
Доброго времени суток с вами компания 3Dtool! На этот раз мы решили придумать, как сэкономить пластик при печати не функциональных моделей, т. е. таких моделей, прочностные характеристики которых не имеют значения.
Печатая, например, сувениры, макеты или предметы интерьера, мы можем экономить время и пластик, уменьшая процент внутреннего заполнения или толщину стенки. Но бывают случаи, когда стоит конкретная задача – напечатать деталь с минимально возможным количеством пластика. К примеру – печать мастер-моделей для литья. Это те детали, для которых нужна только внешняя оболочка, и чем меньше пластика будет внутри, тем проще будет его выжечь из опоки. Кто в теме, тот поймет, а кто нет – скоро мы опубликуем статью про процесс литья по мастер-моделям из PLA.
Для примера мы взяли модель с отсюда.
И нам нужно напечатать ее с минимальной толщиной стенки и минимальным заполнением.
3D принтер для экспериментов — Hercules Strong.
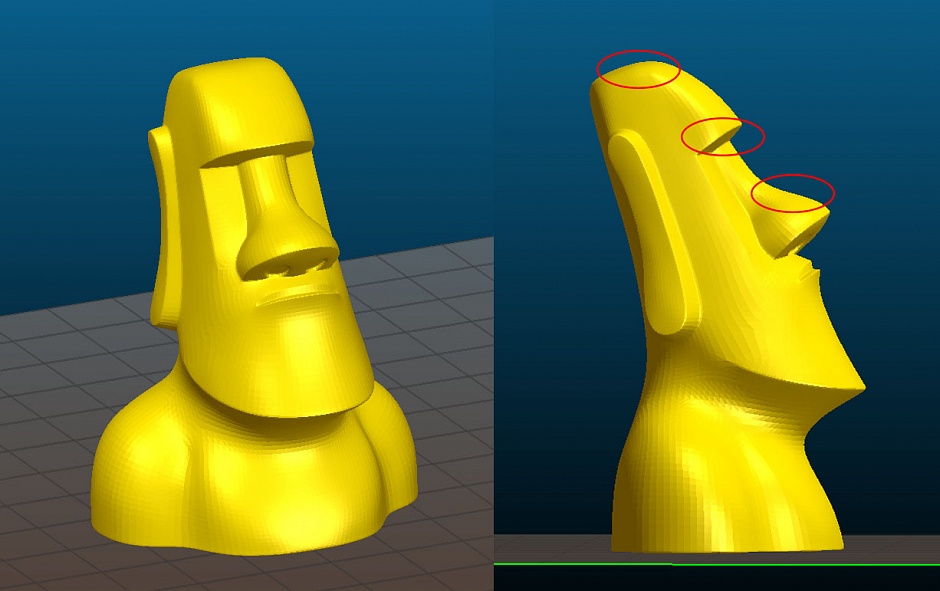
Первое, что приходит в голову, это поставить 1 периметр и 0% заполнения. И есть редкие случаи, когда это работает. У нас, как всегда, все сложнее. В модели есть места (на рисунке обозначены красным), где угол наклона стенки не позволяет напечатать ее в один периметр – нить просто свалится вниз.
Поэтому пойдем от простого к сложному. Для начала сделаем 3 периметра и попробуем напечатать только «скорлупу» модели, а вдруг получится.
Сопло 0,5 мм, высота слоя 0,2 мм.

40 минут и 6,9 куб. см.
Отправляем в печать.

Как и предполагалось, нити в сложным местах провисли и в стенках модели появились дыры.
Без внутреннего заполнения, которое будет поддерживать нити периметра от провисания, казалось бы, не обойтись. Но нам нужно, как мы помним, минимизировать количество пластика. Поэтому воспользуемся опцией Only infill where needed. Эта опция позволяет выстраивать заполнение только там, где это необходимо для поддержки нависающих под определенным углом стенок. Slic3r сам анализирует геометрию и определяет, где ему необходимо выстроить заполнение, поэтому эта опция не всегда решает проблему.
Но мы все равно попробуем. Настраиваем Slic3r и считаем.


44 минуты и 7,4 куб см пластика. Пробуем печатать.

Дефектов на этот раз меньше, но они снова есть. Поэтому в данном случае этот метод не сработал.
Придумываем дальше.
Остается один вариант – использовать заполнение. Сэкономить в этом случае нам поможет настройка ширины экструзии. Т. к. заполнение нам нужно только для того, чтобы отвесным стенкам было за что держаться и не падать вниз, качество и прочность заполнения значения не имеет. Поэтому возьмем и выкрутим его до разумного минимума. К примеру, 0,15 мм
Как мы помним из прошлых публикаций, при изменении ширины экструзии, Slic3r изменяет плотность сетки заполнения, поэтому не забывайте проверять этот параметр!
Вот такие настройки получились у нас:
Сопло 0,5 мм, высота слоя 0,2 мм, заполнение 5%, ширина экструзии на заполнении 0,15 мм. Т. к. сетка заполнения получается весьма плотной, количество периметров сократим до 2. Это сэкономит как время печати, так и пластик.


Время печати чуть больше часа, объем пластика 6,3 см куб.! Печатаем.

Модель ставилась на печать в конце рабочего дня, поэтому ради любопытства мы ее разломали, чтобы посмотреть, на чем же там все держится.

На фото видно, что заполнение печатается тонкой паутиной, экструзия в некоторых местах обрывается. Но тем не менее, этой тонкой сетки хватает, чтобы удержать нависающие стенки.
Модель напечаталась без дефектов в 2 периметра. Времени мы не сэкономили, но главная задача – напечатать мастер-модель для литья с минимумом пластика – успешно выполнена.
Результаты для сравнения:

Если геометрия детали позволяет воспользоваться первым методом, то в нем тоже возможно уменьшать ширину экструзии на заполнении. Это еще больше сэкономит время и пластик.
Используя данные методы, необходимо учитывать особенности геометрии вашей детали и свойства пластика, которым вы печатаете. Уменьшая ширину экструзии, важно не забывать, что во время печати заполнения тонкая нить может срываться, поэтому скорость и рисунок заполнения придется подбирать каждый раз. Поэтому экономия в каждом конкретном случае будет разной.
> Надежный 3D-принтер Hercules Strong
> Общий каталог 3D-принтеров
Не забывайте подписываться на наш YouTube-канал (новые ролики выходят каждую неделю).

Печатая, например, сувениры, макеты или предметы интерьера, мы можем экономить время и пластик, уменьшая процент внутреннего заполнения или толщину стенки. Но бывают случаи, когда стоит конкретная задача – напечатать деталь с минимально возможным количеством пластика. К примеру – печать мастер-моделей для литья. Это те детали, для которых нужна только внешняя оболочка, и чем меньше пластика будет внутри, тем проще будет его выжечь из опоки. Кто в теме, тот поймет, а кто нет – скоро мы опубликуем статью про процесс литья по мастер-моделям из PLA.
Для примера мы взяли модель с отсюда.
И нам нужно напечатать ее с минимальной толщиной стенки и минимальным заполнением.
3D принтер для экспериментов — Hercules Strong.
Первое, что приходит в голову, это поставить 1 периметр и 0% заполнения. И есть редкие случаи, когда это работает. У нас, как всегда, все сложнее. В модели есть места (на рисунке обозначены красным), где угол наклона стенки не позволяет напечатать ее в один периметр – нить просто свалится вниз.
Поэтому пойдем от простого к сложному. Для начала сделаем 3 периметра и попробуем напечатать только «скорлупу» модели, а вдруг получится.
Сопло 0,5 мм, высота слоя 0,2 мм.
40 минут и 6,9 куб. см.
Отправляем в печать.
Как и предполагалось, нити в сложным местах провисли и в стенках модели появились дыры.
Без внутреннего заполнения, которое будет поддерживать нити периметра от провисания, казалось бы, не обойтись. Но нам нужно, как мы помним, минимизировать количество пластика. Поэтому воспользуемся опцией Only infill where needed. Эта опция позволяет выстраивать заполнение только там, где это необходимо для поддержки нависающих под определенным углом стенок. Slic3r сам анализирует геометрию и определяет, где ему необходимо выстроить заполнение, поэтому эта опция не всегда решает проблему.
Но мы все равно попробуем. Настраиваем Slic3r и считаем.
44 минуты и 7,4 куб см пластика. Пробуем печатать.
Дефектов на этот раз меньше, но они снова есть. Поэтому в данном случае этот метод не сработал.
Придумываем дальше.
Остается один вариант – использовать заполнение. Сэкономить в этом случае нам поможет настройка ширины экструзии. Т. к. заполнение нам нужно только для того, чтобы отвесным стенкам было за что держаться и не падать вниз, качество и прочность заполнения значения не имеет. Поэтому возьмем и выкрутим его до разумного минимума. К примеру, 0,15 мм
Как мы помним из прошлых публикаций, при изменении ширины экструзии, Slic3r изменяет плотность сетки заполнения, поэтому не забывайте проверять этот параметр!
Вот такие настройки получились у нас:
Сопло 0,5 мм, высота слоя 0,2 мм, заполнение 5%, ширина экструзии на заполнении 0,15 мм. Т. к. сетка заполнения получается весьма плотной, количество периметров сократим до 2. Это сэкономит как время печати, так и пластик.
Время печати чуть больше часа, объем пластика 6,3 см куб.! Печатаем.
Модель ставилась на печать в конце рабочего дня, поэтому ради любопытства мы ее разломали, чтобы посмотреть, на чем же там все держится.
На фото видно, что заполнение печатается тонкой паутиной, экструзия в некоторых местах обрывается. Но тем не менее, этой тонкой сетки хватает, чтобы удержать нависающие стенки.
Модель напечаталась без дефектов в 2 периметра. Времени мы не сэкономили, но главная задача – напечатать мастер-модель для литья с минимумом пластика – успешно выполнена.
Результаты для сравнения:
Если геометрия детали позволяет воспользоваться первым методом, то в нем тоже возможно уменьшать ширину экструзии на заполнении. Это еще больше сэкономит время и пластик.
Используя данные методы, необходимо учитывать особенности геометрии вашей детали и свойства пластика, которым вы печатаете. Уменьшая ширину экструзии, важно не забывать, что во время печати заполнения тонкая нить может срываться, поэтому скорость и рисунок заполнения придется подбирать каждый раз. Поэтому экономия в каждом конкретном случае будет разной.
> Надежный 3D-принтер Hercules Strong
> Общий каталог 3D-принтеров
Не забывайте подписываться на наш YouTube-канал (новые ролики выходят каждую неделю).
GoldKeeper
«Собака лает — караван идёт.»?
На этот раз статья ещё «свежее» 14.10.16 (прошлый раз было 24.10.16), не сильно всё же показательно.
3dtoday.ru/blogs/imprinta-engineer/save-plastic-or-the-minimum-fill-
как в коменатриях в тот раз правильно заметили:
Правила сайта
Заниматься копипастом и кросспостом.
Tulov3D
У вас сейчас цель жизни отслеживать? Или вы модератор ресурса?
Вам зачем это все?
nps
Зачем оправдываться, когда можно делать личные нападки, в самом деле.
mickvav
Всем хочется читать на хабре новые интересные статьи. И поэтому копипасту тут не любят. Очень. А уж копипасту банальностей — тем более.
holomen
Дело не в цели, а просто если хоть немного в теме, то ожидаешь на хабре новый и оригинальный контент. А получаешь древнюю как… но мамонта статью.
Причем это вторая подряд такая статья, а вообще у них такого много.
Куда смотрит администрация — вот в чем вопрос. Или некоторым особенным можно забивать на правила ресурса?