
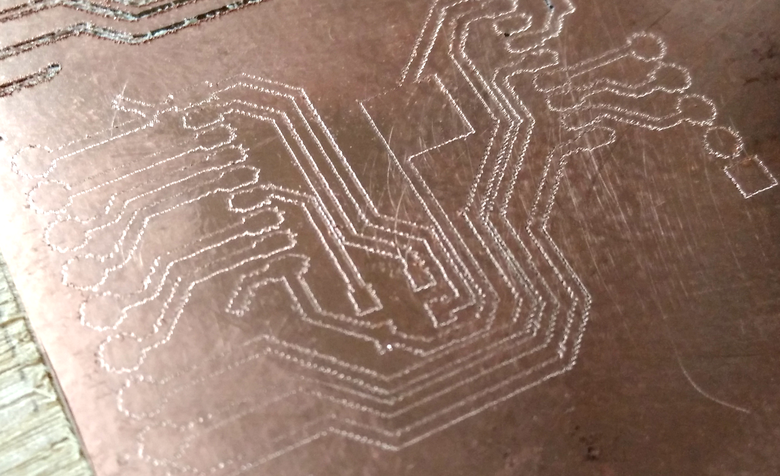
Я не люблю травить печатные платы. Ну не нравится мне сам процесс возни с хлорным железом. Там напечатай, тут проутюжь, здесь фоторезист проэкспонируй — целая история каждый раз. А потом еще думай, куда бы слить хлорное железо. Я не спорю, это доступный и простой метод, но лично я его стараюсь избегать. А тут случилось у меня счастье: достроил я фрезер с ЧПУ. Тут же появилась мысль: а не попробовать ли фрезеровать печатные платы. Сказано — сделано. Рисую простенький переходник c завалявшегося esp-wroom-02 и начинаю свой экскурс во фрезеровку печатных плат. Дорожки специально сделал мелкими — 0,5 мм. Ибо если такие не выйдут — то и ну нафиг эту технологию.
Тут нужно маленькое отступление. Есть несколько путей, как из cad’а получить набор gcode’ов для фрезеровки печатной платы. На мой взгляд, они расходятся в зависимости от того, какой САПР вы пользуетесь. Если вы любитель Eagle — то под него существуют специализированные и хорошо интегрированные решения: PCB-GCode, возможность напрямую открывать BRD-файлы в chilipeppr. К сожалению, не так давно Autodesk поменяла политику лицензирования орла, и теперь он уже не так сильно нравится сообществу (можно посмотреть мнение одного видного представителя сообщества).
Так как лично я делаю печатные платы раз в пять лет по большим праздникам — мне для проектирования вполне хватает KiCAD. Для него специализированных удобных решений я не нашел, но есть более универсальный путь — с использованием gerber-файлов. В этом случае все относительно просто: берем pcb, экспортируем нужный слой в gerber (никаких зеркалирований и прочей магии!), запускаем pcb2gcode — и получаем готовый nc-файл, который можно отдать фрезеру. Как всегда, реальность — злая зараза и все оказывается несколько сложнее.
Получение gcode из gerber-файлов
Итак, как получить gerber-файл, я особенно описывать не планирую, я думаю, это все умеют. Дальше нужно запустить pcb2gcode. Оказывается, он требует примерно миллион параметров командной строки, чтобы выдать что-то приемлемое. В принципе, документация у него неплохая, я ее осилил и понял, как получить какой-то gcode даже так, но все же хотелось казуальности. Потому был найден pcb2gcode GUI. Это, как подсказывает название, GUI для настройки основных параметров pcb2gcode галочками, да еще и с предпросмотром.
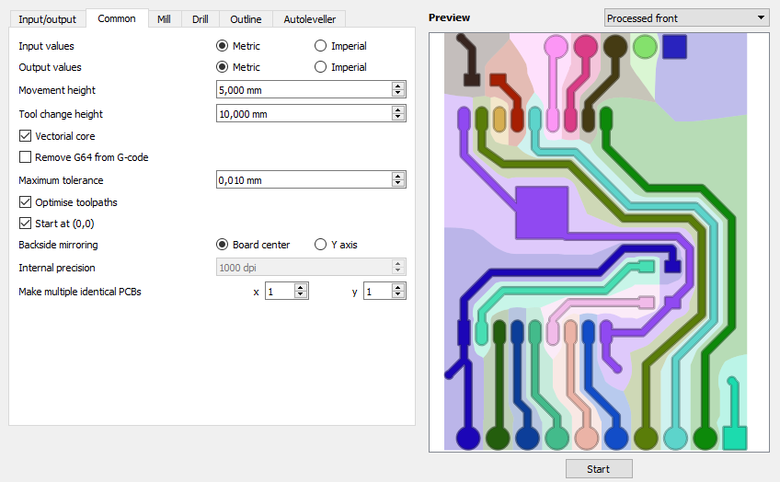
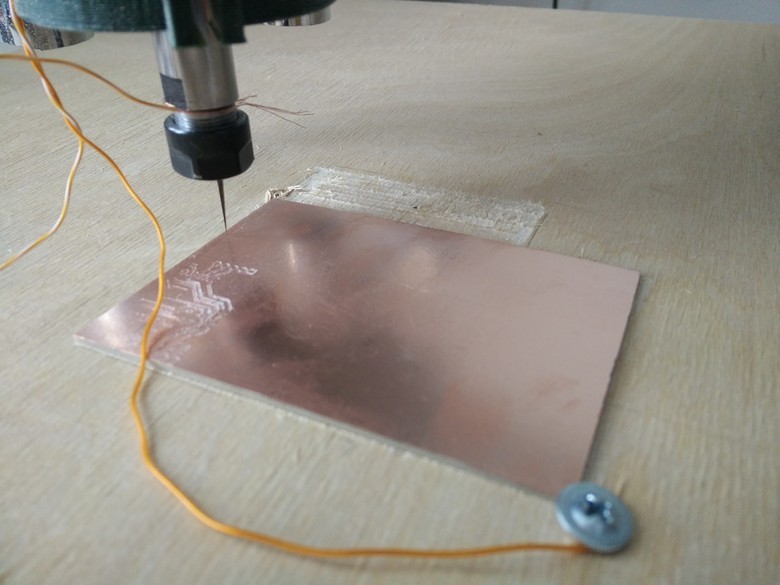
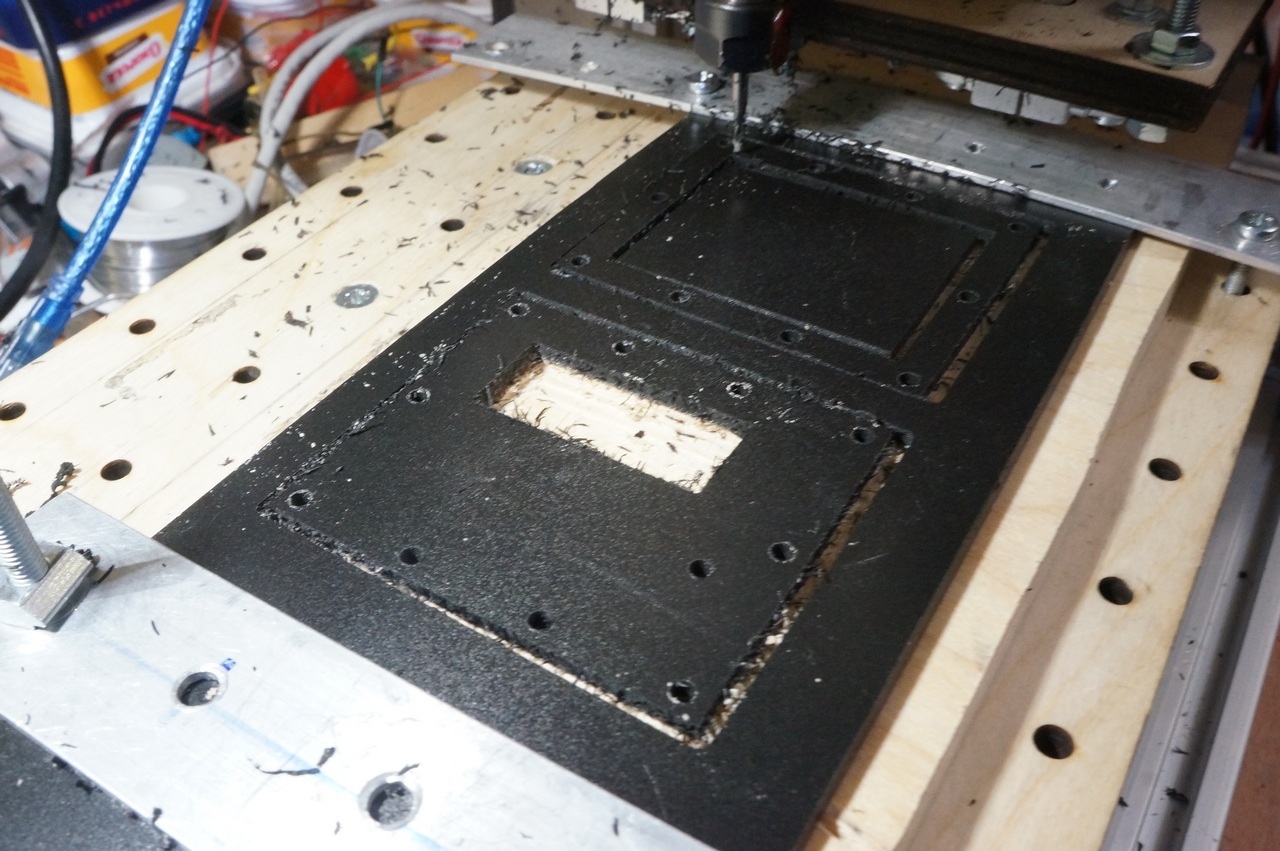
Собственно, на этом этапе получен какой-то гкод и можно пробовать фрезеровать. Но пока я тыкал в галочки, выяснилось, что дефолтное значение заглубления, которое предлагает этот софт, — 0,05 мм. Соответственно, плата должна быть установлена во фрезере как минимум с точностью выше этой. Я не знаю, у кого как, но у меня рабочий стол у фрезера заметно более кривой. Самое простое решение, что пришло в голову, — поставить на стол жертвенную фанерку, отфрезеровать в ней карман под размеры плат — и она окажется идеально в плоскости фрезера.
Для тех, кто уже хорошо владеет фрезером, эта часть неинтересна. После пары экспериментов я выяснил, что фрезеровать карман обязательно нужно в одном направлении (например, подачей на зуб) и с захлестом хотя бы процентов на тридцать. Fusion 360 мне предложил сначала слишком маленький захлест и ездил туда-сюда. В моем случае результат получился неудовлетворительный.
Учет кривости текстолита
Выровняв площадку, я поклеил на нее двустороннего скотча, положил текстолит и запустил фрезеровку. Вот результат:
Как видно, с одного края платы фреза практически не задевает медь, с другого — слишком углубилась в плату, при фрезеровке пошли крошки текстолита. Посмотрев внимательно на саму плату, я заметил, что она изначально неровная: слегка выгнутая, и, как ты с ней ни мучайся, какие-то отклонения по высоте будут. Потом, кстати, я посмотрел и выяснил, что для печатных плат толщиной более 0,8 мм допуск ±8 % считается нормальным.
Первый вариант борьбы, приходящий в голову, — автокалибровка. По логике вещей — чего уж проще, плата омедненная, фреза стальная, приделал один проводок к меди, другой к фрезе — вот тебе готовый щуп. Бери да строй поверхность.
Мой станок управляется grbl’ом на дешевом китайском шилде. У grbl есть поддержка щупа на пине A5, но вот специального разъема на моей плате почему-то не выведено. Внимательно рассмотрев ее, я все же обнаружил, что пин A5 выведен на разъем SPI порта (подписанный как SCL), земля там тоже рядом есть. С этим «датчиком» одна хитрость — провода нужно переплести между собой. Во фрезере крайне до фига наводок, и без этого датчик будет постоянно давать ложные срабатывания. Даже после переплетения продолжит, но сильно-сильно реже.
Итак, датчик собран, тестером проверен, дальше важный вопрос — как проверить в grbl, что все в порядке и я не сломаю единственный гравер. Немного гугления показало, что ему нужно отправить команду G38.2 Z-10 F5.
Команда говорит: начинай спускаться вниз вплоть до –10 по Z (абсолютная это или относительная высота — зависит от режима, в котором сейчас прошивка). Спускаться будет очень медленно — со скоростью 5 мм/мин. Это вызвано тем, что сами разработчики не гарантируют, что спуск остановится ровно в момент срабатывания датчика, а не чуть позже. Поэтому лучше спускаться медленно, чтобы все остановилось вовремя и не успело уйти в плату по самое не балуйся. Лучше всего первый тест проводить, подняв голову на высоту сильно больше 10 мм и сбросив систему координат. В таком случае, даже если все не сработает и вы не успеете дотянуться до кнопки E-Stop’а, фреза не будет запорота. Можно провести два теста: первый — ничего не делать (и по достижении –10 grbl выдаст «Alarm: Probe Fail»), второй — пока оно едет вниз, чем-нибудь замкнуть цепь и убедиться, что все остановилось.
Дальше надо найти метод, как, собственно, промерить матрицу и исказить gcode как нужно. На первый взгляд, у pcb2gcode’а есть какая-то поддержка autoleveling’а, но поддержки именно grbl’а нет. Там есть возможность задать команды запуска пробы руками, но с этим надо разбираться, а мне, честно говоря, было лень. Пытливый ум мог бы заметить, что у LinuxCNC команда запуска пробы совпадает с командой grbl. Но дальше идет непоправимое различие: все «взрослые» интерпретаторы gcode’а сохраняют результат выполненной пробы в машинную переменную, а grbl просто выводит в порт значение.
Легкое гугление подсказало, что есть еще довольно много разных вариантов, но мне на глаза попался проект chillpeppr:
Это система из двух компонентов, предназначенная для игры с железом из вебни. Первый компонент — Serial JSON Server, написанный на go, запускается на машине, подключенной непосредственно к железке, и умеет отдавать управление последовательным портом по вебсокетам. Второй — работает у вас в браузере. У них есть целый фреймворк для построения виджетов с каким-то функционалом, которые потом можно засовывать на страничку. В частности, у них уже есть готовый workspace (набор виджетов) для grbl и tinyg.
И у chillpeppr’а есть поддержка autoleveling’а. Да еще и с виду он сильно удобнее UniversalGcodeSender’а, которым я пользовался до этого. Ставлю сервер, запускаю браузерную часть, трачу полчаса на то, чтобы разобраться с интерфейсом, загружаю туда gcode своей платы и вижу какую-то фигню:
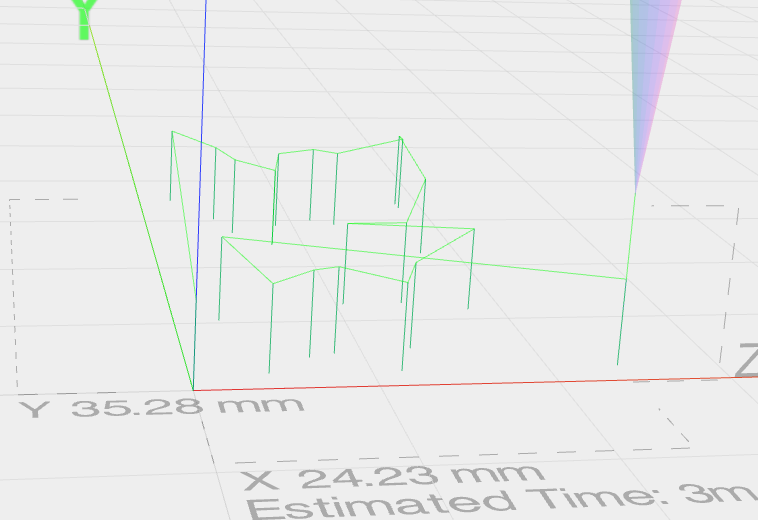
Посмотрев в сам gcode, который генерирует pcb2gcode, вижу, что он использует нотацию, когда на последующих строках не повторяется команда (G1), а даются только новые координаты:
G00 X1.84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
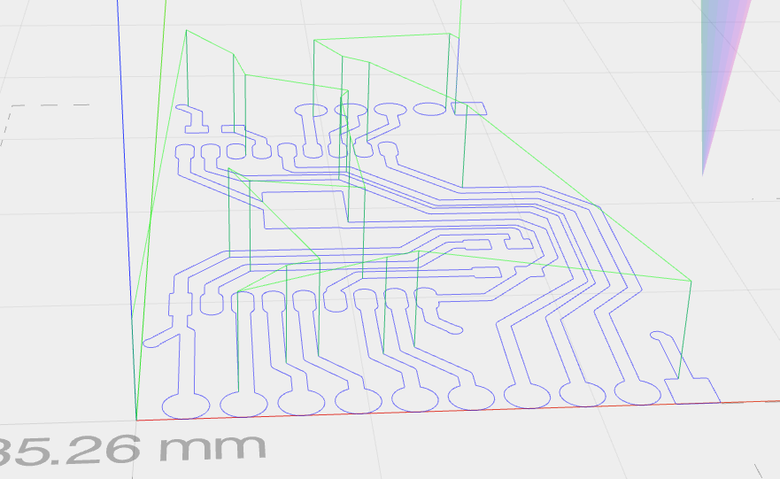
X3.09684 Y31.77131Судя по тому, что chilipeppr показывает только вертикальные движения, он видит строку G01 Z-0.12 здесь, но не понимает все, что идет после F200. Нужно переделывать на explict нотацию. Конечно, можно руками поработать или напилить какой-нибудь post-processing скрипт. Но никто еще не отменил G-Code Ripper, который среди прочего умеет бить сложные команды gcode’а (типа тех же дуг) на более простые. Он же, кстати, тоже умеет по матрице autoprobe’а искривлять gcode, но встроенной поддержки grbl’а опять нет. Зато можно сделать тот самый split. Мне вполне подошли стандартные настройки (разве что в конфиге пришлось заранее поменять единицы измерения на mm). Результирующий файл начал нормально отображаться в chilipeppr:
Дальше запускаем autoprobe, не забыв указать расстояние, с которого опускать пробу, и ее глубину. В моем случае я указывал, что надо опускать с 1 до –2 мм. Нижняя граница не так важна, ее можно поставить хоть –10, но я бы не советовал: пару раз неудачно выставил начальную точку, с который надо запускать пробу, и крайние точки оказывались за пределами платы. Если заглубление больше — можно и гравер сломать. А так просто ошибка. От уровня верхней границы напрямую зависит то, как долго он будет промерять поверхность. В моем случае реально плата почти никогда не уходила за пределы 0,25 мм вверх или вниз, но 1 мм как-то надежнее. Жмем заветную run и бежим к фрезеру медитировать:
А в интерфейсе chilipeppr появляется потихоньку промеренная поверхность:
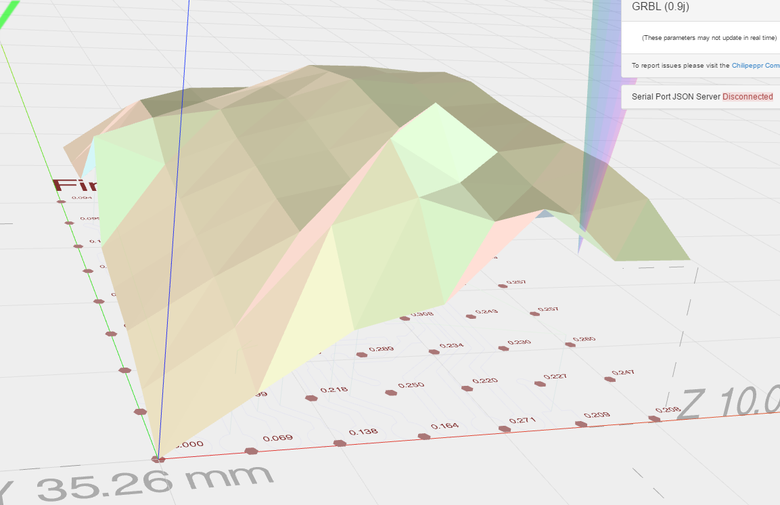
Здесь надо обратить внимание, что все значения по Z умножены на 50, дабы лучше визуализировать получившуюся поверхность. Это настраиваемый параметр, но 10 и 50 хорошо работают, на мой взгляд. Я достаточно часто сталкиваюсь с тем, что какая-то одна точка оказывается сильно выше, чем можно от нее ожидать. Лично я связываю это с тем, что датчик ловит-таки наводки и дает ложное срабатывание. Благо chilipeppr позволяет выгрузить карту высот в виде json’ки, ее можно руками после этого поправить, а потом руками же загрузить. Дальше жмем кнопку «Send Auto-Leveled GCode to Workspace» — и в перце уже загружен поправленный гкод:
N40 G1 X 2.6948 Y 34.1118 Z0.1047 (al new z)
N41 G1 X 2.7396 Y 34.0036 Z0.1057 (al new z)
N42 G1 X 2.7488 Y 31.8518 Z0.1077 (al new z)
N43 G1 X 3.0183 Y 31.8499 Z0.1127 (al new z)
N44 G1 X 3.0695 Y 31.8225 Z0.1137 (al new z)
N45 G1 X 3.0968 Y 31.7713 Z0.1142 (al new z)В код добавлены перемещения по Z, которые должны компенсировать неровность поверхности.
Выбор параметров фрезеровки
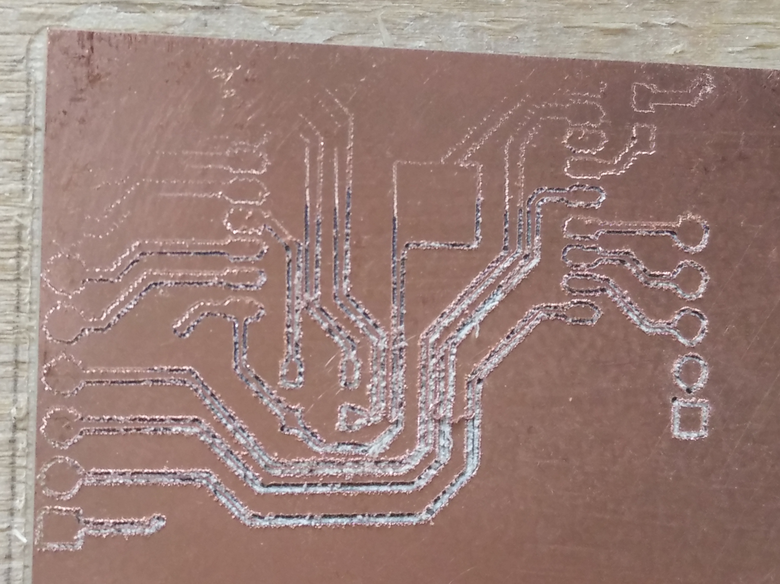
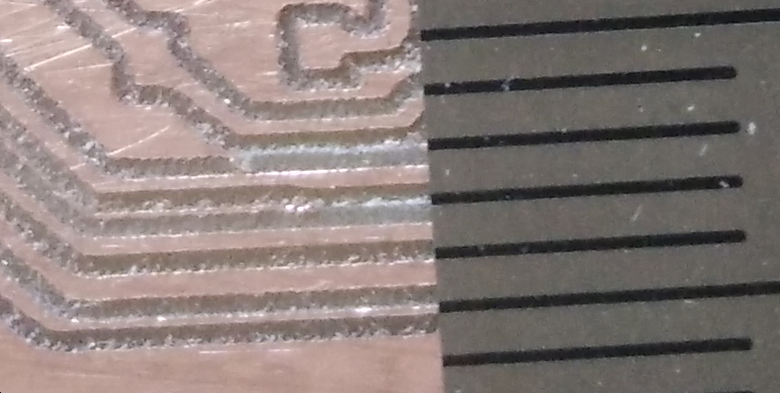
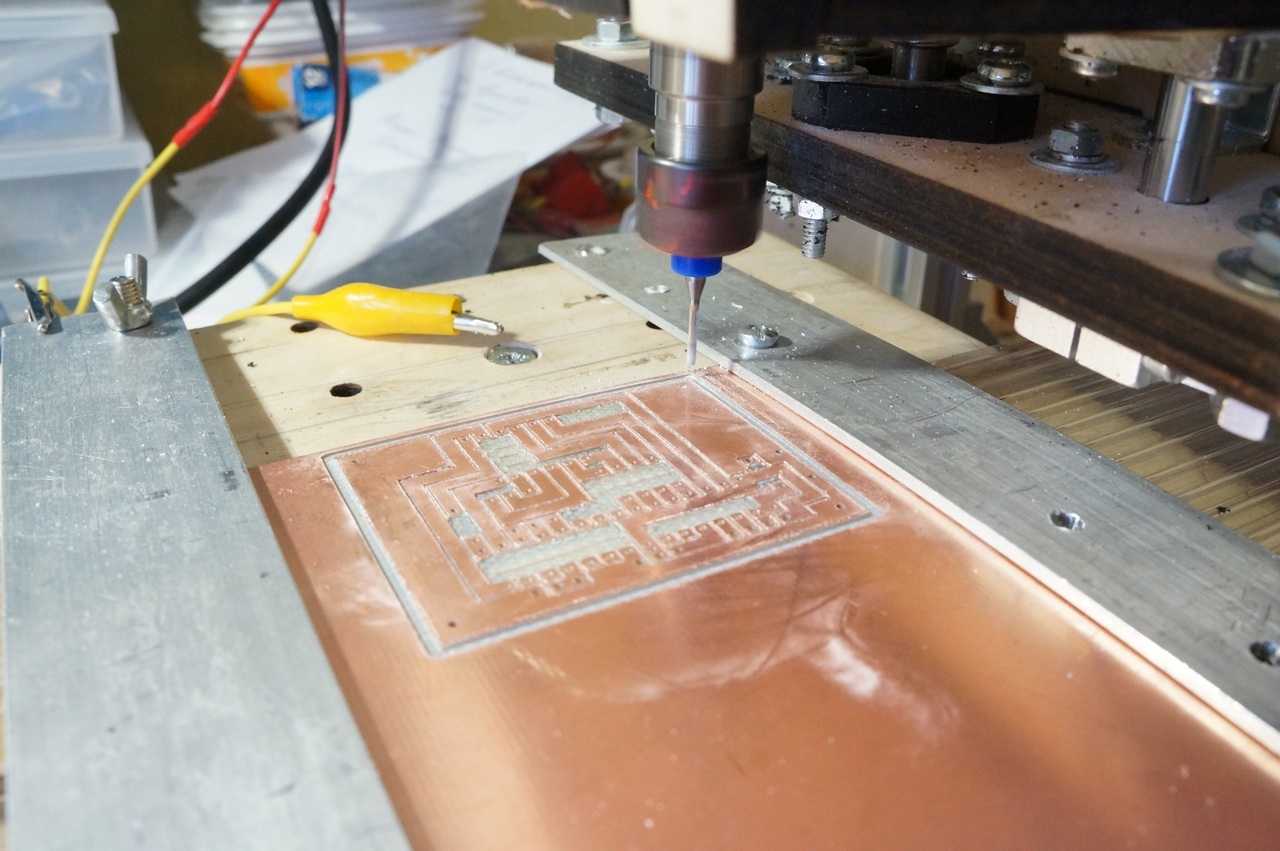
Запускаю фрезеровку, получаю вот такой результат:
Тут видно сразу три момента:
- Проблема с неровностью поверхности ушла: прорезано (точнее, процарапано) все практически на одну глубину, нигде нет пропусков, нигде не заглубился слишком сильно.
- Заглубление недостаточное: 0,05 мм явно не хватает для этой фольги. Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018—0,14 мм).
- Явно видны биения гравера.
Про заглубление. Подобрать то, насколько глубоко надо опускать гравер, несложно. Но есть специфика. Конический гравер имеет в проекции форму треугольника. С одной стороны, угол сведения к рабочей точке определяет, насколько инструмент тяжело сломать и как долго он проживет, а с другой — чем больше угол, тем шире будет рез при заданном заглублении.
Формула расчета ширины реза при заданном заглублении выглядит так (нескромно взята с reprap.org и исправлена):
2 * penetration depth * tangens (tool tip angle) + tip widthСчитаем по ней: для гравера с углом 10 градусов и точкой контакта 0,1 мм при заглублении 0,1 мм мы получаем ширину реза почти 0,15 мм. Исходя из этого, кстати, можно прикинуть, какое минимальное расстояние между дорожками сделает выбранный гравер на фольге выбранной толщины. Ну и еще, даже если вам не надо очень маленьких расстояний между дорожками, слишком глубоко фрезу опускать все равно не стоит, так как стеклотекстолит очень сильно тупит фрезы даже из твердых сплавов.
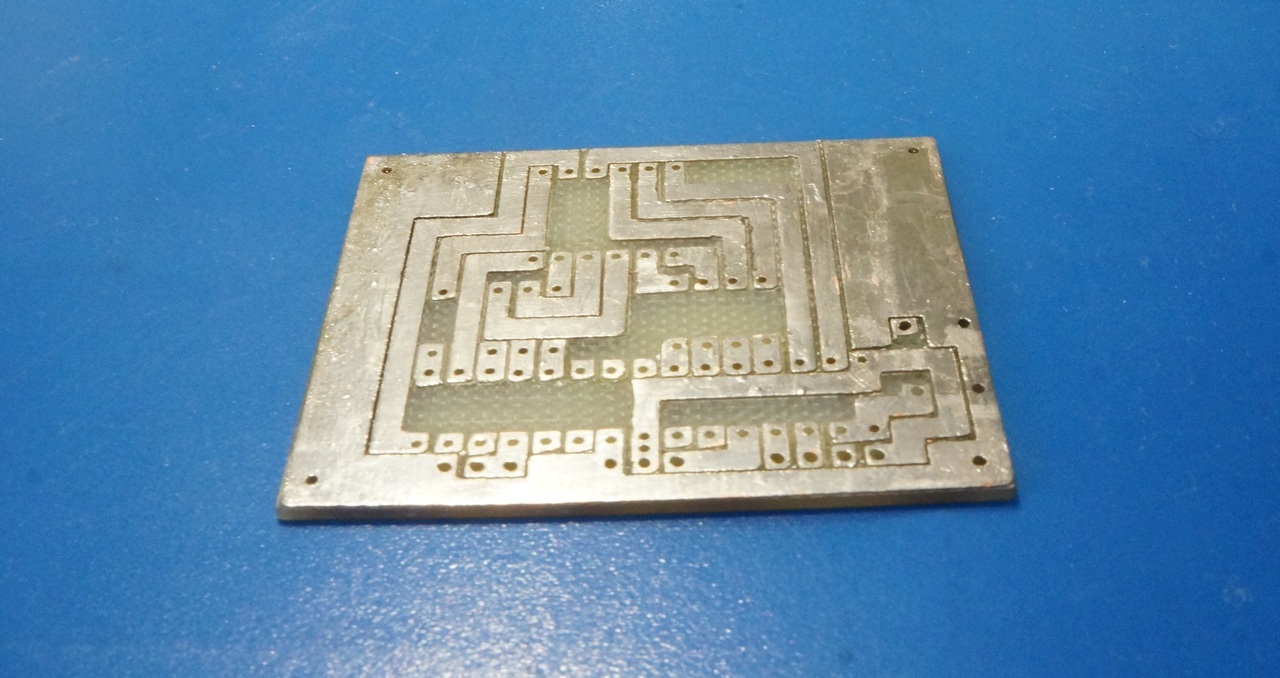
Ну и тут есть еще смешной момент. Допустим, у нас есть две дорожки, отстоящие друг от друга на 0,5 мм. Когда мы прогоним pcb2gcode, он посмотрит на значение параметра Toolpath offset (насколько отступать от дорожки при фрезеровке) и фактически сделает между дорожками два прохода, отстоящие друг от друга на (0,5 – 2 * toolpath_offset) мм, между ними останется (а скорее всего, сорвется) какой-то кусочек меди, и будет это некрасиво. Если же сделать toolpath_offset большим, чем расстояние между дорожками, то pcb2gcode выдаст warning, но сгенерирует только одну линию между дорожками. В общем случае для моих применений это поведение более предпочтительно, так как дорожки получаются шире, фреза режет меньше — красота. Правда, может возникнуть проблема с smd-компонентами, но маловероятно.
Есть выраженный случай такого поведения: если задать очень большой toolpath_offset, то мы получим печатную плату в виду диаграммы Вороного. Как минимум — это красиво ;) На эффект можно посмотреть на первом скриншоте из pcb2gcode, что я давал. Там показано, как она будет выглядеть.
Теперь про биения гравера. Это я их зря так называю. Шпиндель у меня неплохой вроде и так сильно, конечно, не бьет. Тут скорее кончик гравера при перемещении изгибается и прыгает между точками, давая вот ту странную картину с точечками. Первая и основная мысль — фреза не успевает прорезать и потому перепрыгивает. Легкое гугление показало, что народ фрезерует печатные платы шпинделем на 50к оборотов со скоростью примерно в 1000 мм/мин. У меня шпиндель дает 10к без нагрузки, и можно предположить, что резать надо со скоростью 200 мм/мин.
Результаты и вывод
Учтя все это, промеряю новый кусок текстолита, запускаю фрезеровку и получаю вот такой результат:
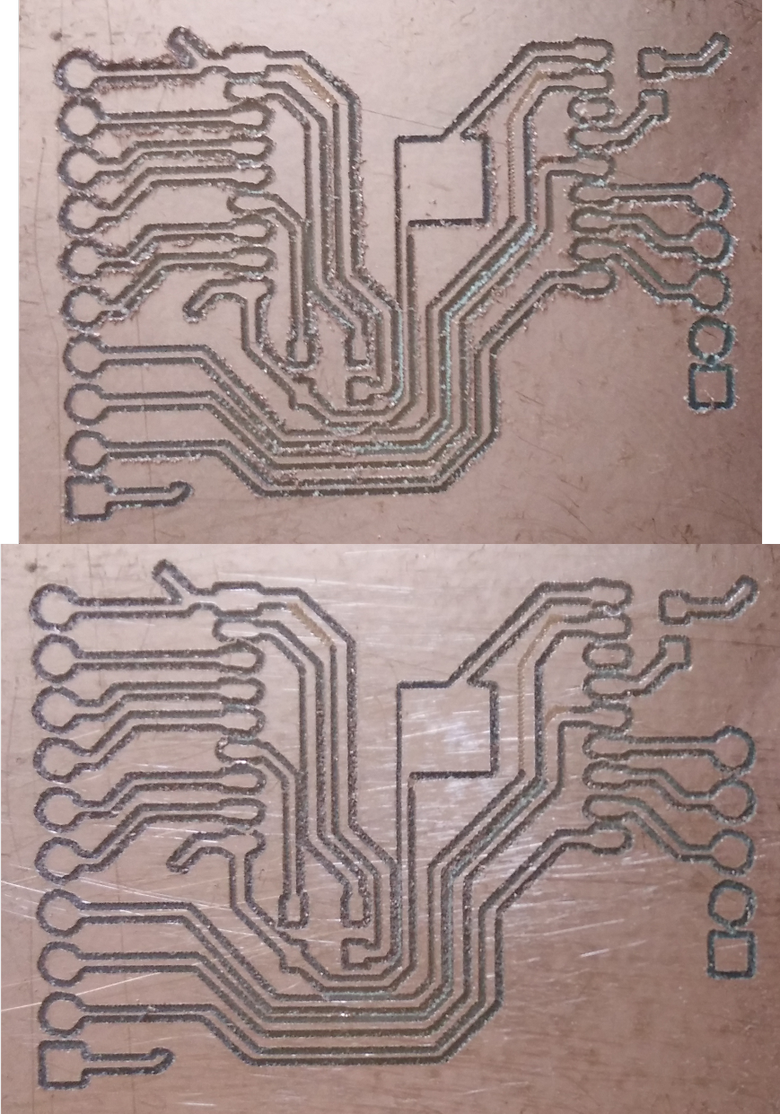
Верхняя ровно так, как вышла из фрезера, нижняя — после того как провел по ней обычным точильным камнем пару раз. Как видно, в трех местах дорожки не прорезались. В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается.
В общем, перспективы у этого всего есть. Когда процесс отработан, построение матрицы высот занимает минут пять-семь, потом непосредственно фрезеровка — пару минут. Вроде можно экспериментировать дальше. Зато можно потом сверловку делать на том же станке. Еще прикупить заклепок, и будет счастье! Если тема интересна, то могу написать еще одну статью про сверловку, двусторонние платы и пр.
CrazyRoot
Лимонная кислота спасет отца русской демократии(от хлорного железа).
Rikitiki
+перекись водорода. Я вообще теперь не понимаю смысл в хлорном железе. При соблюдении пропорций травление минут 10 максимум. Ни запаха, ни грязи, дешево, просто — ляпота. Дорожки 0,2 мм вообще без каких-либо проблем (меньше не пробовал)
semen-pro
+ концентрированная перекись водорода, но тут нужно эксперементировать
sav13
Пергидроль. (30%)
продается канистрами от 5л.
используют в автомойках для чистки оборудования, для очистки воды в бассейнах и пр.
Технология следующая — в теплой воде разводим лимонку + соль.
Наливаем в вертикальную ванночку. Затем шприцом добавляем пергидроль добиваясь быстрой реакции по количеству пузырьков. Желательно не доводить концентрацию до «вскипания» и самонагрева…
Когда реакция замедляется, снова добавляем шприцом пергидроль.
Раствор с лимонкой становится многоразовым, как и хлорное железо. Его можно слить в бутылку, затем снова в ванночку и снова травить с добавлением пергидроля.
Rascko
m0Ray
У меня с обычным гидроперитом на мочевине всё прекрасно получается.
linux_art
Во-первых запах есть. Причем довольно едкий. Во-вторых при недостаточной вентиляции помещения еще и глаза ест люто. Ну и в случае травления фольгированного алюминия тоже есть нюансы, что с хлорным железом, что с перекисью. Фрезеровка в этом отношении гораздо интереснее.
BigBeaver
При фрезеровке плат на металлической основе сломается диэлектрик и высока вероятность замыкания фольги на основу. искать косяки будет очень-очень утомительно. Алюминиевые платы, емнип, отлично травятся персульфатом без нюансов.
artyums
Или медный купорос с поваренной солью в теплой воде. Насыщенный раствор травит платы не сильно медленнее хлорного железа, а края получаются ровные (правда тут еще зависит от тонера и бумаги).
Можно еще гвоздей положить в ванночку — на них медь оседает из раствора.
Да и после травления, утилизировать такую штуку намного проще, а можно и использовать заново после восстановления.
Jmann
Я юзаю персульфат аммония. 5 мин на паровой бане и плата готова. Вместо утюга — ламинатор.
Bluewolf
Поддерживаю. Отлично травит, прозрачный, плату видно и не оставляет ужасных следов, как железо.
BigBeaver
artyums
Даже если брызги видно, дырки все равно, скорее всего, будут)))
BigBeaver
Неа, им требуется много времени. Если брызги видно, то есть шанс быстро прополоскать и вообще без каких-либо следов отделаться.
natan555
Поддержу за персульфат, протравив свою первую плату на 5-м десятке лет, был бесконечно удивлен простотой процесса.
По тексту — кажется это тот случай когда процесс важнее результата
Andy_Big
Нет, при наличии станка отфрезеровать простую плату действительно гораздо быстрее и удобнее, чем ЛУТ. К тому же сразу и сверловка и обрезка по сколь угодно сложному контуру :)
uncle_sem
я отказался от ЛУТа в пользу фоторезиста — и не пожалел ни секунды. процесс как-бы немножко дольше, но при этом предсказуем и повторяем. с ЛУТом я так и не добился стабильного приклеивания тонера к фольге. травлю персульфатом тоже, да. брызги только если используешь компрессор для перемешивания — ну дык оно решается крышкой.
насчет сверления — я давно максимально перешел на smd. это компактнее, быстрее, проще. а с высокими напряжениями я не работаю.
ну и если честно, результат платы из статьи не впечатлил.
Andy_Big
Абсолютно согласен. Вообще, под ЛУТ я подразумевал любые технологии с нанесением рисунка на плату и дальнейшим травлением :) Фоторезист, конечно же, сильно выигрывает у переноса тонера утюгом/ламинатором :)
Я тоже, однако все равно часто приходится использовать выводные компоненты (те же разъемы), да и переходные отверстия никуда не деваются :)
Ну, во-первых, это первый опыт автора, а во-вторых станок у него совсем не подходящий для таких дел :)
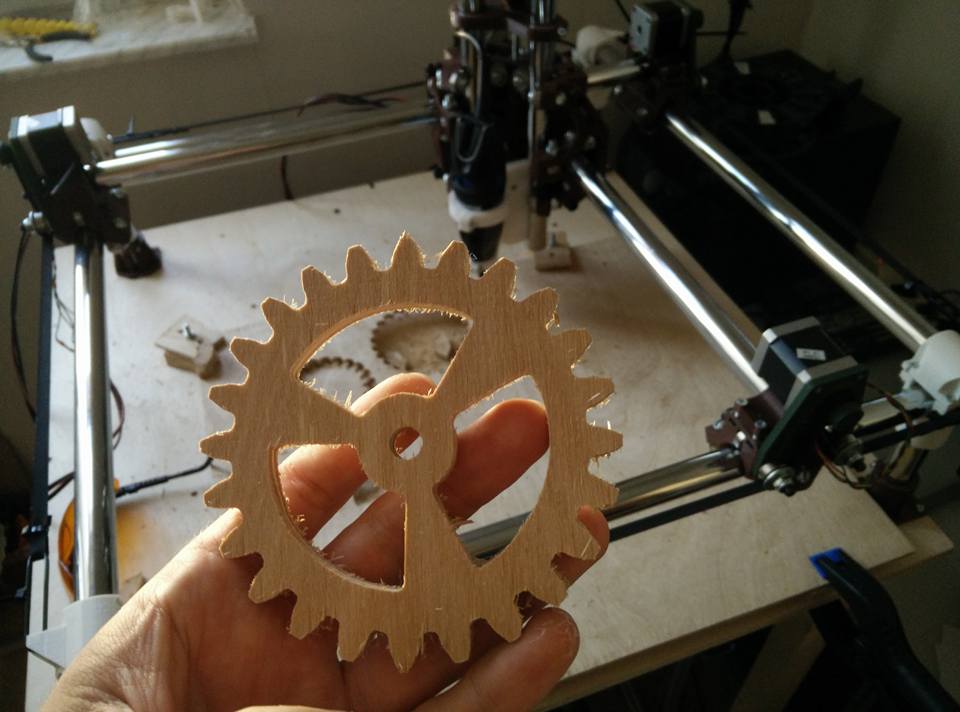
Вот так нормально (это не мое, если что)? :)
А еще станок может не только для плат использоваться :)
uncle_sem
так вообще отлично, а у автора получилось что он так долго мучался по большому счету зря.
Andy_Big
Ну почему же зря? Автор получил опыт, освоил технику, осознал чего не хватает для более качественного результата, у него теперь есть понимание куда и как двигаться дальше :)
dlinyj
Добавлю, что бюджетнее всего в русхиме купить килограмм лимонной кислоты и 37% перекись. Я травлю таким образом: Грею воду в чайнике, но не до кипятка, а до первых пузырьков (иначе потом вскипит раствор), воды 1,7 литра, 100 грамм 37% перекиси (обращаю внимание, что общая концентрация даже ниже, чем с аптечной), 2-4 полных столовых ложки лимонной кислоты, столовая ложка поваренной соли.

2-3 минуты и полностью протравливается без перетравов.
Разумеется травить только под вытяжкой!
AlanDrakes
Чего всем так не нравится хлорное железо? Ну вот не возьму в толк никак.
— Перекись не всегда можно найти хорошего качество (концентрированую). Да и белые пальцы при не совсем аккуратном обращении — тоже гарантированы
— Персульфат аммония — довольно сильно пахнет и травит как-то рывками и медленно.
— Кислоты — опять же, опасно (не лимонная)
Сколько травлю ХЖ — проблем ни разу не было. И получаемый результат легко подходит к максимальным возможностям принтера — 0.2 / 0.15мм (дорожка / зазор).
Rascko
По ХЖ:
— все-таки оставляет пятна, в т.ч. и на сантехнике. Жона ругаиццо и заставляет чистить.
— как ни смешно, но перекись доступнее — как я писал, подходит трехпроцентная даже, и если очиститель для бассейнов я могу найти в ближайшем хозяйственном гипермаркете, то за ХЖ придется ехать в специализированные места или заказывать.
hudbrog
Почему-то я не сомневался, что первый коммент будет про то, что не нужна вся эта фигня с фрезером, ХЖ — наше все =) Но я и не спорю даже, ХЖ — проверенная временем и работающая технология. Просто лично мне не нравится =)
uncle_sem
мне тоже не нравится, потому перешел на персульфат и был крайне приятно удивлён
Andy_Big
А с перемешиванием (например, пузырьками воздуха) персульфат работает еще раза в 4 быстрее :)
Я делал себе вертикальную ванночку из стекла для персульфата, пускал в ней по дну продырявленную трубку и гнал аквариумным компрессором в эту трубку воздух. Скорость травления возрастает просто неимоверно :) Только нужна крышка на ванночку, иначе капли от лопающихся пузырьков забрызгают все вокруг.
uncle_sem
абсолютно аналогичная система, только еще терморегулятор китайский, электроплитка, аквариум пластиковый — на водяной бане. ну и трубочка от воздушного шарика с дырочками и аквариумный компрессор ;)
Andy_Big
У меня в в растворе висел аквариумный нагреватель :)
uncle_sem
я просто не знаю где брать аквариумный нагреватель, да и в раствор бы его совать побоялся, а плитку нашел на какой-то местной распродаже за копейки, терморегулятор за 5 баксов из китая…
Andy_Big
В зоомагазинах :) Или в Китае — https://www.aliexpress.com/item/100-200-300-500w-Aquarium-Submersible-Fish-Tank-Adjustable-Water-Heater-Safe-220-V/32662891844.html
Такие нагреватели полностью герметичны, стекло и пластик, так что от раствора им ничего не сделается. У меня подобный нагреватель прожил в растворе несколько месяцев пока я не бросил травление.
uncle_sem
Большое спасибо за ссылку! надо будет и правда прикупить, наверно. хотя бы попробовать. деньги-то весьма небольшие.
Andy_Big
Там и дешевле можно найти, это я взял первую попавшуюся ссылку из поиска по «aquarium heater» :)
artyums
Лимонная не совсем безопасна, если с парами иметь дело.
sergku1213
Просветите пожалуйста, про небезопасность лимонной кислоты. Я последние 45 лет считал что это твердое вещество, вовсе не летучее. А также всегда думал что раз она у нас участвует в цикле Кребса, то её опасность может быть только в случае падения тяжелого мешка с этой кислотой на голову. Цикл Кребса — это если упрощенно, способ усваивать питательные вещества в нашем (и не только) организме, при этом процесс идёт через образование этой самой лимонной кислоты. Т.е она в нашем организме присутствует постоянно. Про ионы меди этого не скажешь — они могут быть вполне токсичны.
artyums
Я говоры про пары раствора, в качестве которого лимонная кислота и используется. Обычно причем раствор в подогретом виде.
Такие пары очень хорошо раздражают глаза и слизистые. А из-за кажущейся полной безопасности лимонки, этими парами по началу и дышат охотно — вкусно пахнет же :)
Кислоты, которые есть в организме — во-первых присутствуют в предназначенных для этого местах организма, ну и во-вторых далеко не в таких концентрациях, какие используются для травления плат :)
sergku1213
Там не пары, там, думаю, микрокапли. Если речь идет о реакции с перекисью водорода. Пузырики лопаются и капельки летят. А в капельках не только лимонная кислота, но и перекись водорода, медь. Да, глаза лучше не совать — место нежное, даже от просто чистой воды щипет. Кстати промывая глаза или нос — если надо, лучше сделать 1% раствор поваренной соли — тогда не дерет и не щипет. Концентрация близка к концентрации в плазме крови. Я просто предположил что встретил лимоннокислотного хэйтера. Теперь мир богат.
artyums
Когда, например, чайник чищу кислотой этой от накипи и тут речь чисто о парах кислоты, тем более, если чайник подогреть. Один раз так вот заработал раздражение глаз, ходил потом с красными, но вроде без последствий.
Не, если соблюдать все правила работы с тем или иным веществом, хейтером быть невозможно =) Мир химии прекрасен =)
sergku1213
Поверьте, я немало лет работал химиком. Лимонная кислота не испаряется. Вообще. Она разлагается при 175С. Когда чистите чайник, пузырьки углекислого газа захватывают частички раствора, лопаются и создают мельчайшие брызги — получается аэрозоль. Такие же вещи так же происходят при зарядке автомобильных аккумуляторов, но там в капельках серная кислота и она очень устойчива, так что оказывает вполне разрушающий эффект. Особенно на одежду. Вообще аэрозоли — такая штука, похожая на пар, но не пар, а устойчивая взвесь частиц.
dlinyj
Там перекись водорода, она и даёт пары. А её пары не очень полены.
Rascko
Вода из раствора будет испаряться куда более интенсивно (в десятки раз), чем перекись, так что итоговая концентрация перекиси будет мизерной. Создание насыщенного пергидрольного пара — задача, которую обычно нужно решать специально, само по себе оно так не получится.
dlinyj
Можно мне этого не рассказывать. На своём опыте убедился, что травить перекисью надо только под вытяжкой.
Реакция, к слову, экзотермическая.
semen-pro
Там не пары. Думаю, скоро напишу статью с подробным разбором, но не буду спойлерить.
Jmann
Один недостаток, пачкает все на свете.
semen-pro
Белые пальцы через полчаса восстанавливаются. Правда щиплет противно. Особенно ужасно, когда наступаешь носком в лужу перекиси, замечаешь не сразу. Зато, пилинг бесплатный)
Sleepwalker_ua
Буквально вчера купил себе пару флакончиков перекиси в аптеке, цена вопроса что-то около 35 центов за 400мл 3% раствора. Этого мне хватит на десяток-полтора небольших платок a-la ардуино нано или чуть крупнее, даже с учетом испарения, перерасхода и разливов. Соль и лимонная кислота стоят копейки.
Плюсы
+Запаха нет как такового
+Травится предсказуемо, кол-вом катализатора (соли) регулируем скорость травления. Это немного проще, чем играться с температурой раствора.
+Никаких следов на посуде, одежде. На работе травил в собственной кружке, из которой чай пью. Кружка стала чище, чем из магазина была, после травления просто промыл теплой водой проточной. То же самое, если пролить раствор на одежду, стол — просто вытер влажной тряпочкой или даже обычной бумажной салфеткой промокнул.
+Ценники и повсеместная доступность — аптека есть чуть ли не в самом захудалом поселке, лимонную кислоту найти не проблема, даже в хлебных лотках продается, соль — и так все понятно. Найти же качественное хлорное железо с бухты-барахты не получится — в моем довольно крупном городке имеется всего две точки, где продают нормальное, при этом ценник весьма недемократичен.
+Простота хранения, никаких заморочек с герметичностью, сухостью и прочей чепухой.
Helium4
Мил человек, работать с реактивами в пищевой посуде категорически запрещено, не надо так делать. Отравление медью не самое полезное, что можно придумать. В кислой среде эмаль чашки немного подтравится, на свежей поверхности очень хорошо осядют неплохие количества меди, которые будут потом выходить в ваш чай. ПДК для Cu в питьевой воде 0,1мг/л, типичная концентрация 2-20мкг/л.
Sleepwalker_ua
Это, конечно, да. Осталось только посчитать, сколько меди осело на стенках чашки при 50мл раствора травления и плате размером 55х35мм с максимальным заполнением полигонов и толщиной меди порядка 50мкм (немного иронии)
Безусловно, все риски понятны, но все-таки способ безопаснее и чище, нежели с хлорным железом ;-)
dlinyj
У перекиси один недостаток, о котором все любители забывают — это будущая неизлечимая астма от вдыхания паров. А так всё норм.
gears
По собственному опыту построения станка для фрезеровки печатных плат могу сказать что 10 000 об/мин для шинделя крайне мало… Нужно хотя бы 25 000 — 30 000 об/мин тогда получается ровный рез практически без задиров.
Медь к сожалению хорошо тянется и на малых оборотах даже с малой подачей ничего особо хорошего обычно не получается.
Для этих целей очень хорошо подходят шпиндели на пневмоподшипниках от старых советских станков, там обороты до 80 000 об/мин.
hudbrog
Да, в процессе гугления скорости подачи я понял уже, что надо в районе 50000 об/мин. Появилась даже мысль, что можно использовать обычные бесколлекторные моторы на 2000-3000kV, выйдет как раз около 30-50к оборотов при питании от 12В. К тому же при таких задачах радиальные нагрузки почти отсутствуют и можно не заморачиваться лишними подшипниками. Вопрос только в цанге подходящей.
gears
C цангой нужно очень осторожно, на таких оборотах малейшее биение разобьет подшипники.
Да и смоторами от моделей есть другие проблемы, их нужно хорошо охлаждать иначе перегреваются.
Sleepwalker_ua
достаточно взять запас по мощности и контролировать ток. Для фрезеровки платы за глаза 100-150Вт должно хватать. это ж не камень… С запасом двухкратным приобрести двигатель и вот оно, счастье без перегревов. В крайнем случае небольшой 12В кулер на обдув двигателя или СВО из тонкой медной трубки и небольшого радиатора с аквариумной помпой ( для движков 500-1500Вт и выше)
gears
Для гравировки плат мощность вообще очень маленькая нужна. 150 Вт уже хватит чтобы алюминий грызть на малых подачах.
Когда тестировал 35Вт моторчика хватало более чем, изменение скорости вообще заметно не было.
Обдув в любом случае нужен будет. Только тут возникает другая проблема, т.к. работаем со стеклотестолитом будет пыль в воздух подниматься, а это крайне вредно.
И не забывайте что гравировка займет приличное время а модельные моторы не рассчитаны на долговременную работу. Поиграться конечно можно, но из опыта только зря время и деньги потратите.
Sleepwalker_ua
я так мониторил цены на модельные движки, разница в стоимости, скажем, между 50-70 и 200Вт по сути копейки, особенно на фоне затрат хотя бы на небольшую станину с порталом размером с лист А4 — баксов 5-7.
на счет не рассчитанных на долговременную работу — тут имеет смысл посмотреть на моторы для автомоделей, они имеют поменьше оборотов на вольт, но обычно заключены в более массивные корпуса и рассчитаны на долговременные и более жесткие режимы работы. В принципе это обойдется еще доллара в 2-3 сверху. На круг контролька + мотор выйдут долларов в 25 + пересыл.
Проблема с текстолитовой пылью решается помещением фрезера в шкаф. Вообще в любом случае, если фрезер стоит не в отдельном нежилом помещении или хотя бы не на балконе, то лучше сделать плотно закрываемый шкаф — это и от пыли убережет, и от обломков некачественной фрезы спасет в случае чего окружающих. Другое дело, что такая пыль может сами привода повредить — но для этого есть всякие ухищрения вроде подшипников с сальниками, а шпилькам ходовым не повредит даже медная стружка…
sav13
Можно и на 8000 сделать качественный рез. Если шпиндель без биения и качественная фреза. Ну и скорость не загонять.
borisxm
Неудачный пример для демонстрации возможностей. Сейчас массово используются корпуса с шагом 0,5мм, вот на них, думаю, такая технология сильно споткнется. А с фоторезистом даже стараться не нужно. У многих хватает терпения и на ЛУТ. Что касается утилизации отработанного раствора хлорного железа, то это тоже не проблема, если его хорошо разбавить.
hudbrog
Ну, это ж не демонстрация возможностей с призывом всем строить себе фрезер. Это скорее личный опыт на кривеньком самодельном фрезере. Ну и под корпуса с шагом 0.5 вообще без проблем прорежет. Я чуть экспериментировал с момента написания статьи еще (сам текст я закончил неделю назад) — и не сомневаюсь, что даже на моем поделии реально 0.3/0.2 делать стабильно.
shatrovmaxim
Частично соглашусь с вами.
Когда нужно быстро сделать несложную плату фрезер очень выручает, но если нужно сделать сложную плату или законченное изделие то — фоторезист.
borisxm
Судя по вибрации фрезы — не получится. У меня тоже имеется самодельный фрезер, с достаточной жесткостью и 30-40к шпинделем. Но все равно приходится выставлять очень низкую горизонтальную скорость для тонких дорожек. Мне иногда приходится делать по несколько плат в неделю, поэтому время изготовления должно быть сведено к минимуму. С фоторезистом и ХЖ оно распределяется примерно так:
Вместе со сверловкой (вручную или на станке, если отверстий много), промывкой и покрытием флюсом на все про все уходит 1 час (с запасом).
Тем, кто боится пятен от ХЖ на сантехнике — они легко удаляются щавелевой кислотой.
gears
Помимо жесткости самой конструкции есть еще один не маловажный момент: нужно чтобы масса стола на котором размещена плата была как можно больше. В идеале толстенная гранитная плита.

В домашних условиях тоже вполне легко изготавливается из очень доступных материалов:
— эпоксидная смола
— абразив для пескоструйной обаботки (продается во многих автомагазинах)
Делается опалубка с ровным дном из толстого листа металла, для удобства крепления в дальнейшем заготовок предварительно закрепить на нем стальные резьбовые втулки. Стенки можно и из фанеры сделать обмотанной стрейтч пленкой. Перед заливкой смазать стенки и дно опалубки маслом, а лучше силиконовой смазкой для легкого отделения.
Попробуйте, сильно удивитесь на сколько повысится точность обработки при неизменности остальной конструкции да и шума заметно поубавится.
Вот как на промышленных станках делают:
artyums
Если взять хорошую глянцевую бумагу, хороший тонер и отдельно прогреть плату перед переносом разводки, то 0.5 травится без проблем. Особенно, если раствор не мощный (не железо, а лимонка или медный купорос).
Andy_Big
Честно говоря, ужас ужасный на результате :)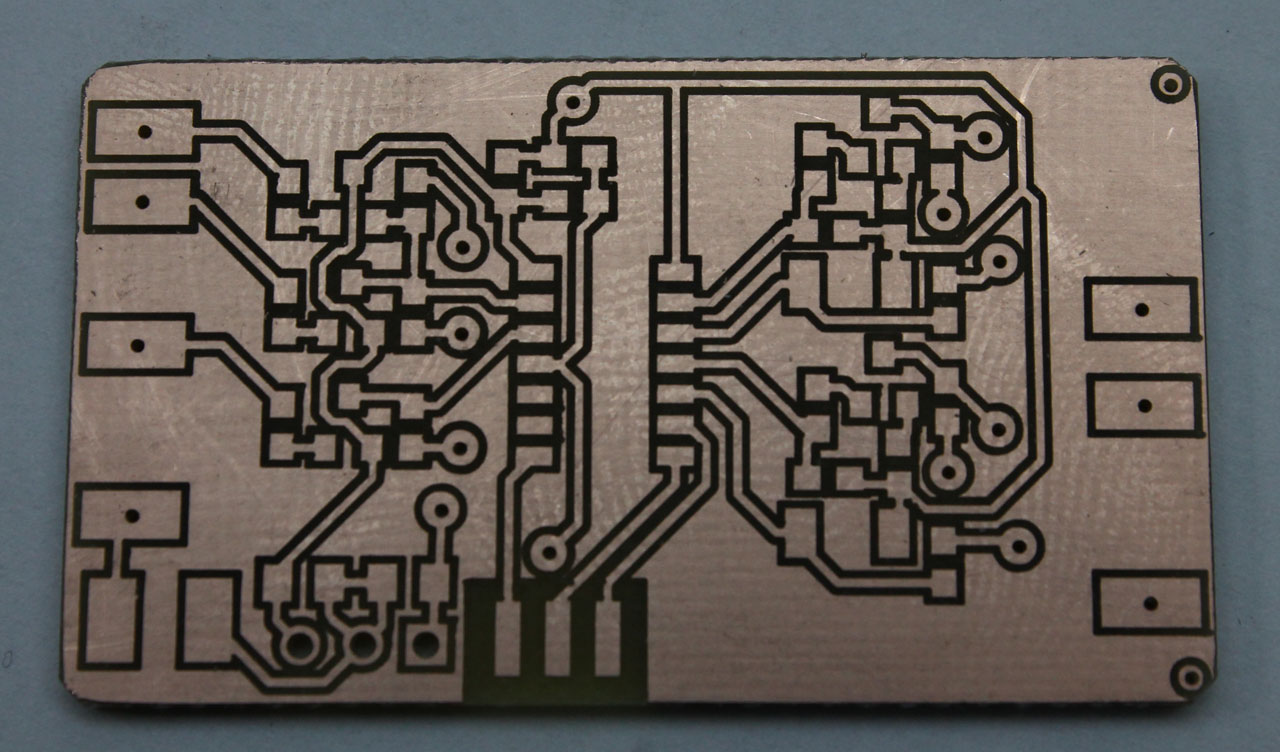

Вот часть моего процесса фрезеровки плат:
Сверловка — https://www.youtube.com/watch?v=9GhT1foyg4E
Измерение неровности и фрезеровка — https://www.youtube.com/watch?v=muBuaYV7y94
Результат —
Под микроскопом —
На форуме я описывал подробно весь процесс — http://www.cnc-club.ru/forum/viewtopic.php?f=28&t=9921
hudbrog
Да, у вас результат бесконечно лучше =) Мне есть куда стремиться =)
Andy_Big
Это один из моих первых опытов по фрезеровке плат. Сначала тоже пробовал без коррекции кривизны — ничего хорошего не вышло :)
Главное — жесткая механика станка и высокие обороты, хотя бы 20-30 тысяч. У меня станок хлипкий китайский, приходится сильно занижать скорость подачи :)
hudbrog
Хлипкий, китайский… у меня станок из напечатанных на 3д принтере деталей, подшипников от роликов из спортмастера и круглой трубы хромированной из оби =) Поэтому да, с жесткостью механики есть определенные проблемы =) Но пока у меня ощущение, что если обороты поднять хотя бы до 30к — уже станет сильно лучше.
Andy_Big
Нет, на хлипкой механике хорошего качества не добиться. Фреза будет вибрировать, «дребезжать» при резкой смене направления, отсюда будут задиры и зарезы. Немного улучшить ситуацию можно, налив лужицу слегка мыльной воды на фрезеруемую поверхность. Но жесткость имеет огромное значение, особенно при работе с таким тонким инструментом :)
sav13
А что за фреза?
И как бы еще ненужную медь выбирать чтобы не было нефункциональных дорожек?
gears
Лишняя медь очень легко удаляется с помощью паяльника и тонкого пинцета.
Достаточно в одном месте с краю погреть паяльником и при помощи пинцета подцепить край. Потом греть паяльником фольгу рядом с тем местом где от платы отходит, а пинцетом тянуть. Если приноровиться то буквально за несколько минут удаляются излишки.
Главное не на плате фольгу греть, а ту которая уже отслоилась на небольшом расстоянии от платы. Тогда все будет очень аккуратно и чисто.
Andy_Big
Конический гравер как у автора, угол 30 градусов, пятка 0.2 мм.
Выбор лишней меди программа тоже может делать, но это сильно увеличиват время обработки (хотя эту операцию можно проводить бОльшим инструментом). Скажем, если на проход дорожек по контуру тратится 10 минут, то на выборку меди потратится час :) Я выбираю медь только на тех участках, где иначе будет неудобно паяться — например, вокруг выводов микросхем с шагом 0.5 мм.
sav13
А в какой программе обработку под станок делаете? Arcam?
Andy_Big
Нет, в CopperCAM. Платная, правда… Впрочем, как и Арткам :)
IronHead
Почему никто не пишет, про то, что фрезеровка плат — это офигенно шумный процесс.
Я собрал свой ЧПУ фрезер (собирал пол года), но теперь просто не могу фрезеровать им платы дома.
А ведь начал собирать именно из за того, что не хотел возится с хлорным железом.
hudbrog
В моем случае почему-то именно фрезеровка плат — практически бесшумный процесс. Не сильно громче 3д-принтера. Вот если фанеру начать фрезеровать — то это да, в комнате без защиты ушей тяжело находиться, как пылесос, но я этого дома и не делаю. А платы — бесшумное и, главное, очень быстрое развлечение.
shatrovmaxim
Если фрезер небольшой сделай коробку, хоть из гофрокартона, будет намного тише…
Andy_Big
Только свист шаговых моторов да шелест шпинделя. Рядом со станком можно тихим голосом разговаривать :)
Grox
А почему не использовать другую химию? Я ещё в школе использовал медный купорос и соль. Выше предлагают перекись водорода.
impetus
Тоже думал о фрезеровке, но «хитрой» — не дорожки по контуру обходить, а лишь среднее меж ними процарапывать…

Нет ли кого софтинки, позволяющей боль-менее легко находить среднее меж линиями?
Примерно вот так — меж красными полигонами прочертить синие «средние линии»:
(сорри за размер картинки в пикселях, но она всего 10кб)
hudbrog
Это так называемая диаграмма Вороного, я упоминал в статье как достичь такого результата =)
impetus
Вы уж извините великодушно — я не осилил Вашу статью — у меня на работе штук пять ЧПУ-фрезеров всяких размеров и столько же лазеров, и куча cnc-софта — читать подробно про наколенные поделки мне неинтересно и некогда, хотя само это занятие я весьма уважаю, ценю и поддерживаю. Придётся читать ;)
Lerg
А будет ли лучше, если вместо сверла для прорезания дорожек использовать тонкий диск по принципу как в болгарке?
Andy_Big
Им нельзя будет повернуть на 90 градусов :)
Kitsok
А если вакуумный стол? От разбега толщины, конечно, не спасает, но...
hudbrog
Нуу, это ж его еще сделать надо ) Так вся конструкция довольно тихая, а вот если туда вакуумный носос добавить или пылесос тот же — то уже печаль может настать )
Andy_Big
А вот пылесос с хорошим фильтром — обязательно. Или гравировать в воде. Пыль стеклотекстолита совсем не полезна для легких :)
hudbrog
Ну, кстати, я твой пост посмотрел на цнц-клубе посмотрел, у меня белых опилок именно от текстолита заметно меньше остается, видимо не так глубоко захожу за медь. Но да, дышать этим не стоит.
Andy_Big
Срезать медь, не затронув текстолит практически невозможно, так что лучше принять меры :)
Kitsok
Китайский вакуумный насос за 4000 рублей — очень тихая штука в сравнении с роутером. Делать — да, не так просто, как мне казалось...
hudbrog
А вот это, между прочим, отличный повод написать статью — как с помощью вакуумного насоса за 4к и какой-то матери сделать вакуумный стол для чпу фрезера =) Я бы зачитал!
Andy_Big
Китайский вакуумник за 4000 рублей на создаст нужного потока. Чуть где малейшая дырочка или щель — прощай вакуум :)
Kitsok
Если стол — метр на метр, то да, а на А4 его хватает с головой
Andy_Big
У меня есть небольшой вакуумник (45 л/мин) так он даже круг из оргстекла не может прижать к горлу банки без хорошего уплотнения :)
sav13
А как дырки сверлить?
А ведь сверловка это по крайней мере предпоследняя операция перед обрезкой по контуру
NetBUG
А что за насос?
Kitsok
Целая куча их. Шаберные масляные вакуумные насосы. Искать стоит в магазинах с оборудованием для холодильщиков и кондиционерщиков.
slog2
Оборотов шпинделя для такого диаметра инструмента мало. Жёсткость у станка отсутствует. Пока это не исправить результата хорошего не будет.
hudbrog
все так )
ugsm
столько слов про «станок из подручных материалов», а где фото его самого-то?
hudbrog
Нашел старую фотку. Станок называется MPCNC — Mostly Printed CNC =)
ugsm
25мм трубы в данном случае — из магазина мебельной фурнитуры (для перекладин в шкафах) или что-то толще?
hudbrog
Вообще, я построил на трудах из Оби. хромированных, которые используются для построения всяких рекламных конструкций. Но использовал их с мыслью, что потом надо заменить на настоящие =) Пока руки не дошли на заменить )
frt123
Насколько долго хватает фрезы? У меня стеклотестолит с'едал твердосплав просто на глазах. Фрезы с алмазным напылением решали проблему, но медь ими резать не очень хорошо и цена такого инструмента слишком высока.
Vanellope
Идея! Покрываем плату краской из баллончика, фрезеруем рисунок, травим. Прямо захотелось себе cnc собрать :)
sav13
Самая замечательная идея состоит в том, что готовое изделие от проектирования до пайки призводится неотрывая задницы от стула. Никакие ЛУТы и фоторезисты так не могут.
Ну и операций меньше получается.
sav13
Делаю фрезеровку китайским станком с Гербеста



http://samopal.pro/tag/cnc/
После ряда небольших модернизаций добился такого результата
Дизайн делаю специальный «квадратный»
Хорошо видны кривые площадки из за люфтов в ходовых винтах. Ну и кое где перестарался скальпелем, пытаясь убрать ненужные дорожки
Корпус из ПВХ 3мм
Результат пока далек от совершенства. Но едут линейные рельсы и ШВП. Шпиндель на 300Вт с регулировкой оборотов уже лежит. Очень надеюсь повысить качество результата
Gryphon88
Как альтернатива ЛУТ/фоторезисту читал про электроэрозионный станок и лазерное структурирование. Ещё можно осождать медь на текстолит или использовать кислородный/плазменный резак, но тут ещё больше геморроя.
FSA
А я в детстве просто ножиком прорезал разделители. Очень дого, конечно, и неудобно. Но работало :) Тем более схемы были очень простыми, пара транзисторов и ещё несколько деталей по мелочи.
madf
Я отказался от фрезеровки плат, особенно, когда делаешь это не часто и нужны очень тонкие проводники.
Так же есть большущая проблема паять такое, дорожки постоянно слипаются из-за отсутствия нормальной маски, как следствие, может сопля затечь под микросхему и фиг потом конци найдешь, пока не начнешь всё прозванивать.
Так же вечная проблема "биения" фрезы, если надо реально сделать тонкий проводник, то фреза должна быть иглой, с наибольшими оборотами (более 8к) и соответственно, очень медленная подача, чтобы фреза успевала не только сделать 1 оборот, но и при своей слабости конструкции не вибрировать (а на это кстати говоря начинает ещё влиять дешевизна конструкции, на высоких оборотах появляются вибрации, которые могут входить в обертон деталей/конструкций станка).
В общем ща дешевле сделать плату на норм.производстве.
Scooby-do
Что-то сложно. Единственное круто, это измерение криволинейности текстолита.
Вот мой способ.
Развожу плату в Proteus, заливаю полигоны
Вывожу в *.bmp 600dpi (этого хватает)
В Artcam — трассирую в вектор.
Далее создаю
программу сверловки
программу гравировки — заглубление 0.03, фреза 0.1 угол 15 градусов, два прохода по 0.015
программу отрезки готовой платы.
далее в mach3 и вперед. Подача 350мм мин
Текстолит клею к столу на двухстороннюю клейкую ленту на тряпичной основе, она очень крепко держит, не плывет и толщина её везде одинакова.
Очень сильно экономит время если есть еще чем заняться, а не смотреть на то как точит. Ибо просто поставил на выполнение и пошел своими делами заниматься. То что на фото точилось где-то час.
WildHorn
Чтобы убрать наводки совсем достаточно подключить пин щупа к питанию через резистор 10-100 кОм. Теоретически это почти наверняка можно сделать и программно, но практически проще кинуть элемент вручную.
BigBeaver
Уменьшить индукционные петли все равно не повредит.
sierra
Про сверловку интересно. Жду новую статью :)
Alex013
Странно, что никто не пишет про «неполезность» повреждения текстолита. При любой механической обработке, вскрывающей волокна стеклоткани, получаем некое подобие губки, которое впитывает в себя всякое… Если, не дай бог, активный флюс туда попадёт, будет совсем не хорошо. Но и прочая «грязь» вполне потом вберёт в себя влагу, и обретёт некоторую электропроводность. Оно надо?