
Хомяки приветствуют вас друзья!
Сегодняшний пост будет посвящен работе с выжигаемым фотополимером. В процессе напечатаем модель на 3D принтере, а затем превратим ее в изделие из металла. Будем лить серебро, бронзу и латунь. Посмотрим на сколько важен режим прокалочного цикла и к чему может привести его нарушение. Выжигаемый фотополимер оказался довольно специфичным в отличии от инжекторного воска, что требует понимания многих протекающих там процессов.

Марка конкретного выжигаемого фотополимера GORKY LIQUID CASTABLE LSD. Цвет смолы - прозрачно желтый, производитель заявляет, что она замечательно подходит для изготовления моделей зубных имплантатов и ювелирных изделий. В одном из предыдущих постов мы рассматривали тонкости и нюансы печати различными фотополимерами, каждая смола оказалась по своему уникальна, потому тем кто не видел рекомендую к просмотру.
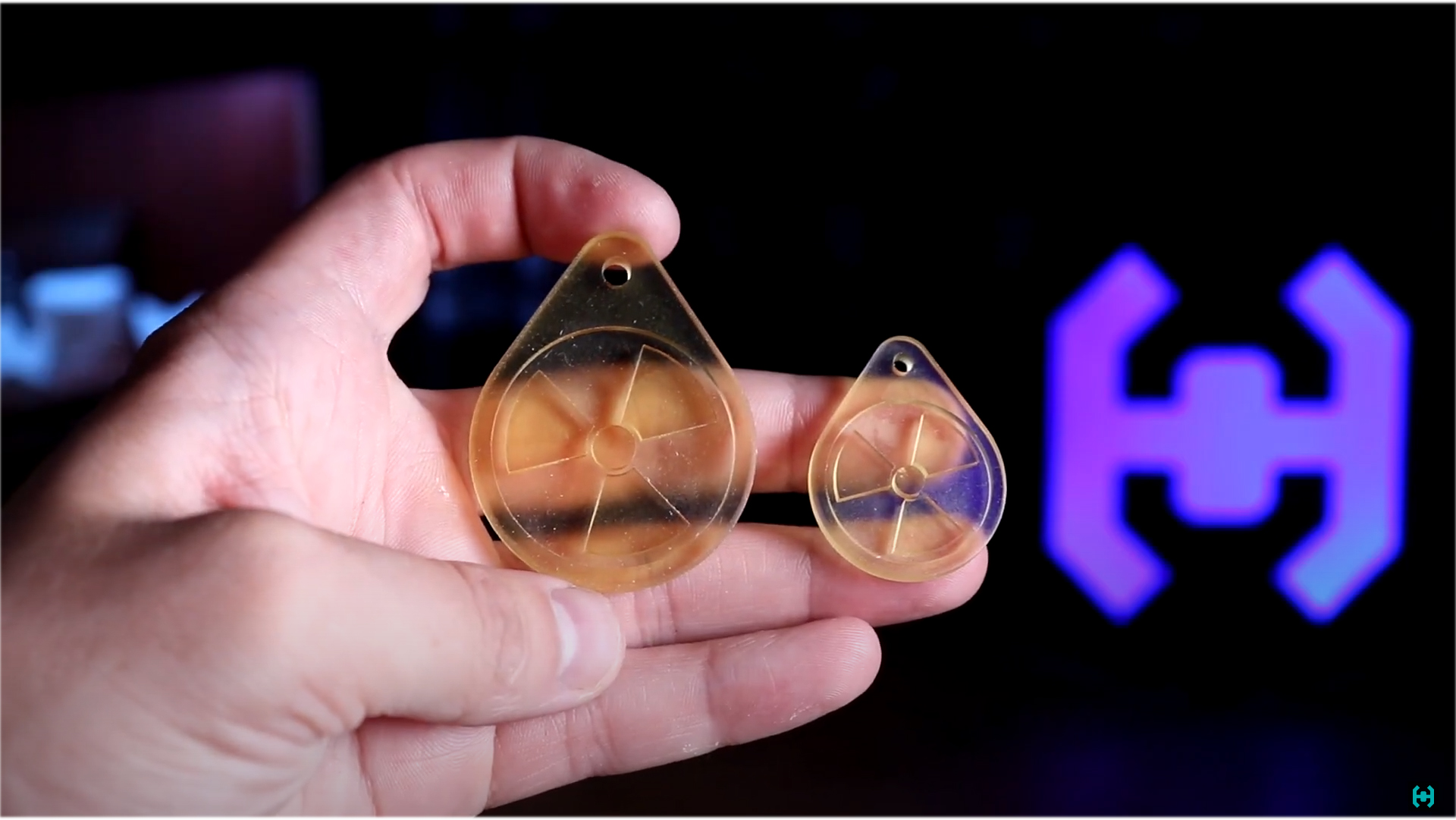
Сегодняшней задачей у нас будет отливка брелка на ключи в виде знака радиохазарда взятого с ресурса Thingiverse. Модель изначально имеет довольно крупные размеры, что потребует большего количества серебра. В программе уменьшаем габариты изделия на 30% и отправляем файл на печать. Высота слоя тут 50 микрон, время печати около часа на фотополимерном принтере CREALITY HALOT-SKY. Промываем его в ультразвуковой ванне и смотрим что получилось.
На начальном этапе подготовки к отливке, на изделия необходимо установить литники из инжекторного воска. Дело в том, что этот фотополимер не плавится, а на жале паяльника сразу превращается в легкий дымок, минуя жидкую фазу. Литники из воска сделать довольно просто, достаточно завулканизировать пару прутиков необходимого диаметра. Конкретное исполнение довольно кривое, но на результат отливок это никак не повлияет.
За пару часов на столе насобиралась горсть моделей, готовых к труду и обороне. Вся операция проходила под сериал "Очень странные дела" в компании хорошего французского зеленого чая. Параллельно подготавливаются другие восковки для отливок исторических предметов по просьбе знакомых.

Пожалуй это была самая массовая литейка за всю историю канала с подготовкой сразу нескольких выпусков наперед. Параллельно с печатью выжигаемого фотополимера была попытка завулканизировать модель для получения точного слепка но, к сожалению остатки ювелирной резины оказались просроченными и вся работа пошла коту под хвост.
Под старыми роликами часто спрашивают чертежи и электрическую схему вулканизатора. Вот архив с необходимыми файлами. Схему управления построена на базе микроконтроллера Attiny2313 и цифрового датчика температуры DS18B20. Эта же схема используется в качестве автоматики в процессе ректификации этилового спирта в домашних условиях.

Перед заливкой опоку необходимо обмотать скотчем, иначе формовочный состав при вакуумировании весь убежит. Установленную в пластилин модель накрываем куском трубы и заполняем ее формовочной смесью. Часто вижу комментарии "что за гипс я использую"? Это не гипс, а специальная ювелирная смесь, хоть бы не ленились и гуглили время от времени в промежутках между тиктоком. Конкретная смесь Prestige ORO, соотношение воды и порошка 1 : 2.5. Состав подобран специально для минимальной усадки в процессе прокалки. Засыпаем порошок в воду, после чего быстро и тщательно все перемешиваем, комки тут недопустимы.
Время жизни этого коктейля восемь минут. За это время нужно успеть все перемешать, несколько минут завакуумировать состав чтобы избавится от лишних пузырей, разлить всё по опокам и снова завакуумировать все это болото. Скажу наперёд, что данная процедура полностью исключает корольки на отливках. Раньше без такого оборудования с этим у меня были проблемы.

Подготовка опок перед отливкой. Снимаем скотч, так как он нам больше не понадобится. Литники в виде гвоздей проще удалять, если их заранее окунуть в воск, а внешний нагрев позволит извлечь металл без повреждения каналов. Сверлом делаем небольшую зенковку отверстий. Важно чтобы мусор не попал внутрь. Опоки обязательно подписываем. Если не сделать данную процедуру потом, фиг пойми что-где находится, однажды обжегся на этом этапе.
Прокалочный цикл. Термопара K-типа крайне коварная вещь, тонкая - после нагрева постоянно ломается и требует ремонта, а толстая - как на зло имеет просто колоссальную инерцию и теплопотери через металлические контакты выступающие с внешней части корпуса.

Это приводило к тому, что вместо установленных 700 градусов в печи были все 830. Полный беспредел. Порой это приводило к тому, что открытие дверцы печи испепеляло тебя как Сару Коннор во время ядерного апокалипсиса. Такой режим прокалки никуда не годится, так как формовочная смесь может потрескаться и дать облои на отливках. Молчу уже про обгорание проводов на критических температурах, контакты необходимо располагать как можно дальше от места нагрева.

Простой пример как врёт толстая термопара. Разброс свыше 20 градусов на первой полки прокалки. Экспериментальным путем пришлось проводить корректировку температур. Каждый раз вспоминаю Тимофея с литейной мастерской ARIMF когда запускаю прокалку на этой печи. Термоконтроллер - это его детище, зарекомендовавшее себя во многих литейных мастерских. Недавно у него вышел новый ролик на канале, всем рекомендую к просмотру!
После подбора температур, необходимые 740 градусов достигаются при 655. Измерения совпали как на независимом термометре с термопарой, так и с пирометром.

К каждой формовочной смеси производитель прилагает инструкцию с прокалочным циклом. Вот простой пример для нашего состава. Тут видны конкретные полки по температурам в определенное время. Весь процесс занимает 15 часов. Сильно удивил синий график для фотополимеров, дело в том, что при моментальном нагреве в 500 градусов, опоку, в теории должно разорвать на части из-за огромного количества влаги внутри. А в инструкции для фотополимера Gorky Liquid, цикл отличается от того, что заявляет производитель формофочной смеси Prestige ORO. И вот фиг пойми кому верить. Пойдем как всегда опытным путем.

Для начала нужно определить при какой температуре выгорает фотополимер. Для этого в печке для плавки металла будем плавно поднимать обороты и смотреть, когда ювелирное кольцо начнёт испарятся. Изменение цвета модели начало меняться при 350 градусах. При том выглядело это крайне мистически, кольцо постепенно темнело оставаясь в первоначальной форме до тех пор, пока не превратилось в кучу угля, который больше не выгорал.
Как же так, в прошлом посте я показывал что эта смола сгорает без остатка малейшего следа, а тут такое. Не паникуем. Повторил эксперимент положив кольцо в уже разогретую печь. Изделие за пару часов исчезло, оставив после себя только черный потек на дне тигля. Похоже, что фотополимер при плавном нагреве аннигилирует при доступе кислорода. Много раз пришлось открывать печку в процессе первого эксперимента и это превратило изделие в угли.

Печатаем дополнительные модели для опытов. Возьмем брошь в стиле викингов и установим ее для заливки вместе с обыкновенной восковой моделью. Банка с под оливок будет выступать в качестве опоки. Проверялись разные циклы прокалки и следовательно я попросту не успевал находить металлические банки на местных мусорках.
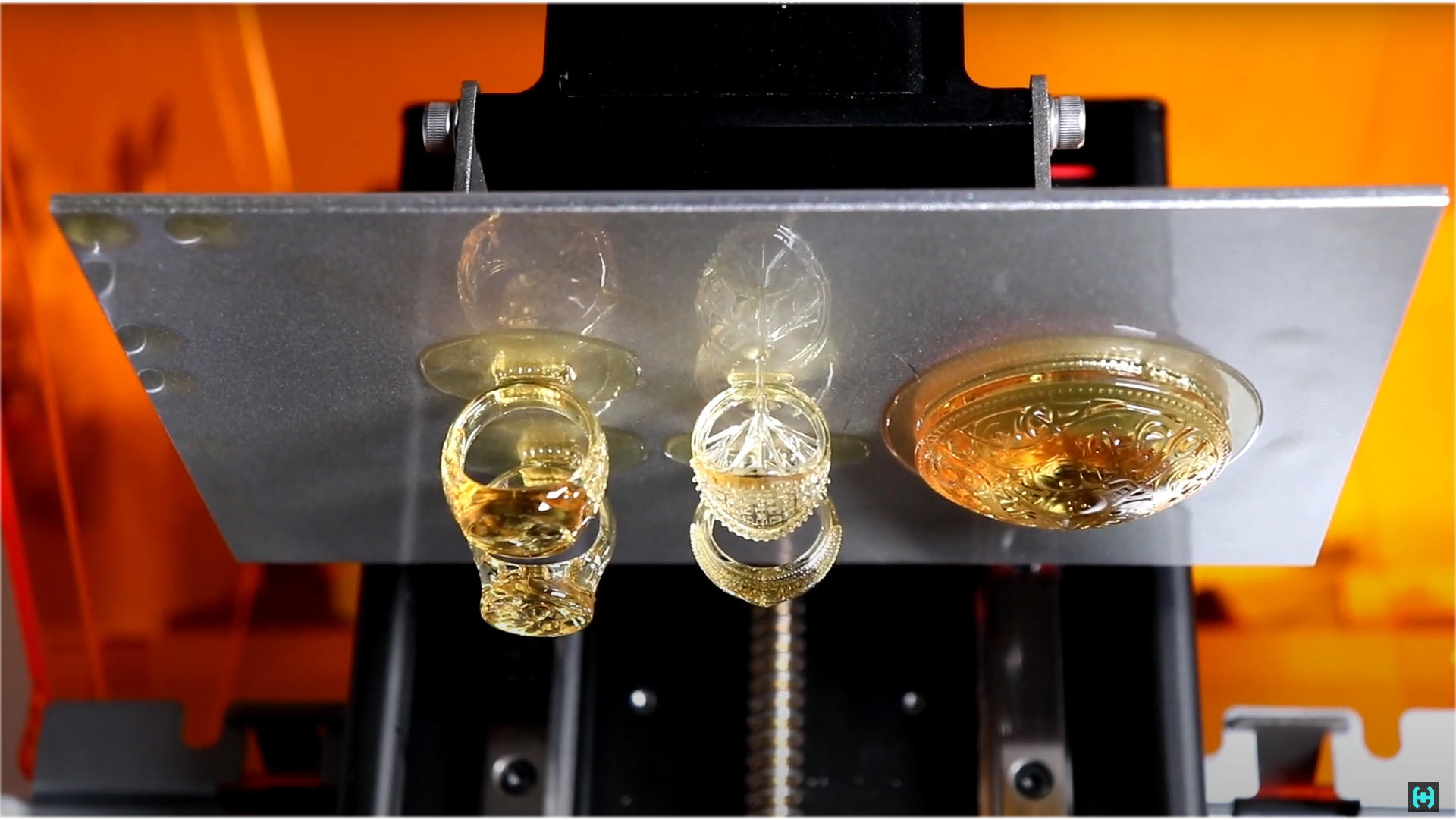
Весь процесс должен проходить в хорошо проветриваемом помещении, иначе дух исходящий из щелей печи завоняет всё. Потому прокалка проходит под кондиционером. Нечего коробке лишний раз перегреваться. Это всего лишь одна треть из тех опок, которые готовились к отливкам, массовое производство так сказать...

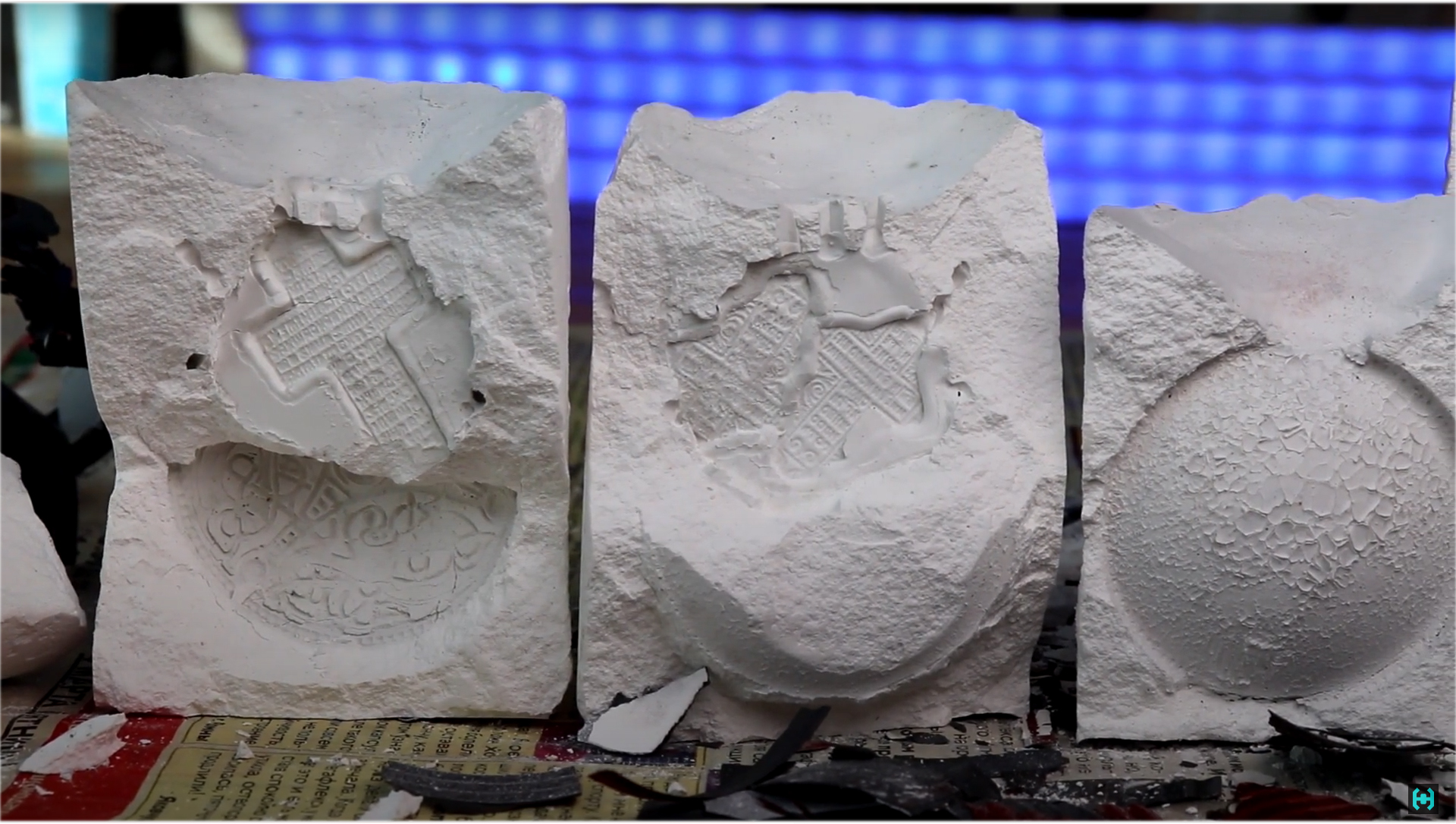
У нас есть три опоки. На последней меньше всего трещин и это неспроста, давайте разбираться. Первый образец. Банка с под оливок хрустит в руках как чипсы во время футбола. Сталь превратилась в труху. Ломаем получившиеся блюдо на две половины и смотри что там внутри.
Данный цикл прокалки длился 7 часов и дело было до коррекции температуры печи. Поверхность формомассы здесь похожа на побелку потолка в погребе, все потрескалось. Теперь самое интересное. Добравшись до изделия из инжекторного воска тут предстала совсем другая картина. Ему абсолютно все равно на нарушение прокалочного цикла, поверхность тут ровная и не имеет видимых дефектов.
Вскрываем вторую опоку, время прокалки 8 часов, температура подбиралась из рубрики пальцем в небо. Что интересного оказалось внутри? Один и тот же крест из инжекторного воска на общей основе показал непредсказуемый результат, одна поверхность идеальная, а вторая покрылась перхотью. Также один из крестов дал трещину.
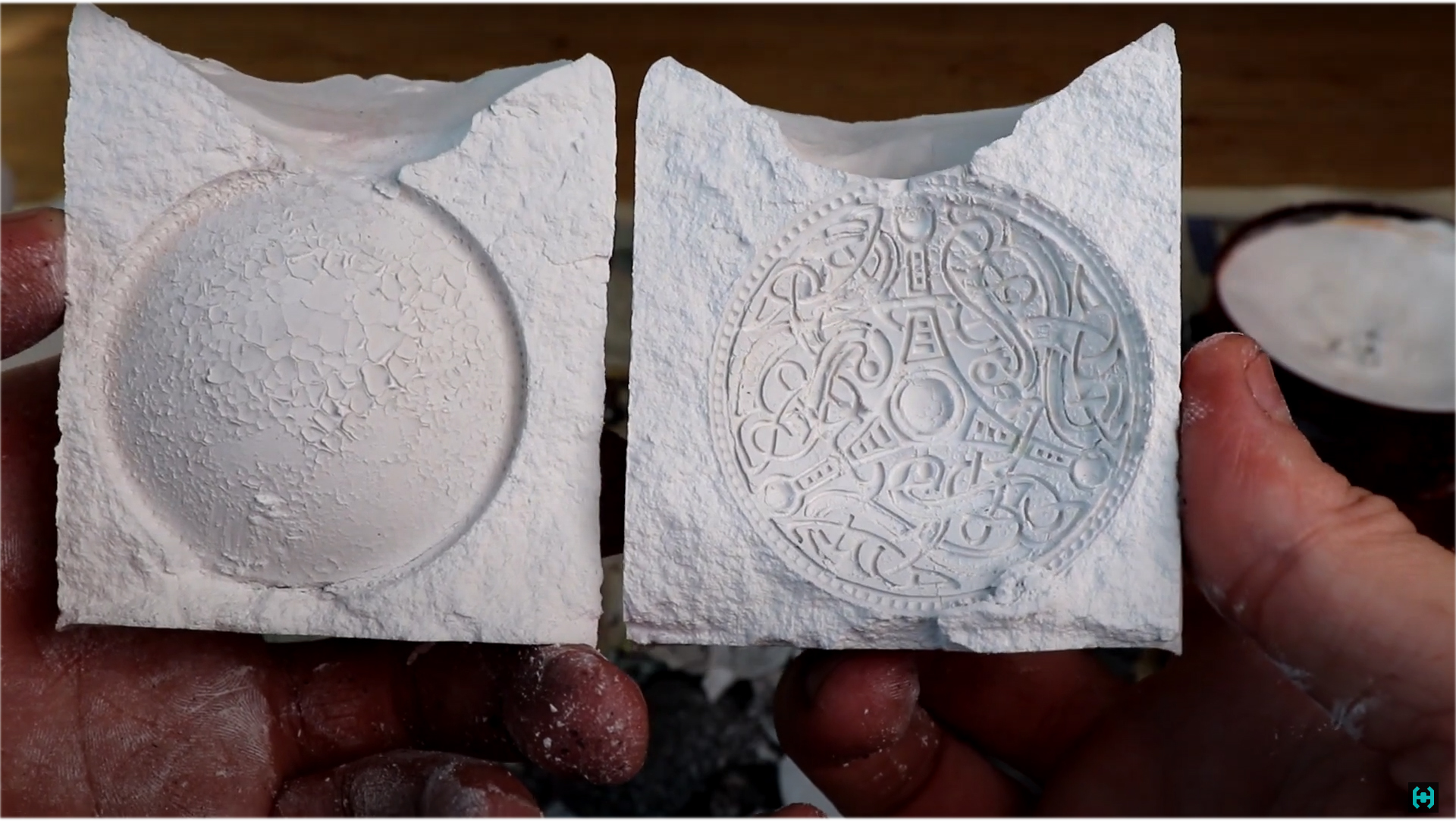
Вскрываем последнюю банку из-под кукурузы. Этот цикл длился 10 часов и был где-то близко к рекомендациям производителя. Этот образец лучшим образом поясняет, почему фотополимер разрушает внутреннюю поверхность. Дело в том, что при недостаточной просушке опоки в составе остается небольшое количество влаги, при выгорании смолы и контакте с водой поверхность смеси разрывает на колбасу.
Потому отсюда следует вывод, что начальные полки просушки следует продлить как минимум на пару часов поверх рекомендуемых инструкцией, особенно это актуально для больших опок.
Коэффициент металла для ювелирного воска и серебра 1 к 11. То есть, если восковка весит 1.56 грамм, то умножаем цифру на 11 плюс пару грамм на литник и получаем количество необходимого серебра для будущего изделия. Для фотополимера это соотношение 1 к 7.5, он значительно плотней в отличии от воска.

Ну что ж приступаем к литейному ремеслу. Рекомендую обзавестись термостойкими перчатками для таких дел, так как инфракрасное излучение муфельной печи запекает руки до состояния шашлыка за пару секунд, а в воздухе стоит отчетливый аромат паленых волос.
Чтобы металл не окислялся во время плавки посыпаем его бурой, она как попкорн при нагреве разбухает и разлетается по окрестностям. Если количество металла большое, то оно прогревается двумя горелками. Ну а дальше как всегда по классике в работу вступает кружка и центробежное литье.

Первый блин комом. Недолив из-за того, что неправильно рассчитал коэффициенты серебра и фотополимера. Или серебра пожлобился, уже не вспомню. Вторая попытка и тоже недолив, в этот раз серебро пробило дно опоки и частично вылилось в кружку. Малость не долил формовочной смеси.
Для плавки металла используется MAPP газ, дающий максимальную температуру пламени примерно 1900 градусов. Честно, таких температур не замечал, но жарит она хорошо по сравнению с обычной бутановой горелкой.

На этот раз серебра положил с запасом. Посыпаю содержимое бурой чтобы метал не окислялся в пламени горелки и прогреваю его несколько минут чтоб был запас по температуре. Самый волнительный момент. Так как это была не первая попытка отливки, на правой руке начали образовываться мозоли, а супруга сейчас в отъезде)
Водные процедуры показали, что на свет появилось новое изделие, нужно его извлечь и промыть в воде. На удивление, модель полностью пролилась всего лишь с третей попытки, что не может не радовать.

Дальше использовал оплавки античной бронзы, которая использовалась в одном из прошлых фильмов, где мы отливали бронзовый кельт. Как найти такую бронзу не спрашивайте, это долгая история и тут есть о чем поговорить.
Плавим бронзу с помощью двух газовых горелок параллельно присыпая содержимое бурой и выливаем всё в графитовую изложницу. Коэффициент бронзы и фотополимера не знаю, количество металла брал на глаз. Машем кружкой. Однажды, увидел соседа в окне, который наблюдал за этим процессом из соседнего дома. Он явно не понимал что происходит, но при этом прожигал меня взглядом. Нефиг заглядывать в чужие окна!
Отливка на удивление получилась со второго раза, на первом забыл включить видеозапись на камере, но там было всё печально, недогрел металл.

Так же попробуем отлить его из латуни. Литейную латунь можно раздобыть из сантехнических фитингов, в конкретном случае это заглушка для трубы. Прогрев пару минут, изделие начало сдаваться и стекать каплями на дно тигля. С детства мечтал приручить металл и превратить его в что-то необычное.

При плавке латуни мне вспомнилась школьная дискотека 2000-х, там играли песни группы "Руки вверх", стоял дымогенератор и стробоскоп, который мигал в толпу обдолбанных малолеток не понимающих суть своего бессмысленного существования. Я часто спрашиваю себя: Что останется от всего этого через миллиард лет? Явно ничего хорошего. С этой мыслью просыпаюсь каждое утро.
Латунь вроде пролилась и оставила на поверхности красочные ярко желтые следы. Дышать цинком очень полезно, потому проводить такую терапию регулярно не рекомендую! Остужаем опоку в холодной воде. С первого взгляда всё замечательно. Видно знак радиохазарда. Но по факту нас ждёт разочарование. Такое чувство, что металл застыл в опоке прямо в процессе маханием кружкой. Всё пролилось кроме верхушки, явно недогрел металл.

В результате насобиралась вот такая коллекция замечательных разношерстных изделий. Некоторые уйдут на переплавку, а некоторым предстоит дальнейшая обработка. Вывариваем заготовки в лимонной кислоте. При детальном осмотре металла, в глаза бросаются края изделий. На серебре они острые, правильные. На бронзе углы вялые, сглаженные. Текучесть серебра явно выше.

Обработка изделий. В ход идёт грубая артиллерия в виде напильников и надфилей. Необходимо убрать остатки литниковой системы и выровнять все плоскости. При детальном осмотре в металле была обнаружена раковина с обратной стороны изделия. Заделаем её припоем для пайки с трёх процентным содержанием серебра. По цвету металл будет отличатся, но это не критично. Алмазной насадкой убираем облои в каньонах рельефа. Ровные плоскости выводим на наждачной бумаге. В начале используем крупное зерно, а затем мелкое по убывающей.
В самом конце использовался мелкозернистый водный камень, поверхность оставил сатинированую с мелкими царапинами. Такой метод обработки часто применяется для клинков ножей. Вся серебряная пыль в процессе обработки металла не выбрасывается, а собирается в отдельный пакетик для последующей переплавки. В результате из этого мусора получилась капля в пару грамм. Отходы превращаем в доходы как говорится.
Параллельно на наждачной бумаге выводим плоскость на бронзовой заготовке. Поверхность в этот раз сделаем матовую с использованием 30% азотной кислоты. Десять минут и готово. Такие изделия в итоге получились. Одно из серебра, а второе из бронзы пролежавшей в земле несколько тысяч лет.

Перейдем к самой интересной глава повествования. Превращение изделия в артефакт. Для этого нам нужен светящиеся в темноте порошок. Достать его можно из старых советских часов или рубильников. Собираем светомассу постоянного действия на основе радия 226 в отдельный пакетик и ... Да шучу я! Такой светонакопительный пигмент продается на алиэкспресс.
Разводим его с эпоксидной смолой, а с помощью шприца заливаем состав в углубление брелка. Эпоксид довольно жидкий и сам растечется по всему объему рисунка. Через сутки получаем два светящихся артефакта. Пару минут работы и брелки можно цеплять на ключи. Удивительно как простая модель напечатанная домашнем на 3D принтере может превратится в изделие из металла.
Пока заряжал люминофор ультрафиолетовым фонариком, заметил, что формовочная смесь на заднем плане начала флюоресцировать красивым желтым цветом. Места где находились восковые модели светятся значительно меньше. Любопытно, но свежая формовочная смесь не обладает подобными свойствами, они проявляются только после прокалки и на этом кадре это хорошо видно.

Для справки. Съемка этого выпуска заняла чуть больше месяца. Пришлось повторять 3 полных цикла прокалки опок, чтобы понять из-за чего шелушится поверхность выжигаемого фотополимера. Платформа на которой проходила прокалка, после всех экспериментов рассыпалась в труху, металл стал похож на засохшую лепешку которая легко ломается руками. Получившийся брелок полностью безопасен, его фон не превышает радиационные поля в Чернобыле.
Параллельно проводилась съемка литья изделий для будущих проектов. В общей сложности использовалось больше сотни грамм античного серебра. В процессе получил пару ожогов горелкой. В дальнейшем планируется модернизация литейного оборудования, будет собран восковой инжектор с подогревом и вакуумный литейный стакан предназначенный для вакуумного литья.
Комментарии (8)

pbw
23.07.2022 00:05Но все же расскажите об античных металлах? Чертовски интересно, особенно про античное серебро.
А что ж горелки для плавки были использованы? Как поживает ваша Мощная Плавильня?

iShrimp
23.07.2022 18:43С серебром неизвестного происхождения надо быть осторожнее, т.к. оно может содержать немалый процент кадмия (в электротехническом серебре - аж до 10%), который при плавлении образует ядовитый дым.

Nocturnal_Rainbow
23.07.2022 05:14+1А можно как-то получить ссылку на качественный светонакопительный пигмент? Не обязательно с АлиЭкспресс, просто интересно побаловаться.

Sancho_SP
23.07.2022 06:48Главный то вопрос: есть преимущества относительно банального литья в землю?

select26
23.07.2022 10:52А почему не фрезеровка?
Мне кажется что такую деталь можно за полчаса получить фрезеровкой.
И использовать остатки повторно, если нужно.



DrMefistO
Когда всё таки Торт.