

Мы самостоятельно создаём и внедряем у себя на предприятии автоматизированную систему управления производством. По сути можно говорить о работе над двумя разделами — программное обеспечение и система сбора информации (ССИ). С ПО всё более или менее понятно – хранить (база данных), перерабатывать (алгоритмы, законы) и представлять данные (интерфейс, отчёты, прогнозы, анализы). Маленькую часть этого раздела я затронул в прошлых публикациях. Сегодня я расскажу наше виденье ССИ.
Небольшое предупреждение. Наше предприятие довольно небольшое по общим производственным меркам. И мы не можем/хотим инвестировать большие суммы в супер проекты и пользоваться продвинутыми ERP системами. Это экономически невыгодно. Поэтому, если вам покажется, что представленная ниже информация слишком наивная с технической точки зрения или похожа на велосипед, знайте – так и есть.
У нас в городе есть действующие с советских времён машиностроительные предприятия. Но на них ориентироваться, по данному вопросу, смысла нет. 15 лет назад я проходил производственную практику на одном из них. Сбор информация из цеха – рутинная ручная работа. И сейчас ничего не изменилось. Зато, какие проходные сделали, есть даже со сканированием лица! Оборонное предприятие, заказов нет, зарплата у инженеров маленькая, но проходные космические. Отвлёкся. Даже если там внедрить продвинутую систему управления, то заносить информацию всё равно будут старыми методами. Например, мастер идёт к токарю, считает заготовки, записывает в блокнот, идёт за компьютер, заносит в Excel и так далее. Но и на частных предприятиях я не встретил ни одного намёка на автоматизацию сбора информации. Глаза-руки-карандаш-Excel, везде стандартная схема.
Итак, наш подход к этому вопросу. ССИ должна быть максимально простой в реализации. Мы назвали её HEMP (Human-Equipment-Machine-Product).
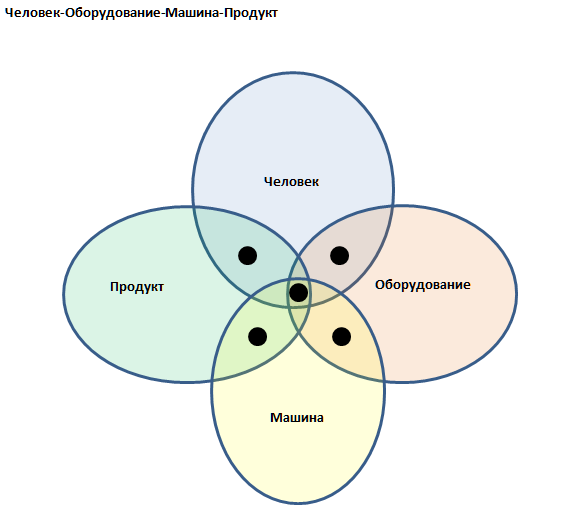
Обратите внимание на чёрные точки. Это те области пересечений элементов, из которых мы хотим получать информацию. Разберём пару примеров.
Человек-Машина. Под машиной понимается любое промышленное оборудование. Пересечение зон даёт нам информацию о том, кто работает на станке, когда начал, когда закончил.
Машина-Оборудование. Под оборудованием понимается любая оснастка (штамп) или инструмент. Получаем информацию о том, какой штамп стоит на прессе, когда поставлен, сколько циклов отработал и так далее.
Имея информацию из всех точек, можно найти столько применений этим знаниям, что фантазии не хватит. Перечислю малую часть возможностей.
Например, можно рассаживать рабочих по местам ориентируясь на их историю работы. Все люди разные. Кто-то приспособился хорошо гнуть деталь, кто-то, стоя лучше работает. Прогоняем всех рабочих по всем операциям. Система запоминает, кто и сколько может делать на конкретном месте и предлагает рассаживать всех так, чтобы получалась максимальная производительность труда.
Или обладая данными о том, какой штамп на каком прессе стоял раньше, система сама подберёт комбинации пар (Машина-Оборудование) при анализе производственного плана.
Записывая данные в базу о ремонте оборудования и имея информацию о количестве рабочих циклов между ремонтами, система сможет спрогнозировать дату планово-профилактического ремонта.
И конечно наблюдение в реальном времени за всеми связками HEMP.
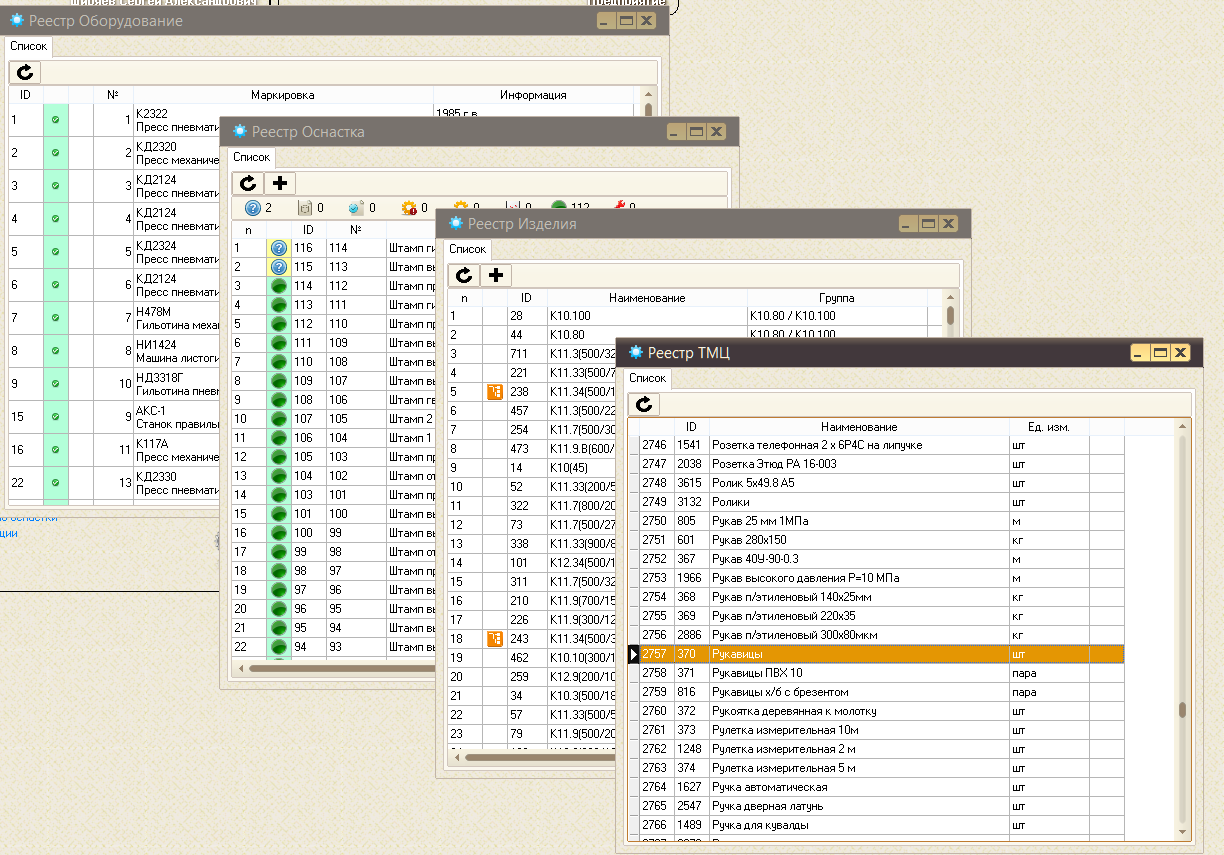
Вот и добрались до героя заметки. Для того, чтобы связывать все элементы HEMP мы решили использовать штрихкод. Всем элементам системы присваивается штрихкод. У людей – это пропуска (магнитная карта с напечатанным штрихкодом), у машин, оснастки и продуктов – этикетки, бирки, таблички. Храниться всё в базе данных.
Мы начали создавать мобильное приложение. В цех купили телефоны/планшеты. Теперь мастер, усаживая человека на рабочее место, сканирует телефоном 4 элемента HEMP. Карту работника, станок, оснастку и чертёж детали. Один клик и система знает, что происходит! На всё уходит около 15 сек. Естественно, если утром человек садится на место, на котором работал вчера, то ничего не надо сканировать, система помнит всё. Отработал штамп 500 000 циклов, пора на переточку. Опять сканируем и в один клик ставим статус «Ремонт». В следующий раз, до достижения цифры 500 000 система подскажет, что пора шлифовать. Сломался токарный станок, клик и система знает об этом. И уже при планировании производственного плана не будет учитывать его в техническом процессе до полного устранения неисправности.
Посмотрите небольшой фрагмент процедуры сканирования
Но и этого пока мало. Нам ведь нужно знать сколько циклов отработал станок. Т.е нужны счётчики, которые будут давать информацию в единую базу в режиме реального времени. Без этого система не может полноценно функционировать. Тема очень интересная. Об этом расскажу в другой раз.
Вот так выглядит правильная система сбора информации в нашем понимании. Не могу перечислить всех возможностей, не хватит времени. Иногда буду писать здесь о ходе разработки. Спасибо за внимание.
Комментарии (43)

ivanych
23.12.2016 12:17> Отработал штамп 500 000 циклов, пора на переточку.
А откуда вы знаете, сколько он отработал?
QDeathNick
23.12.2016 12:20Так посчитано же системой сколько деталей сделали на нём.
ivanych
23.12.2016 12:22> Но и этого пока мало. Нам ведь нужно знать сколько циклов отработал станок.
Где-то противоречие.QDeathNick
23.12.2016 12:24Да, я так понимаю в посте перемешано уже существующее с мечтами.

Comlan
23.12.2016 13:26Перемешано? Есть чуть-чуть. Но не мечтами, а планами. Мы же делаем методом тыка. Например сбор о рабочих циклах. Сначала сделали на 1-wire. Нет стабильности. Сейчас переделываем (об этом и хотел написать позже). Мечты? Нет, просто планы.
QDeathNick
23.12.2016 13:37А у меня все мечты и есть по сути планы.
Comlan
23.12.2016 13:41Я вас понял. И вы правы. Но мечты могут и не сбыться. А планам некуда деваться. Им надо быть выполненными. Поэтому я за планы, а не за мечты.
ukt
24.12.2016 13:57+1Если у вас пром станки типа токарных, фрезеровальных или иных, они же кучу помех генерируют, и, 1 вайр, в итоге — хорошая антенна.
Лучше использовать что то вроде 422/485 или токовой петли.
Calc
25.12.2016 16:14Если нужен счетчик, то можно как в водосчетчиках замкнут-разомкнут.
Если нужна передача данных, то конечно использовать промышленные стандарты, а именно питать от «других» розеток и всё экранировать.
Comlan
26.12.2016 08:38Да, согласен. Но подкупила цена этого решения. Да и в целом всё работало, иногда по непонятным причинам вся сеть висела. Иногда датчики плохо определялись. Решили, что надо искать другой путь.
Comlan
23.12.2016 13:22Что уж вы так буквально поняли предложение? Это просто плавный ход мысли. Заход для следующей заметки.

15432
24.12.2016 17:54ИМХО, штрих-код далеко не идеальный вариант. Он может быть повреждён, загрязнен, плохо читаться из-за недостаточного качества камеры или плохого света. Я всё жду, когда в супермаркетах на всех товарах появятся RFID метки. Надёжнее + читабельность не зависит от внешних факторов + можно следить за конкретными экземплярами товара одного типа и их сроком годности.
QDeathNick
24.12.2016 20:08За 10 лет, стерлось буквально пара бейджиков. Телефоны да, могут глючить при считывании, сканеры очень надёжны, бывает конечно, что что-то глючит, но реально очень редко, вот у меня друг занимается RFID навигацией в помещениях, так по его рассказам RFID тоже не самая надёжная технология.
У RFID конечно есть плюсы, но если штрихкод это практически бесплатно, а за метки надо платить.
Вот мы думаем дальше о большей детализации, чтобы было видно именно подетально, пооперационно. Сделал операцию — отложил в ящик деталь, мы это сразу увидели, а если не отложил, среагировали, но это тоже явно не RFID, смотрим в сторону обработки видео, благо сейчас IP-камеры подешевели уже до приемлемого уровня.
RFID подходит для чего-то более крупного и дорогого. Вот на наши готовые изделия уже может и есть смысл клепать, но тогда нужно чтобы считывались они сразу пачками. Думаю мы и это сделаем, когда появится надёжная антиколлизия при чтении и цена упадет до 10р.
Не критично пока у нас это, у нас отгрузок 10-20 в день и ручками пока все серийники вгоняют.Comlan
26.12.2016 08:29Поддержу. Обратите внимание на GIF в моей заметке. Сканировали специально в условиях дежурного освещения, на табличке следы технической грязи. Всё хорошо сканируется телефоном. Штрихкод напечатан на пластике, думаю нас переживёт ещё.
Calc
25.12.2016 16:16Рядом с работающим станком читать RFID метку, которая находится напротив двигателя или БП (утрирую), ага :)
И антенка на RFID метке может наловить много чего лишнего от включения/выключения. Есть подозрение, что сдохнет.

Alexufo
24.12.2016 19:55Ждите ждите) они друг друга перекрывают в куче. Иногда не работают. К тому же стоят по 10р штучка
MagnumMax
26.12.2016 08:10Крайне интересная идея. Мы уже разработали web версию систему управления производственными процессами, когда на рабочем месте на планшете рабочему выводится операция, поясняющее видео и нормативные показатели времени. Версия для web имеет ряд неоспоримых преимуществ в виде распределенного управления, не важно работает человек за станком в цеху или у себя в гараже — мы всегда мониторим его (безусловное ограничение — наличие интернета)
Пока столкнулись с несколькими проблемами:
1. Рабочие всегда ищут лазейку как обмануть — нажимаю кн. Старт и Финиш чуть ли не друг за другом, дабы система воспринимала его как эффективного сотрудника
2. Как организовать считывание штрих-кода web приложениемAlexkuz58
26.12.2016 13:001. Дисциплина при выполнении операций в системе — это главная проблема. Наши рабочие проводят регистрацию состояния продукта в системе ближе к концу смены и сразу скопом, вместо того, чтобы выполнять сразу после выпуска, хотя самая длительная операция в системе не занимает более 15 секунд. Ни кнут ни пряник не работают.
2. Для этого придется либо разделить каналы ввода данных, либо эмулировать сканер для веб-приложения как доп. клавиатуру. Я разделил каналы ввода, хотя у меня и не веб. В дальнейшем это даст возможность не зависеть от типа клиента.Comlan
26.12.2016 13:081. Я для этого и ввожу у себя такую систему. Не рабочий проводит регистрацию, а датчики. Ещё раз. Мастер сканированием четырёх элементов (Человек-Оборудование-Машина-Продукт) однозначно даёт понять системе, кто что где делает и что где делается. На штампе <А>, который стоит на прессе <Б>, выполняется гибка <В> детали <Г>. Счётчик считает циклы и передаёт системе. Всё известно в режиме реального времени.
2. Нам пока веб не нужен. Всё управление сосредоточено на одной территории. Цех кроет wi-fi. Клиент на android шлёт по сети результаты сканирования. Всё храниться на сервере (база mysql).Alexkuz58
26.12.2016 16:07В Вашем варианте немного проще, чем у нас. У нас поток продукции, представленный единицами, весом и метрами (например п/э пленка с экструдера в виде рулона произвольного веса и длины), которая перемещается на следующий участок переаботки в качестве сырья, и т.д. И вопрос контроля качества должен решаться в режиме реального времени, иначе некондиция может попасть в переработку и далее в готовое изделие со всеми вытекающими. А поскольку пространства большие, то либо держать по мастеру на каждом участке регистрации продукции, либо один должен бегать между подчиненными участками и регистрировать операции с продукцией. Оба варианта не проходят, по крайней мере для наших условий.
QDeathNick
26.12.2016 21:45+1- Современные сканеры штрихкода отлично эмулируют клавиатуру, ничего изобретать не надо, в приложение попадает строка с кейкодом enter в конце. Обработать такое уже не сложно либо скриптом, либо input.
В android вот тоже есть подобное.
Alexkuz58
27.12.2016 14:02Как я понимаю, у Вас есть опыт использования сканера штрих-кода в веб браузере. Поделитесь, если не трудно, ссылками на примеры(кроме приведенной выше), а то я устал изобретать велосипеды. Заранее благодарю. А так да, любой сканер штрих-кода выдает текстовую строку с \n в конце.
Alexkuz58
26.12.2016 08:10У нас подобная система на базе штрих-кода работает уже более 4 лет. Правда заточена в первую очередь на учет продукции и сырья. Остальные функции бонусом — планирование, логистика и пр. Только по личному опыту могу сказать: режим кнута и пряника при высокой текучке кадров не работает. Заложенные аналитические возможности нашей системы не используются в полной мере. Невозможно правильно вычислить реальную производительность оборудования и его текущее состояние в условиях, когда время регистрации продукта в системе отличается от реального. Регистрация брака и некондиции также требует точности по времени. Зато инвентаризацию по любому участку можно производить без остановки производственного процесса.
Хотел задать вопрос — как решается у вас задача привязки готовой продукции, сырья или метериалов к участку размещения?Comlan
26.12.2016 08:35Пока никак. У нас относительно маленькое предприятие. 15 стеллажей готовой продукции (склад). Металл лежит в одном месте, в пачках и бухтах. ТМЦ тоже по полкам, которых не много. Кладовщик и мастера в этом вопросе разбирается мгновенно. Поэтому задача по автоматизации этого процесса не стоит остро.
QDeathNick
26.12.2016 21:42А у нас адресная система хранения, в базе у МПЗ есть поле где в текстовом формате XX-XX-XX (стелаж, полка, место) хранится адрес хранения. Бывает несколько мест занято, указываем, если они далеко, если рядом, могут и не указать. Инвентаризацию проводим в реальном времени, пришёл, взял, оценил остаток. Если не совпадает с указанным в наряде, сообщил кладовщику.
Многие вещи сразу с участка на участок минуя склад идут, тоже в наряде указано.Alexkuz58
27.12.2016 10:35У нас производственные участки сильно разбросаны по корпусам и территории. Поэтому для нас важна привязка к месту совершения операции. У меня есть желание оснастить работников планшетами для работы в системе. Это не так сложно. Но вот привязку к месту совершения операции пока однозначно не могу решить. Сама привязка должна осуществляться в автоматическом режиме без участия оператора. А вот с позиционированием планшета в простанстве возникают сложности. К примеру два соседних помещения могут оказаться разными участками производства и позиционирование устройства на границе может дать неправильный результат. Рассматривал разные варианты. Пока не нашел подходящего решения.
QDeathNick
А у нас не мастер сканирует, а сам человек сканирует. Но так как у нас есть ещё и планирование и мы заранее знаем на какое изделие и на какой рабочий центр он садится, то сканирует он просто свой бейджик и штрихкод №2 с печатного бланка наряда. А если идёт курить, то просто сканирует второй штрихкод со своего бейджика и тем самым ставит себя на паузу, идет назад, опять сканирует один штрихкод и работает. И так-же всё у кладовщиков и.т.д. А вот если несерийная работа, они тоже отмечаются подобно вашему, разные карточки несерийных операций висят у терминала. Уже 10 лет система работает. Вложений — полгода работы одного меня, кучка старых компов, которые до сих пор работают в виде терминалов и обычные сканеры LS1203.
Самое сложное было — уволить всех несогласных.
Классное название у вас, у меня как-то вообще без названия.
Comlan
Так здорово, что где-то подобное работает. Мы пошли по пути сканеров, но затем отказались. Причин много. Телефон даёт преимущества. Мобильность. Или например мастер, когда сканирует, общается с работником, а это важно. Лишний раз рабочее место проверит, про технику безопасности напомнит. Мы до сих пор не можем приучить перчатки на специальное место складывать на перерыв. Поэтому сканировать — это трудная задача для рабочего. Лучше уж мастер с высшим образованием и пониманием дела. На перерыв (перекур) у нас ходят все вместе. Распорядок дня есть. Уволить на самом деле не сложно.
QDeathNick
Да, вы первые, кто более менее близки к нам по объемам производства, сложности изделий и уровню автоматизации. Обычно либо что-то крупное, и там понятно, что можно всё автоматизировать, так как тупо больше денег на это можно потратить, либо что-то мелкое, держащееся из-за того, что партии большие, люди планируют в 1С или вообще экселе и выполняют одни и те же наряды целыми днями. На нашем «свечном заводике» за день человек совершает кучу переходов, десяток наименований изделий изготавливает и посчитать это довольно сложно без такой дешевой автоматизации учета.
У нас и мастеров уже давно нет, есть пара технологов, которые следят за соблюдением техпроцессов (обычно просто смотрят запись с IP-камеры, которую носят по цеху на треноге) и начальник производства, который планирует наряды.
Приучать что-то делать лучше с помощью кнута и пряника. Кнутом понятно должно быть депремирование, а вот пряником лучше всего работает личная заинтересованность в деле. Чтобы люди сложили перчатки в нужное место, сделайте так чтобы им было удобно положить именно туда, а не в другое место, чтобы они сами захотели. Иногда достаточно интересно написанного объявления, но для этого вы должны быть частью коллектива.
Уволить может и не сложно, но в начале было вообще страшно, а потом тяжело было увольнять верхнее звено, всяких мастеров и начальников производства, приходилось доказывать собственнику, что их знания не нужны больше.
Comlan
Самое удобное место — кресло, где они сидят за станком. Встал и положил на нагретое. Любое другое не получается. А вот про интересное объявление — это мысль. Добавить туда щепотку остроумия (или юмора). Думаю попробуем.
QDeathNick
А чем кресло плохо? Объясните вашу логику и им и нам.
Comlan
Кресло это образ. Удобно там — где кинул. У кого кресло, у кого пол, станок, лампа пристаночная. А если перчатки в масле. Положил на кресло, а потом сел на пятно. Да и вообще, занялись культурой производства. Хочется внешнего и внутреннего порядка.
harlong
Ну выше сказано правильно.
1. Надо сделать так, чтобы класть на то место, куда хотите именно вы, было бы удобнее, чем на кресло.
2. Самый простой способ заполучить это в масштабах «свечного заводика» — быть частью коллектива и интересоваться у самих рабочих, как им будет удобнее. Если это будет именно их решением, а вы пойдете навстречу и дадите возможность его реализовать, единичных несогласных рабочие сами же и убедят.
3. Неплохо начинать с прививания мысли о том, что рабочий процесс является выгодным для всех участников. Качество работы рабочих — это их зарплата. Их удобство — это ваша прибыль, когда ее много, вы можете потратить часть на них (премии и/или улучшение условий). Соответственно, все заинтересованы в том, чтобы процесс был максимально эффективным.
qw1
QDeathNick
Не понятно, что именно не понятно.
Сканируется всего один штрихкод — это быстро позволяет поставить или снять себя с паузы, чтобы время потраченное на что-то личное не включалось в наряд. Так же вечером и утром люди быстро проводят свои бейджики, чтобы закончить работу или начать, если они продолжают работать по тому же наряду. Но такое редко бывает, обычно человек дорабатывает наряд до конца вечером, а с утра получает новый.
Сканируется второй штрихкод, а не первый, так как после первого система ждёт наряд или другую карточку, позволяющую что-то изменить в своём статусе. Может быть и можно было сделать по одному штрихкоду всё, но я решил сделать немножко более избыточно, но зато более чётко и быстро. Первый штрихкод называется «Начало», второй «Пауза», люди обучаются всему моментально, всё очень интуитивно, да и на экране написано, что можно сделать в данный момент.
Проведя первый штрихкод второй раз можно получить на экран более детальную информацию о выполненных нарядах.
Проведя первый и затем второй штрихкод — вызывают начальника производства. Ну и рядом с терминалом висит пачка карточек со штрихкодами для вызова технолога, уборщицы, конструктора, ремонтника и даже меня, хотя там давно сразу пишется, что я не доступен и буду оповещён.
qw1
Непонятно, зачем считать время на каждый наряд с точностью до минуты.
Работникам оплачивается количество выполненных нарядов или рабочее время за вычетом перекуров?
Calc
Это ближе к системам массового обслуживания с отказами. Надеюсь ЗП сотрудника тут не причем.
Надеюсь, что эта информация нужна именно для планирования производства.
QDeathNick
В первую очередь это нужно для сбора времени для будущего планирования. Но и ЗП тут тоже при чём. Получают люди именно за время указанное в наряде. Сделал быстрее — получил больше. Но нормы при этом правятся технологами. Поэтому постоянно получать сильно больше — оптимизировав цикл не получится, как только технологи опишут это в техкарте, то придется всем также делать.
Был вот случай — фрезеровщик оставался вечером и один на двух станках делал наряды, соответсвенно почти в два раза ускоряясь. Получил за месяц больше чем директор. Потом внесли в техкарту этот процесс и стали всегда планировать именно оба станка в работу, а платить обычно. И так происходит часто. Люди придумывают себе приспособы, которые позволяют ускорить процесс, но вечно получать увеличенный доход не даем.
qw1
Понятно, такая агрессивная оптимизация…
QDeathNick
А по поводу точности до минуты — а как иначе? У нас некоторые наряды занимают 10 минут, не учитывать что-ли их? А если их много?
У нас хранится всё с точностью до секунды и даже показывается именно с секундами в реальном времени, сразу видно, что это время идёт, а не уже посчитано и заморожено.
nssmart
Считать — редко бывает лишним.
Плюс психологически люди по-другому смотрят на работу, когда знают, что 5 минут записываются. Во всяком случае первое время :).
qw1
По другому — получая больше стресса. Впрочем, если эффективность растёт, глупо отказываться.