
Хотя эта статья не является пошаговым учебным инструктажем, все же многим будет полезна. В ней мы, команда Внедренческого центра «Раздолье», поделимся опытом внедрений и расскажем о решениях, которые принимаем на проектах, связанных с межцеховым планированием.
В статье использованы материалы вебинара с участием руководителя проектного офиса «Урал» Внедренческого центра «Раздолье» Ольги Пашниной.
Тема эффективного межцехового планирования актуальна для многих, и чтобы помочь с ней разобраться, расскажем о проверенных нами приемах и решениях на примере внедрения «1С:ERP» на конкретном производственном предприятии.
Кратко обобщим характеристику одного из типов предприятий, с которыми мы постоянно работаем. Как правило, это предприятие из отрасли машиностроения или приборостроения, которое занимается выпуском сложных изделий под заказ. Часто на таком предприятии работают и с коммерческими заказами, и с гособоронзаказами. Цикл производства изделий составляет несколько месяцев (в данном примере - около девяти). Как и у многих, производство разделено на заготовительное и сборочное.
Основные цели проекта
Когда мы интересуемся, каких целей стремится достичь предприятие с помощью автоматизации на базе «1С:ERP», то, как правило, слышим следующее:
1. Повысить качество обслуживания клиентов: быстро определять срок, к которому может быть изготовлена продукция по запросу клиента, добиться своевременного выполнения обязательств перед клиентом по срокам и ассортименту, получить надежный инструмент для оперативного мониторинга хода исполнения заказов;
2. Организовать гибкую систему оперативного управления: получить возможность управлять приоритетами выполнения заказов и формировать график производства, согласованный по доступным возможностям и ресурсам;
3. Повысить уровень эффективности использования производственных ресурсов, чтобы в итоге снизить себестоимость продукта: получить удобные инструменты для мотивации сотрудников, для контроля выполнения нормативов и использования замен.
Особенность рассматриваемого для примера проекта автоматизации
В данной статье мы рассмотрим вопрос автоматизации планирования производства на примере одного из последних проектов, выполненных нашей компанией.
Изначально в проекте мы ориентируемся на минимальную кастомизацию коробочного ПО. Многие предприятия согласны с такой позицией.
Также мы стараемся применять итерационный подход к проекту внедрения. В начале проекта заказчик часто только делает первые шаги по знакомству с новым для себя ПО, с бизнес-процессами, которые выстроены для него тоже по-новому. Ему сложно определиться, как он хочет развиваться дальше в использовании «1С:ERP», что он хотел бы изменить.
Этапы реализации проекта
Мы разбили реализацию проекта на 3 этапа.
1 этап. Учет
На этом этапе был полностью автоматизирован регламентированный учет, раздельный учет по ГОЗ, производственный учет без учета полуфабрикатов, складской учет, продажи и закупки, учет затрат и расчет себестоимости, а также была проведена подготовка производственной нормативно-справочной информации (НСИ) для 2-го этапа.
Мы брали конечное изделие и определяли маршрут изготовления: какие цеха будут работать над производством этого изделия. Нашей задачей было дать каждому цеху документ, который позволит ему отразить все свои прямые производственные затраты на выпуск изделия. При длительном цикле производства получалось, что на протяжении всего времени цех работает с одним документом «Этап производства» на каждое изделие (готовую продукцию). При этом расход сырья, номенклатуры идет постепенно, и ежемесячно цех показывает в этапе сколько он израсходовал ТМЦ, какая трудоемкость была. И хотя в этом случае мы не видим, на каком этапе производства находится изделие, такой подход позволяет быстро решить задачу по расчету фактической себестоимости.
2 этап. Планирование
В этот этап вошло объемно-календарное планирование продаж, производства и закупок, а также производственное межцеховое планирование и производственный учет по полуфабрикатам.
Для того, чтобы этот этап стартовал, была нужна нормативно-справочная информация. Это в первую очередь – описанные составы изделий, маршруты изготовления, технология изготовления, трудоемкость.
Изначально конструкторы и технологи предприятия очень подробно проработали нормативно-справочную информацию в части описания технологии изготовления в «1С:ERP» (в справочнике «Ресурсные спецификации»). Такая детализация превзошла все ожидания. В результате первого прогона изделие, которое раньше было представлено шестью документами «Этап производства» (на каждый цех - один документ), развернулось до 150 000 этапов. На один цех приходилось более 40 000 этапов. Поскольку с такой степенью детализации цеха работать не были готовы, НСИ укрупнили до уровня «цехозаходов», после чего получили около 15 000 этапов на цех. Таким количеством этапов уже можно было управлять.
3 этап. РКМ
Автоматизация расчетно-калькуляционных материалов (РКМ) – крайне важная вещь для всех предприятий, которые занимаются гособоронзаказом. Мы автоматизируем расчет плановой и фактической себестоимости продукции, а также необходимые документы для ускорения подготовки и формирования отчетности по ГОЗ.
Значение нормативно-справочной информации (НСИ)
Безусловно, базой для успешного проекта автоматизации является качественная нормативно-справочная информация.
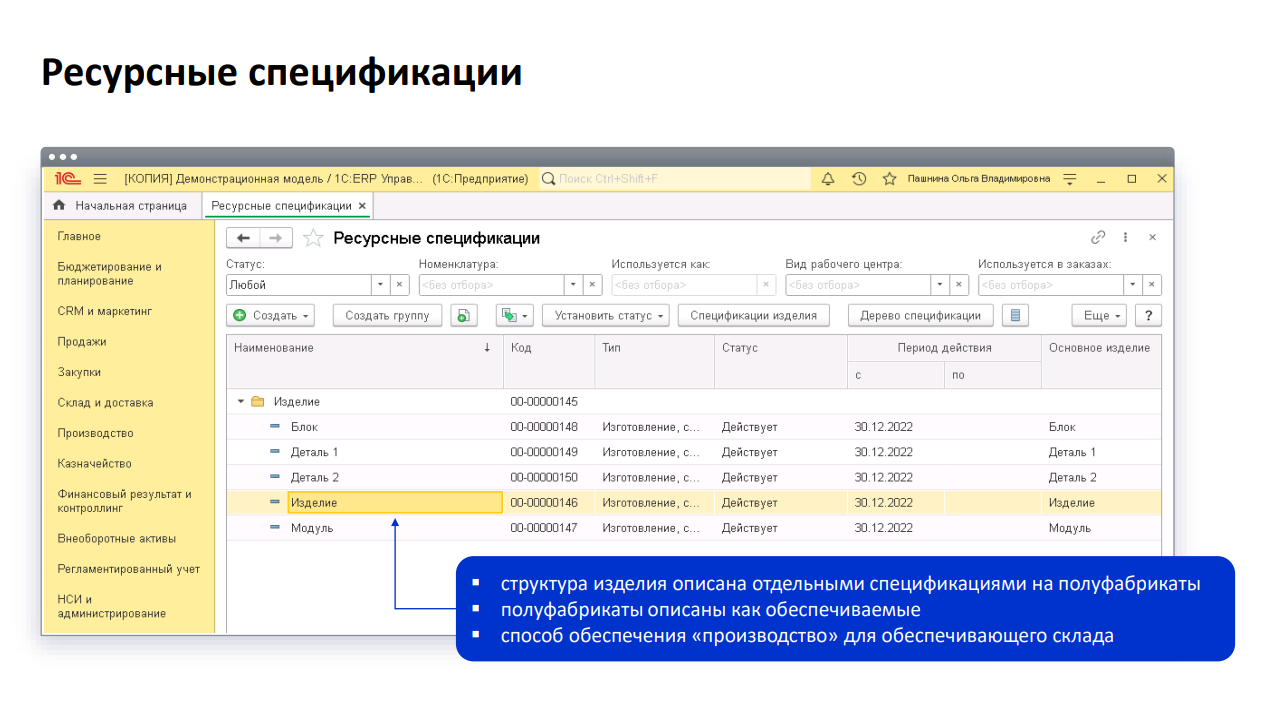
Важным справочником для производственного планирования в «1С:ERP» является справочник «Ресурсные спецификации». В справочнике описываются параметры производственного процесса изготовления продукции и полуфабрикатов, выполнения работы, осуществления ремонта или разборки. Это необходимая и достаточная часть нормативно-справочной информации для формирования графика производства.
В итоге, на предприятии структура изделия была описана отдельными спецификациями на полуфабрикаты. Полуфабрикаты в ресурсной спецификации были обозначены как «обеспечиваемые», способ обеспечения полуфабрикатов – «производство».
Исторические системы
Часто на предприятиях уже есть «исторические системы», которые содержат данные по составу изделия, материальные и трудовые нормы, технологию изготовления. Для проекта это хорошо. Лучше, когда на предприятии есть эти данные не на бумажных носителях, а в электронном виде.
Но при этом можно столкнуться и с проблемами. Как правило, «исторические системы» обособлены друг от друга, не представляют собой единое целое. Из каждой «исторической системы» нужно взять какую-то часть необходимой информации. По завершению процесса загрузки данных из разрозненных исторических систем высока вероятность получить результат, с которым нельзя продолжить работу.
Так произошло и в нашем случае. После первоначального переноса стало понятно, что некоторые данные оказались малопригодными, о чем я расскажу далее.
Для того, чтобы исправить ситуацию, был принят ряд решений.
Решения
1. В ресурсных спецификациях оказались указаны вспомогательные материалы, типа перчаток, кисточек, ветоши. В итоге мы вывели из состава ресурсных спецификаций вспомогательные материалы.
2. В исторической системе была большая разрядность в нормах материалов. В «1С:ERP» мы имеем ограничение в 3 знака после запятой. Для снятия данного ограничения на предприятии было принято решение перевести единицу измерения номенклатуры в более мелкую.
3. Еще одно принятое решение носило организационный характер. Предприятие создало отдельное структурное подразделение (службу актуализации ресурсных спецификаций) для устранения ошибок, возникающих при загрузке состава изделия, актуализации устаревших составов изделий в части материалов, сырья, ПКИ в «исторических системах», если они уже не производятся и не продаются.
Служба также решает задачи по сокращению описания техпроцессов в «1С:ERP». Поясним: в «исторических системах» техпроцессы могут быть более подробно, не всегда такая детальность описанного процесса нужна для целей планирования. Поэтому для процесса планирования маршрут сокращается, в нашем конкретном случае из контура планирования были исключены некоторые участки (гальваники и термообработки).
Объемно-календарное планирование
Начинали мы с объемно-календарного планирования, в котором реализуется системный подход к планированию продаж, производства и закупок. Уровень этого планирования охватывает все предприятие в целом.
На этом этапе необходимо было решить сквозные задачи предприятия: отдел сбыта должен вовремя выполнить план продаж, отдел производства – своевременно произвести продукцию, отдел снабжения – вовремя обеспечить необходимым производство.
Для решения задач мы создали 2 сценария планирования.
Основным сценарием стал «Годовой», разбитый по месяцам в рамках календарного года. На годовом сценарии строится производственная программа на год.
Мы также ввели вспомогательный сценарий планирования, который назвали «Контракт».
Поясним: контракты на предприятиях подобного рода длительны, могут идти 3-4 года и больше. При этом перед отделом снабжения стоит очень серьезная задача – обеспечить производство всем необходимым для выполнения производственной программы. Контрактный сценарий нужен для того, чтобы запустить процедуру закупок можно было как можно раньше.
Виды планов мы использовали классические: «Продажи», «Производство» и «Закупки». Результатом объемно-календарного планирования стал сбалансированный годовой календарный план выпуска полуфабрикатов и изделий, а также соответствующий ему годовой план закупок, разбитый по месяцам. На основании этого годового плана выпуска мы формируем заказы на производство согласно описанным производственным процессам и технологии, и получаем на каждый цех свой собственный план
Заказы на производство у нас содержат не только готовую продукцию, но и полуфабрикаты: то есть в производственный план у нас разворачивается до полуфабрикатов. По сути мы выходим из годового плана производства объемно-календарного планирования на межцеховое планирование.
План производства на месяц
В качестве инструмента месячного планирования мы использовали документ «План производства на месяц», в котором фиксируется в системе план того, что планируется произвести в следующем месяце. Этот документ не изменен после утверждения, и служит для проведения план-фактного анализа. Документ заполняется документами «Этап производства» и «Этап производства в статусе «начат», открытыми по заказам с предыдущих месяцев, которые по каким-то причинам оказались невыполненными ранее.
В итоге мы получаем такую картину: из объемно-календарного планирования по сценарию «Годовой» мы переходим на уровень межцехового планирования, формируем заказы на производство. Дальше формируются этапы производства. Следом - документ «План производства на месяц», фиксирующий картину плана для каждого цеха.

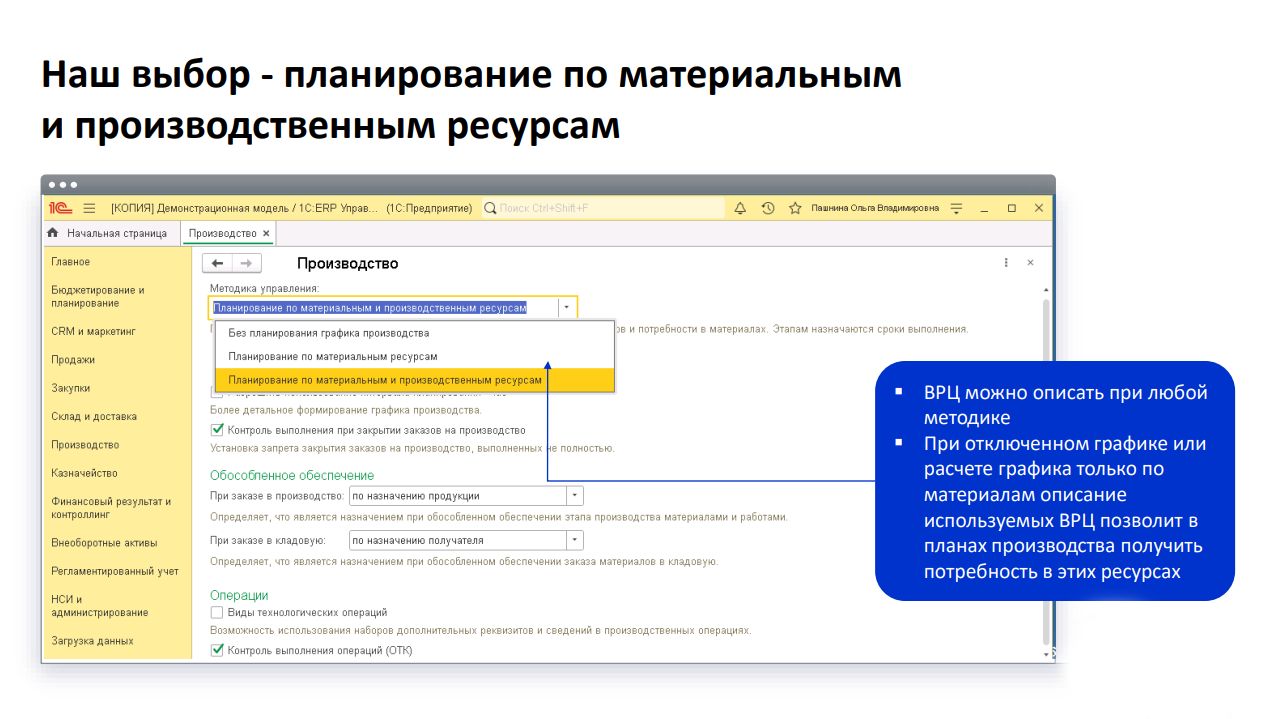
Выбор методики управления производством
Мы выбирали между тремя методиками:
1. Без планирования графика производства,
2. Планирование по материальным ресурсам (сырью, ПКИ, материалам),
3. Планирование по материальным и производственным ресурсам (видам рабочих центров, оборудованию, на котором выполняются производственные этапы).
Настройки методики управления производства
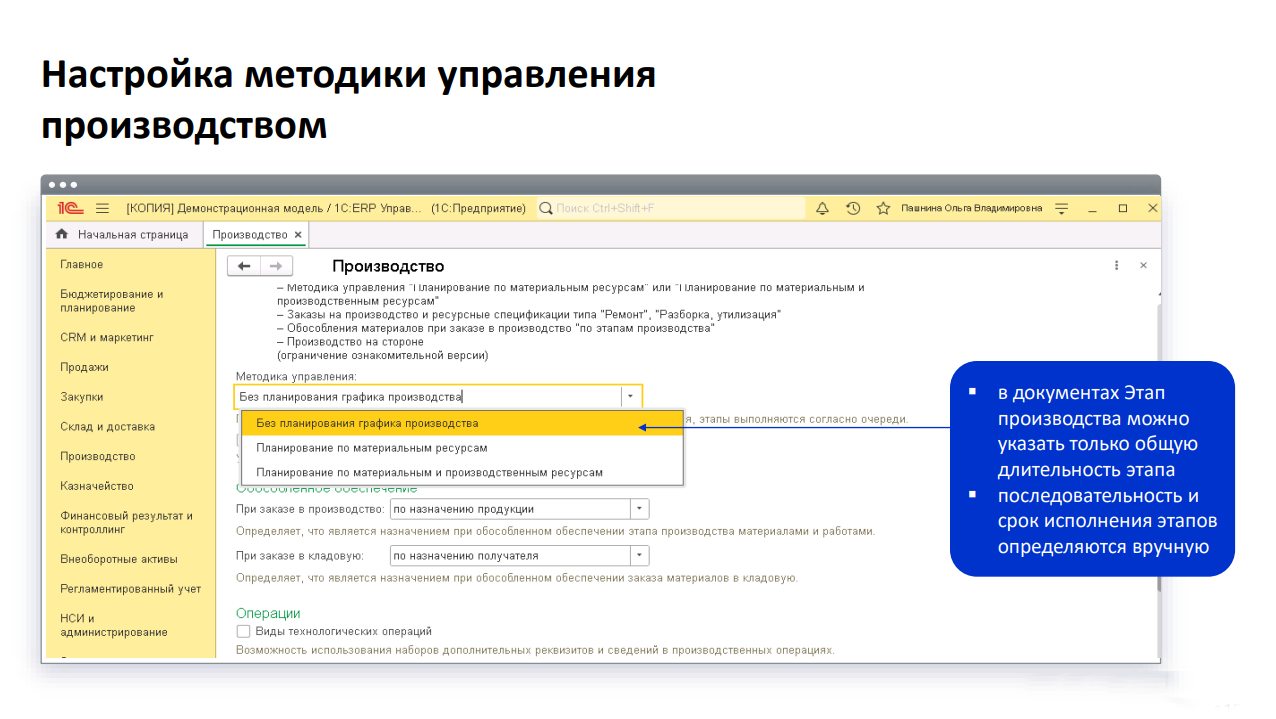
1. Без планирования графика производства
При выборе этой методики в программе остается возможность заполнять ресурсные спецификации данными, необходимыми для графика производства. На основании такой ресурсной спецификации можно формировать документы «Этап производства».
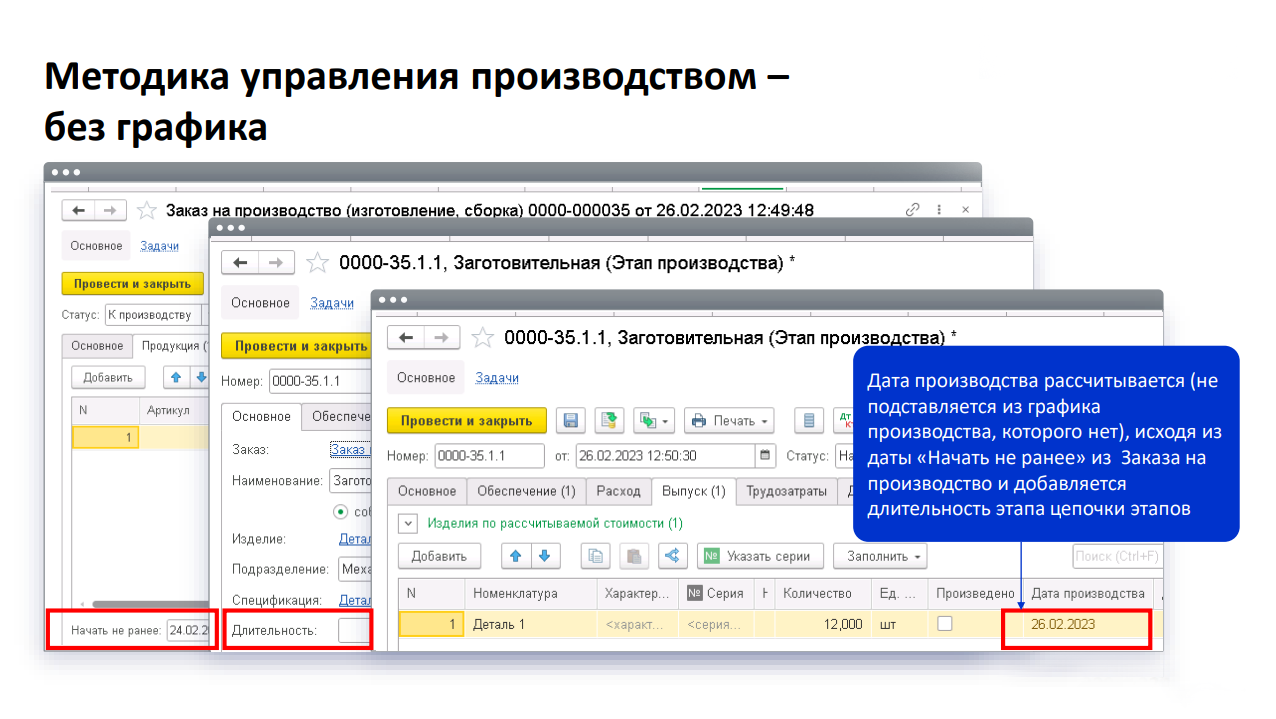
Эту методику рекомендуется использовать тогда, когда оперативный учет на производстве уже ведется, но пока нет возможности или задачи формировать график производства. При этом в документе «Этап производства» можно указать только общую длительность этапа, последовательность же и сроки выполнения этапа будут определяться вручную. В данном случае дата выпуска/производства у нас будет формироваться от даты, указанной в заказе на производство с учетом длительности этапа. При этом система не обращает внимание на наличие материальных и возможности производственных ресурсов.
2. Планирование по материальным и производственным ресурсам (наш выбор)
При такой методике в программе получается график производства, рассчитанный с учетом материального обеспечения и с учетом доступности производственных ресурсов, оборудования.
Заметим: виды рабочих центров, производственные и материальные ресурсы мы можем описать при любой методике планирования. План производства, который мы построили в объемно-календарном планировании при любой методике позволит увидеть потребность и в производственных ресурсах в том числе, здесь система не делает никаких ограничений.
В проекте мы выбрали данный вариант управления производством.
Строим график производства
За согласованное выполнение производственных процессов на межцеховом уровне отвечает адекватный график производства.
Из годового плана производства мы построили график заказов, система расставила нам даты. Теперь нам нужно распределить, что должно быть выпущено вперед, что может быть выпущено позднее, что обеспечено/не обеспечено.
В итоге график производства строится на автоматизированном рабочем месте «Управление очередью заказов» и представляет собой совокупность документов «Этап производства», которые расставлены по времени планируемого исполнения.
Расчет графика выполняется по интервалам планирования с уменьшением доступности загружаемых видов рабочих центров. Использование графика производства при выбранной нами методике планирования позволяет:
1. Оценить исполнимость заказов, полученных на производстве, к дате потребности,
2. Обеспечить контроль хода производства,
3. Оперативно управлять изменениями и отклонениями в производственных планах.
Параметры планирования, использованные при построении графика
1. В настройках производственных подразделений в качестве интервала планирования графика производства был выбран «день». Это позволило нивелировать ошибки в оценке продолжительности этапов, учесть возможные форс-мажоры и повысить «запас прочности» графика производства без использования механизма буферов.
При выборе интервала планирования важно понять, какое обычно время занимает обработка партии продукции в конкретном подразделении, и поставить интервал планирования больше, чтобы создать временной запас, который позволит цеху, производственному подразделению нормально работать. Если мы поставим этот интервал меньше, то это создает дополнительные сложности для цеха.
2. Виды рабочих центров. Это группа оборудования, подход к формированию которой нужно определять индивидуально под потребности конкретного завода. Виды рабочих центров можно описать детально, вплоть до каждого конкретного станка, а можно - только обозначить оборудование в виде групп типа «Токарные станки», если они все одинаковые, одной и той же производительности.
В нашем случае мы изначально описали все (их было много), но впоследствии было решено использовать только «барабаны».
Почему был выбран один вид оборудования? Согласно теории ограничения систем (из методологии управления, разработанной Илияху Голдраттом), эффективность работы зависит от умения находить ограничения, так называемые «узкие места» системы и управлять ими. В нашем случае производственным ресурсом ограниченной мощности оказались «барабаны», которые мы определили опытным путем.
3. До уровня рабочих центров заказчик решил не идти. Использование параметра «Рабочие центры» – отдельная интересная интеллектуальная работа, но о ней в этот раз мы подробно говорить не будем.
Интересные решения в планировании
Было принято решение формировать планы производства не только в номенклатуре, но и в нормо-часах в пересчете на конкретный контракт, год, месяц. Под нормо-часом в данном случае мы понимаем затраты времени на производство единицы продукции в человеко-часах, которые рассчитаны и нормативно закреплены. Нормо-час мы рассматривали как валюту исполнения плана производства: сколько выполнили и сколько должны были выполнить.
При этом каждый цех безусловно имеет свой запас прочности производства в нормо-часах, ту максимальную загрузку, которую он сможет обеспечить. С учетом этого запаса прочности и формируется годовой план производства, происходит балансировка годового плана производства в разрезе цехов для того, чтобы обеспечить равномерную загрузку цеха по месяцам, чтобы у нас не было перекосов.
Кроме того, мы оставляли некоторое буферное время в расчете на нормо-часы, для того чтобы в это время можно было выполнить какую-то срочную и важную работу, которая бывает всегда на любом производстве. К такой работе можно, к примеру, отнести гарантийные ремонты, которые раздвигают все сроки.
Межцеховое планирование. Проблемы и решения
Следующее решение мы принимали уже на уровне межцехового планирования.
Длительность некоторых производственных этапов оказалась больше, чем период планирования. Межцеховое планирование у нас шло по месяцам, и нам было необходимо, чтобы описанные производственные этапы, ресурсные спецификации по своей длительности были не больше, чем 1 месяц. Если выполнение производственного этапа будет больше, то получается, что мы задействуем, например, 2 месяца, и это означает, что его исполнение придется на 2-й месяц. Поэтому было принято решение, что все ресурсные спецификации должны быть описаны с длительностью производственных этапов, которые в целом по всей производственной цепочке этих этапов не превышают 3-х недель.
При этом мы дополнительно для удобства предоставили возможность цехам разделить этап в том случае, если они видят, что есть еще какие-то не выявленные технологами процессы, либо (исходя из технологии изготовления цехов всегда виднее) разделить большой по длительности такой производственный процесс (с точки зрения технологов) на нужное количество процессов поменьше. Мы придумали в маршруте специальный признак, который можно установить на стороне «исторической PDM-системы».
Организационные решения
В работе мы использовали и организационные решения. Одним из них было – использование заделов для сокращения циклов производства готовой продукции на заготовительном и механическом производстве.
Под заделом в данном случае мы понимаем некоторое количество заготовок, деталей в штуках, которые находились в данный момент времени в готовом виде на определенной стадии производства. Задел – это то, что всегда нужно, и в том случае, когда у нас заготовительное или механическое производство справляется с выполнением плана, и у него еще есть запас мощности, то можно запускать в производство задел.
Следующее решение, которое мы применяли – показывали выпуск цехов заготовительного механического производства на склад без обособления под конкретные заказы. С точки зрения ведения раздельного учета, когда механический цех производит какую-то продукцию, возникает задача обособить партию. Но с точки зрения эффективности такого производства, если, к примеру, мы должны произвести по одному болту на каждый заказ, то производство не будет запускать сто отдельных партий, а запустит все одной партией. Обособление под нужный заказ происходит уже на комплектовочном складе по заявке, которая делается в «1С:ERP» от сборочного производства. Был создан специальный документ, в котором сборочное производство давало команду, под какой заказ ему нужно получить определенную продукцию.
Нами также использовалась информация о перевыполнении плана производства в нормо-часах.Это позволило провести анализ ритмичности выпуска продукции и обеспечить правильный подход к составлению производственных планов.
Ритмичность в нашем случае – это равномерный выпуск продукции в соответствии с графиком, в том объеме и ассортименте, который предусмотрен планом.
Программные решения
Несмотря на то, что заказчики часто отказываются от кастомизации, мы все же, опираясь на большой опыт автоматизации производственных предприятий, делаем определенные не глобальные доработки для удобства пользователей.
В частности, на нашем производстве мы немного доработали типовую обработку «Формирование заказов на производство по плану». Добавили в нее «трудоемкость» заказов в нормо-часах, поскольку она нам была необходима для оценки планов.
Также для формирования заказа на производство мы добавили возможность выбора необходимой номенклатуры, исходя из назначенной ее группы планирования полуфабрикатов. То есть, мы разделили всю номенклатуру на группы. Такие как, например, «Заготовки», «Детали», «Сборки». Используя данную возможность человеку, который запускает заказ на производство, проще подбирать необходимую номенклатуру.
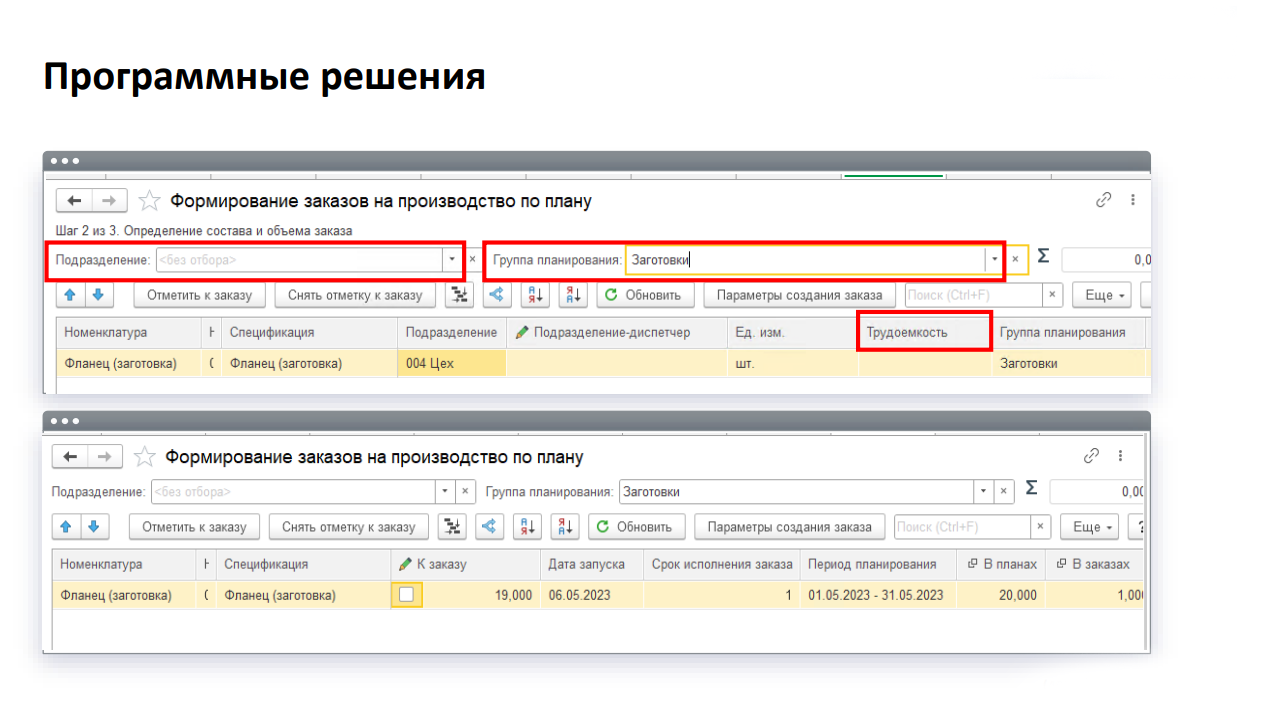
В результате типовая обработка получила возможность отбора подразделения, отбора группы планирования, вывода трудоемкости, для того чтобы в момент, когда мы подбираем объем заказов на производство, мы могли видеть трудоемкость исполнения данного конкретного заказа и трудоемкость всех выбранных заказов для запуска в производство.
Следующая программная доработка – новое автоматизированное рабочее место (АРМ) «Анализ обеспеченности потребности производства». На этом месте специалист делает оценку обеспеченности заказа, перед тем как он передается на производство на основании плана производства. Здесь оцениваются остатки на складах, размещенные заказы поставщиков (то есть будущие поставки), оцениваются срок и объем поставки. Использование АРМ позволяет специалисту принять осознанное решение: либо он запускает в производство только полностью обеспеченные заказы, либо – и некоторые необеспеченные также, если при оценке определенной необеспеченности понимает, что ее можно обеспечить из остатков или других заказов, или она будет закрыта в ближайшее время.
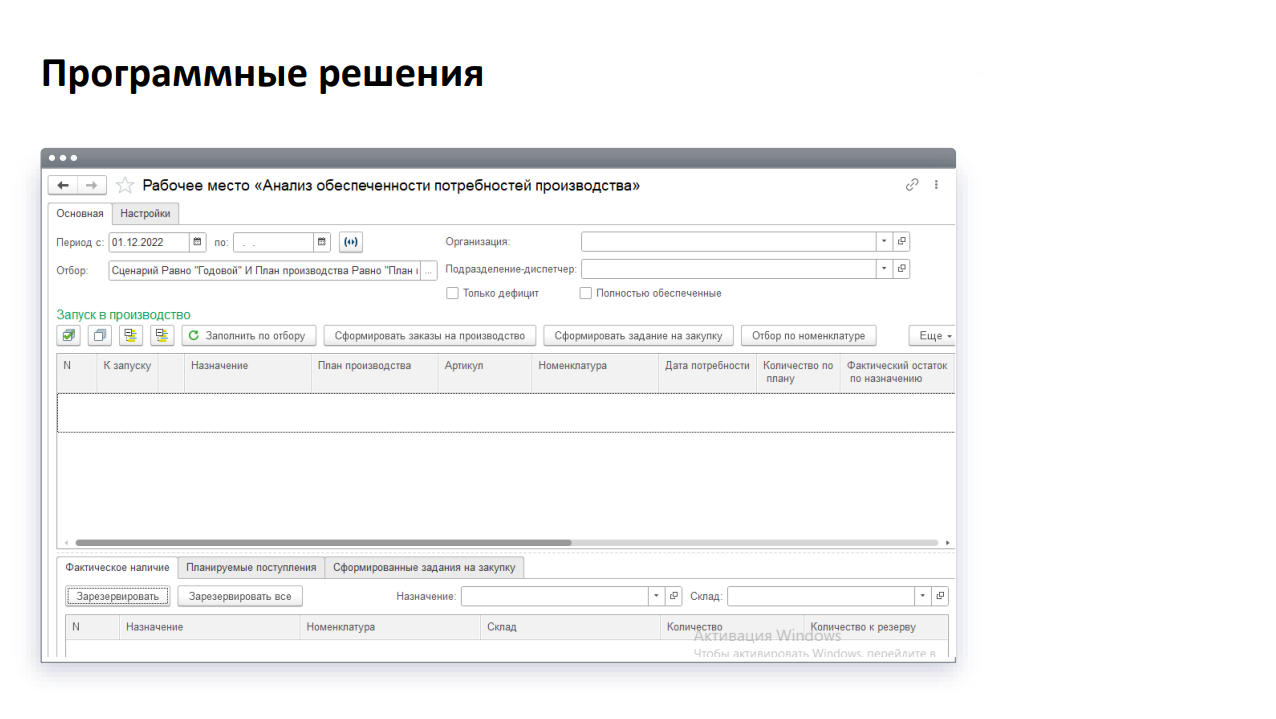
Здесь мы обеспечили также возможность сформировать документ «План закупок по сценарию «Дефицит». Этот план закупок попадает в отдел материального снабжения и сигнализирует о острой потребности в материалах и комплектующих.
Рабочее место «Анализ обеспеченности потребности производства» правильно применять загодя, а не непосредственно перед запуском заказа в производство. На устранение дефицита дается 5-7 рабочих дней. Повторный анализ позволяет оценить, насколько тот или иной заказ обеспечен и может быть запущен в производство.
Дефицит можно также исправить с помощью корректировки назначения товаров на складе. Для этого нами был разработан документ «Заказ на корректировку». В согласовании такого заказа участвует служба материального снабжения.
Отчетность
Руководству предприятия требуется большое количество отчетности и для того, чтобы «держать руку на пульсе», и для того, чтобы предоставлять отчеты в различные контролирующие органы. Для этих целей нами разработано более 20 отчетных форм, среди которых:
Отчет по исполнению месячного плана в разрезе контрактов, заказов клиентов, заказов на производство по неделям в нормо-часах;
Отчет по исполнению месячного плана по цехам в нормо-часах;
Отчет месячный по заказам по каждому цеху;
Отчет о состоянии исполнения контракта с начала запуска с нарастающим итогом.
Для обеспечения данных по нормо-часам в отчетности обязательно выполнение такого требования как ежедневная отметка цехами факта выполнения работ в нормо-часах в документах «Этап производства». Каждый день каждый цех обязательно ставит такую отметку. Практика, при которой цех показывает всю свою выработку только в последние 3-4 дня месяца здесь, конечно, не подходит.
О MES
До MES мы не пошли на большинстве проектов, поскольку в ходе их реализации заказчику приходило понимание, что затраты на решение этой задачи на текущем этапе будут больше, чем эффект от использования функционала.
В статье использованы материалы вебинара с участием руководителя проектного офиса «Урал» Внедренческого центра «Раздолье» Ольги Пашниной.
Комментарии (5)

FiberFOX
25.04.2023 07:04Какой-то учёт брака деталей, узлов и изделий закладывался? Интересно в таких системах этим стоит заморачиваться, например накапливать статистику для точного планирования и учёта дополнительных затрат материальных ресурсов.
Areke
Кажется, очень трудоёмкая работа, это внедрение ERP
ERP Автор
Так и есть.