

Получилось! На основе расчетов было изменено 2 параметра и печать нейлоном/капроном удалась очень хорошо.
Как вы знаете, я занимаюсь изучением и конструированием головок для hotend – то есть головок FDM 3D-принтеров. Есть такое направление конструирования этих принтеров как RepRap. Суть идеи — конструирование 3Д принтеров, которые могут делать детали для воспроизводства самих себя, что собственно и означает сокращение RepRap.
Так вот, время от времени я посматриваю на reprap.org/wiki/Hotend_theory – статью о теории этих самых головок. Раньше было совсем мало. Теперь больше, но в основном вопросы. Некоторые из них (оба) я закрыл для себя год- полтора назад. Правда возникло много других. Значит мне есть что написать.
Это предварительное сообщение, без формул, расчётов, картинок (картинки есть, но мало) и графиков. Чистая лирика, без формул, одни выводы. Без конкретных советов и схем головок — последний вариант очень даже ничего, но суть в полученном знании. Сейчас я более уверен в своих расчетах и они даже, кажется работают, почему и пишу. На радостях. Кое-что ещё предстоит проверить, особенно это касается Турбулятора. Это штучка, в головке, которая может увеличить производительность головки по жидкому пластику в разы при прочих равных параметрах.
Так вот, ближе к делу. После накопления определённых знаний при конструировании головок, в основном для испытательного стенда, я решил сменить головку в своём принтере. Там стояла тоже моя самоделка, только совсем старая и с капроном это печатало не очень хорошо. В процессе изготовления по моим расчетам пришлось кое что переделывать в конструкции для технологичности и дорабатывать и дополнять свои расчётные методики. По итогам – я сделал головку. При попытке печатать, почему-то никак не удавалось добиться прилипания расплава полиамида к столу покрытому каптоном.

Кучка обрывков неприлепившихся первых слоев. Надо не гадать, а считать!
Так как хозяйство своего принтера я знаю вполне хорошо, я был уверен что вопрос в головке. Во время серии опытов по выдавливании лески в воздух я заметил очень интересный эффект
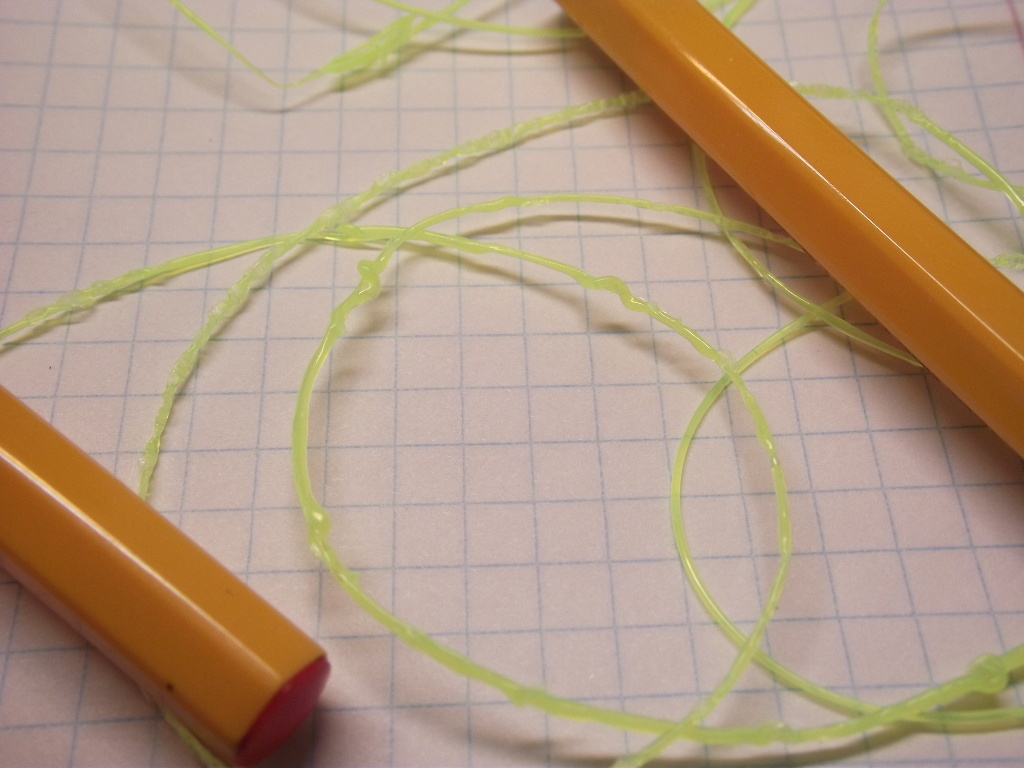

В горячем виде, вживую была заметна как-бы нитка в центре струйки расплава, возникающая при повышении скорости экструзии, на которую нанизываются витки жидкого вязкого расплава.
Так же в процессе этой операции я хорошо переделал файл для расчёта головок. Теперь он позволяет не только посчитать тепловые потоки из головки, из радиатора, в место крепления головки, тепла уносимого с пластиком (нагляднее сказать – холода приносимого с филаментом), но и прогрев филамента в глубину, в динамике, в том числе для случая с перегревом выше рабочей температуры ( То есть температура нагрева – выше нужной для расплавления, но мы считаем время по достижении центром рабочей температуры).
Расчёты показали что образование этой самой нитки, есть прямое следствие непроплавления филамента до центра. Причем вполне точное совпадения расчётного времени плавления и фактического, полученного из расчёта скорости экструзии. Образование нерасплавленной нитки заодно как-то объяснило (ещё вариант – пары воды, их там немало, но почему возникают скачком?) образование плоских пузырей на леске при больших скоростях.
Тогда я посчитал, всё с тем же файлом, унос тепла с приходящим филаментом (он поступает холодный, а вытекает нагретый / расплавленный и влияние его на температуру головки.
Тут есть ньюанс – в моих опытных головках я использовал самодельные термопары с самодельным ПИД-регулятором. В этом случае инерционность регулирования очень мала. В принтере у меня стоит головка с термосопротивлением. Это приводит к немалой задержке регулирования температуры. Так вот, при задержке 3-5 секунд, температура головки из-за уноса тепла филаментом могла упасть на величину до 10?С. А я рассчитывал рабочий режим исходя из температуры головки 245?С и прогрева середины до 235?С. Но при таком отъёме тепла филаментом температура сердцевины могла опуститься до 225?С, а это уже резкий рост вязкости. Так получалась нитка тянущегося пластика, она отрывала прилипающий к подложке горячий слой при движении головки.
Таким образом, я посчитал необходимые изменения: — увеличить температуру нагрева головки до 255?С (если использовать более быстрый термодатчик и быструю систему регулирования температуры головки – хотя бы ПИД, но еще возможна предиктивная / предсказательная система регулирования температуры).
Также снизить скорость подачи до рассчитанной теоретически по скорости расплавления.
Дело в том, что для компактности головки я сильно сократил её длину – отсюда и меньшая скорость экструзии по сравнению с опытными экземплярами.
И вот, внеся изменения, я запустил на печать сначала тест, а потом и изделие. Всё пошло очень хорошо, даже коробление, которое всегда было бичом при печати полиамидом, не было большим.
Я это воспринял как пример того, что теория описывает процессы адекватно и может не только объяснить их, но и предсказать некоторые важные параметры.
В её основе нет ничего удивительного или сильно нового.
Важными для описания происходящего в головке являются процессы – теплопроводности и вязкого течения.
Суть в том что филамент расплавляется не сразу. Скорость теплопередачи для пластиков – низкая, теплоёмкость достаточно высокая. Из основ физики мы знаем что большинство веществ плавятся сразу, как только их температура достигнет точки плавления. Так как расплав пластика жидкость очень вязкая, внутреннее перемешивание для него не характерно. Оно (течение) ламинарно (это определяется критерием Рейнольдса, для более вязкой жидкости вероятность турбулентного движения падает), то есть слои не перемешиваются, температура передается в основном теплопроводностью.
В случае, если центральная часть филамента не проплавляется, возможна закупорка, и как мы видим, другие варианты препятствования нормальной печати. Кстати, в случае пластика ABS, картина непроплава совсем другая, там видны в почти прозрачном расплаве мутные островки – ниточки, но пузырики тоже бывают. Правда вроде бы прилипанию при печати это не мешает. По крайней мере не сильно мешает, как я понимаю.
Значит скорость работы головки определяется скоростью полного проплавления филамента до центра. Это происходит передачей тепла от слоя к слою. Время нагрева определяется из притока тепла, массы и теплоёмкости слоя. Следующий слой получает тепло всё от той же стенки головки, но путь, который проходит тепло станет длиннее, а значит больше тепловое сопротивление, значит скорость прогрева станет меньше и так до центра – всё медленнее и медленнее. Правда масса цилиндров уменьшается за счёт уменьшения их диаметра.
Таким образом фактор определяющий производительность головки по расплавлению пластика – длина нагревающей части. Я пробовал играться с «горячим радиатором», это действительно, некоторым образом увеличивало скорость работы, но возрастала опасность пробкообразования, если не контролировать температуру радиатора. Чем длинее нагревающая часть, тем выше производительность по плавлению. Зависимость – линейная. Да, да! Линейная. И, кстати, производительность для разных диаметров филамента тоже практически одинакова. Это однозначно следует из расчётов. Да, время полного расплавления растёт пропорционально квадрату диаметра. Но и площадь сечения филамента, а значит объём единицы длины, тоже пропорциональна квадрату диаметра филамента.
Следующий важный момент, который влияет в очень большой степени:
— Сопротивление сопла. Увы, я тоже когда-то заблуждался, как и авторы вопроса в reprap.org/wiki/Hotend_theory о форме сопла. Это давно решённый гидродинамикой вопрос, ответ на который можно найти даже в самых обычных учебниках. Я пользовался «Процессами и аппаратами химической технологии» Касаткина. Не рекомендую. Путаная книга, но я по ней учился. И жил, и выжил. Ответ – сопротивление в основном определяется диаметром сопла, вязкостью жидкости и длиной участка сопла. То есть делать его вытянутым или хитрой параболической формы не имеет смысла. Я это просчитывал и проверял экспериментально. Правда вариант с вытянутым соплом, кажется очень подходит для ручек-принтеров. Там, важно что получается очень ровная, совсем не раздувающаяся из-за межслоевого трения леска. Но сопротивление высокое, очень высокое.
Правда в данном случае мы говорим, о ньютоновских жидкостях. Неньютоновость жидких расплавов полимеров мне экспериментально увидеть не удалось. Давишь больше – она больше и течет. Потом затыкается – уже из-за непроплава, или продира лески хобболтом, или проскальзывания хобболта. Это же сопротивление будет иметь место и на всём участке плавления. Его доля достаточно велика, особенно в случае сопел больших диаметров (0,5 мм и больше). При этом в случае филамента меньшего диаметра эта составляющая будет относительно больше.
Так что для резкого уменьшения сопротивления на участке сопла, надо просто его делать очень тонким. В смысле – тонкий канал сопла. Но тут уже латунь будет нехороша. Сталь, стальная фольга. Тогда можно говорить о соплах на 0,1 мм. Если делать отверстия электроэрозионно, то должны работать и меньшие диаметры, при приемлемых скоростях печати.
С печатью мелких деталей разобрались.Если контур стенок делать тонким соплом, а заливку ядра детали делать соплом большого диаметра, можно получить хорошую скорость печати при высокой детализации (возможно применение пластиков с разной температурой плавления чтобы предохранить наружный контур от деформации при заполнении).
Значит, вопрос дальнейшего совершенствования головок упирается в вопрос скорости расплавления филамента.
И тут небезнадёжно! Как мы можем знать, промышленные экструдеры, делающие для нас филамент и рыболовную леску извергают их со скоростями до десятков метров в секунду!
Наши головки – 30-300, ну 500 мм в секунду. В метрах это выглядит 0,03-0,5. Почему?
Они используют подогреваемый шнек. Уже давно используют. Шнек радикально решает вопрос с теплопередачей тепла от нагретых поверхностей к поверхности подлежащей расплавлению.
Однако в маленькой головке сделать подогреваемый шнек представлялось не только невозможным, но даже и ненужным. С подачи и по идее моего товарища-физика было предложено решение которое может в несколько раз повысить скорость расплавления на том же самом отрезке. Причем вопрос степени ускорения зависит, в основном, от технологических возможностей изготовления. Деталюшка получается для имеющегося у меня оборудования достаточно трудно изготавливаемая, а печатать на металлопорошковом принтере на заказ, денег не имею. У меня нет даже фрезерного станка, а глубину сверления я регулирую прокручивая шайбу к сверлу. Штучку мы решили назвать — Турбулятор (Turbulator).
Только у меня есть сомнения что эти мои изыскания кому-нибудь нужны. Мне сразу говорят — «да у нас принтер на 300 мм/с весь трясётся». Да, надо делать другую кинематическую схему, надо делать другой экструдер. Сильно другой. Чтобы блок головки с экструдером был в разы менее инерционен и не имел недостатков wade-экструдеров. Я считаю что схема с XYZ – декартовыми координатами, принципиально не сможет работать на больших скоростях. По моим прикидкам, если реализовать механику в системе полярных координат ?RZ во многих случаях скорость печати может стать очень высокой. Для компенсации действия центробежного эффекта можно применить неплоскую схему печати. Печать как бы на поверхности сферы. Это, естественно, достаточно непросто реализовать с точки зрения программной, но множество технологических достижений получено именно на этом пути. Пути усложнения обсчётов, для получения лучших результатов, либо упрощения механики.
До этого я публиковал серию статей на тему проектирования таких головок:
geektimes.ru/post/259730
geektimes.ru/post/259738
geektimes.ru/post/259832
Там много длинных мест, в целом большинство верно, некоторые места поучительны (про головки с вытянутыми соплами — это архаизм от инженерной неграмотности — я сам был такой), некоторые вещи излишне детализированы, расчеты и формулы — это ад, как там не наделать ошибок? Горячий радиатор — лучше без него, хотя и чуть медленнее. Кстати, судя по огромным радиаторам многих головок кпд их низок — много тепла уносится. В последнем экземпляре подсчет дает до 20% кпд. 7 ватт из 40 на расплавление. Это по нейлону/полиамиду. С ABS и PLA будет по-другому.
Ещё хочу обратиться к коллегам и единомышленникам — я хотел бы сделать статью по теории и практике расчета хотэндов, сжатую и исправленную, с результатом опытов по Турбулятору, а также сделать её доступной на английском для RepRap сообщества. Если Вы считаете что это хорошая идея, предлагаю хотя бы одобрить, ну а когда дойдет до статьи помочь поправить/перевести, если кто сможет (я склонен использовать Гугл-транслятор) и подсказать как и куда это лучше поместить. В туалете на гвоздь не предлагать — нет бумажной версии 8))
Комментарии (63)

sergku1213
26.01.2017 01:45Спасибо, за наводку, буду знать. Я собственно мало печатаю. В основном — опыты.

gleb_kudr
26.01.2017 02:32+2А как выглядит турбулятор этот?
sergku1213
26.01.2017 08:32Так понимаете ли, оно конечно, интересно, но я ведь имею только один опыт. Сделан был на коленке, а деталь достаточно сложная для имеющейся базы. И при том что качество изготовления было плохое с ним скорость печати была как у самой удачной головки. То есть он только не повредил. Если добьюсь что будет работать, скорее всего, опубликую чертежи. Если нет — то и позориться нечего. Это как с конусными соплами. Делал, делал — а выхлоп — ноль. Тут правда, теория говорит что все будет работать. Ну а вообще это деталька которую я вставляю в канал нагрева головки. Однако лучше бы просто печатать на принтере из металлического порошка всю головку. Тепловой контакт очень важен. Припаять серебром внутри головки не получается. Так что ждите — я хоть и потихоньку, но работаю в этом направлении. Интрига должна быть.

wormball
26.01.2017 09:31+1> Если нет — то и позориться нечего
Ежели бы вы не хотели позориться, то не написали бы вот так:
> Штучку мы решили назвать — Турбулятор (Turbulator).
Тогда как яндекс с гуглём по такому запросу выдают горы картинок девайсов аналогичного назначения.
https://www.google.ru/search?newwindow=1&tbm=isch&sa=1&q=Turbulator
Зачем выдавать общеизвестное за своё (ну ок, друга) изобретение, да ещё так топорно? Это как ежели бы я построил 3д-принтер и как бы невзначай сказал — а изобретение моё я нарекаю 3д-принтером!
Вообще, каков правовой статус вашего турбулятора? Вы хотите его запатентовать, а затем грести бабки? Или подарить его миру? Ежели второе, то привести рисунок сам Б-г велел. А ежели первое — то тоже не помешало бы, после получения патента. Без рисунка складывается впечатление, что вы пытаетесь продать кота в мешке.
Также интересует вопрос — а для чего в изготовлении оного девайса нужна такая точность? По моим ощущениям (я не настоящий сварщик) — можно взять пружину от старых часов, согнуть гармошкой, засунуть и будет замечательно турбулизировать. Или попросту кусок шампура вогнать, ежели влезет.sergku1213
26.01.2017 10:28Вы путаете все и сильно. То что Вы нарисовали — девайсы для превращения ламинарного течения жидкости в турбулентное, грубо говоря — для перемешивания. Перемешивать твердый пластик шампуром или пружинкой — боюсь у Вас не получится. Изобретение — моё. Друг подал идею.Хорошую, очень хорошую с точки зрения физики. Бабки грести у меня вряд ли получится. Я уже 8 лет безработный. Полностью. Вы знаете что такое пройтись по 100 местам и услышать в вежливой форме «ты не нужен»? Даже сторожем? Тут люди вежливые, потому говорят — «мы Вам позвоним». Не звонили ни разу. Так что я теперь физически не могу пойти устраиваться на работу. И то чем я занимаюсь тут — просто ниточка которая меня держит в мире. Одна из ниточек. Есть ещё доченька — умница, 9 лет, играет на скрипке, очень хорошо и старательно учится. Почему Вы такой злой? Приводить картинку штучки, которая существует только в невнятном чертеже (понятном только мне так как сделан только для меня), ради Вашего любопытства — мне Бог не велел. Это лишняя работа и немалая делать такую приемлемую картинку. Кстати -это Б-г — как понимать — Борис Гребенщиков? Ах, евреям в библии Бог сказал — «не поминай всуе имя моё». Так и не поминайте. Вычеркивать одну букву — это ИМХО лицемерие. Может я и не прав, с Вашей точки зрения, но честен. С Богом стараюсь быть тоже. Для изготовления штучки — точность не нужна, нужен 4-х координатный фрезерный станок, с возможностью работы на малых размерах. И всё равно будет плохой тепловой контакт — а это важно. Так что будет лучше печатать головку сразу на металлопорошковом принтере. Но у меня денег нет и я держусь. Тем более нет на печать устройства, которое Вы уже объявили ненужным и я с этим согласен. А это пара сотен евро, вероятно. Так что для удовлетворения своего любопытства сделаю что могу. Опубликую результаты. Надеюсь что потом будет что-то еще интересное мне. Пока живы родители-пенсионеры, которые помогают мне. а потом? а не знаю что потом, вероятно темная вода Депрессии.
wormball
26.01.2017 13:38> Перемешивать твердый пластик шампуром или пружинкой — боюсь у Вас не получится.
Твёрдый пластик перемешать, конечно, не получится. Но давайте подумаем, что нам надо сделать с твёрдым пластиком? Нам надо, чтобы он побыстрее расплавился, а пока не расплавился — не попал на выход. В этом смысле цилиндрически симметричная конструкция хуже всего — по центру нерасплавленный пластик, каковой подталкивается подачей филамента прямо к выходу. А чтобы такого не было — нам надо этот кусок пластика отклонить, желательно вплотную к нагретой стенке. И ежели я правильно понимаю, то простая гармошка с этим справится на ура. Твёрдый пластик на неё натыкается и смещается вбок, а там его уже поджидает горячая стенка. А как только расплавляется — уходит вперёд, а на его место поступает новая порция твёрдого пластика. Стало быть, твёрдый пластик у нас всегда контактирует с нагревателем, и мы получаем ежели не максимальную, то довольно неплохую скорость нагрева при заданной температуре нагревателя. Мне бы было очень интересно узнать, как вы предлагаете ещё больше увеличить оную скорость, но вы молчите, как рыба об лёд.
> Слово турбулятор мы произвели от слова «турбировать» — так мы называли разгон процессора.
Ага, и по чудовищной случайности оно совпало с названием общеизвестного устройства, которое делает (почти) то же самое. И ламинарный и турбулентный поток вы в посте, наверное, тоже случайно упомянули.
> Приводить картинку штучки, которая существует только в невнятном чертеже (понятном только мне так как сделан только для меня), ради Вашего любопытства — мне Бог не велел.
Я вас уверяю, тот факт, что вы начинаете плач ярославны в ответ на безобиднейший комментарий строго по теме (!) — отражается на вашей репутации не в пример хуже, нежели любой сколь угодно уродский рисунок. Тем паче ежели вы не делаете из него секрета. И кстати говоря, текст вашего поста ровно столь же невнятен и понятен только вам, однако это не помешало вам здесь его разместить. Не хотели бы незаконченную работу обсуждать — так и не писали бы вовсе, об чём речь. Привели бы рисунок — можно было бы предметно обсуждать вашу конструкцию. А нет предмета — приходится обсуждать вашу маму, дочку и злых литвинов.
Про злых литвинов я ещё напишу через час, быть может.
plm
> почему бы просто не сделать выход не по оси, а вбок под 90 градусов?
> Тогда твердый нерасплавившийся сердечник упрется в горячую стенку и расплавится.
Вот, тоже вариант. Даже не обязательно под 90 градусов. Или можно вовсе сделать входное отверстие параллельно выходному, но со смещением. Строго говоря, там можно бесконечное число вариантов придумать. Что из этого выбрал глубокоуважаемый автор — тайна за семью печатями. А также непонятно, отчего он настолько уверен, что его конструкция лучше других, что не хочет даже рассматривать, а не то что пробовать более дешёвые варианты. При том, что он не уверен, что она вообще будет работать. Какие-то взаимоисключающие параграфы получаются.sergku1213
26.01.2017 20:32Обратите внимание — люди в обсуждении стали думать. Это хорошо. Многие варианты — почти все так или иначе будут работать. Я не хочу публиковать то в чем не совсем уверен.Ничего особенно удивительного я очевидно не придумал. Это вообще не труднее чем расплавить большой кусок льда за несколько секунд. Я просто изучаю то что мне интересно и иногда публикую свои соображения по состоянию на момент публикации. Пусть цветут все цветы — как говорил Великий Кормчий.
sergku1213
26.01.2017 10:32Слово турбулятор мы произвели от слова «турбировать» — так мы называли разгон процессора. Спасибо что указали что его лучше не использовать, чтобы избежать путаницы. Не будем — пока «штучка»

plm
26.01.2017 12:47Я, конечно, не настоящий сварщик, но почему бы просто не сделать выход не по оси, а вбок под 90 градусов? Тогда твердый нерасплавившийся сердечник упрется в горячую стенку и расплавится.
sergku1213
26.01.2017 13:17Можно, но довольно неудобно и не слишком эффективно. Я попробую по-другому.

andrey952
26.01.2017 08:23Только у меня есть сомнения что эти мои изыскания кому-нибудь нужны
Это мало кому надо. Большинство людей будут покупать самые дешевые экструдеры и хотэнды и будут счастливы. Но иногда для некоторых принтеров требуются очень качественные хотэнды. Например мы делаем принтеры для архитекторов с размером печати до метра а для них важно и качество деталировки и скорость печати ведь некоторые модели печатаются сутками. А сейчас меня попросили изготовить экструдер и Нотенд диаметром nozzle 1.8мм и 12мм!!! для печати больших изделий. Возможно я вас приглашу к сотрудничеству для разработки таких вещей.sergku1213
26.01.2017 08:38Да, было бы интересно. Даже пообщаться на эту тему. Я понимаете ли живу в Литве, а это такая глушь. Нет общения на более-менее сложные темы. Сижу один, сам по-себе, часто волком выть хочется.

RusikR2D2
26.01.2017 10:16А почему нельзя сделать предварительный «подогрев» лески?
К примеру, поместив ее в «ящик» и нагревая всю бобину до безопасной температуры, или, перед подачей в головку пропускать ее через камеру, где бы она нагревалась горячим воздухомsergku1213
26.01.2017 10:36Вы знаете, я эту идею обдумывал и потом когда был готов файл для моделирования прогрева лески в динамике, посчитал. Увы ускорение очень небольшое. Другое дело что идея хороша тем что во-первых, филамент будет сухой, а это значит более прочное и бездефектное изделие, во-вторых, по моим прикидкам, коробление основания должно быть гораздо меньше. Кажется его называют «варпинг». Хотя технически это надо делать довольно хитро. Есть нюансы. Это один из элементов идеи моего суперпринтера, который мечтаю строить.
RusikR2D2
26.01.2017 12:04с точки зрения стабильности должно быть улучшение… это может помочь избавится от нерасплавленных участков в центре. опять же, температура на выходе из сопла будет более постоянная (в обычном случае, нить имеет комнатную температуру, которая меняется от случая к случаю, а значит и температура (вязкость) расплава, выходящая из сопла тоже варьируется. в случае же предварительного нагрева до фиксированной температуры, можно получить постоянную температуру расплава, вне зависимости от окружающей среды.
про отсутствие излишков влаги вы уже написали.

V1RuS
26.01.2017 10:40С подогревом всей бобины могут быть проблемы. Безопасная температура — это какая? Подозреваю, что при нагреве, который будет иметь смысл и повлияет на скорость расплавления, пластик станет слишком мягким и просто не будет нормально протягиваться экструдером.
Но, возможно, есть смысл сделать «камеру преднагрева» прямо возле хотэнда. В тексте статьи про это есть:
> Я пробовал играться с «горячим радиатором», это действительно, некоторым образом увеличивало скорость работы, но возрастала опасность пробкообразования, если не контролировать температуру радиатора.
RusikR2D2
26.01.2017 11:58«безопасная» — это чтобы леска оставалась достаточно стабильной для подачи.
смысл «большой» камеры — там можно можно греть леску горячим воздухом, что позволит ее равномерно прогреть до нужной температуры с достаточной точностью и лишить лишней влаги.
vasimv
26.01.2017 13:28У PLA температура размягчения — 60-70 градусов. У ABS выше градусов на 20. То есть «безопасно» прогреть можно где-то только до 40-45, смысла особого нет.

Make_Pic
26.01.2017 10:38По мотивам статьи автора вспоминаются большие литьевые машины пластиком, оборудованные екструдером, шнеком для подачи пластиковых гранул, печкой, системой водяного охлаждения, все процессы, температуры, скорости подачи, давления контролируются и т.д. Дорогая машина…
sergku1213
26.01.2017 10:41Ну так ведь они быстро работают. Задача сделать их поменьше и подешевле, потому как если они будут уметь делать только то что они сейчас умеют — они будут игрушкой

Moog_Prodigy
27.01.2017 19:01Литьевые машины, термопласт-автоматы работают, так скажем, «параллельно». 3Д принтеры работают последовательно. Все достоинства и недостатки и тех и других можно увидеть на примере LPT и COM. Поэтому это «дорогая машина в рассрочку», поскольку тратится куда большее время и эл-во. Для сравнения — термопласт-автомат на мощностях экструдера в 200 квт способен за секунду отлить почти 30 игр «за рулём» и даже не вспотеть.
Это как штамп и зубило. Разные вещи.Make_Pic
28.01.2017 08:29Было дело, электронику к ним делал, но не это хотел сказать, а сделать шнековую подачу с разогревом пластика к 3D принтеру, явно параметры печати улучшились. Шнековая подача для 3D принтеров уже существует при печати строительной смесью, а так же у «гончарных дел мастеров».

tzlom
26.01.2017 10:40Кинь в личку CAD модель турбулятора (бурбулятора :), у меня 4х осный фрезер, если смогу сделать — вышлю результат.

zuborg
26.01.2017 10:56Интересно, что индустрия случайно выбрала и до сих пор применяет самое неэффективное в плане прогрева сечение подаваемого пластика — круглое. При том что полоски прямоугольного сечения, видимо, и изготавливать проще — раскатал лист на фольгу и нарезал полосками.
sergku1213
26.01.2017 11:04Не скажите подогреваемый шнек — страшная сила. Готовить леску однородной легче и лучше чем лист порезать на лапшу с точно выдержанными диаметрами. а изготовить головку с прямоугольным отверстием — вообще задача очень сложна. Сделаем, если не я то кто-нибудь другой. Физика позволяет.
zuborg
26.01.2017 11:40Развиваю идею — если ещё и сопло сделать широким плоским и поворотным, то скорость печати можно увеличить фактически на порядок.
zuborg
26.01.2017 11:45Лучше сначала думать перед комментированием, а не наоборот )
Скорость печати все равно определяется скоростью подачи материала, а форма сопла — дело десятое.
sergku1213
26.01.2017 12:10Естественно я об этом думал. Только я обдумывал форму со скругленными концами не совсем прямоугольную. Тут ведь даже не форма сопла важна в изготовлении, а вход филамента в головку. Если Вы читали предыдущие мои статьи на эту тему, в части первой там про образование эластичной пробки-поршня. Квадратное сечение — в этом плане на углах будет пропускать расплав назад. Сопло эллиптической формы — да на первый взгляд кажется хорошо. Можно снизить скорость движения головки при прочих равных. Но на второй взгляд — кажется не так хорошо. На углах, где будем использовать поворот по малому размеру, будут возникать избытки пластика. Получится грязная печать. Значит эту тему надо обдумывать и обдумывать, ставить опыты. То есть — вход в головку обычный, круглый филамент. Расплавить его быстро физика позволяет. Выход из сопла — такой овал, как сказать — два малых круга соединенных прямыми. Это может быть вполне. Нет людей, нет средств. Трудно. Но мне интересно, делаю помаленьку.
rPman
26.01.2017 12:18Если скорость печати напрямую зависит от скорости прогрева пластика, так давайте изменим этот параметр напрямую — сделаем диаметр области плавления (а значит диаметр подающей нити, сейчас это 2 стандарта 1.7мм и 3мм) тоньше. Что то мне говорит там экспоненциальная зависимость, т.е. например делаем тоньше в 2 раза — скорость поднимем в 4 раза.
возможные проблемы с системой подачи — потребуется мощнее двигатели либо редукторы (как ни странно — ускоряющие).sergku1213
26.01.2017 13:14+1Увы, насчет экспоненты Вы ошибаетесь. Вот товарищ-физик, кстати тоже так думал. А у него IQ между 200 и 300. Зависимость квадратичная времени проплавления режется квадратичной зависимостью объёма от диаметра. Подумайте. Посчитайте. Я это дело вполне хорошо моделировал и проверял в опытах. Подождите, мне обещали помочь с изготовлением прототипа (попробовать сделать) Так что мне теперь считать и проектировать это все дело. Первый вариант, как Вы понимаете уже устарел морально жутко. Посмотрим, вот когда убежусь — расскажу. Я птичка такая — что знаю, то пою.

kotomyava
26.01.2017 13:50Только и объём подогреваемого материала экспоненциально падает. =)
rPman
26.01.2017 22:04с фига ли? объем материала зависит от скорости подачи, естественно ее придется увеличивать, это то и проблема с системой подачи, на больших скоростях у шаговых двигателей слабеет сила удержания, грубо говоря будут пропуски шагов.
возможно уменьшение диаметра понадобится сочетать с увеличением длины камеры прогрева (на этом основаны volcano от e3d, но они решают ту же задачу но при увеличении размера диаметра сопло)
но я бы подождал экспериментов
Crunch-f
26.01.2017 13:02Трубка с профилем героторного винта наверное дожна работать

sergku1213
26.01.2017 13:08Должна, но не очень хорошо — боюсь она сильно увеличит сопротивление на участке головки. А сделать её — вообще тихий ужас. Кстати есть подозрение что при некоторых конфигурациях внутренней части головки подобные явления возникают самостоятельно. У меня получилось 1-2 варианта головок с выпадающими из ряда высокими производительностями. Как раз вчера вечером анализировал. Тут надо обдумывать и обсчитывать как идет расплавление вдоль оси движения, как будет механически изгибаться оставшаяся нерасплавленной часть и как она будет контактировать со стенками головки.
Crunch-f
26.01.2017 13:23Сделать литьём по выжигаемой форме достаточно просто, я думаю
sergku1213
26.01.2017 15:30Сложно, мне кажется. Штучка-то маленькая. Головка сама цилиндрик 8мм в диаметре и 25-35 мм в длину, а там еще и внутренняя структура. И мне придется осваивать совсем новую для меня технологию.
Crunch-f
26.01.2017 18:50+1Если действительно рассматривать этот вариант, надо искать кооперацию с ювелирами

Mulin
26.01.2017 13:15+1Уже год как работаю с неламинарным экструдером. До этого тестировал его в течении года.
Ссылка
Из плюсов:
1 Большая камера обеспечивает линейность процессов
2 Очень высокие скорости потока
3 Запирание сопла на холостом ходу изнутри
4 Высокое давление создаваемое шнеком, препятствует образованию пробки
5 Полная дегазация расплава
Из минусов:
1 Сложность изготовления
2 Сложность ремонта
3 Не работает со стандартным ПОsergku1213
26.01.2017 13:21Спасибо за ссылку. Интересно. Какая максимальная скорость экструзии в мм3/с?
MrSGrey
26.01.2017 13:18В Минске сделали принтер, в котором используется экструдер с микрошнеком, но, как я понимаю, он не обеспечивает такую скорость экструзии.
A-Ghost
27.01.2017 16:06Всё сводится к тому как перемешать расплав. А почему бы не доставлять тепло непосредственно к центру расплава? Сделать внутри нагретой части типа тонкого металлического плавника, растущего со стороны нагревателя, до середины потока?
sergku1213
27.01.2017 16:15Совершенно согласен.Только не к центру, а непосредственно к поверхности подлежащей расплавлению и желательно с малым шагом. Чем меньше шаг — тем быстрее расплавление. При этом постараться чтобы гидродинамическое сопротивление не сожрало слишком много давления. У нас ведь впереди сопло, а там сопротивление ого-го! Способов — сотни. Вопрос лишь в том, как сделать это имеющимися средствами и наиболее эффективно. То есть мое преимущество только в том что я могу более или менее считать этот параметр — скорость расплавления. Но толковый и неленивый физик сделает это гораздо лучше меня. Просто у меня так сложилось что заниматься этим и могу и мне это интересно, а физики обычно имеют свои утверждённые задачи по которым и постоянно пишут отчеты.

dron_k
28.01.2017 01:31— вы не планируете патентовать
— у вас нет денег на прототип поэтому результат появится не скоро
Возможно в таком случае будет лучше опубликовать идею,
и тогда есть вероятность что найдется такой заинтересованный в теме человек у которого есть возможность или средства проверить вашу идею на практике,
в итоге все в выигрыше:
— вы получите проверку своей идеи на практике
— экспериментатор получит либо супер экструдер или хотябы новое направление для экспериментов
— в случае удачи сообщество получит новый тип экструдераsergku1213
28.01.2017 09:08Во-первых, мне тут дали ссылку на принтер из Минска, который на сопле 0,3 мм давит со скоростью 3000мм/с. Если это не ошибка в 60 раз, то после такого делать с хотэндами уже нечего. Единственное что настораживает, люди обычно не могут правильно перевести довольно обычные единицы измерения скорости из одной в другую.
Во-вторых — я публику заинтриговал, они стали думать. Причем большинство идей будет работать. И не думайте что у меня что-то ультра -супер-сногшибательное. Просто то что я так-сяк могу сделать. Ну и еще я не ознакомлен реально с текущим положением дел у производителей промышленных FDM- принтеров. Сейчас я договорился с читателем этой статьи, с фрезерным станком, который мне поможет сделать прототип. Но я пока готовлю, считаю детали для изготовления. Оплата для меня — мой интерес.

Delsian
30.01.2017 17:39Очень в тему статья. Я купился на рекламу и заменил у себя хотэнд на Volcano. Неделя страданий, после чего вернул старый E3D. Я так понял, что вулкан за счет более длинной горячей части создавал большее сопротивление продавливанию прутка и шаговик на экструдере просто не справлялся с возросшей нагрузкой.
Хотя идея у Вулкана хорошаsergku1213
30.01.2017 18:14Увы, у меня нет ни времени, ни возможности, ни желания разбирать устройство головок, так что Вам пока придется делать выводы самим из моих работ. Но если имеются читабельные чертежи разрезов головок, с термобарьером и трактом до экструдера, а можно и экструдер — присылайте, будет интересно глянуть. Идей мноого, но там иногда такие мелочи могут сыграть — удивительно. У меня в паре головок случилось явление уж позвольте использовать такой термин — самотурбулирования. Ну вот, выпадают по производительности вдвое! И всё. Только теперь — после собственной статьи понял. Интересно.
sergku1213
30.01.2017 18:14Я имею в виду — чужих головок. Мои у меня под рукой со всеми чертежами.
Delsian
30.01.2017 18:24sergku1213
30.01.2017 21:48Там не открывается файл с чертежем сопла. Думаю, как обычно — всё для технологичности.
rPman
30.01.2017 20:46Странно, если сравнивать сопло 0.8...1.2 диаметров, то вулкан дает преимущество перед обычным e3d, именно для этих размеров он и создавался.
У меня ваза с сопло 0.6 печаталась быстрее (и спаивались нити лучше) именно с вулканом (кстати китайским, хотя повернуть боком нагревательный элемент сложно ошибиться).
p.s. я пробовал печатать вулканом 0.2 сопло, так сказать для контраста и простоты смены сопел, вместо всего блока экструдера, работает но с глюками при ретракте (решаются сменой логики в слайсере либо уменьшением скорости).sergku1213
30.01.2017 21:50ИМХО спаиваемость нитей — больше не от сопла зависят, а от настроек в Слайсере.
rPman
30.01.2017 23:28Вы неправильно понимаете, если вы печатаете на высоких (предельных) для сопло скоростях, то при малой длине трубки нагрева, где происходит расплав, пластик тупо не успевает нагреться до указанной температуры и он плохо спаивается… вы конечно с радостью поднимаете температуру выше допустимой и у вас может даже получается итоговая температура правильной (ниже указанной), но стоит только перейти к областям печати где скорость экструзии низкая, вы получаете пластик нагретый до указанной температуры со всеми вытекающими от сюда проблемами с пробками или горелым пластиком.
Вулкан просто увеличивает длину области (примерно на сантиметр), в итоге пластик успевает нагреться до указанной температуры и не требует перегрева экструдера.
На самом деле нужно говорить не о скорости печати а о скорости истечения пластика (кубосантиметры в секунду), так как при печати соплом с мелким диаметром очень сложно давить на предельных скоростях (не каждая система подачи с этим справится, нужны не просто зубчатые колеса а с правильной заточкой (умельцы болтики затачивают, каждый зуб под углом, я поставил себе такой, понял что абстрактные латунные — ничто, но все равно не могу например давить 0.3 и 0.2 на больших скоростях). Поэтому вулкан актуален именно для больших сопло и больших скоростей истечения пластика.sergku1213
30.01.2017 23:46Интересно получается, Вы мне пересказываете мои же публикации только драматически упрощённо (смысл теряется). Про хобболт с алмазной насечкой — у меня же. Про горелый пластик и пробки — пробки бываю в случае неудачно сконструированной головки, пластик — полиамид? при 255С — устойчивость огромная. ABS -посмотрите температуры в промышленных экструдерах. Если кратко — вполне устойчив. При 280С ABS не стоек, но прогорание в головке затруднено — там нет кислорода. Пробки — всегда результат разрастания рабочей пробки. Это происходит ввиду плохого градиента на термобарьере и нелюбви изготовителей к применению тефлона. Да, знаю — тефлон механически нестоек при повышенных температурах. Но наука умеет много гитик. И обратите внимание — я нигде не сказал, что всем надо ставить такую температуру 255С. Я сказал, что расчеты показали для этой скорости и этой головки такой температуры хватит. Напечатал довольно много изделий. около 500гр. Полет успешный.
rPman
31.01.2017 13:41Может быть и пересказываю, я поглощаю 3d-printer-related статьи десятками, к сожалению голова копирайты не запоминает.
Пробка образуется из-за того что точка расплава, работающая собственно поршнем, выходит за границы дозволенного выше, а дальше по накатанной, выше охлаждение хуже, не успевает охладить, плюс чем выше пробка тем сложнее давить пластик (трение о стенки)
sergku1213
30.01.2017 23:49И да, давить 0,2-0,3 на больших скоростях с этой головкой Вам гидродинамика не позволяет. Тоже писал об этом. С расчётами. Там правда скушно и затянуто.
rPman
31.01.2017 13:42угу, а мне еще и практические эксперименты помогают.
sergku1213
31.01.2017 17:29+1Расчеты у меня как вывод из эксперимента. Я сделал много (больше 10) головок различных для уточнения внутренних процессов происходящих в головке. Потому и могу себе позволить не гадать, а считать что будет. Вообще эта тема непаханная до ужаса. Даже на англоязычных форумах пишут крайне слабо с научной точки зрения. Сплошные легенды. Я общался с человеком из Армении. Руки золотые. Он сделал больше 20! головок и ни одна не заработала! А остановиться, подумать времени у него не было. В конце-концов перечертил мою ПЕРВУЮ! головку. Пошло. Я не скажу что она была идеальна, но работала. С первого раза. Это в начале 2014 года по-моему.
melchermax
Непременно пишите статью, хотелось бы посмотреть на хотэнды, сделанные по науке. А то я свои точу по наитию, методом проб и ошибок :) Кстати, про минимальную длину канала сопла была большая дискуссия на репраповском форуме, некоторые камрады утверждают, что с длинным каналом выходят более аккуратные объекты. Я сам делаю канал сопла максимально коротким (экспериментально установил факт меньшего сопротивления). А вот канал нагревательного элемента наоборот, длинный и несколько конический.
sergku1213
Ну так я же и пишу что леска очень прямая получается с длинным каналом сопла. Раздутия не получается. Вообще в этом деле очень мало науки, сплошное шаманство, почему я и обрадовался когда получил точные данные что мне делать в конкретной ситуации. И оно сработало! И еще — я тут печатал триммерной леской — это капрон/нейлон/полиамид изделия получаются очень прочные и неломкие, они могут немного изгибаться. Но печатать трудно — и коробление довольно большое и проблемы с подачей.
melchermax
Попробуйте PETG, не пожалеете. Никакого варпинга, объекты жёсткие при большом проценте заполнения и гибкие при малом, слои не расходятся, сплошная радость и благорастворение воздухов :)