
Сегодня мы хотели бы вам показать и рассказать немного о лазерных станках Raylogic 11G.

Серия 11G — это большая линейка универсальных лазерных станков с широким диапазоном технических характеристик и размеров рабочего поля. Можно подобрать станок исключительно под ваши текущие потребности, без необходимости переплачивать за функционал которым вы не воспользуетесь.
Данные станки работают со множеством материалов: кожа, дерево, фанера, оргстекло, пенополистирол, стекло, бумага, картон, изолон, зеркало.






В базовой комплектации установлен электровинтовой подъемный стол на шаговом моторе с запасом хода до 250 мм по оси Z.

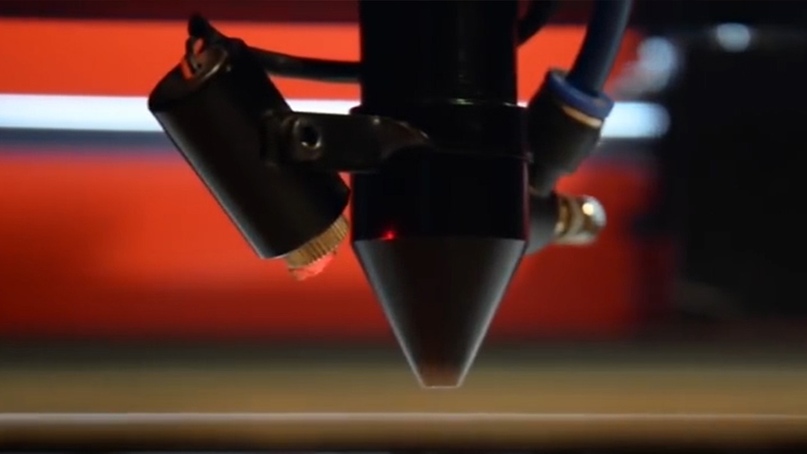
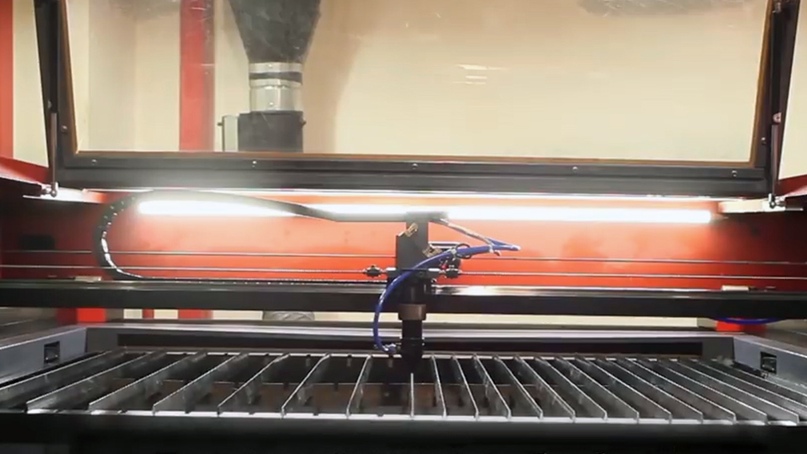
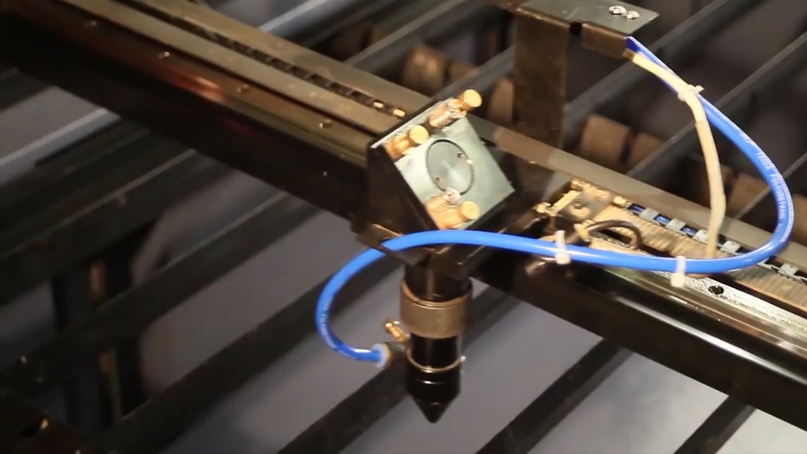
Для точного позиционирования и постановки «нуля», или начала координат, на сопло установлен лазерный указатель.
Реечный стол — оптимальное решение для резки листовых материалов. В качестве дополнительной опции можно приобрести «сотовый стол» для резки мелких или мягких материалов.
Для любого лазерного станка Raylogic 11G можно увеличить мощность излучателя на более высокую, даже для моделей с рабочим полем 500 х 300 (мм). Лазерные трубки взаимозаменяемые и приобретя модель с 40ка ваттной трубкой, ее без труда можно будет заменить более мощной. Например, 100 ваттной.

В комплекте поставляется расширитель короба излучателя, на случай возможного апгрейда.

Весь модельный ряд станков Raylogic имеет сквозные окна для протяжки листовых материалов. Т.е. если вы работаете, например, с листом фанеры длинной 2 метра, то его не нужно будет резать на несколько частей, чтобы лист поместился в станок.
Установлены редукторы по осям X и Y для повышения точности позиционирования и резки. Портал и основания для рельсовых направляющих, выполнены из толстого алюминия для жесткости. Не в убыток весу и долговечности механики станка.

Есть возможность подключения мыши и клавиатуры для управления интерфейсом. Это значительно увеличивает удобство и скорость работы.

Русифицированный дисплей и ПО, облегчают обучение новых операторов.
Задания можно сохранять в память станка через USB, флешку или по локальной сети.

Станок может последовательно резать и гравировать одно задание со множеством слоев и настроек. Подготовка заданий осуществляется в программах «Corel Draw» (с помощью плагина), или «Laser Works».

Подъемный стол позволяет обрабатывать объемные изделия высотой до 250 мм. Так же, есть возможность комплектации станка поворотным столом. Что позволит обрабатывать цилиндрические объекты.
Стальные рельсовые направляющие с твердостью металла в 58 — 64 HRC, обеспечивают долговечность и износостойкость кинематики станка.
Станок так же оборудован двухзонной вытяжной системой. Дым вытягивается вниз и сзади, из рабочей зоны. Некоторые комплектации поставляются с отдельной вихревой вытяжкой.

Опционально устанавливается комплект заслонок с пультом, для регулирования вытяжных зон.

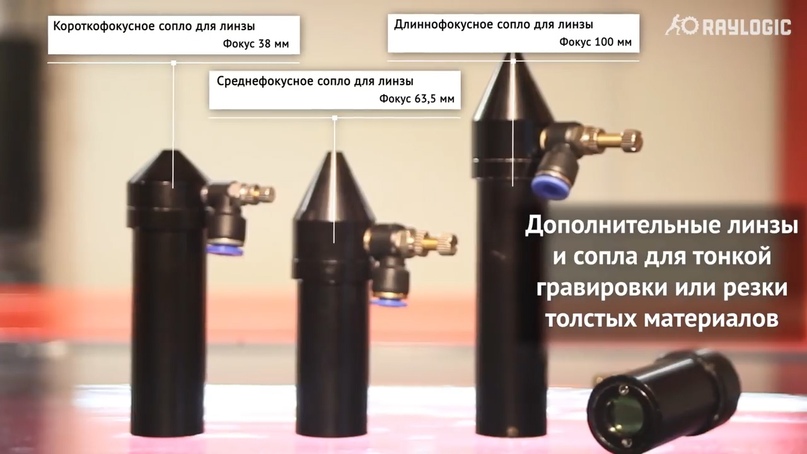
В комплекте так же поставляются дополнительные линзы и сопла для тонкой гравировки или резки толстых материалов. Меняются они быстро и довольно удобно.
Резюмируя все выше сказанное хочется добавить, что данные станки очень давно представлены на российском рынке и зарекомендовали себя, как надежные и простые в пользовании станки. Широкий модельный ряд Raylogic позволяет выбрать станок под задачи конкретного бизнеса или производства. Стоимость станков по состоянию на 2018 год начинается от 260-000 рублей. Радует, что в России есть полноценный сервисный центр, со складом запасных частей. Связанные с регламентными работами и гарантийным ремонтом вопросы, решаются быстро и квалифицированно.
Ознакомиться с каталогом лазерных станков Raylogic можно по ссылке.
Общий каталог лазерных станков с ЧПУ — 3dtool.ru/category/chpu/lazernye-stanki
Комментарии (28)

Stas911
12.07.2018 22:18Что из компонентов вы изготавливаете сами?
vbifkol
13.07.2018 10:39Установлены редукторы по осям X и Y для повышения точности позиционирования и резки.
вообще-то там редукторы повышающие, они для снижения точности позиционирования и резки. Точнее — для увеличения скорости.Andy_Big
13.07.2018 12:40Нет, там понижающие. Но точность позиционирования 0.01 на поле 600х900 — это все равно филькина грамота в станках такого класса :)
vbifkol
13.07.2018 13:04И впрямь понижающие, чето я лопухнулся. Все равно явно не для повышения точности он там стоит — о сотках на таком лазере действительно нет смысла говорить :). Либо момента у шаговика без него не хватает, либо вообще просто механически отвязали шаговик от ремня, чтобы натягивать удобней было, а редукция — побочный эффект.
PavelK
14.07.2018 02:48Ремённый редуктор нужен, что бы натяжение ремней осей не брало на излом сам вал шагового двигателя и не изнашивались его подшипники.
Сотку на станке поймать можно. Вот только есть одно но — длина волны лазера 10.6мкм, что в идеале при гравировке/резке пятно будет 0.01 мм (разумеется не будет, ибо расхождение луча и т.д.).
В быту, если удаётся добиться 0.06, уже праздник. Механически он это разрешение вполне выдаёт.
Кстати, модель устаревшая, уже есть новая.
vbifkol
14.07.2018 06:44что бы натяжение ремней осей не брало на излом сам вал шагового двигателя и не изнашивались его подшипники.
Это я и назвал «механическая отвязка шаговика от ремня». Хотя по крайней мере на моих лазерах натяжение ремня каретки явно не больше натяжения приводного ремня. Разве что инерционные нагрузки больше, когда каретка в режиме гравировки меняет направление станок подстукивает.
Сотку на станке поймать можно.
Поймать сотку на двухметровом зубчатом ремне 12 мм шириной? Удивлен, у меня на фрезерах с ШВП уже на метре реальная точность соток 5.
Andy_Big
14.07.2018 13:15Ремённый редуктор нужен, что бы натяжение ремней осей не брало на излом сам вал шагового двигателя и не изнашивались его подшипники.
А натяжение ремня в редукторе не в счет? :)
Сотку на станке поймать можно
Можно, конечно. И микроны можно, такие станки существуют. Только ценник у них уже совсем другой :)
Andy_Big
Все как на Алиэкспрессе, только дороже в три раза :)
Скажите-ка, а каким образом углекислотный лазер мощностью 30 Ватт гравирует металлы? Или «подходит для обработки… алюминий, латунь (гравировка)» просто означает, что в него можно засовывать листы алюминия и латуни и он от этого не сломается?
Alatarum
Лет 6 назад выбирал китайский лазерный резак для компании — почти всё, что тут описано тогда было стандартом для относительно приличных моделей. Разве что возможности подключать мышку не было :) Ну и головы разных размеров не прилагались. То есть за всё это время только мозг эволюционировал?
Что касается металла — его гравирибт с помощью специальных составов, которые наносят я на поверхность и впекаются в металл под действием лазера
Andy_Big
В общем-то да :) Ну может быть еще смогли за это время слегка повысить КПД и время жизни трубок, но это не точно :) Я плотно с этой темой не связан, просто немного понахватался на форуме ЧПУ-шников, а сейчас и сам присматриваюсь к китайскому лазеру ватт на 80.
Alatarum
КПД питальника лазера? Если не в пару раз повысили, то шло бы оно лесом :) там на рассеивание в воздухе потери куда больше проблем доставляют — на поле 600х900 уже реально заметно разницу между правым верхним и левым нижним углами. Вот если бы они научили мозг автоматически компенсировать рассеивание — вот тогда да, это был бы крутой прогресс.
А ещё юстировка — это боль. Я тогда чуть ли не пару недель на пусконаладку потратил, целую методику изобрёл с участием бумажек, резинок, ручки и усб камеры :). Хоть какая-то автомазицая этого процесса очень бы не помешала.
Andy_Big
Не думаю, что в рассеивании виноват воздух, скорее несовершенство самой оптики. А хорошая ИК-оптика как-то не спешит дешеветь :)
Юстировка — это да, ручная возня до сих пор.
Alatarum
Ну скорее некогерентность пучка — фокусирующая линза на это не влияет, только сама трубка. Ну и может зеркала чуток рассеивают.
Andy_Big
Ну я в целом все это и имел в виду — трубка, зеркала, линзы в голове.
Alatarum
Ну то есть, я хотел сказать, что мощность пучка в точке реза зависит от длины оптического пути, а покуда в таких станках оптический путь воздушный, то рассеивание переменное. В оптоволоконных станках оптический путь, а следовательно и рассеивание, выличина постоянная во всей рабочей зоне. А уж кто именно в этом рассеивании виноват — не столь важно.
Andy_Big
Вот кстати, на форуме уже поднимался вопрос — почему при довольно сильном прогрессе мозгов все еще не сделали коррекцию мощности в зависимости от длины пути луча. По крайней мере в распространенных системах.
Dru4
Корректировка мощности не прокатит. В нормальных станках есть дополнительный подвижный оптический элемент, который поддерживает расстояние между излучателем и зоной обработки постоянным.
Andy_Big
Нет, ну понятно, что там вопрос в основном в расходимости луча, но при гравировке («выжигании») результат сходен с изменением мощности — в ближайшем к трубке углу изображение получается темнее, чем в дальнем углу. В этих случаях как раз корректировка мощности помогала бы.
black_semargl
А скоростью движения головки это нельзя заменить?
Andy_Big
Наверное можно, но и такой возможности в управляющем ПО нет, насколько я знаю :)
Dru4
Не в рассеивание лело, а в расходимости лазерного пучка. Изменяется расстояние от излучателя до места обработки.
vbifkol
У меня на 1200*900 разницы по зонам нет. Юстировка занимает примерно 4-5 минут. Изобретать ничего не надо, все очень доступно изложено на ютюбе.
vbifkol
это не гравировка — материал не удаляется.
Andy_Big
Это не гравировка :) Металлы гравируют твердотельными лазерами, у которых несколько другая длина волны, лучше поглощаемая металлами. Ну и ценник там другой.
Хотя вроде бы на ютубе были успешные эксперименты и по гравировке углекислотниками, но мощность там была сильно больше.