
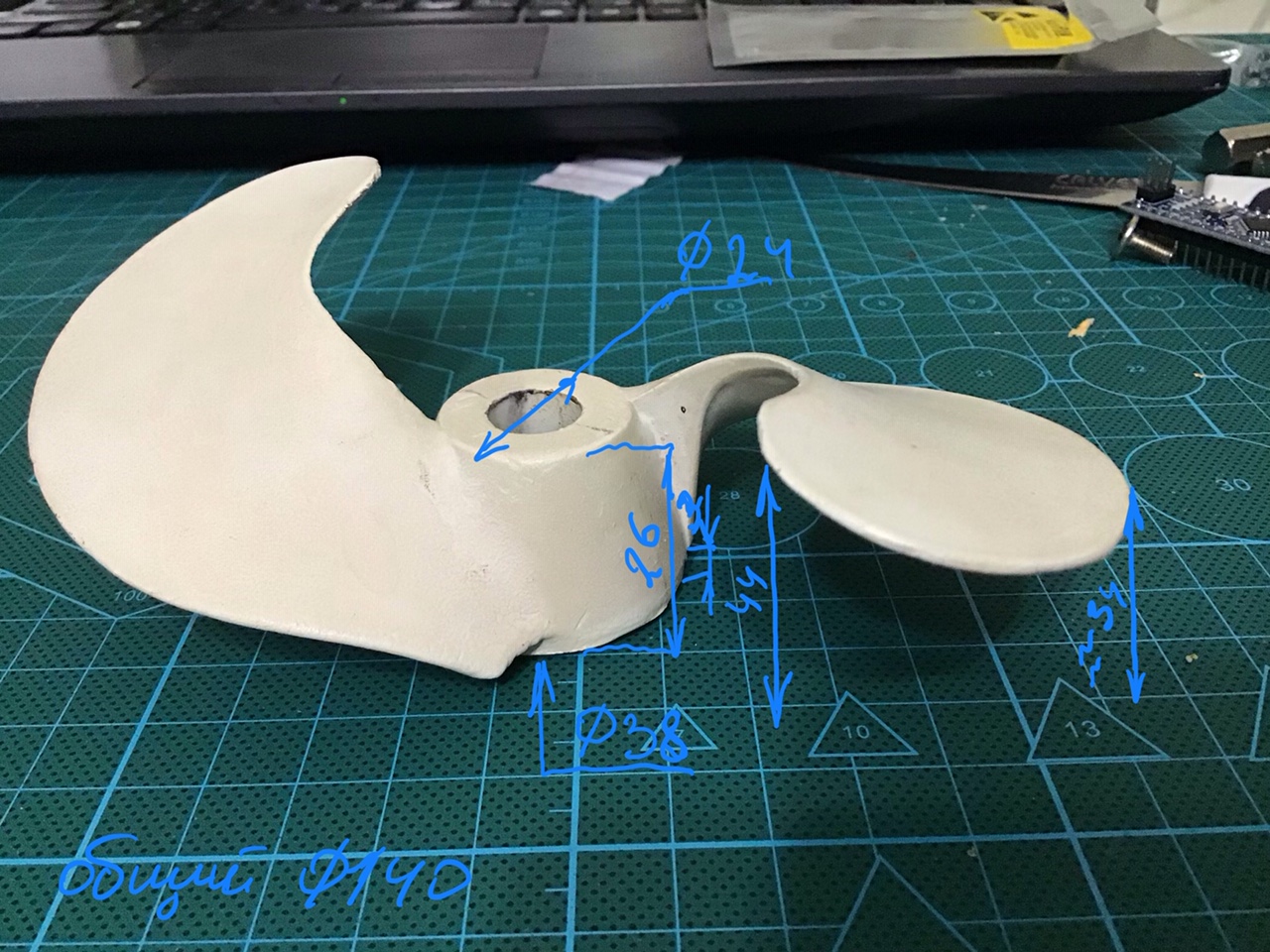
Дядя уже в возрасте и далек от ПК и Интернета, но зато очень любит рыбалку. Конечно же, я первым делом спросил его про покупку винта, но он сказал, что такого, который ему нужен, нет (не нашел). Ему нужен гребной винт типа «незацепляйка» двухлопастной. Принес мне в качестве образца винт, купленный через Интернет в каком-то отдаленном регионе. Но этот винт оказался с противоположным направлением лопастей и чуть меньшего размера, чем хотелось бы поставить на новый двигатель.
Ну что ж, дядю расстраивать не хотелось, так что надо браться за этот проект… Задача состояла в следующем: изготовить двухлопастной винт из алюминия, отмасштабировав по наружному диаметру со 140мм до 180мм, и развернуть направление лопастей в противоположную сторону, то есть сделать зеркальное исполнение относительно образца.
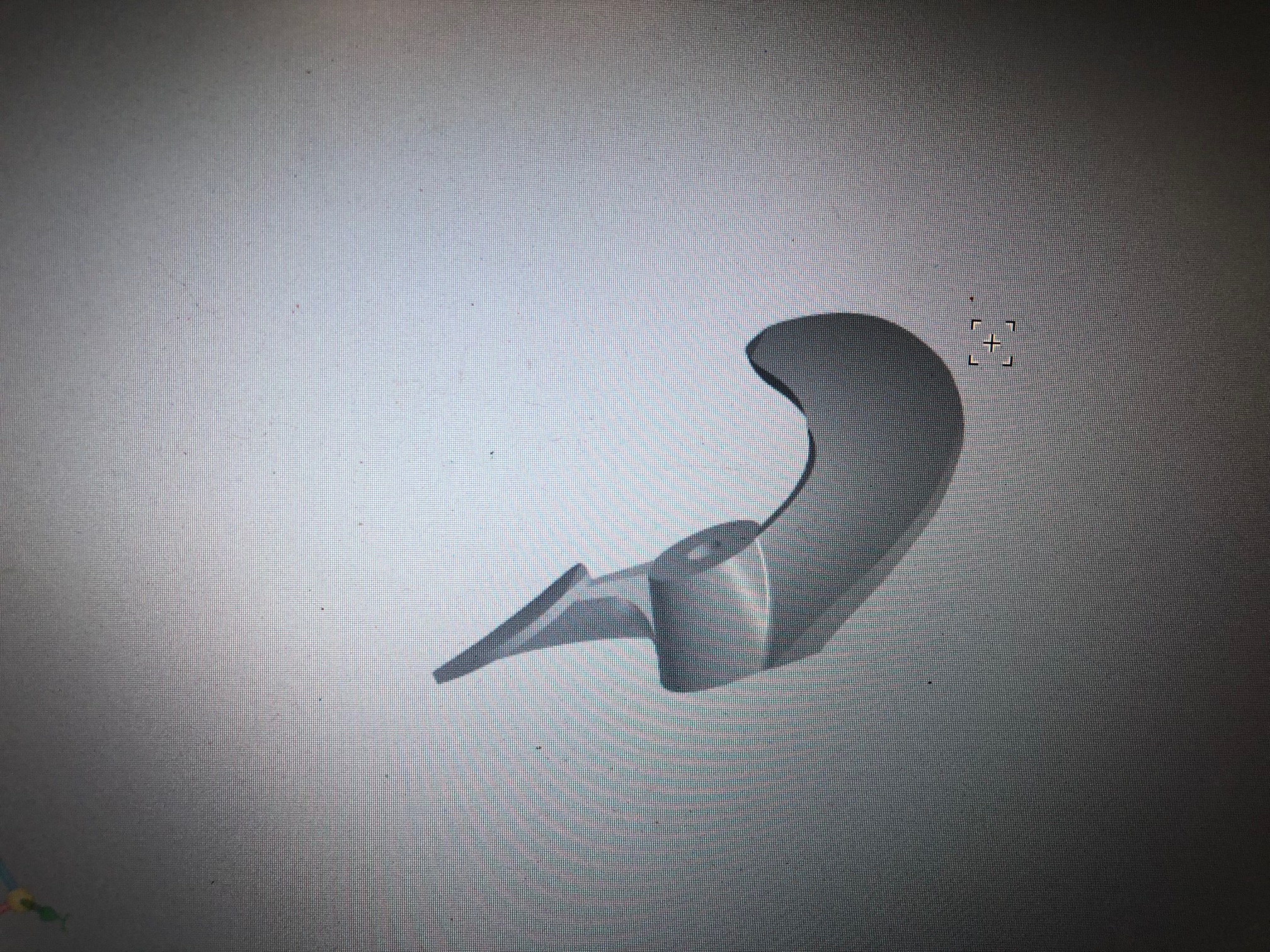
Реализация виделась следующей: оцифровать образец, сделать 3D модель зеркальной, подогнать под требуемый размер и запустить изготовление на станке с ЧПУ.
Сразу возник вопрос про оцифровку, конечно, было бы самым простым решением воспользоваться 3D сканером, но ценник переводит это решение в разряд сложных. Остается вариант делать все руками (на большее фантазии не хватило).
Присел за одну из программ для 3D моделирования и начал творить. Моделька получилась с первого раза, достаточно неплохая, но профиль сечения лопасти прямой, а не аэродинамический.

На данном этапе решил не заморачиваться с прорисовкой, так как эту модель еще как-то надо изготовить из алюминия. Заготовку алюминиевого сплава нужного диаметра и высоты найти не так уж просто и дешево, да и станок у меня слабоват для обработки металла, а обрабатывать такую объемную заготовку со съемом по 0,1 мм тоже нет никакого желания.
В общем, было предложено сделать модель из дерева (или чего-то подобного), доработать ее руками, если это потребуется, а после уже отдать в литейную мастерскую, где по нашей модели отольют конечную деталь из алюминия. Ценник озвучили более-менее удовлетворяющий.
Далее стал продумывать изготовление модели на станке, так как требовалась обработка с двух сторон. Уменьшил масштаб модели, чтобы помещалась в имеющуюся у меня заготовку.
В ArtCAM создал G-code, за начало координат принял центр заготовки. В качестве заготовки взял кусок сосновой доски толщиной 50 мм, нашел в ней центр и закрепил на станке, с боков упер прижимами.

Запустил черновую обработку концевой фрезой диаметром 6 мм, по окончанию поменял фрезу на чистовую коническую с радиусом 1,5 мм. Провел чистовую обработку, после чего выявились некоторые недочеты по работе станка (но про это возможно будет другой пост).

Как не странно, первая сторона получилась на удивление хорошо. Теперь предстояло перевернуть заготовку. Для этого деталь приклеил к тонкой фанерке обработанной стороной, и привернул к станку в то же отверстие с начальными координатами. Фанерку прижал пластиковыми прижимами.

Запустил обработку: черновая, чистовая. Все прошло хорошо, единственное немного отгибало лопасти ближе к кончикам, так как там самое тонкое место. На большой модели этого уже не будет, может даже придется подклеить стоечки для большей жесткости.
Резюмирую: до этого у меня не было опыта в двухсторонней обработке, считаю, что для первого раза получилась вполне хорошая поделка, не без мелких косяков конечно, но куда же без них. Далее предстоит работа над полноценной моделью, но сначала хочется доделать 3D модель и станок, так как, в ходе работы были выявлены некоторые недочеты.
P.S.: Каждый из нас художник и видит по-своему. Я сделал так, как увидел. Уверен, что вариантов сделать как-то иначе очень много.
Всем спасибо за внимание!
Комментарии (54)

kinall
09.11.2019 12:19+4достаточно неплохая, но профиль сечения лопасти прямой, а не аэродинамический
Это взаимоисключающие параграфы, уж простите)
Чтобы не заниматься обезьяньей работой, лучше всё найти где-нибудь подходящую 3D-модель. Дело в том, что у гребного винте основная часть тяги создаётся как раз за счёт профиля. Точнее, у винта с прямым профилем будет очень низкий КПД за счёт кавитации и гидродинамического сопротивления.
Ну или хотя бы на глазок профиль сделайте – всяко лучше, чем сейчас. Да, и, как ни странно, главной (и самой тонкой) кромкой лопасти будет задняя, то есть та, что внутри загиба. Вообще форма винта довольно сложная, так что профиль там может оказаться весьма заковыристый.
CybSys Автор
09.11.2019 13:27Да уж форма винта очень не простая… Если не получится сделать в программе нормальный профиль, то будем потом его в ручную доводить.
А уж потом на практике посмотрим насколько хорош/ плох получился винт.
Еще как вариант смоделировать его работу в cam симуляторе, но это уже «наука» )))vbifkol
09.11.2019 15:29FlowSimulation на винте это действительно тяжело. Тем не менее совсем прямые грани точно никуда не пойдут. Достаточно сделать профиль крыла и протянуть по спирали, уже половина проблем будет снята.
MTyrz
09.11.2019 23:06+1У маломощных винтов с саблевидными лопастями еще и шаг переменный от основания лопасти к концу. Что, кстати, хорошо видно на том винте, который вам принесли в качестве образца. Сдается мне, кстати, что этот образец — штатный винт от ПЛМ «Салют», как раз двухсильного. Было такое чудо от отечественного производителя.
На этот винт, между всем прочим, очень много ругаются из-за низкого КПД.
vbifkol
09.11.2019 12:28+61. что за мотор и какие скорости будут на винте? Если обычные 3-5 тысяч оборотов, то прямое сечение не пойдет, КПД упадет ниже плинтуса.
2. Арткам совсем не для этого. Fusion360, SprutCAM, PowerMill, CAMWorks — любой машиностроительный КАМ лучше.
3. Доска, да еще и сосновая тоже как-то не очень. Я бы взял как минимум ЭППС, а лучше — МДФ, склеил послойно и вперед.
4. Двусторонняя обработка на мягких материалах — сложно и точно все равно не получится. Если очень хочется именно двусторонней — оставьте вокруг вырезаемой модели обечайку с хотя бы парочкой поддержек. И после обработки одной стороны залейте обечайку парафином — это добавит жесткости.
5. А лучше сделайте форму для формы — 2 негатива каждой стороны, потом внутрь нальете того же парафина.
6. коническая фреза не дает пробирать начисто отвесные стенки, я судя по модели они тут есть. Пользуйтесь шариковой фрезой.
7. Качество финишной поверхности определяется «гребешком» между проходами фрезы. Соответственно, выбирайте максимально возможную фрезу, в случае винта я бы работал двенашкой.
ЗЫ. а почем Вы за эту работу взялись? С учетом вышеперечисленного я бы зарядил сумму, сравнимую с уловом этого дяди лет за 100. Ну типа тыр 10-15 за МДФ модель.CybSys Автор
09.11.2019 13:491. знаю только что был на 1,6 л.с. а сейчас на 2л.с. по этому и размер винта требовалось увеличить.
лодка как я понял небольшая, прогулочная…
2. в основном пользовался арткамом, может в последующем перейду на другой кам.
3. доска — это всего лишь для пробы, на данный момент лежит заготовка из влагостойкой финской фанеры, по уверению дяди — это хороший материал. А вот мдф, думаю слабоват…
4. за парафин спасибо! — хорошая идея, а я хотел просто поддержки подклеить )
5. тоже вариант )
6. да уж, это точно, просто в наличие не было, сейчас заказали удлиненную прямую с полукруглым кончиком.
7. диаметр фрезы будет 6мм.
ЗЫ, дядя родственник :) да и задача показалась интересной, + опыт, да и вконце концов не все же мерить деньгами.
ЗЫЫ.: после предыдущего моего поста, несколько человек хотело купить подобную испытательную машину. Спросили про сумму, подсчитал по стоимости нормальной комплектации, а не из того чего сделана она у меня сейчас. В общем все пропали… )))
Но это так… про деньги. :)vbifkol
09.11.2019 16:071. Мощность не главное, вопрос в оборотах. Если дяде надо для трима, медленного передвижения на 1000 оборотов — это одно. Если он будет давить все 4500-6000 оборотов, то там уже гидродинамика посерьезней. Ну и почитайте вообще по винтам, зачем там шаг, зачем площадь лопасти, зачем профиль. Возможно вы вообще не с той стороны зашли.
2. машиностроительный КАМ позволит сделать то же самое быстрее и лучше. Переходите на светлую сторону использования инструментов, адекватных задаче.
3. Фанера щепится и имеет определенную структуру — обработка вдоль и поперек волокна будут разные. В отличие от этого МДФ гомогенный. А сильности там и не надо — Вы же делаете не изделие, а форму.
4-5. велкам.
6-7. По МДФ можно работать самыми простыми фрезами из Леруа, какими-нибудь Кратонами/Энкорами. Там есть фрезы тонком хвостовике с большим радиусом, типа 12-16 мм, например
ЗЫЫ. мое предложение по обмену чего-нибудь полезного на софт в силе :). Могу научить работать в ПМ например.CybSys Автор
11.11.2019 10:341. за обороты особо не спрашивал, задача же сделать винт как можно ближе к образцу.
Я не собираюсь профессионально заниматься производством винтов, это всего лишь одна из поставленных задач, которая должна быть решенной — и не сильно сложно. И я просто хочу это показать, весь процесс от проектирования до литья, я бы и отлил сам, но в данный момент немного ограничен.
2. согласен, я просто воспользовался тем инструментом который знал.
3. тоже согласен, знал про это. Взяв доску, тоже предполагал что могут быть и сколы и не очень хорошая обработка так как фреза шла вдоль волокон в оба направления…
4-5…
6. Было бы несколько кусков мдф, то попробовал бы.
ЗЫЫ. Могу модельку вам прислать, но судя по вашей новой статье она вам уже не особо нужна. Если вы не против то я иногда буду вам задавать вопросы по РМ, в лс?
semennikov
10.11.2019 11:18Про померить. Самое простое и как ни странно довольно точно. Берете омметр(ну или любую пищалку) один конец на винт второй на любой металлический конус зажатый в шпиндель. Рисуете сетку (ну или пишете табличку) и двигаясь по сетке опускаете шпиндель до срабатывания омметра. Записываете координаты Z.
У Вас появилось облако точек, натягиваете поверхность и чистите выбросы. Про системы проектирования-обработки заходите на сайт adem.ru у них есть загрузка на три месяца и много литературы и упражнений для обучения. Рекомендую 3 мерную обработку. Можно и 2,5 но тогда нужно понять по какой плоскости горизонтальной или вертикальной двигаться
semennikov
10.11.2019 11:28Еще о сканировании. Посмотрите habr.com/ru/company/xakep/blog/134488 и сам сайт разработчика www.david-laserscanner.com. Может будет проще сделать хорошую 3D модель
sda198x
09.11.2019 18:031) Из общих соображений времен обучения в институте МЖГ, прямые профили это беда, так как почти не возникает аэродинамическая сила вокруг профиля, а отсутствие «крутки» самого профиля от корня к периферии — беда из-за изменяющейся (очень сильно) окружной скорости.
2) Да, арткам не для того, но у человека по всей видимости был опыт работы только с ним. Любой CAM требует освоения, не считая извечную проблему с постпроцессорами.
3) Я бы взял любую березу, и переклеил с разным направлением волокон, аля перпендикулярно.
4) Обработка тонкостенных вещей на любых материалах это вечный источник проблем у вашей/нашей 5 точки. Однозначно прорабатывать варианты мостов на кромках периферии винта.
5) Если это мастер-модель для литейной формы в землю, то вполне себе вариант. Ну а так — фрезерование 2х половин, литники и прочие прелести.
А вот, что по поводу самой обработки. С поправкой на DIY, он же колхоз, он же гараж, я отлично отдаю себе отчёт, что станок без автоматической смены инструмента.
i) Что же, модель выполнена в Компасе (возвращаемся к вопросу об инструментах и владения ими, намой взгляд — выбор неудачный). В нём ли, либо в других САПРах, проверяем минимальную кривизну поверхностей. Это и будет отправной точкой в выборе радиуса шаровой фрезы (рекомендую выбрать на 1-2 мм меньше от min кривизны поверхностей).
ii) Черновые выборки делать с шагом по Z около 5-6 миллиметров, отдельно подбирать ступени до 2-3 мм. Я так понимаю, патрон под маленькие цанги, так что для черновой обработки берём торцевую фрезу диаметром 6, 8 или 10. S10000...6500, F1200...1600
iii) Форма проходов чистовой обработки в идеале должна повторять линии профиля лопасти, если Павел CybSys предоставит модель, я покажу, что имеют в виду. С меня nc с координатами и скриншоты, с Павла — новый пост для хабра после работы над ошибками.
Ступицу винта растровыми проходами, в результате которых появляются вертикальные опускания и поднятия по Z — очень плохая практика, даже для инструмента, имеющего длинную режущую часть, как у его китайской «морковки».
iv) Качество финиша поверхности зависит от множества факторов, вот пример тех, которые видно и понятно как работают на этапе расчета программы:
* радиус шарика (чем больше, тем гребешок меньше)
* шаг проходов (чем гуще проходы, тем гребешок меньше)
* выбранная стратегия расчета проходов. К примеру, растр, ходы которого направлены вдоль подъёма поверхностей, даст хуже результат при том же шаге, чем раст, ходы которого идут поперёк.CybSys Автор
11.11.2019 10:541.
2.Пока знаю только артам, но буду изучать PМ.
3. Березы не было. Взял то что нашел в гараже. Для следующих образцов возьму уже куда более лучший материал для моих целей.
4. та как сама по себе деталь имеет конструкционные особенности, то и делалось можно сказать на скорую руку для проверки и выявления этих особенностей.
5. Литники и прочее потом вручную подклеим, скорей всего деталь придется все равно в ручную дорабатывать.
в последующем буду брать фрезу с радиусом 6мм.
с такой глубиной выборки и высотой ступеньки делал.
цанговый патрон ER11 — маленький.
Модель предоставлю, пост с радостью напишу, но не быстро, так как есть тут у меня тут свои трудности.
Вся обработка была растровая.

Procyon_lotor
09.11.2019 21:57На счет точности, зависит от того, какая требуется. Десятые доли вполне реально поймать. Только придется подобрать заготовку с некоторым запасом, чтобы при перевороте было чему упираться в стол. Противоположную сторону заготовки проточить, чтобы она стала параллельной столу, если это не так. Проделать пару сквозных центровочных отверстий минимального размера, на максимальном расстоянии. Помнить о том, что идеально закрепить деталь после переворота не получится, все равно может съехать при закреплении. Поэтому надо будет воспользоваться станком, как КИМ — измерить и вычислить смещение и поворот заготовки после переворота. И уже после этого готовить траектории инструмента в САМ-системе для второй стороны.

engine9
09.11.2019 12:59+8Бюджетное 3Д сканирование можно сделать при помощи цифровой фотокамеры и метода фотограмметрии используя свободное ПО MeshRoom.
Только нужно предварительно покрыть модель белой матовой краской (хоть гуашью) затем нанеся на неё хаотичные крапинки. Например, при помощи зубной щетки, отгибая щетину и брызгая жидкой краской. Важно получить обилие метких деталей на поверхности, за которые алгоритм будет «зацепляться» при реконструкции. Еще важно снимать при равномерном, мягком освещении.CybSys Автор
09.11.2019 13:34-3я быстрее смоделировал на пк вручную чем все эти манипуляции проделывал бы
engine9
09.11.2019 14:02+2Согласен. Тогда пригодится для других читателей, если потребуется что-то сложное реконструировать.
Procyon_lotor
09.11.2019 21:36+2Можно было, кстати, воспользоваться своим станком, как босяцкой координатно-измерительной машиной, если система управления позволяет видеть координаты и винт помещается в рабочее пространство станка. Самое тонкое сверло, тонкая бумажка и можно было бы получить облако точек, какое не лень, практически с точностью станка. Даже лучше не облако, а серию сечений, через которые в любом CAD-e достаточно легко провести поверхность.
Daddy_Cool
09.11.2019 19:25Спасибо за инфу. А без белой краски никак?
По идее по нескольким проекциям можно сотворить 3D. Типичная задача по черчению так и выглядит — по двум видам построить третий. По идее можно сфоткать, дальше в векторном редакторе обрисовать линиями — т.е. получить 2D-эскиз (несколько штук), а дальше алгоритм может восстановить 3D. Неужели такого не наваяли еще?Procyon_lotor
09.11.2019 21:20+2Алгоритмы, которые восстанавливают изображения по фотографиям, ищут одинаковые точки, на разных изображениях. Чем больше видно, тем точнее результат. Блики мешают алгоритму. Поэтому, идеальная поверхность — матовый гранит. Нет бликов, мелкий неповторяющийся рисунок по всей поверхности. Лайфак для прозрачных и зеркальных поверхностей — обсыпать пудрой. Одноцветные матовые поверхности подсветить из проектора «картинкой гранита» и прочими полосками (т.н. структурированный свет).
Daddy_Cool
09.11.2019 22:17+1Посмотрел видео по MeshRoom — очень интересно. Правда объекты берут сложные. Можно будет попробовать.
engine9
09.11.2019 22:05У autodesk есть софт позволяющий сопоставлять фотографии по ключевым точкам. Но я им не пользовался, только туториал видел.
Можно примерно похожее сделать в blender. Маркером или иным способом нанести на модель контрастные метки, снять видео (или серию кадров) и сделать трекинг этих отметок. Реконструировать их положение в пространстве. А затем используя маркеры реконструировать модель. Но по трудозатратам, мне кажется, одинаково с фотосканированием.

NiceDay
09.11.2019 15:08+1я не специалист, но раз уж отливать собираетесь, то почему нельзя сделать форму, отлить в парафине, спилить лопасти и прилепить их нужной стороной и с этого уже отливать изделие?
avost
09.11.2019 15:42почему нельзя сделать форму, отлить в парафине
Наверное, потому, что в условии задачи стоит масштабирование?
спилить лопасти и прилепить их нужной стороной
Думаете, если гайку с левой резьбой повернуть нужной стороной, то таки получится накрутить её на болт с правой резьбой? Ну, или, хотя бы левый ботинок на правую ногу? :)
NiceDay
09.11.2019 16:35с гайкой — нет, но если лопасти поменять местами, то их направление изменится. с масштабированием не поможет, но это рациональное пожелание, несколько я понял. винт с нормальными лопастями будет иметь большую производительность, нежели чуть больший, но как вышел на модели.
vbifkol
09.11.2019 16:59Лопасти ассиметричны, просто поменять местами не получится. Работать будет, но КПД сильно упадет. Нужно именно отразить.

vitalijlysanov
09.11.2019 17:59Зеркальность можно получить изменив данные текстового формата STL
Ниже данные одного из треугольников формата STL
solid
facet normal 0.000000e+000 -9.144431e-001 4.047146e-001
outer loop
vertex 2.350000e+001 -1.070718e-001 1.283354e-001
vertex 2.425000e+001 -1.070718e-001 1.283354e-001
vertex 2.350000e+001 9.528544e-002 5.855569e-001
endloop
endfacet
Это задача для школьников.
Прочитать файл, заменить знак на одной из координат и записать новый файл.
Вычитанием можно заодно и сместить координаты.
Нормаль:
facet normal 0.000000e+000 -9.144431e-001 4.047146e-001
можно не трогать, обычно все программы сами по новой нормали считают.
vitalijlysanov
09.11.2019 23:02Ошибка, изменять знаки нужно в первой колонке, это координата X.
Y и Z остаются без изменений, получим зеркальность.
Вычитанием можно вернуть координаты на свое место.
Координаты можно умножить на любой множитель, это получится масштабирование. Это если есть нормальный профиль винта, только другого размера.
Формат STL это стандартный формат для станков ЧПУ.
Компас 18 может вычитать и складывать детали в этих форматах, правда поверхности должны быть замкнутые, тогда все преобразуется в тела, а с тела можно вычитать и складывать.
Программа Numpy.Stl может прямо брать STL формат и преобразовывать в координаты. Дальше можно включать зеркальность и масштабирование.
gregor58
09.11.2019 18:13Как водномоторник не в первом поколении, скажу. Автор, дядя ваш занимается фигней. Нормальных гребных винтов к маломощным моторам японцами (Ямаха, Хонда, Ниссан, Сузуки) наделано куча. А у этих компаний ресурсов для их разработок явно побольше будет. 2 л.с. это «мотовесло» а не мотор, поэтому все «махинации» с винтами из разряда «коту делать нечего, он...». Не занимайтесь ерундой. Посмотрите настоящую технологию изготовления гребных винтов, если вас это заинтересовало.
CybSys Автор
09.11.2019 18:24Сам я далек от водомоторного отдыха. Разумеется я у дяди спросил про поиск в Интернете и покупку, но он сказал что не нашли, такой какой хотелось, а хотелось именно двухлопастной «незацепляйка» — ну запал ему этот винт и все, я как не специалист — аргументировать ничем. Сам в Интеренете видел продажу большого множества различных винтов, в основном конечно с тремя лопастями. По заверению дяди винт с тремя лопастями наматывает на себя траву, а этот «незацепляйка» ее режет…
Amor-roma
09.11.2019 18:13Если вы планируете отдавать в литейку то проще сделать модель из экструдированого пенопласта высокой плотности или модельного воска плотность. Что будет быстрее для прототипирования на ЧПУ и дешевле и качественнее в литейке. Дополнительно можно в случае восковой модели немного добавить воска если сняли лишнего, пенопласт желательно тоже обработать воском для получения гладкой поверхности. (качество будет лучше лучше за счёт того что модель будет выплавлена из формы (воск) или выжжена (пенопласт) и форма для литья будет не разборная, по сути вы получить после литья практически то что засунули в форму. После шлифовки и полировки можно получить очень достойный вариант.
longtolik
09.11.2019 19:24Также можно было бы профили задать формулами. Наши, российские системы ЧПУ могут в реальном времени рассчитывать координаты и выводить их в станок. Только тогда надо поворотный стол (ось A) приделать.
vbifkol
09.11.2019 19:44Да бОльшая часть серьезных стоек (и некоторые несерьезные) поддерживают параметрическое программирование, включая тяжелую тригонометрию. Только Вы готовы описать винт формулами и потом занести это в стойку?
longtolik
09.11.2019 20:18Ответ попал ниже, (из почты отвечал, не сработал Хабр). Вот шнек по формулам делал под квадратную бутылку. У него пять участков, заход с одним постоянным шагом, участок с этим же шагом, кусок с плавным изменением шага от входного к выходному, участок с постоянным выходным шагом и ещё немного для выхода фрезы.
https://youtu.be/j8Vv52AiGk4
А что, надо? При наличии пропитанных шпал :) сделаем не только винт, а лопатки для турбин или ещё что.
CybSys Автор
09.11.2019 20:00Некоторые еще умеют и проекцию строить если вместо инструмента вставить специальный щуп/ датчик. Можно еще построить тыкая например фрезой по поверхности, но это надо покрыть всю деталь электропроводящим материалом.
Paskin
09.11.2019 22:26STM-овский TOF-сенсор VL53L0X стоит около 10 долларов уже напаянный на плату. Точность около 1 мм на 2 метрах.

checkpoint
10.11.2019 04:58Работаю с этими датчиками. Где вы там увидели точность в 1мм? По даташиту, самый оптимистичный вариант — 3% от 120см, что составляет 36мм. По факту получаются все 72мм.
Ну и самая главная проблема — что делать с полученными данными? Я как-то сканировал небольшую модель — ручку от винтажного комода (120x40x40мм) зондирующим методом, полученный Mesh не смог переварить ни один CAD/CAM (кроме Спрута) — тупо виснут и крэшатся от такого количество данных. Спрут, на удивление, справился и позволил построить траектории обработки для ЧПУ.
Pavel9860
09.11.2019 20:03+2Отсканировать подобные детали где-то 2т.р. стоит. Точность около 0.1 мм.
Для актуальности статья должна заканчиваться фразой «напечатал на 3D принтере» (и отлил потом из алюминия) с фотографией котиков
longtolik
09.11.2019 20:06Нужда заставит, как говорится. Не такие уж там и сложные формулы, думаю. По нескольким точкам вычисляются функции, по функциям — промежуточные точки.
Винт мне не нужен был, а шнеки с переменным шагом под разные профили продукта я делал. Ещё 3D графику для OpenGL и WebGL. Processing использовал для визуализации.
А для моделирования Rhinoceros (RhinoCAM) с их сплайнами тоже можно для таких деталей применять.
kinall
09.11.2019 20:12Если хотите сделать действительно толковую вещь, то очень советую сходить вот сюда: forum.katera.ru Не исключено, что там и готовые 3Д-модели у кого-нибудь завалялись)
DonAgosto
09.11.2019 20:33Присел за одну из программ для 3D моделирования и начал творить.
Я бы для начала посмотрел насчет готовых моделей. На том же грабкаде попадаются вполне приличные, которые в любом параметрическом софте несложно переделать под себя. Например — grabcad.com/library/16000dwt-bulk-carrier-propeller-1
poznawatel
09.11.2019 20:49Лучше переделать на гребные колёса — никакого зацепляния, работы меньше и КПД — максимальный.
checkpoint
10.11.2019 05:00Водомёт — удел мастеров! :)
poznawatel
10.11.2019 06:16Если своё свободное время и мощность двигателя девать некуда — то да. В водомёте к потерям на закручивание струи добавляются гидравлические потери внутри канала и потери от того, что выбрасываем мало воды с большой скоростью.
dragonnur
11.11.2019 22:12+ гравитационные на «поднятие» массы воды на высоту (разность положений между обычной для стационарных, да и для подвесных всасывающей воронкой и выхлопным устройством). От потерь на закручивание спрямляющим аппаратом можно побороться

Squoworode
10.11.2019 23:56конечно, было бы самым простым решением воспользоваться 3D сканером, но ценник переводит это решение в разряд сложных
Я слышал, можно Kinect как 3D-сканер использовать
Zmiy666
11.11.2019 07:49+1Мы в деревне лили винт по пенопласту. Времена были тяжелые, а моторку нам — детям от 8 до 14 очень хотелось и если мотор мы смогли взять от старой бензопилы, то вот с винтом были проблемы. Посему решили попробовать отлить. Нашли на свалке кусок пенопласта, какого не знаю — но довольно плотный и мелкозернистый. Из него аккуратно вырезали винт по форме. — Сначала насадили на дрель и раскаленным ножом аккуратно придали пенопластовой болванке цилиндрическую форму, а дальше аккуратно срезали. В качестве образца взяли фото винта от лодки из какого-то старого журнала про охоту и рыбалку. Довольно долго спорили, как оно должно быть, но смогли сделать почти ровно. Дальше взяли песок, смешали с сухим цементом — в картонную коробку насыпали на треть смеси, положили пенопластовый винт, аккуратно засыпали до краев, воткнув в лопасти два карандаша, чтоб они выступали сверху. Утрамбовали, полили водой и дали постоять почти трое суток, пока мы собирали люминь по всей деревне, ложки и вилки, старые кастрюли, провода и еще разная фигня… накидали это в железный котелок, его в яму с углем и раздувать через обломок чугуниевой канализационной трубы самопальными мехами. Дальше вынули карандаши и через воронку, сделанную из консервной банки, залили жидкий алюминий внутрь формы. Дали ей остыть еще сутки и раскололи молотком. Вышло на удивление хорошо, сам винт еще слегка ошкурили и доработали напильником и в итоге он честно прослужил почти 12 лет, сначала на нашей старой лодке, с мотором он бензопилы, потом на лодке друга, с мотором от мотоцикла… нареканий не было.
Ничего не предлагаю, просто делюсь своим способом сделать лодочный винт)
vbifkol
11.11.2019 08:08+1Попробовал описать обработку аналогичной детали в PowerMille.
Заценяйте-сравнивайте с арткамом.CybSys Автор
11.11.2019 10:19Буду изучать РМ )
Как то не думал что моя статья приведет к такому решению, ведь я предполагал что в изготовлении модели особой разницы не будут, главное как можно быстрее и без особых затрат сделать эту модель винта… Разумеется я понимаю что есть большая разница в стратегиях изготовления.
anton19286
11.11.2019 11:31Для литья можно модель на 3Д принтере печатать. Делал шестеренку, отдал PLA деталь литейщику, тот её прилепил вместе со своими восковыми и отлил из латуни. Я опасался, что после выжигания пластика в форме останется зола и на зубьях могут возникнуть пустоты, однако всё получилось нормально. Только усадку процента в 2 надо учитывать.
Как модель винта построить, почитайте в книжках, например: Справочник по малотоннажному судостроению — Мордвинов Б.Г.
Рисовать нравится в Fusion 360, лицензия бесплатная, если для себя или бизнес у вас небольшой.
new_bember
Арткам не лучшая программа для таких моделей. В Power Mill обработка интереснее. Коническая фреза тоже, она больше для рельефов.
CybSys Автор
Возможно. просто с Power Mill не работал
ISeptember
Я бы рекомендовал sprutcam, там есть отдельная стратегия для обработки лопаток