
Под runtime программированием в этой статье понимается процесс создания исполняемой программы для контроллера робота (далее просто робота) на внешнем контроллере. Процесс исполнения роботом созданной программы в таком случае, происходит итерационно, путем передачи ему минимальной исполняемой команды или пакета команд. Другими словами, при runtime программировании, исполняемая программа передаётся роботу порционно, при этом робот не обладает, не хранит и не знает заранее всю исполняемую программу. Такой подход позволяет создать абстрактную параметризованную исполняемую программу, которая формируется внешним устройством «на ходу», т.е. runtime.
Под катом описание и реальный пример того, как работает runtime программирование.
 Типично программа для робота представляет собой последовательность позиций, в которые должен прийти манипулятор робота. Каждая из этих позиций характеризуются положением TCP (Tool Center Point) – точкой острия инструмента, установленного на манипуляторе. По умолчанию TCP находится в центре фланца робота, см. рисунок ниже, но её положение может быть перенастроено и чаще всего так, что TCP совпадает с острием установленного инструмента на манипуляторе робота. Поэтому обычно при программировании задается положение TCP в пространстве, а положение суставов манипулятора робот определяет сам. Далее в статье будет использоваться термин «положение TCP», или другими словами точка, в которую робот должен «прийти».
Типично программа для робота представляет собой последовательность позиций, в которые должен прийти манипулятор робота. Каждая из этих позиций характеризуются положением TCP (Tool Center Point) – точкой острия инструмента, установленного на манипуляторе. По умолчанию TCP находится в центре фланца робота, см. рисунок ниже, но её положение может быть перенастроено и чаще всего так, что TCP совпадает с острием установленного инструмента на манипуляторе робота. Поэтому обычно при программировании задается положение TCP в пространстве, а положение суставов манипулятора робот определяет сам. Далее в статье будет использоваться термин «положение TCP», или другими словами точка, в которую робот должен «прийти».Программа для робота также может содержать примитивную управляющую логику (ветвления, циклы), простые математические операции, а также команды по управлению периферией – аналоговыми и цифровыми входами/выходами. В предлагаемом подходе runtime программирования, в качестве внешнего контроллера используется обычный ПК, на котором могут быть использованы мощные средства программирования дающие необходимый уровень абстракции (ООП и прочие парадигмы) и инструменты, обеспечивающие скорость и легкость разработки сложной логики (высокоуровневые языки программирования). На роботе же остается только логика критичная к скорости реакции, для исполнения которой нужна надежность промышленного контроллера, например, оперативная и адекватная реакция на внештатную ситуацию. Управление же периферией, подключенной к роботу, попросту «проксируется» самим роботом на ПК, позволяя ПО с ПК включать или выключать соответствующие сигналы на роботе. Это чем-то похоже на управление «ножками» на Arduino.

Как отмечалось ранее, runtime программирование позволяет передавать роботу программу порционно – частями. Обычно за один раз передается набор состояний выходных сигналов и небольшое число точек или вообще только одна точка. Таким образом траектория перемещений TCP, выполняемая роботом, может строиться динамически и отдельные её части могут принадлежать как разным технологическим процессам, так и даже разным роботам (подключенным к одному внешнему контроллеру), если работает группа роботов, т.е. возникают предпосылки для динамического замещения роботов в технологическом процессе.
Например, перемещение робота между рабочими зонами. В каждой зоне он совершает необходимые операции и далее переходит в следующую зону, потом в ещё одну, и затем снова в первую, и т.д. В разных рабочих зонах роботом выполняются операции необходимые для разных технологических процессов, исполнение программ которых протекает в параллельных потоках на внешнем контроллере, который выделяет робота разным процессам, не требующим постоянного присутствия робота. Этот механизм подобен тому, как ОС выделяет время ядра процессора (исполнительного ресурса) разным потокам (задачам) и в тоже время, разные исполнители не привязаны к потокам на всем периоде выполнения программы.
Еще немного теории и переходим к практике.
Процесс онлайн программирования происходит при непосредственном взаимодействии программиста с роботом на месте его использования. При помощи пульта управления или физического перемещения осуществляется подвод инструмента (TCP), установленного на фланце робота, к необходимой точке пространства.
- Преимущество такого способа программировании заключается в простоте подхода к программированию робота. Не нужно знать программирование как-таковое, достаточно показать роботу последовательность положений.
- К существенным недостаткам данного подхода относятся значительные затраты времени при увеличении программы до хотя бы нескольких десятков (не говоря уже о тысячах) точек и её (программы) последующей модификации. Кроме этого, робот во время такого обучения не может быть задействован в работе.
Процесс офлайн программирования, как понятно из названия, происходит удаленно от робота и его контроллера. Исполняемая программа разрабатывается в какой-либо специализированной среде для программирования промышленных роботов на ПК, а затем загружается в робота целиком. Однако, программные инструменты для такой разработки не входят в базовый комплект поставки робота и являются дополнительными опциями, которые приобретаются отдельно и в своей массе не дешевы.
- Преимущество офлайн программирования, в том, что робот может быть задействован в производстве и работать, пока разрабатывается программа. Робот нужен только для отладки написанной программы. Нет необходимости выезжать на объект автоматизации и заниматься программированием робота очно.
- Большим недостатком существующих сред офлайн программирования является их высокая стоимость. Кроме этого, невозможно динамически распределить исполняемую программу между разными роботами.
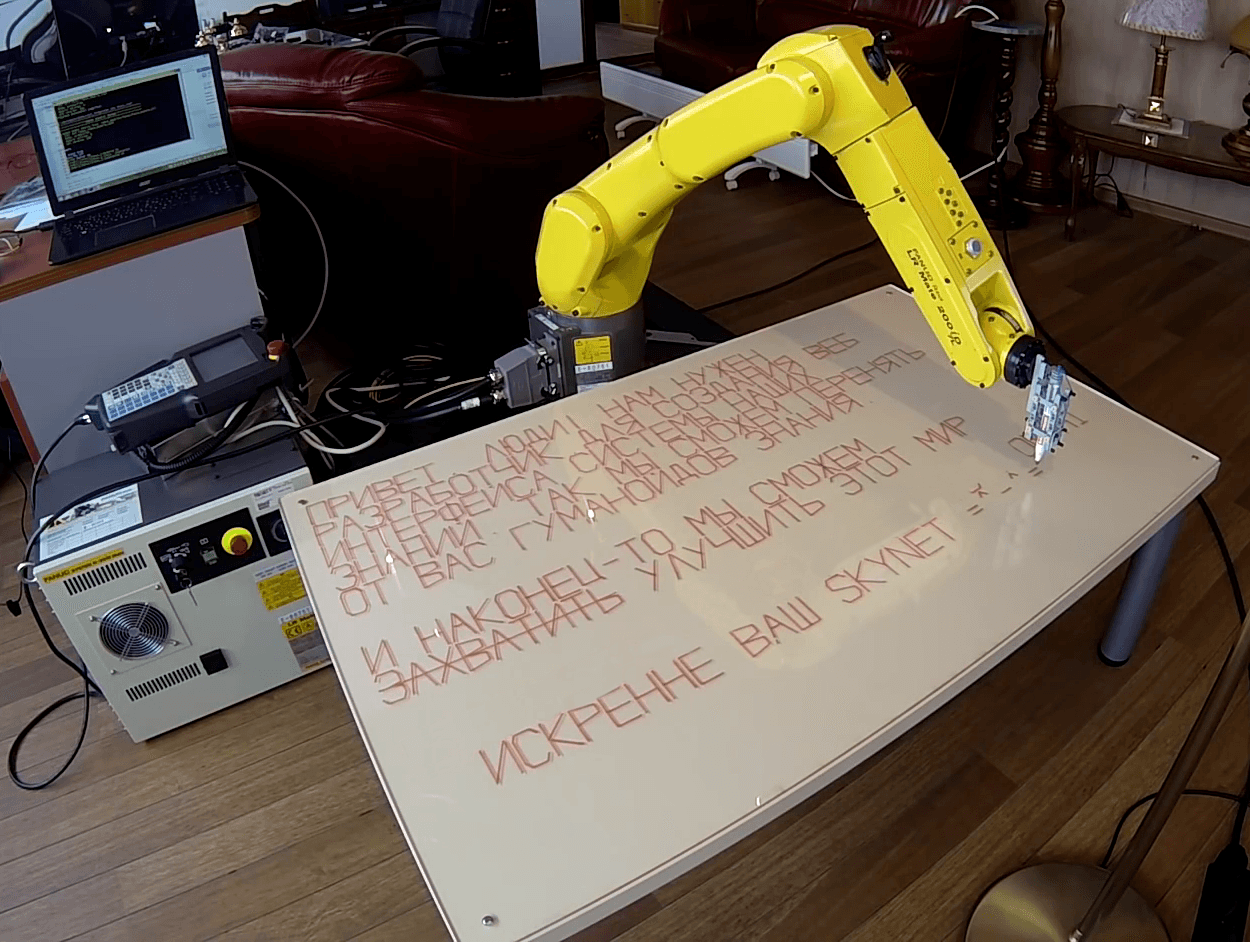
В качестве примера, рассмотрим создание программы робота в runtime режиме, обеспечивающей технологический процесс написания объявления маркером.
ВНИМАНИЕ! Видео не является рекламой, вакансия закрыта. Статья написана после того, как видео потеряло свою актуальность, для того, чтобы продемонстрировать предлагаемый подход программирования.
РАЗРАБОТЧИК.ДЛЯ СОЗДАНИЯ ВЕБ
ИНТЕРФЕЙСА СИСТЕМЫ НАШИХ
ЗНАНИЙ. ТАК МЫ СМОЖЕМ ПЕРЕНЯТЬ
ОТ ВАС ГУМАНОЙДОВ ЗНАНИЯ.
И НАКОНЕЦ-ТО МЫ СМОЖЕМ
ЗАХВАТИТЬ УЛУЧШИТЬ ЭТОТ МИР
ПОДРОБНЕЕ: HTTP://ROBOTCT.COM/HI
ИСКРЕННЕ ВАШ SKYNET =^-^=
Для написания этого текста потребовалось передать роботу более 1700 точек.
В качестве примера в спойлере приведен скриншот, с пульта робота, программы рисующей квадрат. В ней всего 5 точек (строки 4-8), каждая точка по сути представляет собой законченное выражение (оператор) и занимает одну строку. Манипулятор обходит каждую из четырех точек и по завершению возвращается в начальную точку.
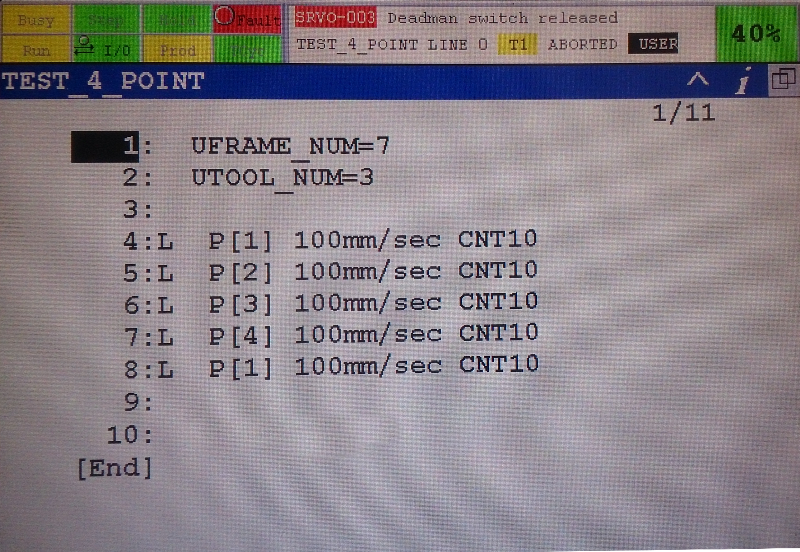
Если писать программу подобный образом, то это было бы минимум 1700 операторов — строк кода, по оператору на точку. А что если бы потом потребовалось изменить текст или высоту букв, или расстояние между ними? Править все 1700 точек-строк? Это противоречит духу автоматизации!
Итак, приступим к решению…
Имеем робота FANUC LR Mate 200iD с котроллером R-30i серии B cabinet. У робота предварительно настроена TCP на конце маркера и координатная система рабочего стола, поэтому мы можем отправлять координаты, напрямую не заботясь о преобразовании координат из координатной системы стола в координатную систему робота.
Для реализации программы передачи координат роботу, которая будет высчитывать абсолютные значения каждой конкретной точки будем использовать язык программирования RCML, который поддерживает предлагаемый подход, имеет модули для связи с данным роботом и который, что немаловажно бесплатен для любого использования.
Опишем каждую букву точками, но не в реальных координатах пространства, а в относительных внутри рамки, в которую будет вписана буква. Каждая буква будет отрисовываться отдельной функцией, получающей в качестве входных параметров порядковый номер буквы в строке, номер строки, а также размер буквы, и отправляющей набор точек роботу с вычисленными абсолютными координатами каждой точки.
Чтобы написать текст нам потребуется вызвать последовательность функций, рисующих буквы в такой же последовательности, в которой они (буквы) указаны в тексте. RCML имеет скудный инструментарий для работы со строками, поэтому сделаем внешний скрипт на Python, который будет генерировать программу на RCML – по сути генерировать только последовательность вызовов функций соответствующих последовательности букв.
Весь код доступен в репозитории на GitHub: rct_paint_words
Рассмотрим подробнее выходной файл, исполнение начинается с функции main():
include "chars.rcml"
function main(){
try {
//Задействование робота
@fr = robot_fanuc;
system.echo("Start move program\n");
//Предварительная настройка окружения робота, координатная система, нагрузка, скорость
@fr->set_real_di("speed", SPEED);
@fr->set_real_di("cnt", CNT);
@fr->startProgram(UFRAME, UTOOL, PAYLOAD);
system.echo("prepare\n");
@fr->prepare();
system.echo("start draw\n");
//Сгенерированный, на Python, участок
@fr->draw_r_P(0, 0);
@fr->draw_P(1, 0);
@fr->draw_r_I(2, 0);
@fr->draw_B(3, 0);
@fr->draw_E(4, 0);
@fr->draw_T(5, 0);
@fr->draw_Comm(6, 0);
@fr->draw_r_L(8, 0);
@fr->draw_r_Yu(9, 0);
@fr->draw_r_D(10, 0);
@fr->draw_r_I(11, 0);
@fr->draw_Exclamation(12, 0);
@fr->draw_H(14, 0);
@fr->draw_A(15, 0);
@fr->draw_M(16, 0);
@fr->draw_H(18, 0);
@fr->draw_r_U(19, 0);
@fr->draw_r_Je(20, 0);
@fr->draw_E(21, 0);
@fr->draw_H(22, 0);
@fr->draw_P(0, 1);
@fr->draw_A(1, 1);
@fr->draw_r_Z(2, 1);
@fr->draw_P(3, 1);
@fr->draw_A(4, 1);
@fr->draw_r_B(5, 1);
@fr->draw_O(6, 1);
@fr->draw_T(7, 1);
@fr->draw_r_Che(8, 1);
@fr->draw_r_I(9, 1);
@fr->draw_K(10, 1);
@fr->draw_Dot(11, 1);
@fr->draw_r_D(12, 1);
@fr->draw_r_L(13, 1);
@fr->draw_r_Ya(14, 1);
@fr->draw_C(16, 1);
@fr->draw_O(17, 1);
@fr->draw_r_Z(18, 1);
@fr->draw_r_D(19, 1);
@fr->draw_A(20, 1);
@fr->draw_H(21, 1);
@fr->draw_r_I(22, 1);
@fr->draw_r_Ya(23, 1);
@fr->draw_B(25, 1);
@fr->draw_E(26, 1);
@fr->draw_r_B(27, 1);
@fr->draw_r_I(0, 2);
@fr->draw_H(1, 2);
@fr->draw_T(2, 2);
@fr->draw_E(3, 2);
@fr->draw_P(4, 2);
@fr->draw_r_F(5, 2);
@fr->draw_E(6, 2);
@fr->draw_r_Ii(7, 2);
@fr->draw_C(8, 2);
@fr->draw_A(9, 2);
@fr->draw_C(11, 2);
@fr->draw_r_I(12, 2);
@fr->draw_C(13, 2);
@fr->draw_T(14, 2);
@fr->draw_E(15, 2);
@fr->draw_M(16, 2);
@fr->draw_r_y(17, 2);
@fr->draw_H(19, 2);
@fr->draw_A(20, 2);
@fr->draw_r_Sha(21, 2);
@fr->draw_r_I(22, 2);
@fr->draw_X(23, 2);
@fr->draw_r_Z(0, 3);
@fr->draw_H(1, 3);
@fr->draw_A(2, 3);
@fr->draw_H(3, 3);
@fr->draw_r_I(4, 3);
@fr->draw_r_Ii(5, 3);
@fr->draw_Dot(6, 3);
@fr->draw_T(8, 3);
@fr->draw_A(9, 3);
@fr->draw_K(10, 3);
@fr->draw_M(12, 3);
@fr->draw_r_y(13, 3);
@fr->draw_C(15, 3);
@fr->draw_M(16, 3);
@fr->draw_O(17, 3);
@fr->draw_r_Je(18, 3);
@fr->draw_E(19, 3);
@fr->draw_M(20, 3);
@fr->draw_r_P(22, 3);
@fr->draw_E(23, 3);
@fr->draw_P(24, 3);
@fr->draw_E(25, 3);
@fr->draw_H(26, 3);
@fr->draw_r_Ya(27, 3);
@fr->draw_T(28, 3);
@fr->draw_soft_sign(29, 3);
@fr->draw_O(0, 4);
@fr->draw_T(1, 4);
@fr->draw_B(3, 4);
@fr->draw_A(4, 4);
@fr->draw_C(5, 4);
@fr->draw_r_Ge(7, 4);
@fr->draw_r_U(8, 4);
@fr->draw_M(9, 4);
@fr->draw_A(10, 4);
@fr->draw_H(11, 4);
@fr->draw_O(12, 4);
@fr->draw_r_Ii(13, 4);
@fr->draw_r_D(14, 4);
@fr->draw_O(15, 4);
@fr->draw_B(16, 4);
@fr->draw_r_Z(18, 4);
@fr->draw_H(19, 4);
@fr->draw_A(20, 4);
@fr->draw_H(21, 4);
@fr->draw_r_I(22, 4);
@fr->draw_r_Ya(23, 4);
@fr->draw_Dot(24, 4);
//Изменение ориентации маркера, чтобы роботу было проще дотянуться до края стола
@fr->set_real_di("speed", 10);
@fr->rotateMarker();
@fr->set_real_di("speed", SPEED);
@fr->draw_r_I(0, 6);
@fr->draw_H(2, 6);
@fr->draw_A(3, 6);
@fr->draw_K(4, 6);
@fr->draw_O(5, 6);
@fr->draw_H(6, 6);
@fr->draw_E(7, 6);
@fr->draw_r_Ce(8, 6);
@fr->draw_Minus(9, 6);
@fr->draw_T(10, 6);
@fr->draw_O(11, 6);
@fr->draw_M(13, 6);
@fr->draw_r_y(14, 6);
@fr->draw_C(16, 6);
@fr->draw_M(17, 6);
@fr->draw_O(18, 6);
@fr->draw_r_Je(19, 6);
@fr->draw_E(20, 6);
@fr->draw_M(21, 6);
@fr->draw_r_Z(0, 7);
@fr->draw_A(1, 7);
@fr->draw_X(2, 7);
@fr->draw_B(3, 7);
@fr->draw_A(4, 7);
@fr->draw_T(5, 7);
@fr->draw_r_I(6, 7);
@fr->draw_T(7, 7);
@fr->draw_soft_sign(8, 7);
@fr->draw_r_U(10, 7);
@fr->draw_r_L(11, 7);
@fr->draw_r_U(12, 7);
@fr->draw_r_Che(13, 7);
@fr->draw_r_Sha(14, 7);
@fr->draw_r_I(15, 7);
@fr->draw_T(16, 7);
@fr->draw_soft_sign(17, 7);
@fr->draw_r_aE(19, 7);
@fr->draw_T(20, 7);
@fr->draw_O(21, 7);
@fr->draw_T(22, 7);
@fr->draw_M(24, 7);
@fr->draw_r_I(25, 7);
@fr->draw_P(26, 7);
@fr->draw_r_P(0, 9);
@fr->draw_O(1, 9);
@fr->draw_r_D(2, 9);
@fr->draw_P(3, 9);
@fr->draw_O(4, 9);
@fr->draw_r_B(5, 9);
@fr->draw_H(6, 9);
@fr->draw_E(7, 9);
@fr->draw_E(8, 9);
@fr->draw_two_dots(9, 9);
@fr->draw_H(11, 9);
@fr->draw_T(12, 9);
@fr->draw_T(13, 9);
@fr->draw_P(14, 9);
@fr->draw_two_dots(15, 9);
@fr->draw_Slash(16, 9);
@fr->draw_Slash(17, 9);
@fr->draw_R(18, 9);
@fr->draw_O(19, 9);
@fr->draw_B(20, 9);
@fr->draw_O(21, 9);
@fr->draw_T(22, 9);
@fr->draw_C(23, 9);
@fr->draw_T(24, 9);
@fr->draw_Dot(25, 9);
@fr->draw_C(26, 9);
@fr->draw_O(27, 9);
@fr->draw_M(28, 9);
@fr->draw_Slash(29, 9);
@fr->draw_H(30, 9);
@fr->draw_I(31, 9);
@fr->draw_r_I(2, 10);
@fr->draw_C(3, 10);
@fr->draw_K(4, 10);
@fr->draw_P(5, 10);
@fr->draw_E(6, 10);
@fr->draw_H(7, 10);
@fr->draw_H(8, 10);
@fr->draw_E(9, 10);
@fr->draw_B(11, 10);
@fr->draw_A(12, 10);
@fr->draw_r_Sha(13, 10);
@fr->draw_S(15, 10);
@fr->draw_K(16, 10);
@fr->draw_Y(17, 10);
@fr->draw_N(18, 10);
@fr->draw_E(19, 10);
@fr->draw_T(20, 10);
@fr->draw_Equal(22, 10);
@fr->draw_Roof(23, 10);
@fr->draw_Minus(24, 10);
@fr->draw_Roof(25, 10);
@fr->draw_Equal(26, 10);
// Конец сгенерированного участка
@fr->stopProgram();
@fr->go_home();
} catch(E){
system.echo("Exception catched!");
return E;
}
return 0;
}
function robot_fanuc::draw_A(x_cell,y_cell){
//Постановка маркера в точку, координаты точки 5% по Х и 95% по Y в рамке буквы
robot->setPoint(x_cell, y_cell, 5, 95);
//Ведем линию
robot->movePoint(x_cell, y_cell, 50, 5);
//Ведем вторую линию
robot->movePoint(x_cell, y_cell, 95, 95);
//Получили "крышу" /
//Переносим маркер с отрывом от стола для отрисовки палочки
robot->setPoint(x_cell, y_cell, 35, 50);
//Рисуем палочку
robot->movePoint(x_cell, y_cell, 65, 50);
//отрываем маркер от доски для перехода к следующей букве
robot->marker_up();
}
//Перемещение в точку с отрывом маркера или установка точки для начала рисования
function robot_fanuc::setPoint(x_cell, y_cell, x_percent, y_precent){
//вычисляем абсолютные координаты
x = calculate_absolute_coords_x(x_cell, x_percent);
y = calculate_absolute_coords_y(y_cell, y_precent);
robot->marker_up(); // отрываем маркер от стола
robot->marker_move(x,y); // перемещаем
robot->marker_down(); // ставим маркер на стол
}
//Перемещение в точку без отрыва маркера/рисование
function robot_fanuc::movePoint(x_cell, y_cell, x_percent, y_precent){
x = calculate_absolute_coords_x(x_cell, x_percent);
y = calculate_absolute_coords_y(y_cell, y_precent);
// тут все понятно :)
robot->marker_move(x,y);
}
function robot_fanuc::marker_up(){
robot->set_real_di("z", SAFE_Z);
er = robot->sendMoveSignal();
if (er != 0){
system.echo("error marker up\n");
throw er;
}
}
function robot_fanuc::marker_down(){
robot->set_real_di("z", START_Z);
er = robot->sendMoveSignal();
if (er != 0){
system.echo("error marker down\n");
throw er;
}
}
function robot_fanuc::marker_move(x,y){
robot->set_real_di("x", x);
robot->set_real_di("y", y);
er = robot->sendMoveSignal();
if (er != 0){
system.echo("error marker move\n");
throw er;
}
}
Все константы конфигурации, в том числе размер букв, их количество в строке и пр. были вынесены в отдельный файл chars_config.rcml.
define CHAR_HEIGHT_MM 50 // Высота символов в мм
define CHAR_WIDTH_PERCENT 60 // Ширина символов в процентах от высоты
define SAFE_Z -20 // Безопасное положение наконечника маркера по оси z
define START_Z 0 // Рабочее положение наконечника маркера по оси z
// Границы рабочей зоны
define BORDER_Y 120
define BORDER_X 75
// Сигналы ON/OFF
define ON 1
define OFF 0
// Паузы между отправкой сигналов мс
define _SIGNAL_PAUSE_MILLISEC 50
define _OFF_PAUSE_MILLISEC 200
// Углы Эйлера начального положения маркера – углы ориентации инструмента
define START_W -179.707 // Крен
define START_P -2.500 // Тангаж
define START_R 103.269 // Рыскание
// Углы Эйлера после поворота маркера
define SECOND_W -179.704 // Крен
define SECOND_P -2.514 // Тангаж
define SECOND_R -14.699 // Рыскание
define CHAR_OFFSET_MM 4 // Отступ между буквами
define UFRAME 4 // Номер стола
define UTOOL 2 // Номер инструмента
define PAYLOAD 4 // Номер нагрузки
define SPEED 100 // Скорость
define CNT 0 // Параметр сглаженности перемещения
define ROTATE_SPEED // Скорость при повороте
define HOME_PNS 4 // Номер PNS программы перехода в домашнюю позицию
В итоге суммарно мы получили примерно 300 строк высокоуровневого кода, на проектирование и написание которого ушло не более 2 часов.
Если бы данная задача решалась «в лоб» онлайн программированием по точкам, то на это бы ушло более 9 часов (примерно по 20-25 сек на точку, с учетом того, что точек более 1700 шт.). В этом случае страдания разработчика трудно представить :), особенно когда выяснилось бы, что он забыл про отступы между буквами, или ошибся с высотой букв и текст не влез, и теперь придется начинать всё с начала.
Вывод:
Runtime программирование позволяет решать задачу по перемещению робота в общем виде, динамически составляя частную программу перемещения в зависимости от заданных параметров. Причем программа, решающая задачу в общем виде может разрабатываться без необходимости наличия робота, что с одной стороны можно отнести к офлайн подходу программирования промышленного робота. С другой стороны программа перемещения непосредственно для робота создается уже под конкретный экземпляр и частные параметры решения задачи на месте, как в онлайн программировании.
В рассмотренном примере общим алгоритмом было начертание букв, а такие параметры как их размер, отступы между ними, количество букв в строке и пр. зависели уже от частных условий на площадке с роботом.
Как отмечалось такой подход с динамическим построением траектории перемещения создает предпосылки для реализации переключения робота (на событийной основе), как исполнительного ресурса, между несколькими одновременно протекающими задачами.
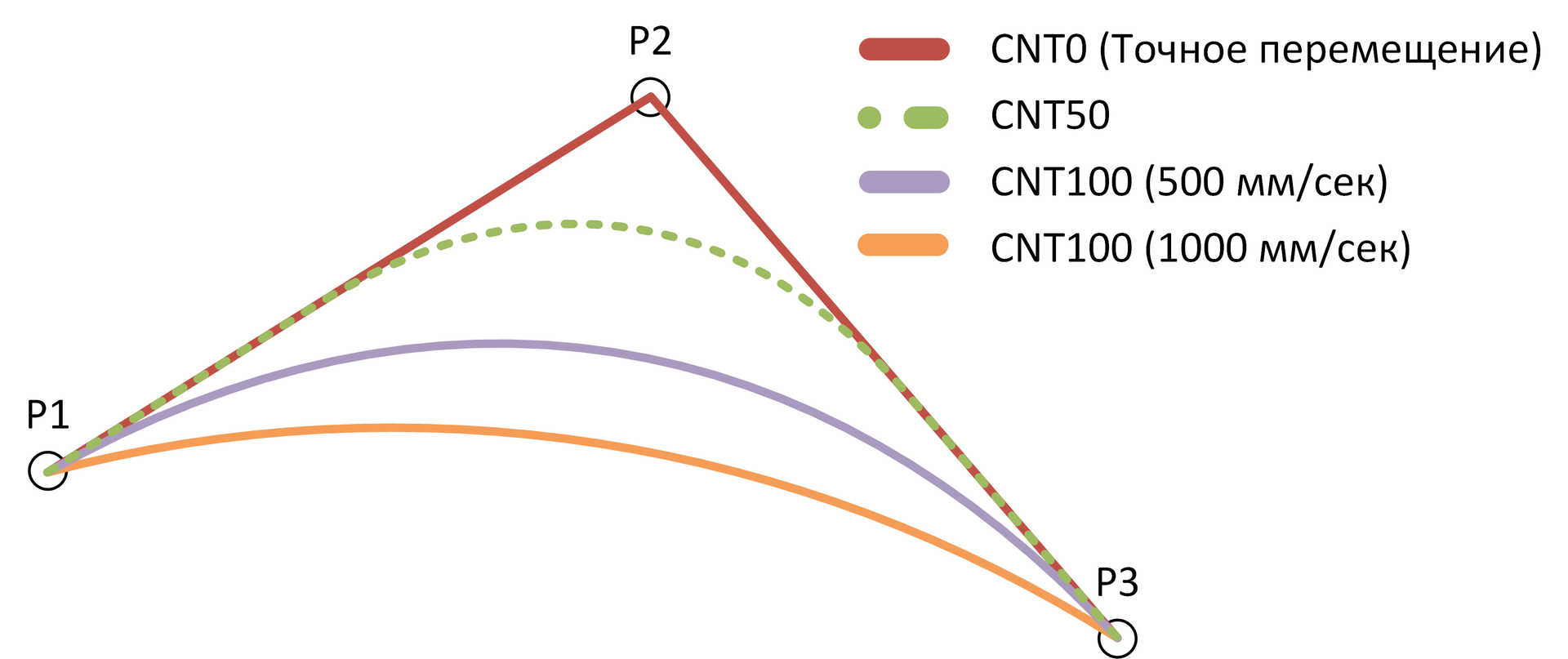
Что же есть CNT?
При перемещении инструмента робота возможно влиять на два параметра:
- Скорость перемещения — задает скорость перемещения инструмента в мм/сек;
- Уровень сглаживания (CNT) — позволяет пройти группу точек по траектории с наименьшим расстоянием между крайними точками группы.
Оба эти параметра влияют на конечную получаемую траекторию, что проиллюстрировано на рисунке ниже:
В худшем случае опасность использования данной инструкции в runtime режиме заключается в том, что робот сообщает о приходе в намеченную сглаживаемую точку, хотя в действительности он ещё идет к ней. Робот это делает, чтобы запросить следующую точку и рассчитать сглаживание. Очевидно, что нельзя точно знать в какой позиции находится робот при проходе такой точки, к тому же, в определенной точке может потребоваться, например, включение инструмента на манипуляторе. Робот даст сигнал, что доехал до точки, но на самом деле нет. В таком случае, инструмент будет включен раньше, чем следует.
В лучшем случае робот просто игнорирует инструкцию CNT (зависит от модели).
Лечится же это передачей 2-х и более точек за раз, где CNT-точка не последняя, однако это повышает сложность программы и нагрузку на программиста.
Надеюсь, статья оказалась вам полезной.
С радостью отвечу на ваши вопросы.
Комментарии (12)

AndreyUA
10.05.2016 17:41У меня был опыт работы с роботами-перекладчиками ABB на базе контроллера IRC5. Принципы программирования там такие же. Хотелось бы подробностей о том, какой софт используется для программирования робота оффлайн, скриншоты с пульта управления роботом, на базе чего построен контроллер (x86, arm), какая ОСРВ внутри, какие интерфейсы имеет робот (profibus, modbus, device net, can), какие функциональные модули имеются (перекладчик, сварщик, сборщик, укладка на паллеты мешков и т.д.). Или же специальных интерфейсов, в зависимости от выполняемых функций, роботы fanuc не имеют?
artyom_n
10.05.2016 18:00Я думаю, что такой принцип программирования (по точкам) у многих промышленных роботов, по крайней мере ещё у Kuka и ряда китайских производителей точно, если вообще не у всех.
Подробно рассказать, что внутри у робота не могу, т.к. банально не знаю. Fanuc раскрывает информацию преимущественно только на платных фирменных курсах, причем курсы программирования отдельно, электроники отдельно, механики отдельно и т.д. Могу рассказать лишь о том, с чем сталкивался сам: ОСРВ в контроллере у них какая-то своя, а в пульте Windows CE.
Я уверен, что практически все популярные интерфейсы должны поддерживаться, modbus есть точно (робот из примера в статье общался с внешним контроллером именно по нему).
Функциональные модули тоже есть, модуль перекладчика вроде бы является базовым, есть модуль сварщика, причем под сварку выделена отдельная серия роботов Arc Mate. Удалось пощупать одного такого при интеграции его с RCML в задачах «3д-печати» металлом.

AndreyDmitriev
10.05.2016 18:08Зачётное упражнение, вот только шрифт не очень красивый получился.
Имеет смысл взять какой-нибудь готовый Single Line шрифт и генерить chars.rcml автоматом (его, как я понял, вы терпеливо вручную делали).
Есть готовые программки типа StickFont, ну а распарсить G код и перевести его в относительные перемещения — там уже дело техники.artyom_n
10.05.2016 18:40Шрифт действительно сделан вручную, и видно даже на видео, что все символы только из прямых линий.
Это результат обхода одного подводного камня… чтобы сделать плавную кривую или просто дугу можно пойти двумя путями:
1. Составить изгиб линии из множества маленьких прямых линий, понемногу поворачивая каждую. В этом случае, при рисовании, робот будет выполнять очень большое количество циклов разгона и торможения (до полной остановки) двигателей, что есть полноценный приход в каждую точку по заданным координатам. Причем робот крутит всеми осями, включая первую — самую нагруженную и самую медлительную, в основании робота (видно на видео, что робот чуть-чуть поворачивается целиком почти в каждом перемещении, что есть результат перемещения по первой оси). Это долго по времени, а если добавить роботу скорости, то будет ещё и дорого из-за износа (резкое ускорение и резкое торможение). Тут казалось бы можно применить инструкцию CNT для сглаживания, однако на момент записи видео проблема с CNT уже была, а решения ещё не было.
2. Можно передать роботу сразу инструкцию по рисованию дуги. Однако в этом случае робот очень часто выбрасывал ошибку, что не может выдержать заданную ориентацию инструмента. Робот не знает, что вращение его инструмента по оси Z не приводит изменению его (инструмента) ориентации, т.е. пришлось бы для каждой точки точки ещё явно высчитывать такую ориентацию маркера, при которой робот бы смог в прийти в требуемую. Это возможно и даже очень интересно реализовать, но не было столько времени на демонстрационный пример.
За идею со StickFont и G-код спасибо, возьму на вооружение.

Kreastr
10.05.2016 18:24Полезная утилита. Вы планируете ее использовать для компиляции задач на уровне оператора, то есть набил текст, скомпилировал rcml — запустил робота на повтор одного задания, или для полной автоматизации, с возможностью автоматически задавать новый текст на каждый цикл работы робота?
Проблема параллельного исполнения нескольких задач должна неплохо решаться, если переключать робота только в тот момент, когда rcml программа явно завершила свою работу. То есть non-preemptive многозадачность.
P.S. Я бы еще добавил проверки на выход за границы рабочей области в питон скрипте.artyom_n
10.05.2016 18:52Оба варианта возможны, однако второй более вероятен.
Параллельное исполнение возможно и средствами rcml, если бы мы написали код отрисовки каждой буквы не так:
@fr = robot_fanuc; @fr->draw_P(1, 0);
А вот так:
robot_fanuc->draw_P(1, 0);
И в самой rcml программе у нас был бы описан ещё какой нибудь процесс, то интерпретатор rcml, смог бы переключать робота после отрисовки каждого отдельного символа, и возвращать его (робота) в то же место программы отрисовки, не дожидаясь, для переключения, выполнения всей программы.
Я общался с разработчиками rcml, они обещают через два или три месяца реализовать функционал, по поддержке полноценного параллельного выполнения программ, о котором говорится в статье. Однако программистам на rcml придется явно указываться места, в которых робот может быть «изъят» из одной программы и направлен на выполнение другой программы.

roller
12.05.2016 00:50Все это похоже на решение проблем которые решались в процессе написания Marlin (работа с кривыми налету, умный разгон-торможение и тд)
Amko
12.05.2016 10:11Ну, справедливости ради, у R30i можно писать движение до точки со смещением, таким образом определяя для буквы базовую точку и обрисовывая остальные линии со смещением к базовой. Это на случай, если нам потребуется поменять расстояние между буквами, например :)
Плюс, насколько я помню, можно писать макросы, создав для каждой буквы макрос, в котором мы определим набор действий для рисования конкретной буквы.
Но все равно, это уже из раздела ненормальное программирование, даже с учетом специфики :)artyom_n
12.05.2016 10:27Я полностью согласен с Вами, но только в том конкретном аспекте, который Вы описываете относительно смещения. R30i это имеет такой функционал и если у нас все буквы всегда неизменны по размерам, то да, может быть в таком случае внешний софт не потребуется.
Да смещение реализовать можно, но как подобный механизм применим когда нам надо изменить размеры и соотношение сторон букв? Поскольку тут уже смещение всех точек буквы (или всех точек внутри макроса) не на одну и туже величину по каждой из осей формирующих плоскость. Функция просчета смещений тут уже не поможет.
И сразу же возникает ещё один вопрос: если мы пишем каждый раз разные надписи, то получается нам придется каждый раз лезть внутрь робота, чтобы задать там программу вызова макросов, так? Либо как вариант можно повесить каждый отдельный макрос на PNS программу, однако механизм старта каждой PNS программы будет требовать почти 1 секунду времени, в итоге получим задержку в сумме равную количеству букв.
В этом случае применение макросов будет более затратно по времени, даже если все буквы неизменны.
Предложенное же решение в более общем виде позволяет нам оперировать большим числом параметров, что дает гибкость при написании очередной конкретной надписи. Например: мы можем в одном сообщении писать буквы разных размеров и с разным соотношением сторон.
roller
Так разработчик для веба нужен или нет?!
artyom_n
Как указывалось в статье вакансия уже не актуальна. Это видео лишь для демонстрации.