
Настоящие проекты рождаются в гараже!
В первой части подробно, со всеми деталями, в картинках был описан процесс проектирования платы в CAD EAGLE. На гаражной фабрике работал «проектный отдел». Теперь документацию передаём «производственникам»
3D фрезер готов! Смотрим комикс про работу «производственного отдела»)
Для создания g-code в главном окне Eagle при открытом файле brd нажимаем правой кнопкой на pcb-gcode-setup.ulp и выбираем Run in Board

Открывается окно настроек
Описание параметров:

Закладка «Generation Options»
Generate bottom outlines – создается код обработки контура платы «Milling»
Generate bottom drills – создается код сверления отверстий
Generate Milling – глубина фрезеровки от 0 положения по Z
Spot drill holes – глубина сверления отверстий фрезой, которой производится обработка дорожек. Так как для этого применяется V образный гравер, то на большую глубину сверлить нельзя. Поэтому глубина такая-же как и у фрезеровки. В данном случае будет «кернение» отверстий.
«Isolation» «Single pass» — однократная обработка контура дорожки на расстоянии 0,1 от нее
«Etching Tool Size» — диаметр нижней части гравера. Если есть биение гравера, то надо взять с запасом, но при больших значениях программа не сможет разделить близкие дорожки.
Закладка «Machine»
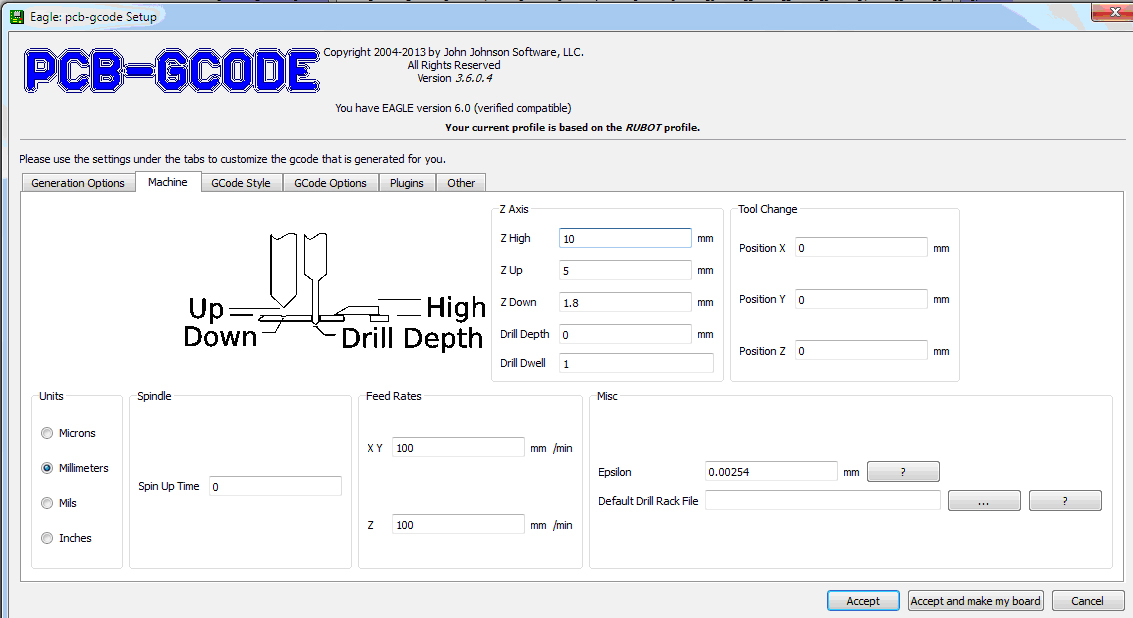
«Units» — единицы измерения
«Feed rate» — скорость перемещения по XY и Z
«Z axis» — настройки фрезерования и сверления
«Z high» — высота крепежных элементов платы на рабочем столе
«Z up» — высота на которую поднимется гравер (сверло) при переходе от одного элемента фрезерования к другому
«Z down» — глубина фрезерования от 0 положения по Z
«Drill depth» — глубина сверления. Соответсвенно насквозь. Этот параметр будет использоваться для создания отдельного файла сверловки, который запускается после смены гравера на сверло.
Закладка «Gcode style»
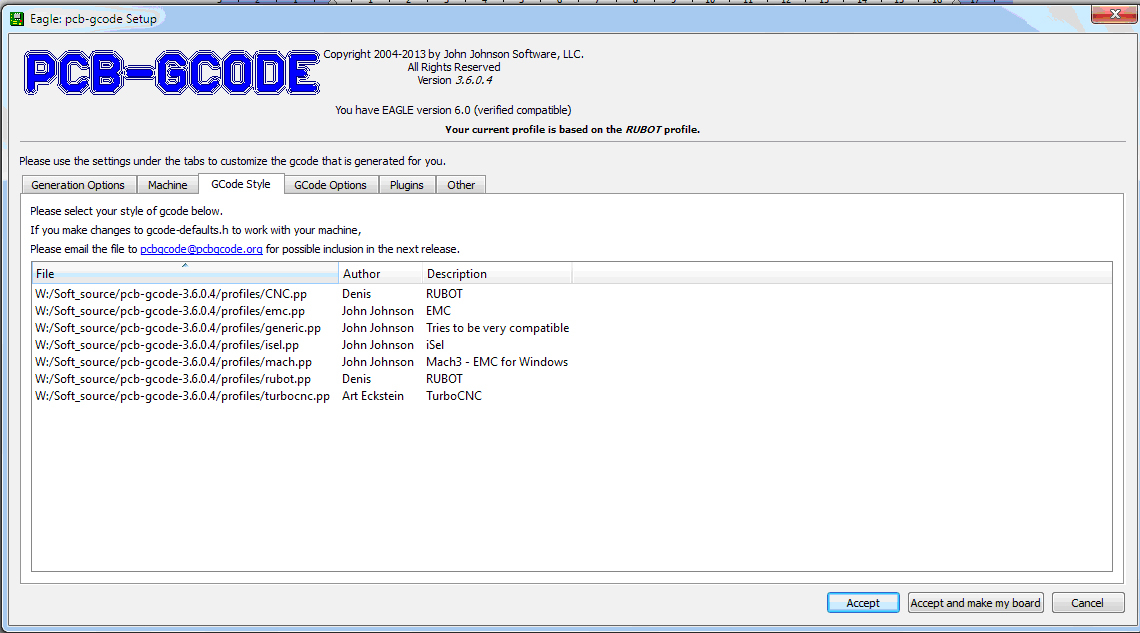
Здесь выбирается профиль для определенного станка.

В этом файле настраивается вид g-code.
Закладка «Gcode options»

Дополнительные настройки для g-code.
Здесь интересует флажок «Use user gcode (from user-gcode.h)»
В этом файле дополнительные настройки по созданию g-code
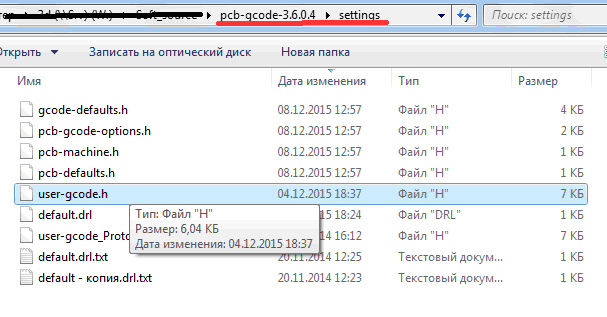
В данном файле можно настроить дополнительные команды.

В данном случае прописаны команды, которые будут добавляться в начало каждого сгенерированного кода.
G92 Z2 – принудительно устанавливает координату по Z=2 мм. Используется во время калибровки высоты в начале фрезерования и сверления. Когда гравер (сверло) подводится в плотную к плате и запускается код, Координата по Z становится равной равной 2. Соответственно при фрезеровке дорожек будет срезано 0.2 мм (2.0-1.8), при фрезеровке контура и «кернения» отверстий 0.5 мм (2.0-1.5). Сверление будет осуществлено на всю глубину платы 2 мм.
G1 Z5 F100 – подъем инструмента на высоту 5 мм для определения координат по Y и Х.
G28 Y – поиск 0 по координате Y
G28 Y – затем по координате Х
Для сохранения изменения и создания файлов необходимо нажать «Accept and make my board»
В папке, где сохранен файл платы (brd) будут созданы файлы:
*.bot.mill.gcode – фрезеровка контура платы
*.top.mill.gcode – то-же самое, но для верха платы (этот файл не нужен)
*.bot.drill.gcode – сверление отверстий (параметры сверел задаются в файле default.drl)
*.bot.etch.gcode – фрезеровка дорожек платы

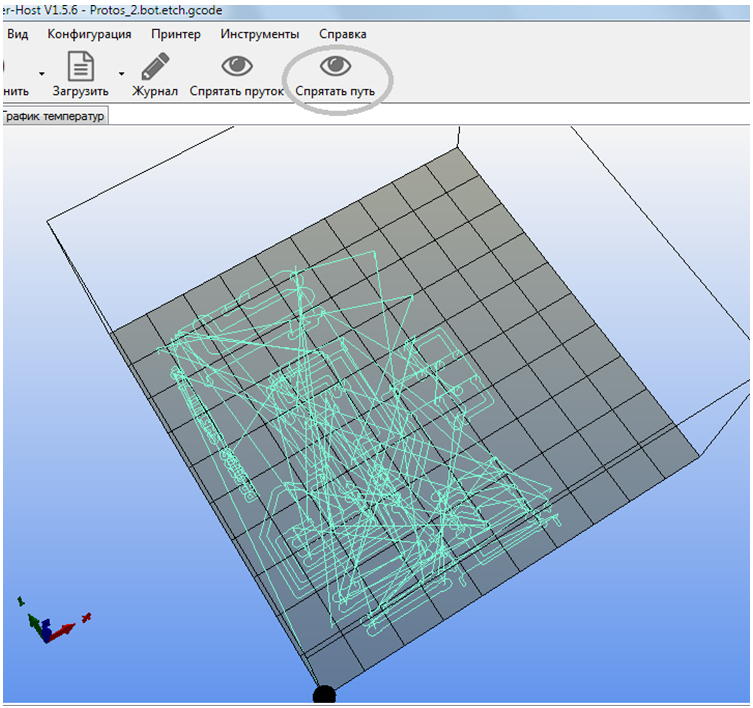
При открытии (etch) файла в Repetier-Host (визуализация пути должна быть включена) отобразится путь фрезерования
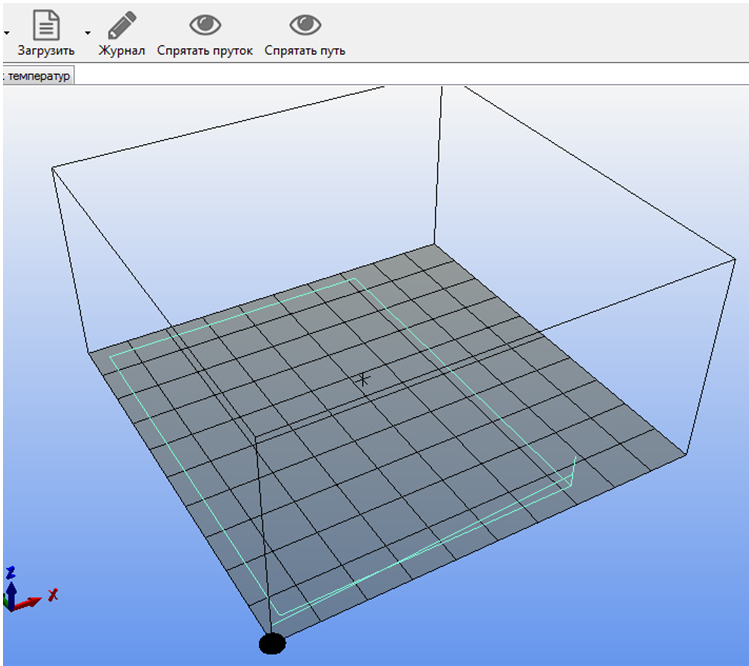
При открытии файла (bot.mill) отобразится фрезеровка контура платы
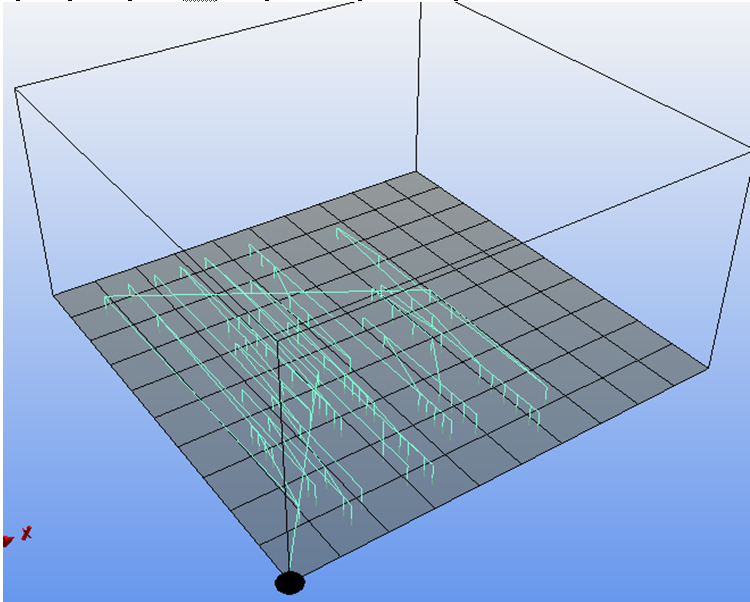
При открытии файла (drill) отобразится сверление отверстий
Фрезеровка платы
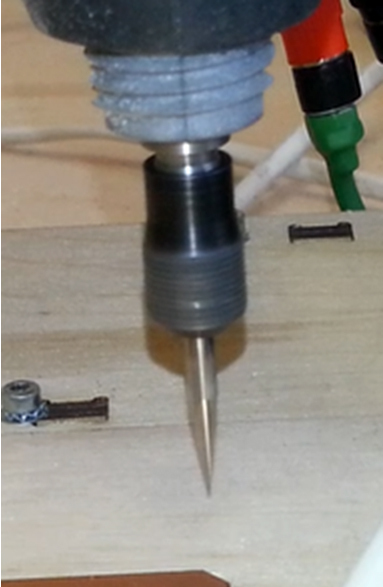
Для фрезеровки используется V образный гравер.

Например гравер конический твердосплавный J32002: угол 20 град., полка 0,2 мм, хвостовик 3,175 мм, длина 30 мм.
Важно! При установке гравера необходимо добиться отсутствия биения. Проверяется при включенном шпинделе.
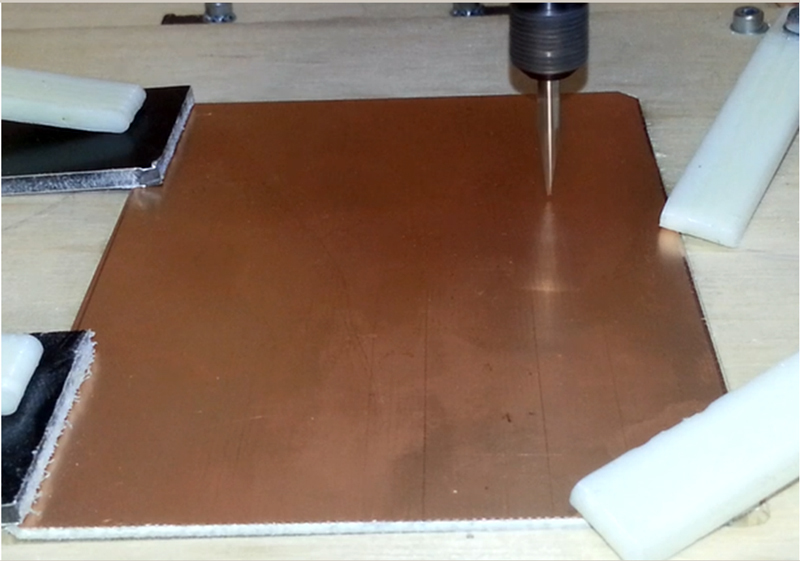
Устанавливается заготовка платы
Подключается фрезер к Repetier-Host.
Паркуем по оси Y, затем по оси X
Зажимаем гравер до тех пор пока он не выпадает, но может двигаться в цанге.
Заготовка платы не должна мешать граверу опуститься до 0 положения (касание стола).
Затем паркуем по оси Z.
Когда гравер упрется в стол, он сместится в цанге и займет 0 положение.
Поднимаем по Z на 20 мм и затягиваем цангу.
Перемещаем гравер в центр платы.
Опускаем до касания фольги (используем бумагу, когда ее проткнет, это будет касание фольги)

Загружаем файл *.bot.etch.gcode
В коде первые строки:
G92 Z2 – принудительное назначение координаты по Z=2
G1 Z5 F100 – подъем по Z до 5 мм, что-бы гравер не зацепил плату
G28 Y – парковка по Y
G28 X – парковка по X
Запускаем код, убираем бумагу, включаем шпиндель.
Обработка платы начнется.

После окончания обработки, станок не отключаем.
Загружаем файл *.bot.mill.gcode
Удаляем строки:
G92 Z2
G1 Z5 F100
G28 Y
G28 X
G90 ;set positioning to absolute
G21 ;set units to millimeters
;(Beginning of every bottom file)
;(Outline Begin)
;(Bottom outline Begin)
;(Metric Mode)
G21
;(Absolute Coordinates)
G90
G0 X0.0000 Y0.0000
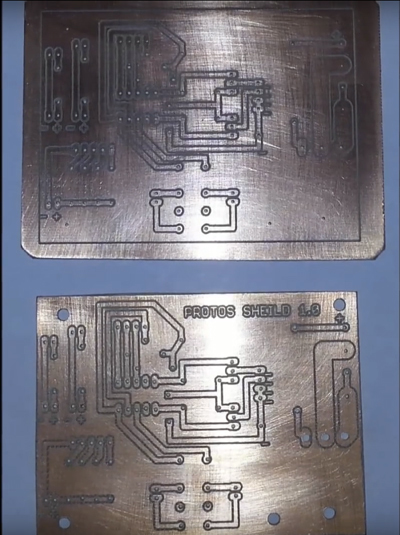
Запускаем фрезеровку. Будет осуществлена фрезеровка контура платы.
После окончания фрезерования, станок не отключаем.
Выключаем шпиндель.
Снимаем гравер.

!!! Проводить операции замены гравера на сверло надо осторожно, чтобы не сместить шпиндель, так как при этом уйдут координаты сверления.
Ставим сверло 0,8 мм.
Зажимаем сверло до тех пор пока он не выпадает, но может двигаться в цанге.
Кнопками в программе выводим сверло в центр платы и опускаем по Z до координаты 2 мм. Сверло сместиться в цанге и займет высоту 2 мм от стола (0 положение).
Зажимаем цангу.

Загружаем файл *.bot.drill.gcode
Удаляем строки:
G92 Z2
G1 Z5 F100
G28 Y
G28 X
G90 ;set positioning to absolute
G21 ;set units to millimeters
;(Beginning of every bottom file)
;(Beginning of All Drill files)
;(Bottom Drill Begin)
;( Tool| Size | Min Sub | Max Sub | Count )
;( ;T01 | 1.000mm 0.0394in | 0.0236in | 0.1437in | 91 )
;(Metric Mode)
G21
;(Absolute Coordinates)
G90
;(Tool Change Begin)
;(Bottom Tool Change Begin)
;M05
;G0 Z0.0000
G0 X0.0000 Y0.0000
Включаем шпиндель и запускаем сверление.
После окончания сверления, выключаем шпиндель, снимаем плату.
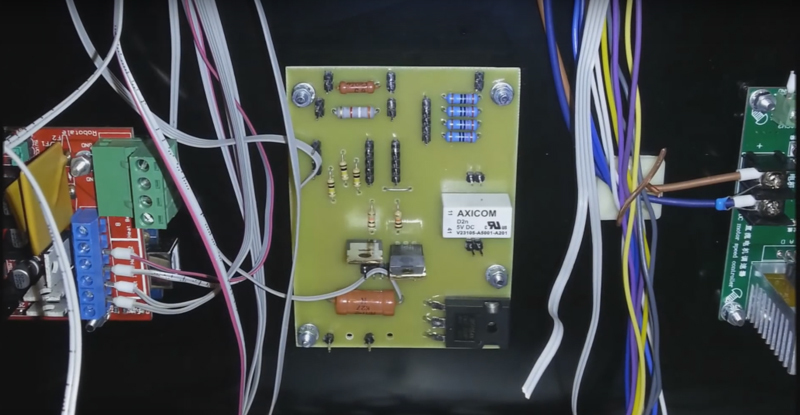
Зашкуриваем, лудим, устанавливаем и паяем элементы. Включаем. Радуемся!
p.s.
3D фрезерный станок от Мастер Кит.
3D принтеры от Мастер Кит.
В первой части подробно, со всеми деталями, в картинках был описан процесс проектирования платы в CAD EAGLE. На гаражной фабрике работал «проектный отдел». Теперь документацию передаём «производственникам»
3D фрезер готов! Смотрим комикс про работу «производственного отдела»)
Для создания g-code в главном окне Eagle при открытом файле brd нажимаем правой кнопкой на pcb-gcode-setup.ulp и выбираем Run in Board
Открывается окно настроек
Описание параметров:
Закладка «Generation Options»
Generate bottom outlines – создается код обработки контура платы «Milling»
Generate bottom drills – создается код сверления отверстий
Generate Milling – глубина фрезеровки от 0 положения по Z
Spot drill holes – глубина сверления отверстий фрезой, которой производится обработка дорожек. Так как для этого применяется V образный гравер, то на большую глубину сверлить нельзя. Поэтому глубина такая-же как и у фрезеровки. В данном случае будет «кернение» отверстий.
«Isolation» «Single pass» — однократная обработка контура дорожки на расстоянии 0,1 от нее
«Etching Tool Size» — диаметр нижней части гравера. Если есть биение гравера, то надо взять с запасом, но при больших значениях программа не сможет разделить близкие дорожки.
Закладка «Machine»
«Units» — единицы измерения
«Feed rate» — скорость перемещения по XY и Z
«Z axis» — настройки фрезерования и сверления
«Z high» — высота крепежных элементов платы на рабочем столе
«Z up» — высота на которую поднимется гравер (сверло) при переходе от одного элемента фрезерования к другому
«Z down» — глубина фрезерования от 0 положения по Z
«Drill depth» — глубина сверления. Соответсвенно насквозь. Этот параметр будет использоваться для создания отдельного файла сверловки, который запускается после смены гравера на сверло.
Закладка «Gcode style»
Здесь выбирается профиль для определенного станка.
В этом файле настраивается вид g-code.
Закладка «Gcode options»
Дополнительные настройки для g-code.
Здесь интересует флажок «Use user gcode (from user-gcode.h)»
В этом файле дополнительные настройки по созданию g-code
В данном файле можно настроить дополнительные команды.
В данном случае прописаны команды, которые будут добавляться в начало каждого сгенерированного кода.
G92 Z2 – принудительно устанавливает координату по Z=2 мм. Используется во время калибровки высоты в начале фрезерования и сверления. Когда гравер (сверло) подводится в плотную к плате и запускается код, Координата по Z становится равной равной 2. Соответственно при фрезеровке дорожек будет срезано 0.2 мм (2.0-1.8), при фрезеровке контура и «кернения» отверстий 0.5 мм (2.0-1.5). Сверление будет осуществлено на всю глубину платы 2 мм.
G1 Z5 F100 – подъем инструмента на высоту 5 мм для определения координат по Y и Х.
G28 Y – поиск 0 по координате Y
G28 Y – затем по координате Х
Для сохранения изменения и создания файлов необходимо нажать «Accept and make my board»
В папке, где сохранен файл платы (brd) будут созданы файлы:
*.bot.mill.gcode – фрезеровка контура платы
*.top.mill.gcode – то-же самое, но для верха платы (этот файл не нужен)
*.bot.drill.gcode – сверление отверстий (параметры сверел задаются в файле default.drl)
*.bot.etch.gcode – фрезеровка дорожек платы
При открытии (etch) файла в Repetier-Host (визуализация пути должна быть включена) отобразится путь фрезерования
При открытии файла (bot.mill) отобразится фрезеровка контура платы
При открытии файла (drill) отобразится сверление отверстий
Фрезеровка платы
Для фрезеровки используется V образный гравер.
Например гравер конический твердосплавный J32002: угол 20 град., полка 0,2 мм, хвостовик 3,175 мм, длина 30 мм.
Важно! При установке гравера необходимо добиться отсутствия биения. Проверяется при включенном шпинделе.
Устанавливается заготовка платы
Подключается фрезер к Repetier-Host.
Паркуем по оси Y, затем по оси X
Зажимаем гравер до тех пор пока он не выпадает, но может двигаться в цанге.
Заготовка платы не должна мешать граверу опуститься до 0 положения (касание стола).
Затем паркуем по оси Z.
Когда гравер упрется в стол, он сместится в цанге и займет 0 положение.
Поднимаем по Z на 20 мм и затягиваем цангу.
Перемещаем гравер в центр платы.
Опускаем до касания фольги (используем бумагу, когда ее проткнет, это будет касание фольги)
Загружаем файл *.bot.etch.gcode
В коде первые строки:
G92 Z2 – принудительное назначение координаты по Z=2
G1 Z5 F100 – подъем по Z до 5 мм, что-бы гравер не зацепил плату
G28 Y – парковка по Y
G28 X – парковка по X
Запускаем код, убираем бумагу, включаем шпиндель.
Обработка платы начнется.
После окончания обработки, станок не отключаем.
Загружаем файл *.bot.mill.gcode
Удаляем строки:
G92 Z2
G1 Z5 F100
G28 Y
G28 X
G90 ;set positioning to absolute
G21 ;set units to millimeters
;(Beginning of every bottom file)
;(Outline Begin)
;(Bottom outline Begin)
;(Metric Mode)
G21
;(Absolute Coordinates)
G90
G0 X0.0000 Y0.0000
Запускаем фрезеровку. Будет осуществлена фрезеровка контура платы.
После окончания фрезерования, станок не отключаем.
Выключаем шпиндель.
Снимаем гравер.
!!! Проводить операции замены гравера на сверло надо осторожно, чтобы не сместить шпиндель, так как при этом уйдут координаты сверления.
Ставим сверло 0,8 мм.
Зажимаем сверло до тех пор пока он не выпадает, но может двигаться в цанге.
Кнопками в программе выводим сверло в центр платы и опускаем по Z до координаты 2 мм. Сверло сместиться в цанге и займет высоту 2 мм от стола (0 положение).
Зажимаем цангу.
Загружаем файл *.bot.drill.gcode
Удаляем строки:
G92 Z2
G1 Z5 F100
G28 Y
G28 X
G90 ;set positioning to absolute
G21 ;set units to millimeters
;(Beginning of every bottom file)
;(Beginning of All Drill files)
;(Bottom Drill Begin)
;( Tool| Size | Min Sub | Max Sub | Count )
;( ;T01 | 1.000mm 0.0394in | 0.0236in | 0.1437in | 91 )
;(Metric Mode)
G21
;(Absolute Coordinates)
G90
;(Tool Change Begin)
;(Bottom Tool Change Begin)
;M05
;G0 Z0.0000
G0 X0.0000 Y0.0000
Включаем шпиндель и запускаем сверление.
После окончания сверления, выключаем шпиндель, снимаем плату.
Зашкуриваем, лудим, устанавливаем и паяем элементы. Включаем. Радуемся!
p.s.
3D фрезерный станок от Мастер Кит.
3D принтеры от Мастер Кит.