделий за смену, во вторых ненадёжно, наша деталь на разрыв должна держать во всех плоскостях. У напечатанного на 3D принтере есть недочёт, по одной из осей, деталь всегда менее крепкая, чем по другим, причём с огромной разницей. 3D-печать отпала.
Посмотрели что такое литьё в силикон и стало ясно, что в 50руб не уложится с работой.
Посетили Интерпластику в Экспоцентре и стало всё ещё печальнее. Оказалось сотни и тысячи штук для такого изделия это не партия. В нашем изделии копеечный материал, но нужно много денег на разработку процесса и прессформы. Это шестизначные цифры. Нам с продуктом-экспериментом это было просто не подъёмно.
Стали искать так называемые мини-ТПА. Есть интересные решения вроде Babyplast, но они дорогие для нашего сомнительного продукта. Так и наткнулись на нескольких гаражников, выбрали понравившегося, заказали, через месяц был собран. До настоящих ТПА как до луны, но не забываем о цене на порядки ниже. Наше изделие несложное, надежда в нас всё ещё была.
Заиметь подобие ТПА это был первый шаг и как оказалось самый простой. Следующее серьёзное испытание — прессформа. До этого думал что всё просто, нарисую в 3D две плиты и сделаю булевую операцию с нашей деталью для отпечатка. Так вот, сделав это нифига ничего не получится, усадка материала уведёт все ваши размеры. Форма должна быть выполнена чуть больше объёмом. А на сколько? Вот тут то самая запара. Специалисты говорят, что почти всегда до идеальной формы приходят методом проб и ошибок.
На усадку влияют вид пластика, примеси, температура, скорость подачи, время смыкания, способ остужения, форма изделия, толщина стенок. Короче форму несколько раз переделывали. Это простая стальная форма с выталкивателем без охлаждения. Не представляю сколько средств и сил вкладывают в «настоящие».
Следующая наша проблема была холодный спай. Это когда горячий пластик при заполнении формы встречается с уже успевшим застынуть. Здесь проблема крылась в ограниченности самодельного оборудования. Решилась подбором пластика который не очень быстро твердеет. Смыкать формы нужно на долго, 60-70 секунд, но по сравнению с печатью и литьём это скорость света.
Ну и последняя проблема. Пластик в гранулах найти не сложно, купить сложно. Точнее сложно купить нужное таким как я кол-во. Большинство работают от 1 тонны! Вторичный рынок сырья более гибок на объём, но это переработанный материал, он уже имеет цвет. Получить нужный цвет сложнее, чем с первичным материалом.
Ну где-то после тысячной экспериментальной детали, с разными видами пластика и примесей мы пришли к более-менее устраивающему результату.
webself
22.10.2019 22:11Во сколько обошлась такая самоделка вам?
mukhindev
22.10.2019 22:42+1120000р станочек. 60000р прессформа (включая переделки и чертежи сам делал, не знаю сколько за разработку берут). + 5000р мелкие доделки (на базе Arduino и некоторых датчиков сделал защиту прессформы и рук)
Вот тут есть видео смыкания (на третьем слайде) и электронную начинку на фото видно: www.instagram.com/p/BvOkj6oAi8W
Станочек:

Результат (уже после удаления литника):

webself
23.10.2019 07:14Круто. Обычно подобные станочки пытаются тысяч за 200 авторы продавать.
А сколько сейчас в рознице вы за изделие получившееся берете? 50р?mukhindev
23.10.2019 08:27Рассчитанные ранее 50. Но эту сумму можно уменьшить улучшив оборудование. В прессформе выталкиватель, детали сами вываливаются из неё, но из-за не совсем правильной прессформы не идеально. Бывает каждая 20шт да повиснет. Именно из-за этого и делал защиту, что если в течении 3 секунд после размыкания между частями формы что-то продолжает находиться цикл прерывается. Короче приходится сидеть наблюдать за процессом.
Ну и литник не очень удачный, сложно обрезается, это добавляет ручной работы и повышает себестоимость. Прессформа уже необратимо изменена и для лучшего литника нужно заказывать новую. Думаю можно довести изделие то 30-35р в рознице, купив материал 1т и переделав форму.
Но деньги на эксперименты закончились, а продукт так и не раскрутился.webself
23.10.2019 11:15То есть гардеробная система не продается то есть такой конструкции? Закрываете «стартап»?
mukhindev
23.10.2019 11:46В свободное плавание отпускаем. Мы мебель производим, а в продажу не умеем, поэтому работаем по схеме B2B. У нас есть другие продукты которые хорошо идут, но их реализацией занимаемся не мы. На гардеробные пока не нашлось такой компании.
Самому раскручивать сил не хватает. Предприятие у нас небольшое, семейное, и как во многих таких компаниях каждый человек универсальный солдат. Я и конструктор, и за просчёт отвечаю, мне же и сайт поддерживать и с недавних пор ещё в разработчики заделался, портал для управления внутренними процессами создаю.
mukhindev
23.10.2019 09:41
drWhy
22.10.2019 22:413D-печать отпала.
Из титанового порошка велорамы спекают. И костюм железного человека, который 42-й калибр не берёт. Но да, пока что не по 50 р :(
crustal
22.10.2019 13:44Корпус размерами 500х200х120 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа, выполненного фрезеровкой, — $2.300.
Станок ЧПУ из Китая ненамного дороже. Могли бы уже и сами фрезеровать. Склеить МДФ два-три слоя по 40 мм и вперед. Пылищи только неимоверно, если без пылеудаления. С тонкими выступающими элементами проблема, но как-то решается, отдельно сделать и установить перед заливкой силиконом может. Не сильно много опыта в этом направлении, но приходилось фрезеровать из МДФ, силиконовые формы дальше делал уже не я. Тут кто-то постил про ЧПУ для этих дел, в принципе, на мой взгляд, довольно адекватно, правда зачем-то ЧПУ станок противоставлял 3D-принтеру, при том, что по жизни они очень мало пересекаются.vbifkol
22.10.2019 13:59Эээ… Станок 500*200*120 за 2300? Да ладно, интересней даже как получить АБС из МДФ? Запилить МДФ, залить силиконом, в силикон отлить воск, засыпать землей, выжечь воск, налить сталь, сделать пресс-форму и таки в нее уже впрыснуть АБС что ли? Тут не 2300 пахнет, надо ноликов пару дописать.
Superl3n1n
22.10.2019 14:34А зачем из МДФ делать АБС? Прототип же требуется исключительно как прототип, а не на реализацию. Т.е. примерить внутренности, проверить собираемость, эргономику и т.д.
vbifkol
23.10.2019 04:30Т.е. примерить внутренности, проверить собираемость, эргономику и т.д.
Если в и т.д. входит собираемость, тактильные ощущения, вес, поверхность, прочность — то только тот материал, который будет в результате.
crustal
23.10.2019 16:07Эээ… Станок 500*200*120 за 2300?
Ну я на alibaba погуглил 6040 cnc router high precision. Где-то в принципе не намного дороже правда без доставки. Лет десять назад покупали большой 1800 мм * 1300 мм SUDA, было 12т, так что вроде как соответствует. Выбирать надо, как по мне, тяжелый, т.е. жесткий, и шпиндель заказывать китайский с водяным охлаждением от 2.2 квт даже на небольшой станок. Например 3 квт — больше подшипников и в целом более жесткая конструкция.
Да ладно, интересней даже как получить АБС из МДФ? Запилить МДФ, залить силиконом,
Автор сам пишет почти на всех заказах:
(технология производства — литьё в силиконовые формы)
vbifkol
23.10.2019 20:42Ну я на alibaba погуглил 6040 cnc router high precision
Высота под порталом — 60 мм, у меня такие есть. Чтобы пролезло 120 надо циферку на два как минимум умножить. Ну и доставка с налогами в лучших традициях Али еще столько же съест.
Лет десять назад покупали большой 1800 мм * 1300 мм SUDA, было 12т, так что вроде как соответствует.
Я в этом году покупал 400*800*450, 3 млн. Но это уже оверквалифай для этих задач.
Автор сам пишет почти на всех заказах:
Вы комментируете фразуДве корпусные детали из ABS-пластика.
это не про силикон.Впрочем, МДФ для изготовления силиконовой формы тоже не очень.
Стоимость прототипа, выполненного фрезеровкой, — $2.300.
HMNIJP
23.10.2019 21:436040 cnc router high precision — это не станки, а грубо говоря — макеты станков. Нормальный станок, способный обрабатывать на такой высоте(более 120мм), будет иметь только один шпиндель, дороже 2300$. Это высокооборотистый с конусом iso/bt. Более того, инструмент+оснастка(фрезы, оправки) только для этой работы стоить будет ещё столько же или больше. А китайский деревяшечный роутер на зубчатых рейках — ну просто не для таких работ. Да, крупные матрицы из МДФ возможно, но не высокоточные корпуса из модельных пластиков.
crustal
25.10.2019 21:13Да, крупные матрицы из МДФ возможно, но не высокоточные корпуса из модельных пластиков.
Так никто и не заставляет покупать ЧПУ. Смысл в том, что у заказчика перед оснасткой на US$2300 были или должны были быть итерации с корпусами попроще. Писал же кто-то в этой теме, что только около 5% стартапов — примерно клиентов этого бизнеса выживают. То есть на одну такую форму за несколько тысяч приходятся наверное десятки запросов на подешевле.
Реально, если вы разрабатываете какого-то робота-пылесоса, то может заказать вначале корпус по технологии вакуумной формовки? Здесь упомянутый ЧПУ вполне к месту, как по мне. Будет у изделия перспектива пойти в массы, ну можно подумать тогда и о литье под давлением. Зачем терять клиента с самого начала? Ну и в силикон лить на ранних итерациях можно, особенно для промышленности, какие там требования к продвинутой эстетичности корпуса. Плюс другие технологии и с пластиком, стеклопластиком, углепластиком, — если есть кадры, то почему не дать клиенту возможность выбора.
А китайский деревяшечный роутер на зубчатых рейках — ну просто не для таких работ.
Рейки и шаговые двигатели — тайваньские, линейные подшипники — японские, шпиндели, хоть и китайские, но подшипники в них — японские вроде как, да и писали уже здесь, что шпиндели у них вполне на уровне. Электроника, если правильно выбрать промышленную — вполне, они на этом собаку съели. Так что не так все плохо по части ЧПУ в поднебесном королевстве.
Насчет цен на станки — неохота лазить по их площадкам, все равно у каждого своя история как, где и почем он покупает. У кого-то может дядя брокер, и он может ввезти по узлам, а тут собрать. У кого-то какие-то концы в каких-то структурах и они могут решить вопрос. Но даже если тупо покупать здесь в России — первое, что нагуглилось — «Фрезерный станок с ЧПУ — УФГС 0609»
900 мм на 600 мм (в два раза больше по площади обсуждавшегося);
Z — 200мм;
шпиндель мощностью 2.2 кВт цанга ER20
частота вращения 6 000 — 24 000
302 250 руб (~US$4700).
grav-frez.com/catalog/frezernye-stanki-s-chpu/frezernyy-stanok-s-chpu-ufgs-0609/
anvos Автор
22.10.2019 14:04+1Не сильно много опыта в этом направлении, но приходилось фрезеровать из МДФ, силиконовые формы дальше делал уже не я.
К слову, обычно мало кто считает стоимость времени вот этих всех ручных историй. Перед глазами прям кейс, когда разработчики заказчика (крутые и дорогие спецы по электронике, софт сложному) всем отделом пилили простенький корпус — приводили мне аргумент, вот мол, сделали считай за 20 тысяч рублей всё, а ты с нас хочешь x5 :)Superl3n1n
22.10.2019 14:41Так обоснуйте цену, хоть примерно. Иначе это просто пока выглядит как Ваша жадность. И я сейчас ни на чьей стороне, Вы назвали цену прототипа простенького корпуса х5. А далее хотелось бы услышать список работ и их стоимость, чтобы понимать, за что нужно платить.
anvos Автор
22.10.2019 16:10Слишком будет абстрактно, но вот примерная формула оценки цены прототипа:
себестоимость производства подрядчика + 30% на проблемы (ошибки ручного труда) + 30% на допил документации конструктором + 30% постоянные издержки (реклама, менеджер) + 10% налоги + 5% доставка.
«Жадность» появляется когда прототип сложный и дорогой (читаем от 100К?) — там прибавляется маржинальность сверху этих затрат.
Соответственно, когда вы обращаетесь к тому же подрядчику-производству напрямую (те же китайцы вот отсюда formlab.ru/podr) — смело экономите половину цены прототипа, а если сложного, то больше.Superl3n1n
22.10.2019 16:37+1Мне почему-то кажется, что «Неее, так слона ты не продашь!»
Я конечно понимаю, что
+ 30% на допил документации конструктором + 30% постоянные издержки (реклама, менеджер) + 10% налоги
это все необходимо учитывать. Но «не за мой же счет!!!», по крайней мере мне об это знать не нужно. Иначе это выглядит как: «цена будет $100500! сам понимаешь, мне еще налоги платить и менеджера кормить, а еще за аренду заплатить надо и т.д.»
Как бы я хотел видеть смету:
Проектирование модели и согласование ($10-50/час) ~ 30 часов
Фрезерные работы:
Себестоимость материала — 20$
Стоимость работы фрезера 10$/час — 6-10 часов
Слесарные работы — 10$/час ~ 3-5 часов
Только цены не примерные (как я написал), а конкретные, чтобы я тоже мог просчитать.
+ 30% на допил документации конструктором
можно узнать, что это такое? Что входит в эту услугу?
+ 30% на проблемы (ошибки ручного труда)
А вот это мне знать вобще не обязательно! Какие ошибки?! «Вы что, не профессионалы?!»
anvos Автор
22.10.2019 17:08:) Да, спасибо, не с той стороны показал, ок:
Опытный образец у вас на столе через Y дней за X денег
1. Согласование с рекомендуемым заводом — проверенный годами подрядчик
2. Анализ технологичности и изменение документации под производственные требования и стандарты — мы исправим ошибки вашего разработчика
3. Программа работы станка, оператор, материалы, контроль качества — изделие с браком будет полностью переделано за наш счет.
4. Ручная доводка поверхностей, сборка, нанесение надписей — прототип станет неотличим от серийно-произведенного
5. Доставка до клиента — мы работаем со всей страной
6. Подготовка оценки себестоимости серийного производства — жизненно важна информация для любого производственного проекта
Мм, может так?semennikov
22.10.2019 20:12У Вас очень низкие цены, как Вам так удается еще и в прибыли оставаться???
semennikov
22.10.2019 20:10+1Рассмотрим самый простой из приведенных корпусов — Calibry
Проектирование модели — 25$ это самый минимум который еще поискать, 20 часов — это простенький корпус, ну пусть будет — 500 долларов(я в эти часы включил технолога который пишет обработку на фрезере)
Стоимость работы фрезера далеко за 2500 руб/час, это уже 30$ за час пусть 4 часа -120$, стоимость материала пригодного для мастер-модели соглашусь на 20$, слесарные работы за 10$ в час увы сейчас не найти, скорее 15, и это еще повезет, делать будет часов 8 это еще 120$ — Вот Вам уже 760 долларов, при этом я не включил накладные расходы. Так что цены которые приведены в статье мне представляются очень низкими.
Расчет я привел для своей фирмы, мы в общем то именно этим и занимаемся.
И, кстати, пресс-формы для литья 500-5000 штук можно делать и из алюминия, получается дешевле чем стальныеanvos Автор
22.10.2019 20:19Если вы готовы работать по таким ценам — я готов предложить много работы. Иду в личку.

NordicEnergy
22.10.2019 20:16Иначе это выглядит как: «цена будет $100500! сам понимаешь, мне еще налоги платить и менеджера кормить, а еще за аренду заплатить надо и т.д.»
Вам тогда к фрилансерам-одиночкам путь заказан. У них ни накладных расходов, ни менеджеров, только голые «человеко-часы». Правда выйдет ни разу не дешевле в конечном счете)) Все эти «накладные расходы» существуют лишь для одного — повысить производительность труда, а не навариться на очередном заказчике.
anvos Автор
22.10.2019 21:54А вот не соглашусь — по опыту для каждого «типа заказчика» подходит разный «тип подрядчика». Фрилансеры оптимально подходят для тех кому нужен очень ручной контроль. Немного темы касаюсь вот тут youtu.be/YbCbrJSfXNE, но конечно там много что можно рассказывать…
Тезисно — есть четкая зависимость создания отдела разработки внутри конторы и запуска новых продуктов. Условно — если меньше 3 проектов в год, тогда есть варианты и ищем пути перейти с аутсорса на «себя». Если 3 и более, тогда выводим все на аутсорс и у себя сохраняем только самое важное — схемотехника, софт и т.д. Понятное дело у каждого свой путь, своя отрасль и т.д., но вот это, то что вижу со своей колокольни.
NordicEnergy
22.10.2019 20:12Спасибо за статью, как обычно сплошная польза! :) Не подскажите за силиконовые кнопки? Возможно у вас есть примеры с ценниками? Часто в устройстве нужна пара кнопок или даже клавиатура на подобии тех, что стоят на осциллографах, но сколько не узнавал, ценник за прототипы какой-то конский даже в Азии.
anvos Автор
22.10.2019 22:15+1Мы же про вот?

Если да, то там всегда так — делается боевая оснастка, которая прессует клаву. Т.е. простого решения нет. Можно имитировать полиуретаном, но все эточерез жне очень-то разумно в итоге.
Настоятельно рекомендую, даже так, НАСТОЯТЕЛЬНО РЕКОМЕНДУЮ, сначала проверять хотя бы на бумаге значки и размеры кнопок. Потом печатать просто кнопки и проверять щупабельность и точность попадания и только потом, только потом уже переходить к реальной клаве. Столько ошибок сделано, столько пиастров сожжено уже… *заплакал
P.S. И не забудьте что пальцы и ладони загораживают значки.NordicEnergy
23.10.2019 12:17Понял, тогда понятно откуда такие цены сразу берутся)) Спасибо большое за советы! Начинаю подозревать, что выгоднее придти к вашей компании и не мучаться самим, т.к. шанс профукать мешок денег и ничего не сделать в итоге очень высок.
Kot_dnz
22.10.2019 22:37Прям попал в музей дизайна — отдел 30+ лет назад.
«Проектирование деталей из пластмасс» похоже никто не читал
Технологии прототипирования уже тоже древние…
Если как рекламный пост за деньги, то Ок
Tomasina
23.10.2019 21:41+1От вас хотя бы небольшая статейка на тему хорошего и современного дизайна пластмассовых корпусов, прототипирование и технологичность.
Ни разу не стёб, реально назрело, хочется красивый вау-корпус для своих устройств, а предлагает сплошные коробкиKot_dnz
25.10.2019 18:30+2В одиночку вау-корпус не сделать. Точнее это как профессиональный артист и любитель — у любителя может иногда получаться отлично, а у профи всегда одинаково хорошо.
Дизайнерам изделий обязательно читают правила проектирования деталей из пластмасс, что бы уйти от базовых ошибок. После этого специалист по пресс-формам и литью делают его аудит по двум основным критериям — используемые решения можно ли в принципе получить путем литья под давлением и второй — за вменяемые ли деньги. (Пример: защелки оформляемые прямым разъемом или ужас какими внутренними ползунами и сложными движениями). Дополнительно проводится аудит требований к изделию — место впрыска, коробление коробочки, следы утяжин, следы от толкателей, жесткость и все такое. И так по кругу… Ну и как потом с этий оснасткой жить дальше — стойкость, цена ремонтов и обслуживания.
Где-то тут появлется относительно дешевый прототип с профессионального 3д принтера.
Ну и реальная тестовая партия.
Такой опыт зарабатывается годами.
Китайцы очень преуспели в сырых формах-прототипах, когда вы ее даже не видите, а вам присылают неведомо как полученные 20 деталей полученных литьем под давлением близкого к ожидаемому материалу.
Сорри за много букв
hhba
22.10.2019 22:53+1Комментарии выше конечно веселые: «а я на своем 3Д-принтере вот так могу, а я — вот так, а еще вот так», только все же это истории от непосредственных юзеров и энтузиастов
с напильником в кармане. А когда ты организовываешь работу группы других людей, даже весьма квалифицированных (и потому, к слову, весьма высокооплачиваемых, так что напильник убираем в сторону на случай крайней необходимости), то как-то не получается пока полагаться на 3Д-принтер дешевле миллиона. И реально фрезеровка прототипов — отличный путь, если точность важна. Вот когда точность не особо важна и прототип скорее качественный — да и фиг с ним, любой FDM, еще и не со 100%-м заполнением (чтобы быстрее). Но это так, к слову.
У меня были вот какие два вопроса:
1) Вы выше пишете про литье АБС в силикон. Это же вы все-таки не про АБС пишете, а так называемый «ABS-like resin»? :)
2) В ряде случаев выше вы не пишете про литье в силикон. Это означает, что речь про классическое литье в металлическую форму? Но тогда цена подозрительно низкая.

chuprun
23.10.2019 09:04насколько я помню, такие партии как в топике называются golden sample все же являются частью серийного литья выше 1000шт.
ну и не забываем статистику, лишь 5% hardware продуктов выживают в малых и средних стартапах
vbifkol
24.10.2019 04:32О кстати, назрел вопрос. А где люди берут заготовки АБС под фрезеровку термоотпущенные?
oldd
Имеется вопрос — почему для прототипов используется фрезеровка, а не 3D печать?
Вы же после фрезеровки всё равно ка-то мастер-модель готовите, снижаете шероховатость, полируете и т.д.
rPman
Много вам известно 3D принтеров, после которых изделие можно собирать? У FDM погрешность в 1-2 мм норма
А SLA хоть и стали вполне доступными как по расходникам так и по устройствам, но область печати у них — десяток сантиметров
spc
По-моему, корпуса такой сложности, как здесь, печатаются на любом китайском принтере — и погрешность позволит собрать вообще без вопросов. Другое дело, что фрезеровка, скорее всего, гораздо аккуратнее даже в прототипе.
Timmma
Нам печатали из фотополимера и полиамида достаточно большие детали. Стоимость в принципе сопоставима с фрезеровкой, но к точности претензий не было.
barbanel
Простите, мы точно в 2019 живем?
Уже давно существуют потребительские принтеры с погрешностью в разы меньшей.
Специализированные принтеры должны быть точнее априори.
rPman
Все FDM принтеры без подогрева воздуха в камере (а это значит не stratasys так как патент на это охраняется похоже очень хорошо, а принтеры от стратасис потребительскими не назовешь) дают жуткие артефакты из-за особенностей усадки, как раз на изделиях больше 10-20см.
В зависимости от пластика (а даже у PLA есть усадка, хотя это один из самых простых и удобных пластиков) можно получить как изгиб изделия от внутреннего напряжения (как раз миллиметр другой) так и простейшие артефакты слайсера, не зависящие от усадки — сопли на ретракте, ямки в местах завершения контуров, уменьшения диаметров маленьких отверстий на пол диаметра сопло из-за переэкструзии и прочее. Простейшая слоновья нога может давать разницу в несколько миллиметров на первом сантиметре печати.
Что происходит когда нужно печатать тонкие стенки, вообще кошмар. Я не про умение работать слайсером — я то в курсе.
Все кто занимаются сборкой изделий из печатаемых кусочков на FDM занимаются очень серьезной ручной обработкой и замазкой щелей… которые могут быть заметно больше миллиметра. Если вам известны 3d-печатники у кого не так, покажите мне их… либо их принтер стоит от миллиона рублей либо они печатают простые маленькие кубики (кстати большой кубик сразу покажет проблемы) и зубчатые колесики.
И да, повторюсь — попечатайте ABS-ом, ведь в статье изделия из него! А еще из резиноподобного пластика, вот где веселья еще больше!
Если изделие требует доработку напильником — значит оно напечатано с погрешностями явно порядка нескольких размеров зерна этого напильника!
radsrv
Я еще ни разу не встречал настроенный FDM принтер с погрешностью более 0.5мм на изделии длиной 200мм. И уж тем более не встречал второго прототипа напечатанного на том же принтере с погрешностью более 0.1мм на 200мм после правок для компенсации погрешности печати первого прототипа.
А если покупать акриловую гибкую поделку типа Anet A8 и пытаться на нем печатать комерческие пототипы, тогда да: глупая затея.
SignallerK
Немножко в защиту акриловой поделки. Как раз распечатал корпус:

Пластик PLA, размеры по чертежу 190*80, реальные 190.2*80.1.
Так что если такой результат дает акриловая поделка, то что говорить за более профессиональные принтеры.
Конечно, если печатать сразу ABS, то там есть свои ньюнсы, которые в первую очередь зависят от наличия термокамеры.
Но тем не менее, если от макета требуется look and feel — то есть просто посмотреть реальный вид, проверить компоновку и монтаж, то FDM вполне себе замена фрезеровки (тем более за такую цену).
Ну а для домашних поделок как выше и вовсе за глаза.
anvos Автор
Ммм, да ладно?
Да, однозначно.
Т.е. если ты просто хочешь посмотреть свою модель в реальности — печать самое оно. Неустанно буду постить ссылку на себя же youtu.be/4WqFUJaihDk
SignallerK
А для каких целей вы еще фрезеруете макет?
Первое что на ум приходит:
-Компоновка элементов внутри.
-Общий внешний вид
-Функциональное тестирование.
Из второго кстати второй вопрос, а из чего фрезеруется корпус, металл или пластик?
Просто если дальше модель идет как мастер модель в отливку и тп, то понятно там требование высокие, и всякие фдм не покатят, так-как пост обработка дорогая.
rPman
И как по фоту узнать точность результата?
PLA самый простой пластик, но чем лучше настройки для простоты печати тем меньше прочность. Кстати модель вполне себе простая, так как мало нависающих частей а единственная плоскость с потенциалом изгиба печатается близко к горячему столу. не поленитесь, измерьте размеры по ширине и длине коробки внизу и вверху/
зы 0.5мм хорошая точность, реальная для FDM но не дешевого и с кучей оговорок
Вы примеры изделий в статье видели? вы печатали изделия из нескольких частей и как они у вас сочетаются? особенно если печатались под разными углами в слайсере?
radsrv
2хстрочник на 40символов, аккум и отсек под СО2 датчик
Я бы рекомендовал акум не лепить на мордаху прибора, равно как зарядку для него. Потому как аккумы вздуваются от китайских зарядных, а сама зарядка греется — придется пеерпечатывать корпус раз в год.
SignallerK
Почти угадали, там будет main board, а аккум на задней стенке. А вот за предупреждение про зарядку спасибо, вроде как не греется она сильно, но перед финальной сборкой произведу замеры температуру (с другой стороны почти такой же прибор уже пол года работает, проблем не заметил). Если будет много перенесу на заднюю стенку.
oldd
Конечно, знаю такие принтеры. Более того, я НЕ знаю принтеров, которые печатают хуже 0.5мм, даже для недорогих (200$) fdm принтеров точность 0.1мм считается вполне себе стандартной.
vbifkol
0,1 мм на 200 мм — это 0,5%. КТЛР АБС-пластика при температуре 20 около 10·10-5, т.е. при изменении температуры на 1 градус линейный размер будет уходить на 0,1%, 5 градусов — 0,5% или та самая десятка на 200 мм. Поскольку изделие не монолитное, искажения будут неравномерные в разные стороны. И да, если Вы печатали кубик, это будет нивелировано относительно (в сравнении с объемом) тонкой стенкой, если Вы прототипируете то что будет литься и имеете большие поверхности 2-3 мм толщиной, погрешность вырастет.
oldd
Есть некоторое допущение в ваших словах, а именно, что деталь нагревается, и оттого расширяется-сжимается. Но при fdm печати такого не происходит, плавится только пруток, поэтому получившаяся модель не нагревается и не усаживается.
xshura
Ещё как нагревается.
При печати АБС пластиком, как правило, стол нагревается до 100 град., чтобы модель не отлипла от стола.
+Сквозняк при печати АБС нежелателен (зависит от размера модели).
oldd
Никто не заставляет делать модель из ABS, потому как имеется PETG, который и липнет лучше, и спекается лучше, и на сквозняки ему пофиг.
xshura
Но у PETG температура размягчения ниже чем у ABS, насколько помню.
В данном контексте и PLA подойдет.
oldd
Да, это так, ну и что? Для геометрического прототипа какая разница, расплавится от на 110 градусах или 90? Конечно, если заказчик желает попробовать прототип «в живую», то альтернатив чпу-фрезеровке не видно, но если заказчику нужно примерить плату, кнопки, дисплей, наклейки, то какая разница, из какой пластмассы вылеплен макет? FDM принтер на сопле 0,2 и слое 0.1 сделает отпечаток, сравнимый по качеству с SLA, только большой и дёшево.
Имхо, естественно.
lelik363
Нужно учесть, что при удачном стечении обстоятельств заказчик корпуса отдаст уже готовый девайс с платами, разъемами и кнопками своему заказчику на тестирование или на выставку, поэтому внешний вид важен.
anvos Автор
Сложно спорить, все остальное сильно дороже и сложнее
wormball
> 0,1 мм на 200 мм — это 0,5%.
0,05%
> около 10·10-5, т.е. при изменении температуры на 1 градус линейный размер будет уходить на 0,1%
0,01%
vbifkol
спасибо, действительно обсчитался. сам удивился что такие большие искажения, теперь все стало на свои места, изменение на 10 градусов даст 0,2 на 200 мм, это похоже на правду.
xshura
Позволю себе выложить фотки «коннектора», который я напечатал на обычном китайском 3D принтере (Flyingbear).
Четыре патрубка печатались отдельно — вертикально. На теле резьба полдюйма, гайка штатная.
Внешний диаметр патрубков — 8мм. В теле, отверстия под патрубки тоже 8мм.
Патрубки пришлось чуть обработать шкуркой, чтобы они вошли в тело.
Серое, это эпоксидка. Хотел клеить «секунда», но побоялся, т.к. схватывает сразу же (потом уже допер, что есть гели на основе цианкриалта).
Ни о каких допусках 1~2мм. речи не идет.
rPman
Ну нифига себе, у вас тут изделие собранное с точностью 0.5мм? вы печатали отдельно оснастку для прижима деталей перед склейкой? расстояние между трубками выдержано с точностью меньше миллиметра?
сколько десятых миллиметра сняли шкуркой?Я сам 'люблю' свой 3D принтер и эти технологии в общем, и до сих пор в шоке как дешевое устройство может распечатать ту же рабочую резьбу… но это не значит что указанная точность будет ПО ВСЕЙ детали.
p.s. да, есть примеры изделий, печатаемых соплом 0.2, считанные сантиметры несколько суток… вы осознаете сколько времени будет печататься 15-см коробочка?
anvos Автор
Ммм, в одном вопросе как-то много всего, давайте по пунктам разберу:
Мастер-модель это понятие скорее из другой технологии — литья полиуретана в силиконовые формы.
Да конечно, все технологии требуют допила в какой-то степени. Зависит от времени сколько есть на эти работы. Ну условно, можно самой маленькой и медленной фрезой сточить так, что ручная отработка не понадобится в принципе. Но такое нечасто нужно по ощущению, проще руками чутка.
У нас задачи часто требуют проверки близких к реальным физическим свойства прототипов — герметичность, жесткость, гибкость и т.д. Поэтому печать делается скорее для галки и то если клиент настаивает. Собственно, вот рассказываю про это на недавней конференции по печати — думал помидором гнилым получу, но нет :) youtu.be/4WqFUJaihDk.