
Литейная технология подразумевает переход металла из одного агрегатного состояния
в другое – из твердого в жидкое и опять в твердое. Такому же принципу отвечает и метод
литья пластиков. Опыт «Океанприбора» хорошо иллюстрирует, как аддитивные технологии помогают решать проблемы в этой области.
Концерн «Океанприбор» (Санкт-Петербург) занимается разработкой, производством, обслуживанием и модернизацией гидроакустической техники гражданского и военного назначения. Основным заказчиком является Военно-Морской Флот России. На сегодняшний день в концерне работают около 2 тысяч человек, 40 из них – в научно-производственном отделе протяженных антенн. В состав этого отдела входят группы разработчиков, конструкторов, технологов, производственных рабочих. Кроме того, в 2009 году создана группа инновационных технологий.
Отдел ориентирован на разработку и штучное производство уникального гидроакустического оборудования. За год его сотрудниками создается около десяти изделий различной архитектуры. Несколько лет назад году отдел получил необходимые средства на приобретение 3D-принтера ProJet 660Pro, который планировалось использовать при прототипировании разрабатываемых функциональных узлов приборов.
«Пока деталь не подержишь в руках, сложно оценить, насколько она удобна в сборочном производстве, – рассказывает руководитель проектов научно-производственного отдела Дмитрий Ермошкин. – Для нас важно не только оптимизировать процесс сборки – каждое изделие состоит из множества деталей, которые должны идеально состыковываться друг с другом, – но и повысить технологичность процесса изготовления и испытаний».
Принципы работы: раньше и сейчас
Конечно, раньше отдел создавал прототипы деталей без использования 3D-принтера. Выглядело это следующим образом: конструкторы разрабатывали деталь и заказывали ее изготовление на опытном производстве. Заполненная заявка передавалась в отдел макетирования, который, в свою очередь, заказывал материал согласно спецификации. Затем разрабатывался технологический процесс, и только после этого на станке создавалась деталь. «С момента подачи заявки в отдел макетирования до получения прототипа проходило минимум две-три недели, – вспоминает Дмитрий Ермошкин. – Часто уже к середине производственного цикла мы понимали, что в конструкцию необходимо внести изменения. Заказанная деталь в конце концов поступала – и оказывалась ненужной. Такая ситуация могла повторяться по нескольку раз. Кроме того, процедуру приходилось начинать заново, если на этапе испытаний обнаруживались какие-либо конструктивные недоработки».
После покупки 3D-принтера в отделе протяженных антенн производство каждой итерации изделия стало занимать один день. Таким образом, отдел добился многократного сокращения времени на каждый цикл выпуска детали. Себестоимость разработки снизилась в разы, что позволяет в кратчайшие сроки окупить средства, затраченные на приобретение 3D-принтера. Опробовав возможности ProJet 660Pro, отдел расширил сферу его применения: теперь устройство используется и при создании литьевых форм.
Наш отдел добился многократного сокращения времени на каждый цикл выпуска
детали. Себестоимость разработки снизилась в разы, что позволяет в кратчайшие сроки окупить средства, затраченные на приобретение 3D-принтера.
Дмитрий Ермошкин, руководитель проектов научно-производственного отдела концерна «Океанприбор»
Задел на будущее
«Перед нашим отделом стояла задача разработать сложный коммутационный узел: разветвитель из полиуретана, – комментирует Дмитрий Ермошкин. – Это одна из основных структурных единиц новой гидроакустической антенны, сочетающая в себе несколько функций: конструктивную основу для соединения акустических и электронных модулей, направляющую для прокладки коммутационных жгутов, соединитель с кабелями аппаратуры обработки. Кроме того, разветвитель формирует единый контур герметизации, внутренний объем которого заполняется специальным составом.
Разветвитель – компонент очень сложный, со множеством отводов различного размера. При этом он должен быть герметичным, обладать достаточной механической прочностью, быть устойчивым к воздействию агрессивных сред. Изготовление литьевых форм традиционным способом, из металла, представляло собой почти неразрешимую технологическую задачу. Даже в лучшем случае эта работа выполнялась бы очень долго: по оценкам наших технологов, несколько месяцев. А настолько растягивать процесс мы не могли себе позволить».
Решение новых задач
Решением стало создание форм для форм. Дмитрий Ермошкин так рассказывает об этой технологии: «Материал, который, согласно инструкции, требуется использовать при работе с ProJet 660Pro, для создания литьевых форм не приспособлен. Поэтому с его помощью мы создаем формы для форм: изготавливаем на ProJet 660Pro каркас, а затем заливаем его силиконом. После полимеризации извлекаем из каркаса готовую силиконовую форму, пригодную для заливки любым другим материалом, и уже затем заливаем в нее полиуретан. Причем в результате мы получаем не просто прототип, а готовый к использованию опытный образец».
Изготовленные таким образом детали уже нашли применение при изготовлении опытного образца гидроакустической антенны. На создание антенны с помощью ProJet 660Pro ушло три месяца.
Вот как выглядит весь процесс изготовления литьевой формы разветвителя:
3D-модель разветвителя

3D-модель литьевой формы из двух частей

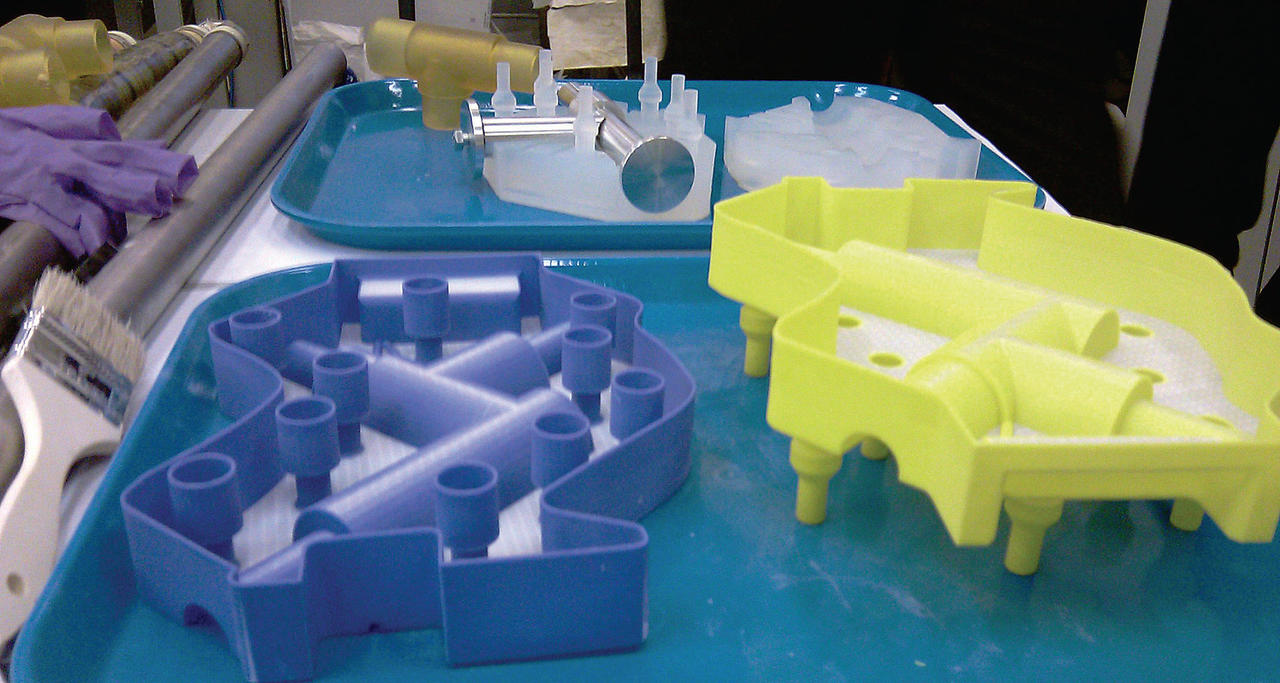
Мастер-форма, напечатанная на 3D-принтере

Процесс заливки силиконом

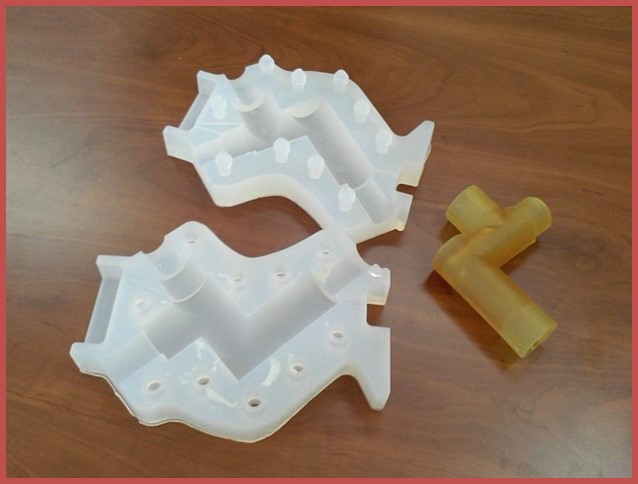
Извлечение формы. Силиконовая форма в точности повторяет геометрию изделия.

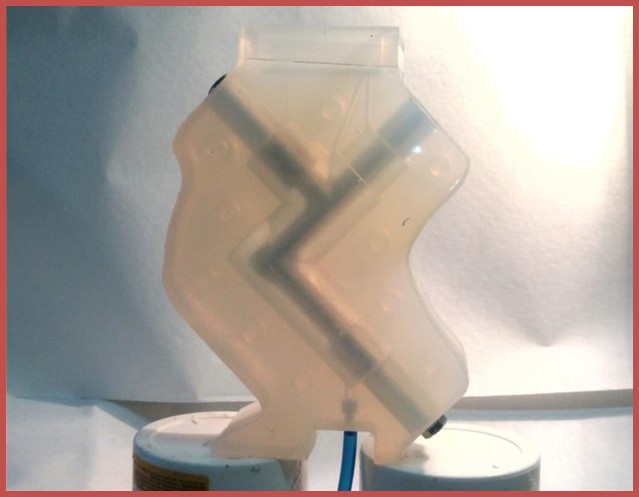
Сборка заливочной формы. Поскольку изделие имеет внутренние полости, они оформляются стержневой оснасткой. В форму вкладывается стержень, состоящий из трех частей. Конструкция собирается и ставится вертикально. Через трубку и штуцер (внизу) в полость заливается полиуретан.

Процесс заливки полиуретаном
Извлечение готовой детали. Остается форма, которую можно использовать еще несколько сотен раз.
Задача
- Разработка, производство, обслуживание и модернизация гидроакустической техники гражданского и военного назначения
- Повышение эффективности и скорости работы группы инновационных технологий
Стратегия
- Быстрое и точное прототипирование функциональных узлов приборов
- Оперативное тестирование сборки
- Создание литьевых форм
Результаты
- Многократное сокращение сроков прототипирования
- Экономия при создании оснастки
- Освоение нового типа оборудования

rPman
Стержень для закладки почему не на 3d-принтере? фрезеровали на станке по старинке?
p.s. понятно что вы вынуждены сидеть на том что у вас есть, потому что удобнее и наверное даже выгоднее был бы стереолитографический принтер, с другой стороны, вопрос как давно он был куплен, потому что нормальными ценами и предложениями рынок наполнен только сейчас (а протухнет патент на polyjet и подавно станет хорошо).
extrawelt
Стержни, кстати, выглядят намного сложнее в производстве.
И если речь идет об изготовлении прототипа, то такая конструкция потом тоже будет требовать изменений.
Хотя, конечно, мы многого не знаем о их работе. Как добавление в парк станков неплохо, но это не что-то выдающееся.