
Доброго времени суток!
Как всегда наши клиенты помогают нам с идеями для статей. Сегодня будем печатать яйцо. На его примере протестируем встроенную функцию Slic3r-а, о которой почему то мало кто упоминает.
Яйцо нужно напечатать не простое, а прочное, с минимальным расходом пластика и быстро.
Оно в дальнейшем будет подвешиваться к потолку за крючок на верхушке. Низ яйца будет лицевой частью, вверх с крючком — черновой, т. к. будет высоко висеть и видно верхнюю часть не будет. Можно печатать яйцо целиком петелькой вниз с поддержками в нижней части, но печать и удаление поддержек займет время.
Для выполнения данного задания мы выбрали 3D принтер Hercules 2018 — это весьма универсальный 3D принтер так как умеет печатать всеми видами пластика и обладает большой рабочей камерой.
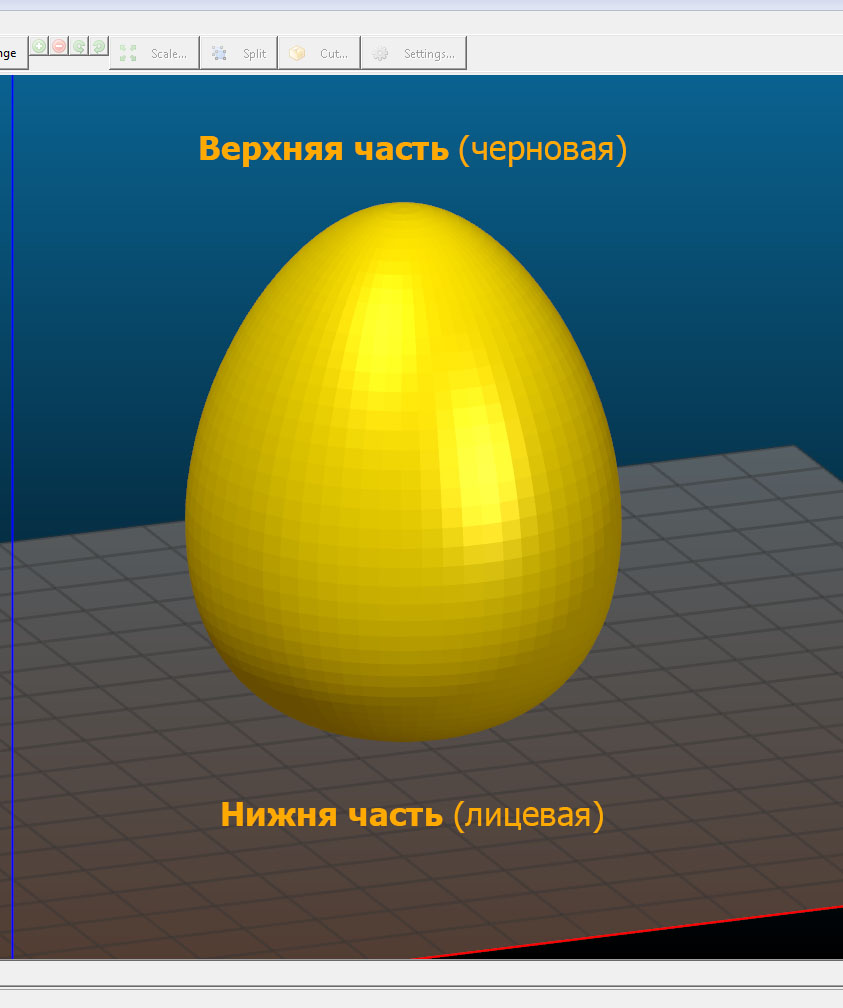
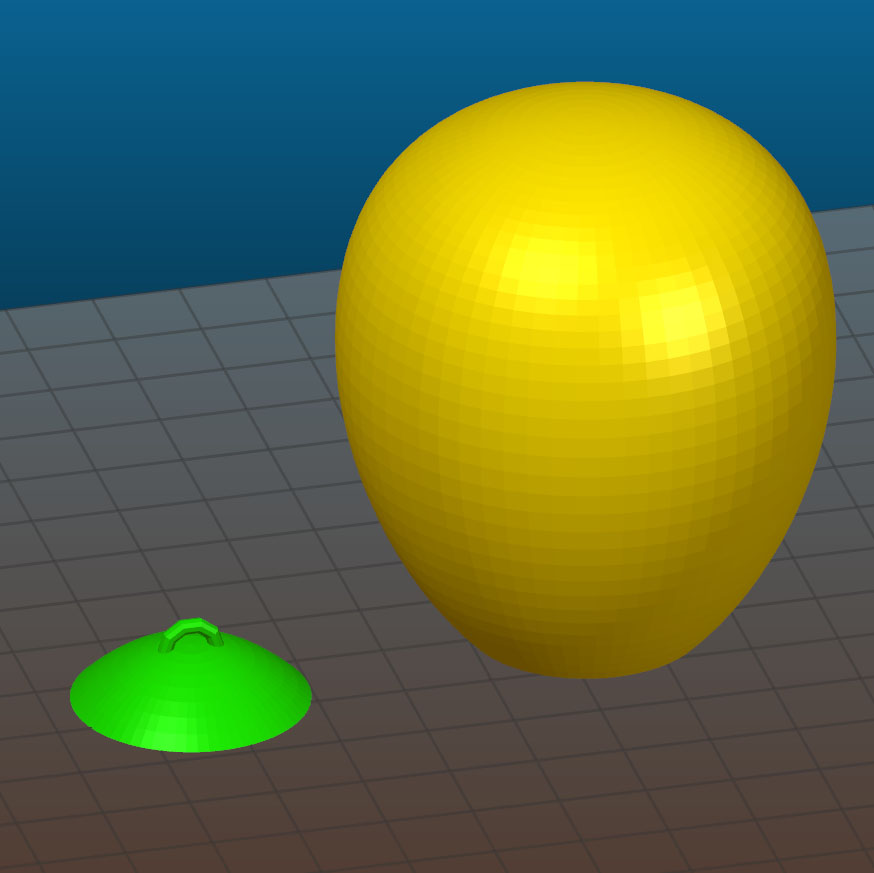
Поэтому разрежем яйцо на 2 части, заодно добавим петельку на верхушке. После печати будем приклеивать верхушку дихлорэтаном.
Теперь нужно отработать режим печати. Часть с петелькой печатается без проблем на стандартном режиме 0.5 соплом, поэтому подбирать режим будем для большой «половинки». Сложность печати заключается в том, что: во-первых, если печатать яйцо без заполнения, в верхней части стенкам в какой то момент не за что будет зацепиться, и они начнут падать вниз и получатся дыры. Во-вторых, для улучшения качества поверхности, высоту слоя в верхней части яйца, где угол наклона периметров начинает стремительно уменьшаться, необходимо будет снижать.


Начнем с обычных настроек без использования бубна.
Т. к. модель должна получиться с ровными стенками без волн от ускорений, на запредельных скоростях печатать не будем. Скорость не более 50 мм/с.
Метод №1 — PLA, 0,5 сопло, 2 периметра, 10% заполнения, высота слоя 0,2мм-0,1мм. Скорость 50 мм/с, ширина экструзии на заполнении снижена до 0,35 мм, т. к. заполнение в данном случае используется только для поддержки стенок в верхней части, где печать периметров идет под углом. Время печати 2ч 26м, объем пластика 22,7 см3.
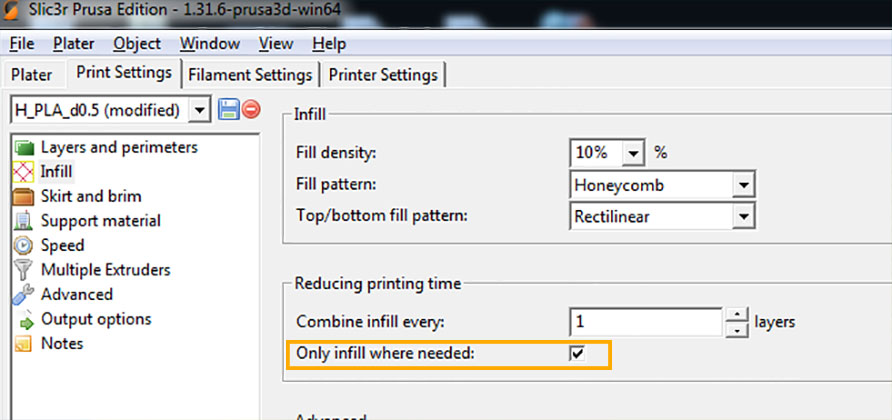
Метод №2 — 0,5 сопло, 2 периметра, заполнение Only Infill where needed 10%… Скорость 50 мм/с, ширина экструзии на заполнении снижена до 0,35 мм, высота слоя 0,2мм-0,1мм. Время печати 1ч 31м, объем пластика 14,2 см3.
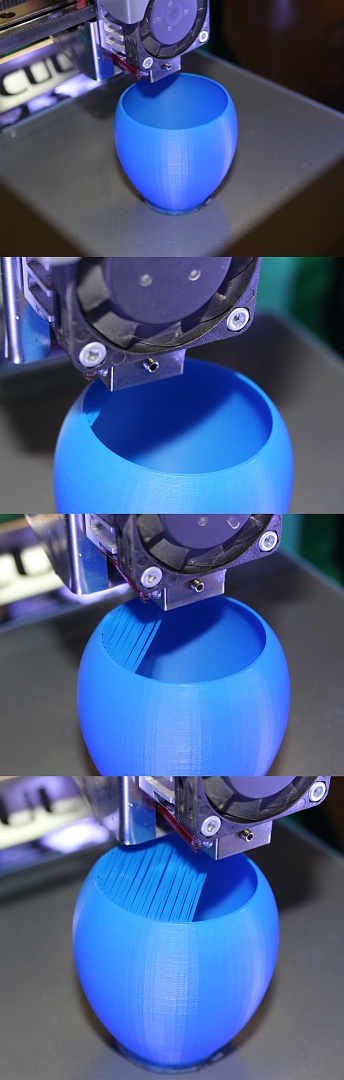
Метод №3 — 0,5 сопло, 2 периметра, без заполнения, с использованием встроенной в новую версию slic3r (Slic3r Prusa Edition) функции Ensure vertical shell thickness (slic3r автоматически добавляет опорные периметры в местах, где стенки могут упасть вниз), высота слоя 0,2мм-0,1мм, скорость 50 мм/с. Время печати 58 минут, объем пластика 9,4 см3.
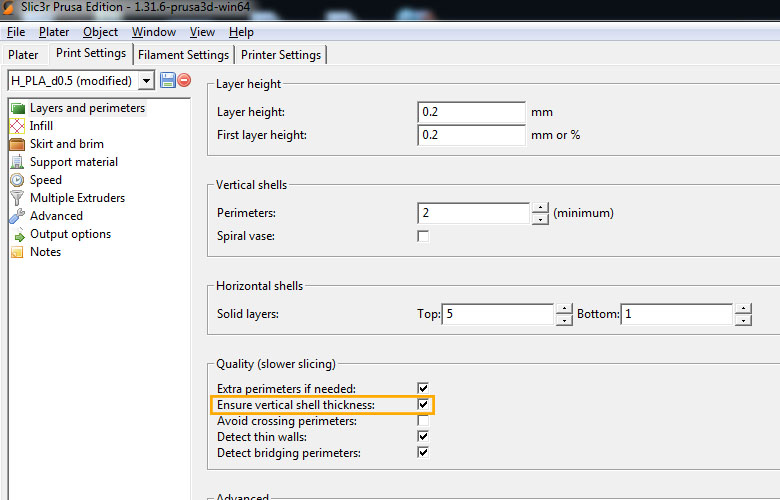
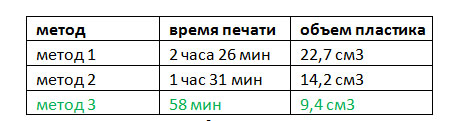
Таблица для понимания соотношения времени печати и объема пластика.
По времени печати и объему пластика нам подходит третий вариант. Пробуем.
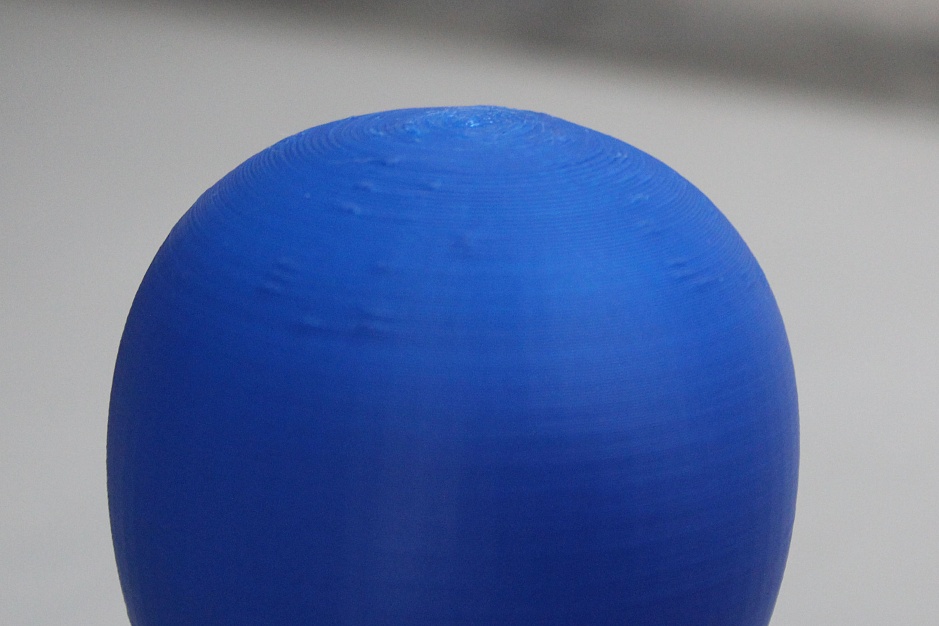
Опция Ensure vertical shell thickness в данном случае с поддержкой периметров справилась, но на стенках получились бугры.
Кроме того, ближе к верхушке скорость в ручном режиме была снижена на 20% из-за того, что угол наклона печати периметров начинал уменьшаться и стенки на скорости 50мм/с не успевали застывать и загибались.
Получается, что для того, чтобы получить ровные стенки в местах, где периметры печатаются под углом и ровную верхушку, нам нужно снизить скорость, для того, чтобы пластик успевал остыть, и добавить заполнение, чтобы на наклонных поверхностях не было пропусков. Снижать скорость и добавлять заполнение для всей модели мы не будем, это уже слишком. Для того, чтобы понизить скорость на определенных слоях и добавить заполнение там, где нужно, мы воспользуемся встроенной функцией Slic3r-а – модификатор.
Модификатор – это поверхность, которая используется для того, чтобы задавать настройки к определенным частям модели. Подробнее о том, как пользоваться модификаторами, я напишу в следующей статье.
А пока… дважды кликаем на нашу модель, появляется окно Settings. Нажимаем Load modifier… и загружаем заранее смоделированную поверхность (у нас это цилиндр).

В том месте, где модель пересекается с модификатором, основные настройки модели будут перекрываться настройками модификатора. Чтобы эти настройки установить, нужно выбрать модификатор (цилиндр) в окне или в списке и нажать на "+".
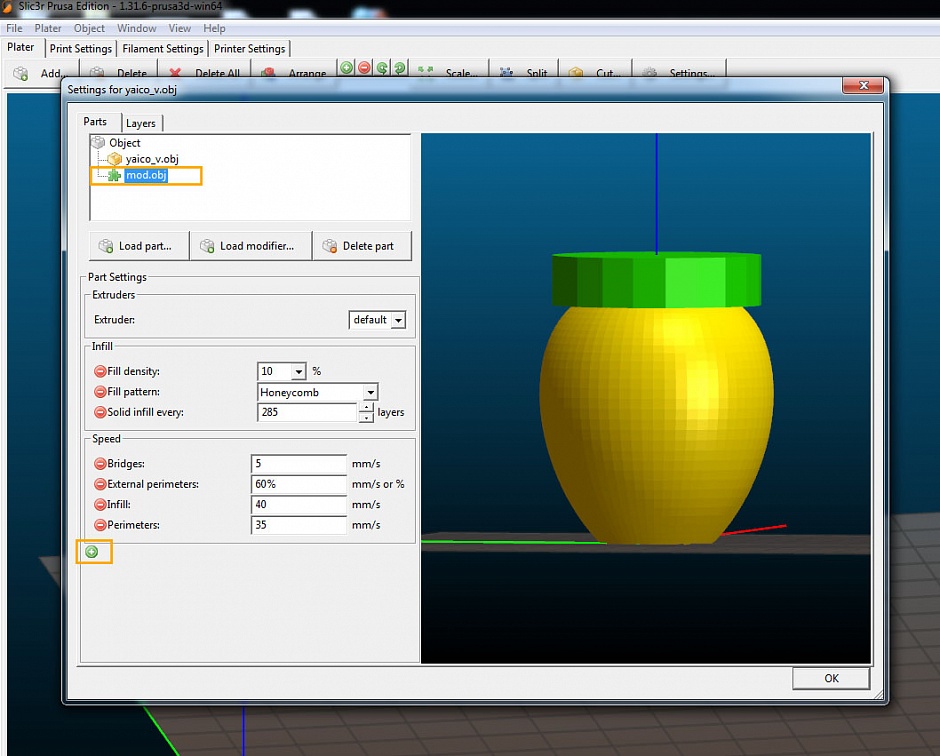
В нашем случае снижаем скорость печати периметров, добавляем заполнение и перед заполнением печатаем один слой заливки (Solid Infill every… )для того, чтобы заполнению было на чем держаться. Для того, чтобы определить, на каком слое печатать сплошную заливку, сначала генерируем код, смотрим номер слоя, с которого начинается печать заполнения в RepetierHost, и ставим предыдущий слой, у нас 285. Скорость печати мостов снижаем, чтобы слой сплошной заливки напечатался «в воздухе» без обрывов.
Ставим в печать.
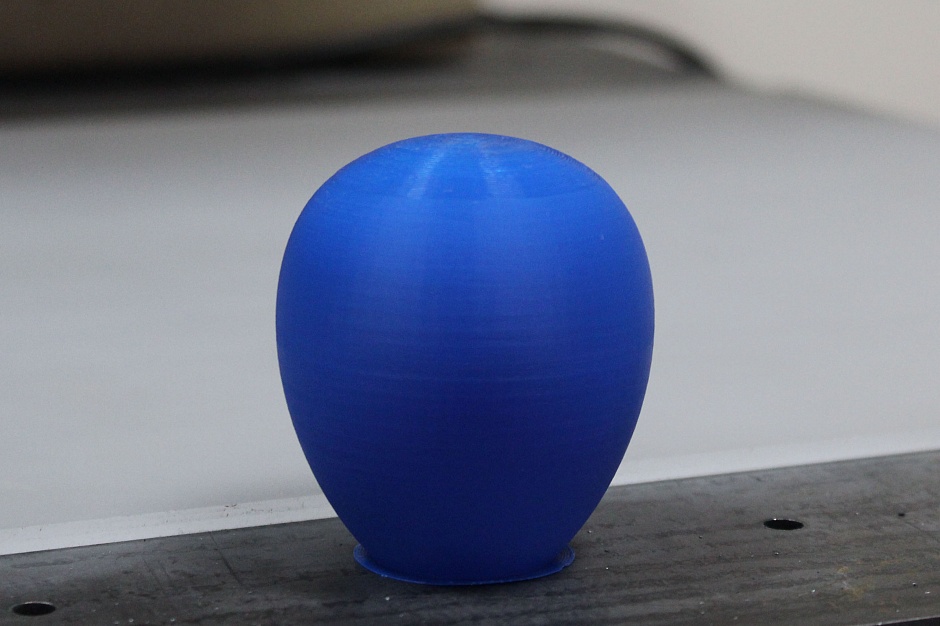

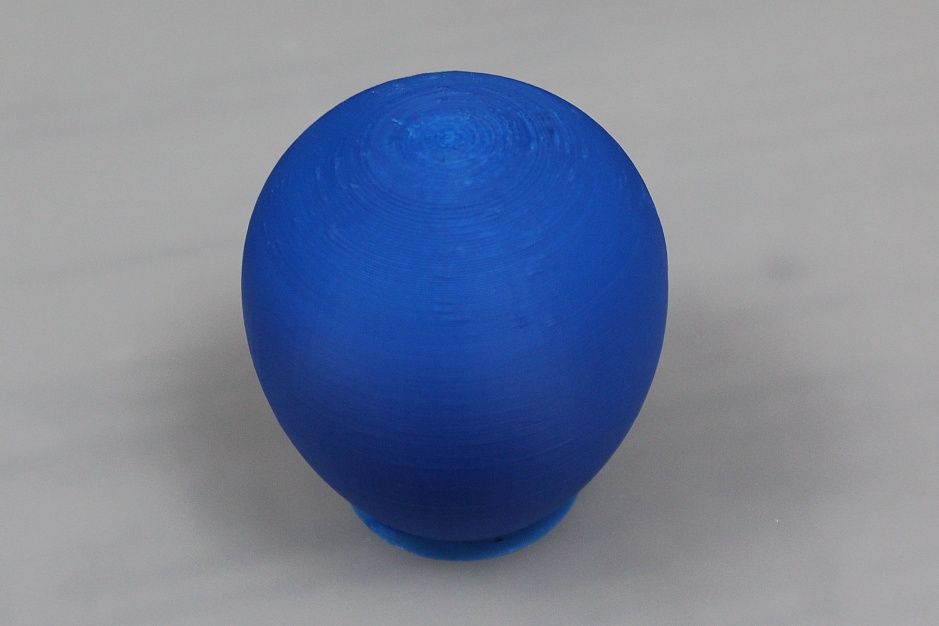
Время печати 1 час 10 минут, объем пластика 9,8 см3. Из-за замедления скорости печати, пластик немного сменил цвет, но слои получились ровнее, чем в предыдущем варианте, стенки без бугров, верхушка без пропусков.

Из всех вариантов по времени, объему потраченного пластика и качеству печати, нам подошел последний способ, с использованием модификатора.
Все описанное выше — это всего лишь полезные на наш взгляд методы, которые могут вам пригодиться. Каким способом печатать — зависит от сложности детали и желаемого результата.
Каталог 3D принтеров: https://3dtool.ru/category/3d-printery/
Не забывайте подписываться на наш YouTube канал
(Новые ролики выходят каждую неделю).

Как всегда наши клиенты помогают нам с идеями для статей. Сегодня будем печатать яйцо. На его примере протестируем встроенную функцию Slic3r-а, о которой почему то мало кто упоминает.
Яйцо нужно напечатать не простое, а прочное, с минимальным расходом пластика и быстро.
Оно в дальнейшем будет подвешиваться к потолку за крючок на верхушке. Низ яйца будет лицевой частью, вверх с крючком — черновой, т. к. будет высоко висеть и видно верхнюю часть не будет. Можно печатать яйцо целиком петелькой вниз с поддержками в нижней части, но печать и удаление поддержек займет время.
Для выполнения данного задания мы выбрали 3D принтер Hercules 2018 — это весьма универсальный 3D принтер так как умеет печатать всеми видами пластика и обладает большой рабочей камерой.
Поэтому разрежем яйцо на 2 части, заодно добавим петельку на верхушке. После печати будем приклеивать верхушку дихлорэтаном.
Теперь нужно отработать режим печати. Часть с петелькой печатается без проблем на стандартном режиме 0.5 соплом, поэтому подбирать режим будем для большой «половинки». Сложность печати заключается в том, что: во-первых, если печатать яйцо без заполнения, в верхней части стенкам в какой то момент не за что будет зацепиться, и они начнут падать вниз и получатся дыры. Во-вторых, для улучшения качества поверхности, высоту слоя в верхней части яйца, где угол наклона периметров начинает стремительно уменьшаться, необходимо будет снижать.
Начнем с обычных настроек без использования бубна.
Т. к. модель должна получиться с ровными стенками без волн от ускорений, на запредельных скоростях печатать не будем. Скорость не более 50 мм/с.
Метод №1 — PLA, 0,5 сопло, 2 периметра, 10% заполнения, высота слоя 0,2мм-0,1мм. Скорость 50 мм/с, ширина экструзии на заполнении снижена до 0,35 мм, т. к. заполнение в данном случае используется только для поддержки стенок в верхней части, где печать периметров идет под углом. Время печати 2ч 26м, объем пластика 22,7 см3.
Метод №2 — 0,5 сопло, 2 периметра, заполнение Only Infill where needed 10%… Скорость 50 мм/с, ширина экструзии на заполнении снижена до 0,35 мм, высота слоя 0,2мм-0,1мм. Время печати 1ч 31м, объем пластика 14,2 см3.
Метод №3 — 0,5 сопло, 2 периметра, без заполнения, с использованием встроенной в новую версию slic3r (Slic3r Prusa Edition) функции Ensure vertical shell thickness (slic3r автоматически добавляет опорные периметры в местах, где стенки могут упасть вниз), высота слоя 0,2мм-0,1мм, скорость 50 мм/с. Время печати 58 минут, объем пластика 9,4 см3.
Таблица для понимания соотношения времени печати и объема пластика.
По времени печати и объему пластика нам подходит третий вариант. Пробуем.
Опция Ensure vertical shell thickness в данном случае с поддержкой периметров справилась, но на стенках получились бугры.
Кроме того, ближе к верхушке скорость в ручном режиме была снижена на 20% из-за того, что угол наклона печати периметров начинал уменьшаться и стенки на скорости 50мм/с не успевали застывать и загибались.
Получается, что для того, чтобы получить ровные стенки в местах, где периметры печатаются под углом и ровную верхушку, нам нужно снизить скорость, для того, чтобы пластик успевал остыть, и добавить заполнение, чтобы на наклонных поверхностях не было пропусков. Снижать скорость и добавлять заполнение для всей модели мы не будем, это уже слишком. Для того, чтобы понизить скорость на определенных слоях и добавить заполнение там, где нужно, мы воспользуемся встроенной функцией Slic3r-а – модификатор.
Модификатор – это поверхность, которая используется для того, чтобы задавать настройки к определенным частям модели. Подробнее о том, как пользоваться модификаторами, я напишу в следующей статье.
А пока… дважды кликаем на нашу модель, появляется окно Settings. Нажимаем Load modifier… и загружаем заранее смоделированную поверхность (у нас это цилиндр).
В том месте, где модель пересекается с модификатором, основные настройки модели будут перекрываться настройками модификатора. Чтобы эти настройки установить, нужно выбрать модификатор (цилиндр) в окне или в списке и нажать на "+".
В нашем случае снижаем скорость печати периметров, добавляем заполнение и перед заполнением печатаем один слой заливки (Solid Infill every… )для того, чтобы заполнению было на чем держаться. Для того, чтобы определить, на каком слое печатать сплошную заливку, сначала генерируем код, смотрим номер слоя, с которого начинается печать заполнения в RepetierHost, и ставим предыдущий слой, у нас 285. Скорость печати мостов снижаем, чтобы слой сплошной заливки напечатался «в воздухе» без обрывов.
Ставим в печать.
Время печати 1 час 10 минут, объем пластика 9,8 см3. Из-за замедления скорости печати, пластик немного сменил цвет, но слои получились ровнее, чем в предыдущем варианте, стенки без бугров, верхушка без пропусков.
Из всех вариантов по времени, объему потраченного пластика и качеству печати, нам подошел последний способ, с использованием модификатора.
Все описанное выше — это всего лишь полезные на наш взгляд методы, которые могут вам пригодиться. Каким способом печатать — зависит от сложности детали и желаемого результата.
Каталог 3D принтеров: https://3dtool.ru/category/3d-printery/
Не забывайте подписываться на наш YouTube канал
(Новые ролики выходят каждую неделю).
Vcoderlab
Здравствуйте.
Опции «Only Infill where needed» и «Ensure vertical shell thickness» интересны, и жаль, что вы не показали, как выглядит модель в разрезе в режиме отображения слоёв с использованием этих опций.