
Физика движения локомотива такая: чем он мощнее, тем лучше он трётся о рельс и больше тянет. При этом чем больше вам нужно тянуть, тем тяжелее должен быть локомотив, чтобы не проскальзывать по рельсу. А чем тяжелее он будет, тем больше шансов повредить рельс. В итоге примерно к 2000-м годам вся эта система достигла равновесия: более-менее устаканились ТТХ отечественных локомотивов с учётом ширины колеи и допустимого износа пути.

То есть если нужно тянуть длинный товарняк, используется не более мощный и тяжёлый локомотив, а подцепляются вторая, третья или даже четвёртая секции.
В итоге производство локомотивов из растущего вертикально скачками благодаря НИИ превратилось в эволюционирующее постепенно, выигрывающее несколько процентов то тут, то там. И главные выигрыши сейчас — в экономике, то есть себестоимости и скорости серийного производства.
Давайте покажу завод «Уральские локомотивы» — но не ту часть, где прекрасные Ласточки, а ту, где самый хардкор.

Вот так производство выглядит изнутри. Справа и слева — обрабатывающие центры, сверху — краны, на которых можно перемещать детали дальше.

Производство, мы идём в правую часть. Гламурная левая — для «Ласточек». Справа преимущественно сталь, слева преимущественно алюминий, и материалы стараются не пересекать.
Так исторически сложилось, что у нас с вами очень большая страна. В качестве кандидатов на логистические пути ещё при царе рассматривались дирижабельные трассы, железная дорога и речные пароходы. Уже тогда железная дорога эффективно обошла речной транспорт, а дирижабли что-то не взлетели. В итоге к концу СССР мы имеем одну из самых крупных в мире железнодорожных систем, от которой очень сильно зависит почти всё в стране.
Дальше с 1993 года по 2003 год парк тяги почти не обновлялся и быстро устаревал и амортизировался. К началу двухтысячных стало понятно, что объём перевозки грузов будет снова расти. Понадобилось много новых тепловозов и электровозов. Электровозы были нужны больше, поскольку их системный экономический КПД был выше. При этом у нас на тот момент было два стандарта электрификации — на переменном и постоянном токе. Постоянный достался нам ещё от царя (но в прод вошёл в СССР), а переменный — более современный стандарт. На переменном токе контактная сеть 25 кВ, а ток небольшой очень. На постоянном всё наоборот – 3 кВ, но при этом токи очень большие, поэтому частые пережоги проводов. Но, очевидно, перекладывать старую электрификацию — почти космическая программа.
Первые электрифицированные участки начали появляться примерно в 1926 году. Была электричка под Баку, там электрификация была 1,2 кВ. Переменный ток появился в середине 50-х. Первые электровозы купили во Франции. Появился Н60 (ВЛ60) на ртутных выпрямителях. Из-за паров ртути было много проблем со здоровьем машинистов — это, в частности, к вопросу безопасности и эргономики рабочего места. Потом уже появились более современные выпрямители — ВЛ60К с «К» в конце, потому что кремниевые.

В СССР электровозы переменного тока делал Новочеркасский электровозостроительный завод, а для постоянного тока — Тбилисский завод. На 2003 год Новочеркасск был жив, а Тбилисский завод, скорее, нет. То есть они брали разовые заказы, выпускали локомотивы старых серий и вообще не входили в состав нашей страны.
В 2003 году понадобился новый завод, и его основали под Екатеринбургом, в Верхней Пышме. Напомню, Екатеринбург — это город-завод, куда в ВОВ эвакуировали очень много тяжелого производства из Москвы. Почти полный цикл производства материалов и компонентов рядом был — ну, если не считать таких штук типа электродвигателя или его прошивки, которые довольно тяжело отлить на оборудовании времён ВОВ. Позже «Группа Синара» и «Сименс» заключат союз, и у нас будет локализовано производство наиболее наукоёмких частей для разных поездов. Так старый завод сварных машиностроительных конструкций стал «Уральскими локомотивами».

Первые заказы были на модификацию 30 старых добрых рабочих лошадок ВЛ11. В первую очередь туда были нужны новые микропроцессорные системы управления, плюс раз уж всё разбирали — несколько пропатчили кабину, чтобы она была комфортнее и соответствовала новым нормам труда. Тогда в 1998 году впервые для России и стран СНГ возникли нормы безопасности для сертификации подвижного состава. Кто-то понял, что замерзающий скрюченный машинист не в полной мере может сосредоточиться на работе, и появились требования по микроклимату и основным эргономическим параметрам рабочего места. В смысле, не то, чтобы всё было так плохо, но стало удобнее, просторнее, и локомотивы стали испытывать для диапазона температур +50 и -50 не только в плане «узлы не отказывают».
Фрагмент кабины ВЛ11 из музея железных дорог Екатеринбурга

Более современная кабина 2ЭС6
Гораздо важнее, что стояла задача набраться опыта модернизации ВЛ11 и разработать электровоз переходного периода. Стратегия РЖД подразумевала, что сначала будет выпущена некая времянка, которая закроет острую потребность в тяге, а потом уже придут перфекционисты и сделают нормальный электровоз. Поскольку в развитии РЖД работают здравые люди, и у них есть огромный НИИ для оценки долговременных параметров, уже тогда подозревали, что времянка будет постоянной, и поэтому хотели собрать все шишки как можно раньше на ВЛ.
Самое важное — локомотивы переходного периода всё ещё были с коллекторными тяговыми двигателями (следующее поколение поменяет движки), но уже с интегрированной микропроцессорной системой управления.

На локомотив накатили все мелкие патчи, которые копились примерно последние полвека.
Увеличили комфорт локомотивной бригады.
Выросла сила и мощность — в первую очередь сила тяги. В локомотиве вообще главное не мощность, а его способность что-то за собой тащить (где что-то — это грузовые вагоны).
Появилась система самодиагностики и вообще куча микросхем площадью менее 1 квадратного метра. Это же изменило парадигму управления. Если раньше электровоз в плане устранения неисправностей в пути был похож на беготню с перемычками, которыми надо было отсекать участки цепей, то теперь он стал программно-управляемым, то есть машинист мог сделать всё с пульта.

Сейчас в производстве трёхсекционная «Синара» (2ЭС6). Одну секцию на практике никто не эксплуатирует, потому что для разворота нужен круг, а у нас в стандарте почти везде тупики, то есть нужно иметь кабину спереди и кабину сзади. Сцепка из двух секций даёт нужную силу тяги и возможность ездить в обе стороны. Если нужно больше тяги — в середину ставят третью бустерную секцию. Она принципиально такая же, как две другие, просто без кабины. Например, такие сцепки используются на Кузбассе для перевозки угля — для поездов до 12 тысяч тонн. Как правило, бустерную секцию из сцепки не вынимают, а просто эксплуатируют всё это вместе как один объект. Для самых тяжёлых участков используется две бустерные секции внутри, получается «квадрат» — четырёхсекционный электровоз.
И ещё из очень важного — к этому моменту уже улучшились материалы, и можно было переделать много узлов под новый сопромат. Появились новые стали, которые могли держать гораздо большую нагрузку большее время. А это дало возможность улучшить почти всё: и обычное поведение, и поведение в кривых, и во время набора и сброса тяги, и реакцию на удары от неровностей путей. Самое важное — усталостная прочность стали, по ней в сфере закладывается двойной запас.

Тележка для 2ЭС6
Ну и кое-что поменялось в самой архитектуре узлов. Если на Свердловской железной дороге у ВЛ11 бандаж надо менять на колесе и на колесной паре каждые 350 тысяч километров, то на 2ЭС6 надо менять его каждые 500 тысяч километров. Хотя бандаж там стоит тот же самый — но из-за особенностей устройства лучше вписывается в кривые. Те же листовые рессоры заменены на более сложные, двигающиеся не только вверх-вниз, но и по горизонтали.
2ЭС6 выпущено 1155 штук, и они вполне нормально эксплуатируются на железных дорогах по всей стране.
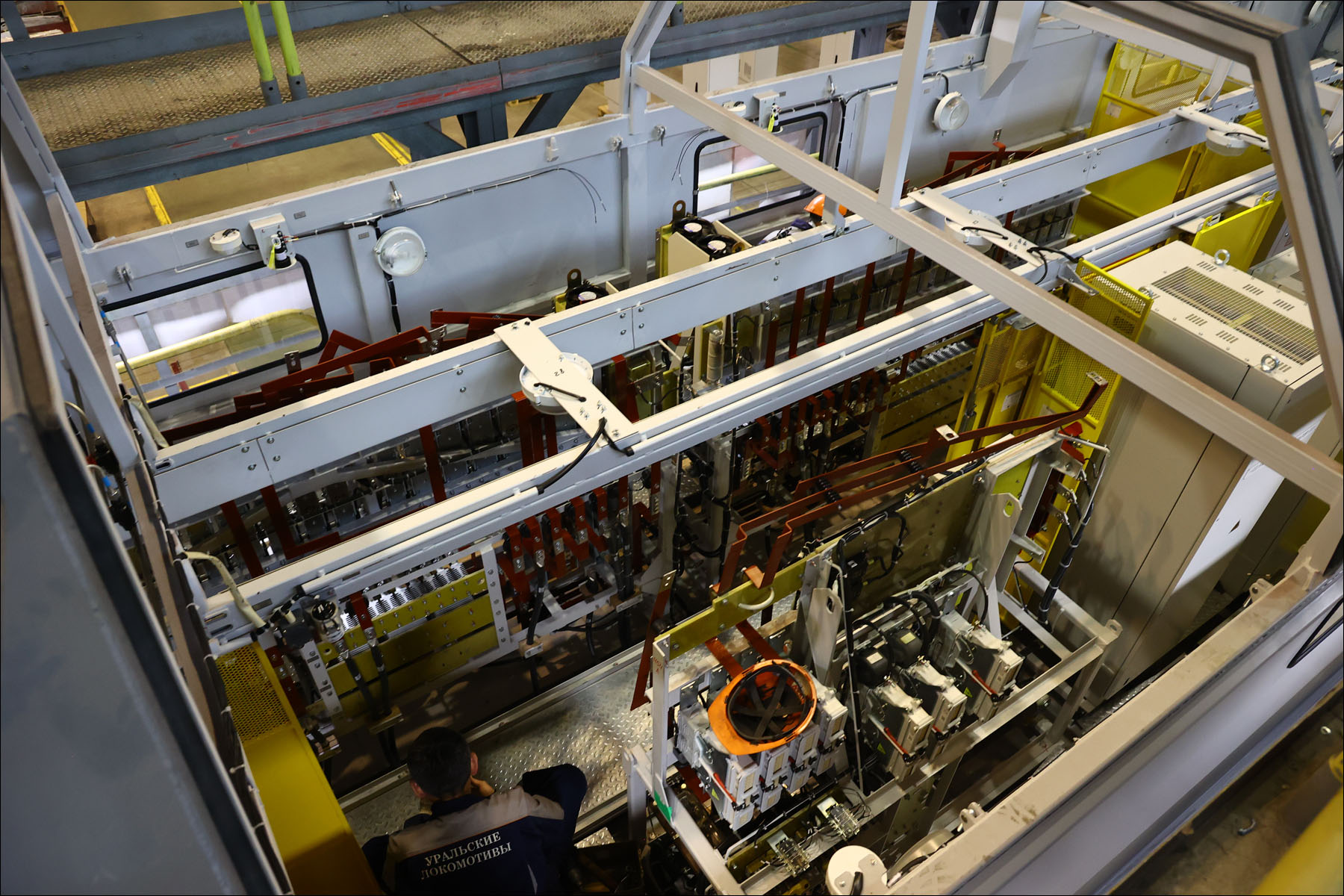
Вот так трёхсекционка выглядит сверху:

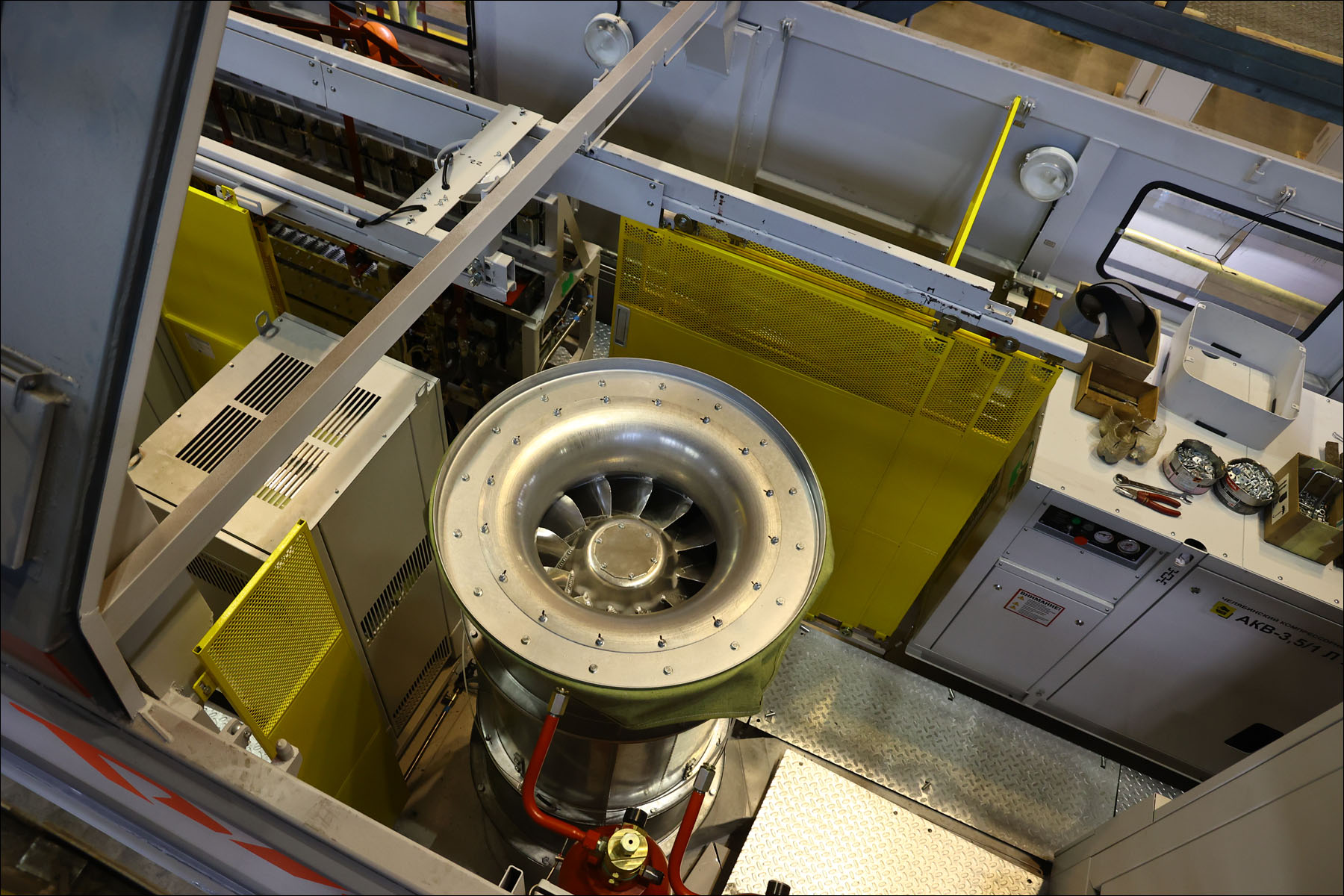


А это охлаждение:

Вот таблички ждут своего часа:

Конечно, я не удержался и заглянул в вентилятор:
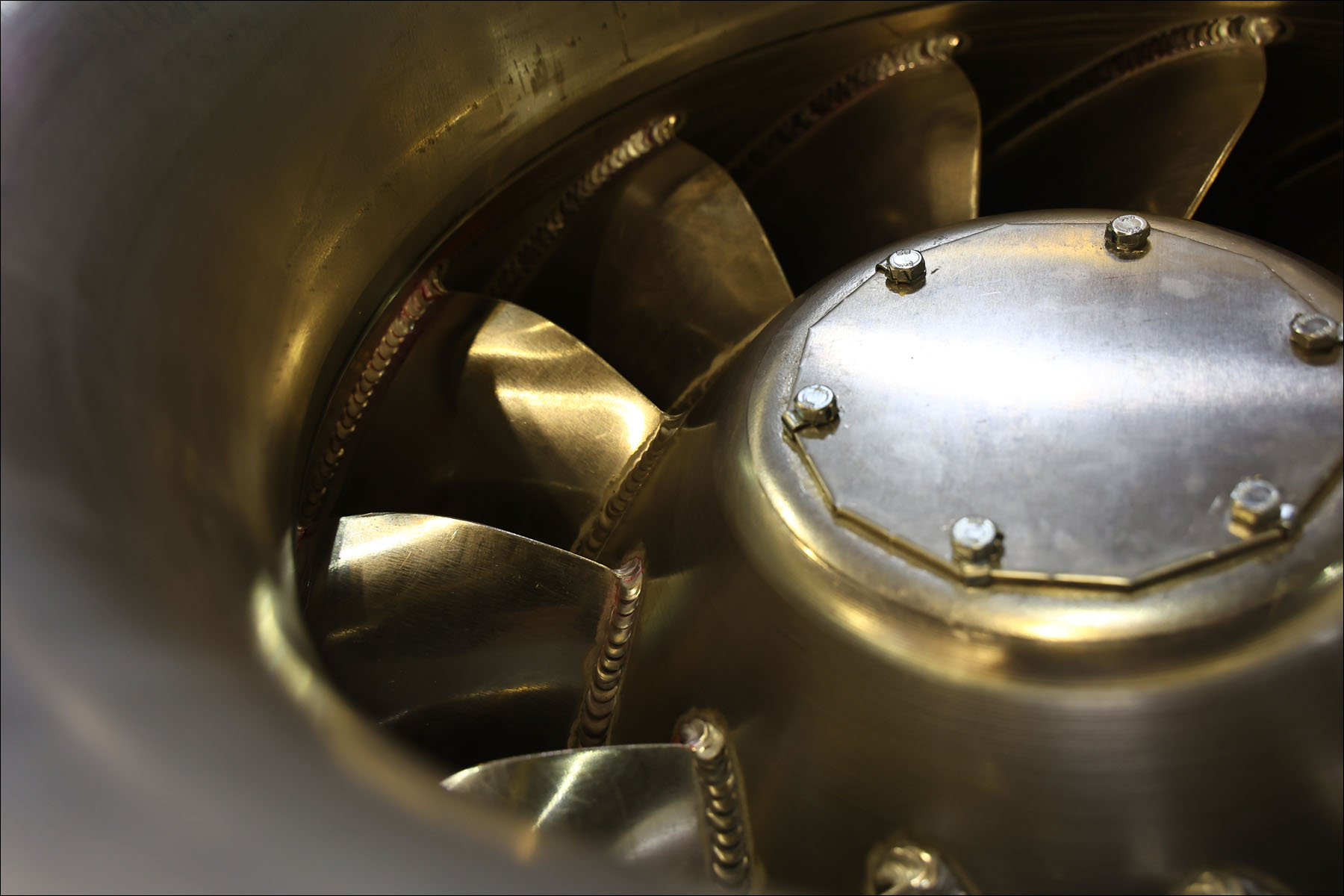
Сварка аккуратная, потому что её делает робот. Красноватые метки — это приходил контроль качества и нанёс свой раствор.
А вот портрет робота-сварщика:

Рядом с ним работают и обычные мужики:


Следующее поколение — 2ЭС7 и 2ЭС10. 2 — это две секции (может быть и больше), ЭС — электровоз секционный, 6, 7 и 10 — тип. Художественное название получили тип 6 двухсекционный электрический – «Синара», и тип 10 двухсекционный электрический — «Гранит».
«Гранит» получился очень крутым на тот момент. Потому что он упёрся уже не в конструкционные особенности и недостаток технологий, а в те самые физические пределы по рельсам и ширине колеи.

Музейный экспонат: чем может кончиться излишняя нагрузка на головку рельса
В итоге как раз «Гранит» максимально соответствует задаче «перевозить максимум грузов минимумом единиц тяги». Плюс его можно было производить много, очень много — сейчас завод готов делать до 320 секций в год, то есть если делать только двухсекционки — 160 локомотивов в год. На конец весны произведён 171 «Гранит» и 12 2ЭС7.
К сожалению, для гордости патриотов это некоторый удар: главная наукоёмкая часть разработки как ЭС10, так и ЭС7 — это асинхронные приводы, которые привнёс «Сименс». Правда, собираются они сейчас уже в России в Санкт-Петербурге.
Асинхронные приводы дали более плавное регулирование тяги, чем приводы с независимым возбуждением (а они регулировались плавнее приводов первых поколений). Микропроцессорное регулирование дало возможность лучше работать с тягой — и это тоже сыграло на основную задачу. Там, где двухсекционный ВЛ11 везёт в номинале 4 тысячи тонн, новый может взять 5,5 тысяч тонн (у электровоза с приводом независимого возбуждения тяговых двигателей сила тяги лучше там реализуется, чем у обычного электровоза примерно на 12-14%, а у асинхронного выигрыш ещё до 12%). Разместить в тележке коллекторные движки больше чем 800-850 кВт не получается из-за текущих изоляционных материалов. На 2ЭС6 двигатель уже был мощностью 810 кВт, и дальнейшее развитие лежало уже только через асинхронный привод. 2ЭС6 — 5,5 тонн масс движка на 810 кВт, 2ЭС10 — примерно 4 тонны на 1050 кВт.
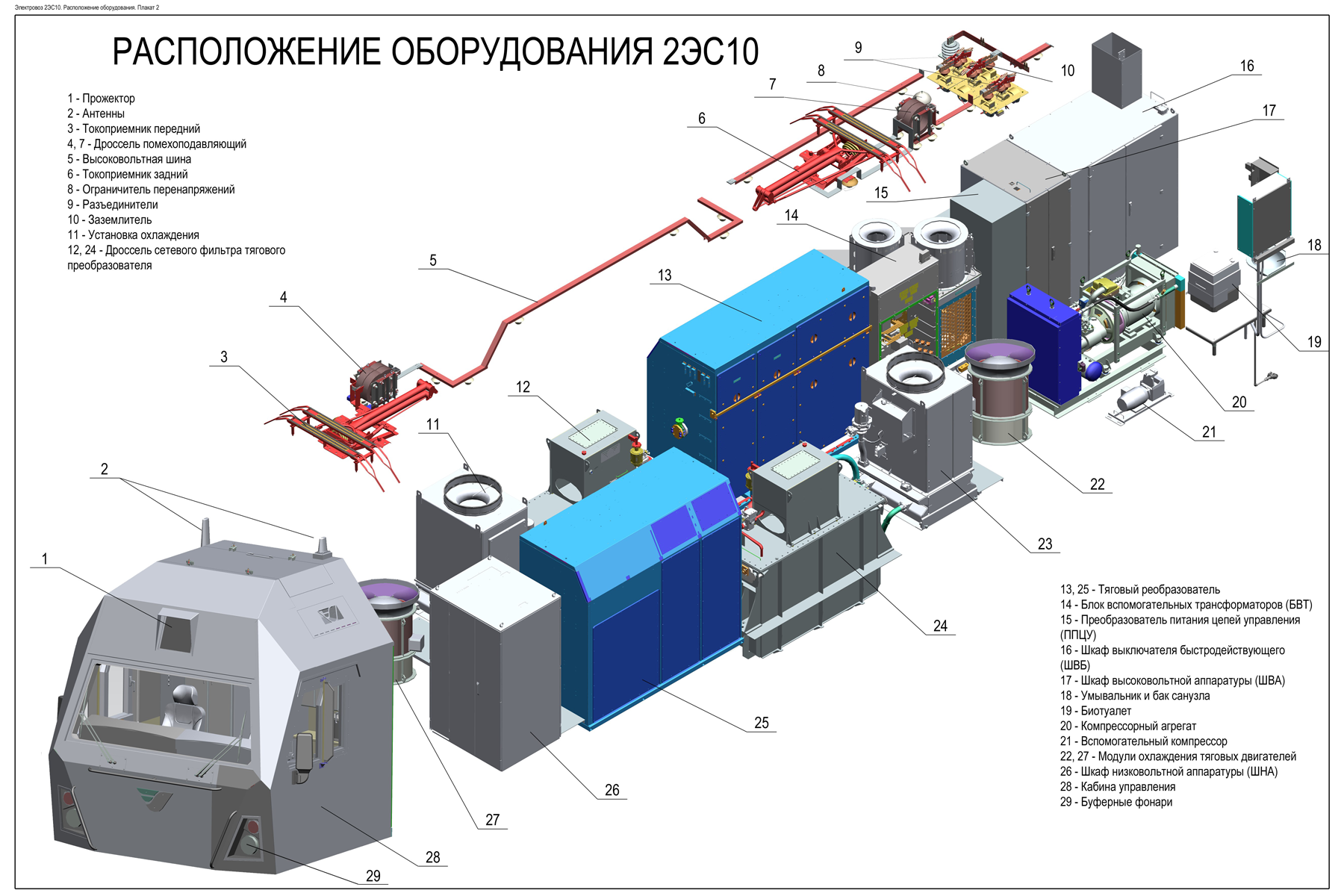
Схема расположения оборудования в 2ЭС10, изображение предоставлено пресс-службой «Уральских локомотивов»

Электродвигатель «Ласточки», просто оцените размер
Конечно, можно пойти и по другому пути — маневрировать количеством секций (сейчас дополнительные подцепляют на подъёмах) или же модернизировать сам путь, либо расширяя колею, либо меняя стали головки рельса. Но это, как вы понимаете, скорее, из области фантастики.
Ещё по мере прогресса электровозов менялось торможение — рекуперация, более точное управление. Это влияет на техническую скорость: пневматическое торможение вообще-то не даёт такую фичу как «сбросить скорость на 5 км/ч». Практика была такая: идёте вы на 80 километров в час, применяете торможение и через 7-8 минут едете уже 40. А вот задачи уровня «ехать с точно заданной скоростью через N минут» или «удерживать фиксированную скорость на спуске» решались очень примерно. Точное их решение даёт возможность выбирать оптимальные варианты движения — то есть экономить энергию.
Поменялось охлаждение. Более мощные машины потребовали индивидуальных вентиляторов на каждую тележку. В следующем поколении и на каждый двигатель вентилятор будет свой.
У коллекторных электровозов (2ЭС6) интервал между техобслуживаниями не очень большой, а у асинхронных в силу другой архитектуры обслуживание не через сутки происходит, а через 96-120 часов.
Вот примерно так выглядит сборка деталей локомотивов:

Отдельный центр обработки:

Завод создавался не по «советской» схеме полного цикла, а по европейской (или по довоенной московской), когда, например, то же литьё делается там, где с ним уже работают. То есть приезжает довольно много деталей высокой степени готовности. То, что критично для изделия, — изготавливается на месте, остальное дособирается. То есть если на ТВЗ оказалось проще собирать мебель для вагонов внутри комплекса, то тут те же электрошкафы приезжают готовыми.

Преобразователи собственных нужд для 2ЭС6
Из последних приобретений завода — новая покрасочная линия для крупных элементов. Вообще, окраска тут совершенно особенная, потому что наносится два слоя грунта и поронаполнитель, а только потом основной слой. До окраски элемент обрабатывается в дробеструйной камере. В комплексе 2 камеры для мелких деталей, 3 камеры для крупных узлов (рам тележек), моечная камера. До секции стоит дробеметная установка и дробеструйка, после — сушильная камера.
Если на всём заводе элементы и материалы двигаются кранами или перевозятся на погрузчиках, то в покрасочной линии есть своя транспортная система — элемент один раз подвешивается и едет до последнего. В старых камерах надо было двигать всё вручную.

Вот ручная окраска сложных участков. Краски используются водорастворимые.


Контроль качества
Качество контролируется по IRIS (ISO/TS 22163). Как обычно — входной контроль поставок, сквозной контроль (каждый следующий обрабатывающий центр — внутренний заказчик с требованиями по приёмке) и приёмочные испытания. Внутренний контроль автоматизируется, где можно — например, геометрия колёсных пар замеряется роботом с лазером (Calipri). На электрической пусконаладке стоит «Адаптроник» NT 850. Её мы в это посещение лично не видели, но вот цитата из описания: «В программу системы вносятся все электрические схемы, на основании которых подключенный к вагону NT 850, проводит проверку каждой схемы, каждого соединения во всех узлах вагона».
Всё то, что можно контролировать неразрушающими методами (магнитопорошковый для поиска дефектов поверхностей, ультразвуковой для поиска дефектов внутри, вихретоковой для поиска дефектов структуры металла + рентген + капиллярный метод) — контролируется ими. Часть продукции выборочно контролируется разрушающими методами — то есть выбирается случайная деталь, случайный кусок материала или другой элемент из потока и относится посмотреть прочность на растяжение, на химические анализы, макрошлифование сварных швов и так далее.

Вот лежат оси, ждут контроля качества. Это оси электровоза, их очень легко отличить от осей «Ласточек»

Оси «Ласточек». Все оси проверяют на комплексе «ГЕОМЕТРИКС-О» — робот берёт ось, качает ей, крутит — и на основе нагрузок на разные датчики ищет геометрические дефекты.
К концу года должен появиться новый электровоз 2ЭС6А с асинхронным приводом. Причём отечественного производства. И это базовая платформа для целой линейки машин.
Конечно, завод идёт по пути локализации. И пандемия, и вообще последние экономические события заставляют где-то просто экономически стимулировать отечественных производителей, где-то учить и помогать поставить какие-то процессы — но те, кто способен конкурировать с европейскими поставщиками, подключаются к программе поставок. И, конечно, системно выгодно, чтобы таких было больше.
Гораздо больше сосредоточено не в изменении изделия, а на производстве. За последние годы сильно снизилась себестоимость проектирования, например. Если раньше конструкторский коллектив состоял из нескольких тысяч человек, которые упирались по производительности в бутылочное горлышко бумажного чертежа и калькулятора, то сейчас ту же работу могут делать 120 человек, имеющих нормальный софт. Примерно похожий процесс произошёл с технологами, которые могут сразу же проектировать ТЗ для обрабатывающих центров и выгружать на станки параметры. Для примера на Новочеркасском заводе во времена его расцвета работало около 14 тысяч человек, и выпускал он тот же порядок электровозов по количеству в год. На «Уральских локомотивах» же работает 3917 человек (на апрель 2021). То же примерно количество локомотивов плюс «Ласточки» (всего выпущено 1338 электровозов на начало июня и 193 «Ласточки», там в том числе пятивагонные, семивагонные и десятивагонные). Да, понятно, что это другие инвестиции в оборудование и автоматизацию, но итоговый выигрыш всё равно ощутимый.
То есть если нужно тянуть длинный товарняк, используется не более мощный и тяжёлый локомотив, а подцепляются вторая, третья или даже четвёртая секции.
В итоге производство локомотивов из растущего вертикально скачками благодаря НИИ превратилось в эволюционирующее постепенно, выигрывающее несколько процентов то тут, то там. И главные выигрыши сейчас — в экономике, то есть себестоимости и скорости серийного производства.
Давайте покажу завод «Уральские локомотивы» — но не ту часть, где прекрасные Ласточки, а ту, где самый хардкор.
Вот так производство выглядит изнутри. Справа и слева — обрабатывающие центры, сверху — краны, на которых можно перемещать детали дальше.
Производство, мы идём в правую часть. Гламурная левая — для «Ласточек». Справа преимущественно сталь, слева преимущественно алюминий, и материалы стараются не пересекать.
Почему понадобились локомотивы вообще
Так исторически сложилось, что у нас с вами очень большая страна. В качестве кандидатов на логистические пути ещё при царе рассматривались дирижабельные трассы, железная дорога и речные пароходы. Уже тогда железная дорога эффективно обошла речной транспорт, а дирижабли что-то не взлетели. В итоге к концу СССР мы имеем одну из самых крупных в мире железнодорожных систем, от которой очень сильно зависит почти всё в стране.
Дальше с 1993 года по 2003 год парк тяги почти не обновлялся и быстро устаревал и амортизировался. К началу двухтысячных стало понятно, что объём перевозки грузов будет снова расти. Понадобилось много новых тепловозов и электровозов. Электровозы были нужны больше, поскольку их системный экономический КПД был выше. При этом у нас на тот момент было два стандарта электрификации — на переменном и постоянном токе. Постоянный достался нам ещё от царя (но в прод вошёл в СССР), а переменный — более современный стандарт. На переменном токе контактная сеть 25 кВ, а ток небольшой очень. На постоянном всё наоборот – 3 кВ, но при этом токи очень большие, поэтому частые пережоги проводов. Но, очевидно, перекладывать старую электрификацию — почти космическая программа.
Первые электрифицированные участки начали появляться примерно в 1926 году. Была электричка под Баку, там электрификация была 1,2 кВ. Переменный ток появился в середине 50-х. Первые электровозы купили во Франции. Появился Н60 (ВЛ60) на ртутных выпрямителях. Из-за паров ртути было много проблем со здоровьем машинистов — это, в частности, к вопросу безопасности и эргономики рабочего места. Потом уже появились более современные выпрямители — ВЛ60К с «К» в конце, потому что кремниевые.
В СССР электровозы переменного тока делал Новочеркасский электровозостроительный завод, а для постоянного тока — Тбилисский завод. На 2003 год Новочеркасск был жив, а Тбилисский завод, скорее, нет. То есть они брали разовые заказы, выпускали локомотивы старых серий и вообще не входили в состав нашей страны.
В 2003 году понадобился новый завод, и его основали под Екатеринбургом, в Верхней Пышме. Напомню, Екатеринбург — это город-завод, куда в ВОВ эвакуировали очень много тяжелого производства из Москвы. Почти полный цикл производства материалов и компонентов рядом был — ну, если не считать таких штук типа электродвигателя или его прошивки, которые довольно тяжело отлить на оборудовании времён ВОВ. Позже «Группа Синара» и «Сименс» заключат союз, и у нас будет локализовано производство наиболее наукоёмких частей для разных поездов. Так старый завод сварных машиностроительных конструкций стал «Уральскими локомотивами».
Модификация ВЛ11
Первые заказы были на модификацию 30 старых добрых рабочих лошадок ВЛ11. В первую очередь туда были нужны новые микропроцессорные системы управления, плюс раз уж всё разбирали — несколько пропатчили кабину, чтобы она была комфортнее и соответствовала новым нормам труда. Тогда в 1998 году впервые для России и стран СНГ возникли нормы безопасности для сертификации подвижного состава. Кто-то понял, что замерзающий скрюченный машинист не в полной мере может сосредоточиться на работе, и появились требования по микроклимату и основным эргономическим параметрам рабочего места. В смысле, не то, чтобы всё было так плохо, но стало удобнее, просторнее, и локомотивы стали испытывать для диапазона температур +50 и -50 не только в плане «узлы не отказывают».
Фрагмент кабины ВЛ11 из музея железных дорог Екатеринбурга
Более современная кабина 2ЭС6
Гораздо важнее, что стояла задача набраться опыта модернизации ВЛ11 и разработать электровоз переходного периода. Стратегия РЖД подразумевала, что сначала будет выпущена некая времянка, которая закроет острую потребность в тяге, а потом уже придут перфекционисты и сделают нормальный электровоз. Поскольку в развитии РЖД работают здравые люди, и у них есть огромный НИИ для оценки долговременных параметров, уже тогда подозревали, что времянка будет постоянной, и поэтому хотели собрать все шишки как можно раньше на ВЛ.
Самое важное — локомотивы переходного периода всё ещё были с коллекторными тяговыми двигателями (следующее поколение поменяет движки), но уже с интегрированной микропроцессорной системой управления.
Локомотивы переходного периода 2ЭС6
На локомотив накатили все мелкие патчи, которые копились примерно последние полвека.
Увеличили комфорт локомотивной бригады.
Выросла сила и мощность — в первую очередь сила тяги. В локомотиве вообще главное не мощность, а его способность что-то за собой тащить (где что-то — это грузовые вагоны).
Появилась система самодиагностики и вообще куча микросхем площадью менее 1 квадратного метра. Это же изменило парадигму управления. Если раньше электровоз в плане устранения неисправностей в пути был похож на беготню с перемычками, которыми надо было отсекать участки цепей, то теперь он стал программно-управляемым, то есть машинист мог сделать всё с пульта.
Сейчас в производстве трёхсекционная «Синара» (2ЭС6). Одну секцию на практике никто не эксплуатирует, потому что для разворота нужен круг, а у нас в стандарте почти везде тупики, то есть нужно иметь кабину спереди и кабину сзади. Сцепка из двух секций даёт нужную силу тяги и возможность ездить в обе стороны. Если нужно больше тяги — в середину ставят третью бустерную секцию. Она принципиально такая же, как две другие, просто без кабины. Например, такие сцепки используются на Кузбассе для перевозки угля — для поездов до 12 тысяч тонн. Как правило, бустерную секцию из сцепки не вынимают, а просто эксплуатируют всё это вместе как один объект. Для самых тяжёлых участков используется две бустерные секции внутри, получается «квадрат» — четырёхсекционный электровоз.
И ещё из очень важного — к этому моменту уже улучшились материалы, и можно было переделать много узлов под новый сопромат. Появились новые стали, которые могли держать гораздо большую нагрузку большее время. А это дало возможность улучшить почти всё: и обычное поведение, и поведение в кривых, и во время набора и сброса тяги, и реакцию на удары от неровностей путей. Самое важное — усталостная прочность стали, по ней в сфере закладывается двойной запас.
Тележка для 2ЭС6
Ну и кое-что поменялось в самой архитектуре узлов. Если на Свердловской железной дороге у ВЛ11 бандаж надо менять на колесе и на колесной паре каждые 350 тысяч километров, то на 2ЭС6 надо менять его каждые 500 тысяч километров. Хотя бандаж там стоит тот же самый — но из-за особенностей устройства лучше вписывается в кривые. Те же листовые рессоры заменены на более сложные, двигающиеся не только вверх-вниз, но и по горизонтали.
2ЭС6 выпущено 1155 штук, и они вполне нормально эксплуатируются на железных дорогах по всей стране.
Вот так трёхсекционка выглядит сверху:
А это охлаждение:
Вот таблички ждут своего часа:
Конечно, я не удержался и заглянул в вентилятор:
Сварка аккуратная, потому что её делает робот. Красноватые метки — это приходил контроль качества и нанёс свой раствор.
А вот портрет робота-сварщика:
Рядом с ним работают и обычные мужики:
2ЭС10 «Гранит»
Следующее поколение — 2ЭС7 и 2ЭС10. 2 — это две секции (может быть и больше), ЭС — электровоз секционный, 6, 7 и 10 — тип. Художественное название получили тип 6 двухсекционный электрический – «Синара», и тип 10 двухсекционный электрический — «Гранит».
«Гранит» получился очень крутым на тот момент. Потому что он упёрся уже не в конструкционные особенности и недостаток технологий, а в те самые физические пределы по рельсам и ширине колеи.
Музейный экспонат: чем может кончиться излишняя нагрузка на головку рельса
В итоге как раз «Гранит» максимально соответствует задаче «перевозить максимум грузов минимумом единиц тяги». Плюс его можно было производить много, очень много — сейчас завод готов делать до 320 секций в год, то есть если делать только двухсекционки — 160 локомотивов в год. На конец весны произведён 171 «Гранит» и 12 2ЭС7.
К сожалению, для гордости патриотов это некоторый удар: главная наукоёмкая часть разработки как ЭС10, так и ЭС7 — это асинхронные приводы, которые привнёс «Сименс». Правда, собираются они сейчас уже в России в Санкт-Петербурге.
Асинхронные приводы дали более плавное регулирование тяги, чем приводы с независимым возбуждением (а они регулировались плавнее приводов первых поколений). Микропроцессорное регулирование дало возможность лучше работать с тягой — и это тоже сыграло на основную задачу. Там, где двухсекционный ВЛ11 везёт в номинале 4 тысячи тонн, новый может взять 5,5 тысяч тонн (у электровоза с приводом независимого возбуждения тяговых двигателей сила тяги лучше там реализуется, чем у обычного электровоза примерно на 12-14%, а у асинхронного выигрыш ещё до 12%). Разместить в тележке коллекторные движки больше чем 800-850 кВт не получается из-за текущих изоляционных материалов. На 2ЭС6 двигатель уже был мощностью 810 кВт, и дальнейшее развитие лежало уже только через асинхронный привод. 2ЭС6 — 5,5 тонн масс движка на 810 кВт, 2ЭС10 — примерно 4 тонны на 1050 кВт.
Схема расположения оборудования в 2ЭС10, изображение предоставлено пресс-службой «Уральских локомотивов»
Электродвигатель «Ласточки», просто оцените размер
Конечно, можно пойти и по другому пути — маневрировать количеством секций (сейчас дополнительные подцепляют на подъёмах) или же модернизировать сам путь, либо расширяя колею, либо меняя стали головки рельса. Но это, как вы понимаете, скорее, из области фантастики.
Ещё по мере прогресса электровозов менялось торможение — рекуперация, более точное управление. Это влияет на техническую скорость: пневматическое торможение вообще-то не даёт такую фичу как «сбросить скорость на 5 км/ч». Практика была такая: идёте вы на 80 километров в час, применяете торможение и через 7-8 минут едете уже 40. А вот задачи уровня «ехать с точно заданной скоростью через N минут» или «удерживать фиксированную скорость на спуске» решались очень примерно. Точное их решение даёт возможность выбирать оптимальные варианты движения — то есть экономить энергию.
Поменялось охлаждение. Более мощные машины потребовали индивидуальных вентиляторов на каждую тележку. В следующем поколении и на каждый двигатель вентилятор будет свой.
У коллекторных электровозов (2ЭС6) интервал между техобслуживаниями не очень большой, а у асинхронных в силу другой архитектуры обслуживание не через сутки происходит, а через 96-120 часов.
Ещё немного про завод
Вот примерно так выглядит сборка деталей локомотивов:
Отдельный центр обработки:
Завод создавался не по «советской» схеме полного цикла, а по европейской (или по довоенной московской), когда, например, то же литьё делается там, где с ним уже работают. То есть приезжает довольно много деталей высокой степени готовности. То, что критично для изделия, — изготавливается на месте, остальное дособирается. То есть если на ТВЗ оказалось проще собирать мебель для вагонов внутри комплекса, то тут те же электрошкафы приезжают готовыми.
Преобразователи собственных нужд для 2ЭС6
Из последних приобретений завода — новая покрасочная линия для крупных элементов. Вообще, окраска тут совершенно особенная, потому что наносится два слоя грунта и поронаполнитель, а только потом основной слой. До окраски элемент обрабатывается в дробеструйной камере. В комплексе 2 камеры для мелких деталей, 3 камеры для крупных узлов (рам тележек), моечная камера. До секции стоит дробеметная установка и дробеструйка, после — сушильная камера.
Если на всём заводе элементы и материалы двигаются кранами или перевозятся на погрузчиках, то в покрасочной линии есть своя транспортная система — элемент один раз подвешивается и едет до последнего. В старых камерах надо было двигать всё вручную.
Вот ручная окраска сложных участков. Краски используются водорастворимые.
Контроль качества
Качество контролируется по IRIS (ISO/TS 22163). Как обычно — входной контроль поставок, сквозной контроль (каждый следующий обрабатывающий центр — внутренний заказчик с требованиями по приёмке) и приёмочные испытания. Внутренний контроль автоматизируется, где можно — например, геометрия колёсных пар замеряется роботом с лазером (Calipri). На электрической пусконаладке стоит «Адаптроник» NT 850. Её мы в это посещение лично не видели, но вот цитата из описания: «В программу системы вносятся все электрические схемы, на основании которых подключенный к вагону NT 850, проводит проверку каждой схемы, каждого соединения во всех узлах вагона».
Всё то, что можно контролировать неразрушающими методами (магнитопорошковый для поиска дефектов поверхностей, ультразвуковой для поиска дефектов внутри, вихретоковой для поиска дефектов структуры металла + рентген + капиллярный метод) — контролируется ими. Часть продукции выборочно контролируется разрушающими методами — то есть выбирается случайная деталь, случайный кусок материала или другой элемент из потока и относится посмотреть прочность на растяжение, на химические анализы, макрошлифование сварных швов и так далее.
Вот лежат оси, ждут контроля качества. Это оси электровоза, их очень легко отличить от осей «Ласточек»
Оси «Ласточек». Все оси проверяют на комплексе «ГЕОМЕТРИКС-О» — робот берёт ось, качает ей, крутит — и на основе нагрузок на разные датчики ищет геометрические дефекты.
Куда двигаться дальше
К концу года должен появиться новый электровоз 2ЭС6А с асинхронным приводом. Причём отечественного производства. И это базовая платформа для целой линейки машин.
Конечно, завод идёт по пути локализации. И пандемия, и вообще последние экономические события заставляют где-то просто экономически стимулировать отечественных производителей, где-то учить и помогать поставить какие-то процессы — но те, кто способен конкурировать с европейскими поставщиками, подключаются к программе поставок. И, конечно, системно выгодно, чтобы таких было больше.
Гораздо больше сосредоточено не в изменении изделия, а на производстве. За последние годы сильно снизилась себестоимость проектирования, например. Если раньше конструкторский коллектив состоял из нескольких тысяч человек, которые упирались по производительности в бутылочное горлышко бумажного чертежа и калькулятора, то сейчас ту же работу могут делать 120 человек, имеющих нормальный софт. Примерно похожий процесс произошёл с технологами, которые могут сразу же проектировать ТЗ для обрабатывающих центров и выгружать на станки параметры. Для примера на Новочеркасском заводе во времена его расцвета работало около 14 тысяч человек, и выпускал он тот же порядок электровозов по количеству в год. На «Уральских локомотивах» же работает 3917 человек (на апрель 2021). То же примерно количество локомотивов плюс «Ласточки» (всего выпущено 1338 электровозов на начало июня и 193 «Ласточки», там в том числе пятивагонные, семивагонные и десятивагонные). Да, понятно, что это другие инвестиции в оборудование и автоматизацию, но итоговый выигрыш всё равно ощутимый.
С нами сегодня был Виталий Брексон, первый заместитель генерального директора по технической политике.






























Ergistael
Почему такая огромная цена на локомотивы? Монополизм? Что там ТАКОГО сложного? (Цена металла - проценты от цены изделия.)
Специалистов сократили - нашли ли они себя? Увеличилось ли количество локомотивных заводов? Или в такой системе это не нужно?
amartology
Ergistael
Разница в цене на два порядка, мне ее трудно объяснить сложностью электроники. Что сложного в машине, едущей тупо по рельсам? Вот в Тесле - анализ дорожной обстановки, риски законодательства и спроса...
Javian
Эта машина должна ездить 50+ лет без капремонта.
Ergistael
Это не так. Там по регламентам огромное количество плановых ремонтов и обслуживания, включая средний и капитальный ремонт. Срок службы 40 лет (не менее), это минимум 2 капремонта.
Javian
Обслуживание там специфическое. В подобных дорогих машинах, например, проводится хроматографическое исследование состава масла чтобы во время заменить изношенные узлы до того как их износ приведет к износу других узлов.
Для современных авто это как фантастика — выплатил кредит и выбросил авто т.к. изношенно уже все.
aPiks
И что такого изнашивается в современном авто, что его надо выкидывать через 3-5 лет? Просто я вижу толпы людей, ноющих, что автомобили стали одноразовыми и раньше было лучше. Да, конструкция двигателей и электроники усложнилась, так что теперь нельзя автомобиль починить с помощью ключа, молотка и отвертки, как раньше, но долговечность материалов от этого вряд ли меняется. Косвенное подтверждение этому — куча дизельных и гибридных Рено, Пежо, Вольво и фотльвагенов последних 3-5 лет, которые в Юбере, такси и тд. намотали по 250 — 300 тыс км и ездят себе дальше с родным двигателем, коробкой и тд.
DMGarikk
все тоже самое что и раньше. а вот цены на запчасти стали выше, многие узлы стали неремонтопригодны и запчасти на их внутренности не продаются. и автосервисы перестали делать сложные ремонты, даже блин за деньги.
вот у моего нынешнего авто (ему 21 год) капремонт двигателя стоит 130тыр, а стоимость всего автомобиля на рынке — 250тыр… если вспомнить что помимо двигателя там есть АКПП и подвеска, дешевле купить новый автомобиль
помню когда я его только купил (9 лет назад), я заехал на сервис и поменял все шланги-прокладки-резинки-ремни-грм и т.п… ценник вышел в 120тыр… и это я ещё не делал двигатель подвеску и коробку
и это при том что запчасти на моё авто в среднем дешевле многих современных иномарок
резюмируя, если покупать авто в кредит, то нет смысла вообще упарываться его ремонтом, после выплаты кредита за 3-5 лет, его проще продать и купить новый, чем морочится с ремонтом и криворукими автосервисами.
aPiks
Как по мне, при пробеге в 20 тыс в год, ближайшие 10 лет владелец будет ездить только на плановые ТО и по мелочи что-то сделать. После 200 тыс начнутся проблемы с КПП и естественным износом запчастей. Но так было всегда. И пусть владельцы Тойоты говорят, что там двигатели миллионники, но по факту к миллиону там остаётся родной только сам блок, и то не всегда, и кузов. Всё.
Если вы страдаете от стоимости запчастей, то это актуально только для России и других стран с дешевым человеческим трудом. В ЕС дешевле купить деталь в сборе в два раза дороже, чем платить сервису за ремонт старой. Простой пример. Деталька в сборе стоит 30 евро за штуку и поставить её стоит 50 евро, ремкомплект стоит 7 евро, но работы намного больше, так что вы заплатите 7 евро за ремкомплект и 100 евро за работу. В любой стране с дорогим рабочим трудом, чаще всего купить что-то новое оказывается на порядок дешевле ремонта старого. Тот-же холодильник новым стоит 350 евро, а поставить новый компрессор в старый стоит 250, при том, что сам компрессор + газ для заправки стоят 180. Ну и тут как бы имеет смысл приобрести новый, чем ремонтировать 7-8 летний холодильник, который непонятно сколько еще протянет.
QwertyOFF
У меня на 75 тысяч пробега и 2.5 годах жизни автомобиль скушал катализатор, полностью приведя в негодность двигатель. Стоимость ремонта 30-50% от цены нового авто (в зависимости от комплектации, но с одинаковым двигателем). Что сделал производитель? Правильно, в новых точно таких же автомобилях уменьшил срок гарантии на катализатор со 150 до 100 тысяч километров. Готов ли я оставить себе эту машину после окончания гарантии? Нет. До этого был ВАГ со смехотворной гарантией два года, по истечении которых и с относительно небольшим пробегом я начал менять детали подвески.
Ваше заявление про дешевый ремкомплект — дорогую установку сильно утрированно. Потому что заменяемые детали становятся все «крупнее». Как в моем случае, замена двигателя эта норма, или дешевле было бы расточить чугунные цилиндры?
Даже не знаю, какой авто нужно купить, чтобы 200 тысяч пробега делать на нем только регламентные ТО. Вероятно еще есть что-то живучее дизельное, но в стране дешевого человеческого труда дизельный авто себе могут позволить немногие.
Kelsink
Укрупнять узлы выгодно для производителя. Дешевле сборка (меньше операций), проще логистика. Дешевле ремонтировать во время «гарантийного» периода, ну и надежность такого ремонта выше. Узел то заводской — уже не так важно кто его ставил.
Про дорогую установку — ни разу не утрировано. Я остро прочувствовал это на себе, переехав в штаты. Более менее нормальный специалист, способный диагностировать сложную проблему тут хочет получать сильно больше 50 долларов в час. Это касается ремонта всего. От телефонов до машин.
QwertyOFF
Конечно производителю выгодно, но на русском рынке машина получается одноразовой, потому что стоимость деталей значительно выше стоимости установки «ремкомплекта», если бы он существовал. Вот и получается что через 3-5 лет или 100-150 тысяч пробега от машины надо избавляться, потому что приходится менять рулевую рейку вместо ее втулок, выкидывать двигатель вместо капиталки и покупать новое двухдисковое сцепление по цене отпуска в Турции.
Возможно в штатах ситуация выглядит иначе из-за разного соотношения зарплата/цена авто/цена запчастей/цена работ. У нас большинство продающихся авто позиционируются как «для стран третьего мира», автопроизводители могли бы учесть эту особенность при разработке своих повозок, чтобы люди наконец-то перестали насиловать пассат б3 и прочие тридцатипятилетние машины. К сожалению производителям это не нужно, «средний класс» и так купит новый солярис раз в пять лет.
Kelsink
Средний класс и солярис. Хех. Это очень бюджетная машина. Сколько бы она не стоила сейчас в России.
Все эти машины «для стран третьего мира» просто *дцатилетние разработки, слегка подшаманенные для нужного уровня ЕВРО.
Для бюджеток тоже актуально укрупнение узлов. Я бы сказал, что еще более актуально т.к их производят в больших количествах. Убрали пару лишних винтов -100р к машине, — миллионы в целом. Как итог — более доступная машина т.к. конкуренция острее. Выбор уже идет не в опциях\дизайне, а тупо исходя исходя из цены. Сделать ремонтопригодной — значит добавить разборные узлы, добавить винтовые соединения и т.д.
Просто будем объективны. Что выгоднее продавать Новую машину или Вечную.
Uze_zanyat
DMGarikk
Тесла же!
p.s. её же вроде нельзя ремонтировать не слетая с гарантии и вообще не существует рынка новых-белых запчастей?
V1RuS
Зависит от климата. Сырой зимой на соленых дорогах может и за 5 лет сгнить, особенно если кузов не оцинкован.
DMGarikk
ну авто стали действительно ломаться чаще и люди несколько по другому стали относится.
я вот владея древним авто с моим пробегом в 300ткм за 9 лет (плюс на момент покупки пробег на приборке был 240ткм — а он был скручен с непонятно каких цифр), я примерно представляю когда и что должно у авто отваливаться.
при этом, я много слышал таких фраз от знакомых:
1) у меня ваг с дсг, безпроблемный автомобиль, ломучая дсг-наглая ложь и слухи, я на 50ткм по гарантии поменял сцепление… вот скоро 90ткм пробега… надо еще раз поменять, потом я поменяю авто — совершенно никаких проблем!
===шта? у меня 20 летний авто с акпп гидромеханикой, за 9 лет с пробегом в 300ткм я в ней 2 (два) раза менял масло… а человек на 90ткм второй раз по гарантии меняет сцепление в ДСГ… что ваще происходит?
2) у меня нисан альмера… на 40ткм потек радиатор… поменял на 60ткм потек радиатор опять… новый… замененный по гарантии
===wtf!!! я на своем авто радиатор менял два раза, 1 раз после покупки — старый владелец перетянул гайку крепления патрубка и он лопнул… и 1 раз на автосервисе в него закрутили шуруп — прикручивая вентиляторы
3) мой знакомый продал VW Polo у которого 'он посыпался… хлам никогда не куплю… пробег 80ткм… застучала подвеска!!! (косточка-стабилизатор) это как так авто делают???'
===ээм… подвеска — расходник, если ты живешь не только внутри МКАДа, и то… на жигулях подвеска жила примерно 50-60ткм и то только потому что там антикварная двухрычажка с кучей сайлентов и дешманский запчасти, в иномарках к пробегу 100-150ткм начинают помирать резинки… особенно если пробег в 150ткм случается через 5-8 лет… они тупо трескаются от старости
На своем авто я перебирал подвеску два раза… за 300ткм, это считается нормальным, опятьже если ездить не только внутри МКАДа… а я очень много путешествовал на авто по тем местам куда нормальные люди даже на логане не суются… а я на полноразмерном американском седане лезу
так что смотря на знакомых я могу сказать — да, современные машины стали ломаться чаще, и люди перестали воспринимать ремонт и вообще поломки авто — нормальным событием. автопроизводители это заметили, и на современные двигатели уже перестают делать ремонтные поршни/кольца и вкладыши для распред-/коленвалов. тоесть если в авто ломается НЕ подвеска — его проще выкинуть и купить новое чем морочится с ремонтом. а после окончания гарантии на 150ткм, в таком авто просто нет смысла т.к. ценник на ремонт начнет превышать его себестоимость.
Kanut
Что в общем-то неудивительно учитывая что в машины пихают гораздо больше вещей и поэтому естественно растёт вероятность того что хотя бы одна из них да сломается.
А я вот прекрасно помню как мы с отцом регулярно ремонтировали Жигули и Ладу. Причём Ладу пришлось ремонтировать даже когда она была только куплена, то есть вообще новая с завода :)
Свои машины у меня тоже уже лет 20 и только по моему опыту я бы не сказал что раньше они ломались реже. Но это так себе выборка…
DMGarikk
до крайслера у меня был лансер 98 года, я на нем проехал 180ткм за 3 года (купил тоже далеко не новым — 7 летним, с пробегом по приборке 120ткм).
мне он запомнился тем что не ломался вообще, ну прям совсем… первым авто у меня были жигули, а тут такой космолет… я его продал потому что у него начались серьезные проблемы с коррозией всего чего только можно (вплоть то тормозных трубок) но по механике я даже подвеску у него не менял (кроме рулевых тяг сразу после покупки)
wrewolf
Ну вот тут как повезёт. В окружении были москвичи 42, и в основном они просто ездили от ТО до ТО. (но было пару исключений)
Так же есть машина у которой на клубном форуме есть прям календарик по пробег — что отвалится (и это работает, главное не забывать об этой фиче)
JerleShannara
42го москвича не было, если вы конечно не рассматриваете очень редкого коротыша 2142. Или это уже были князья с асатряновской(гори он в аду) обходной технологией.
wrewolf
Я не настолько в них разбираюсь )
Перепутал 42 с 41
JerleShannara
Ну а с 41ым(не святогором 214145), как очень давний его пользователь, могу так сказать — без доработок он будет делать мозг. Зато после — отличная жоповозка с достойным комфортом и условно-терпимым уровнем безопасности, пока не сгниёт.
DMGarikk
она же морально устарела еще в начале 90х, достойный комфорт у неё только в сравнении с отечественным автопромом тех-же лет. у этого агрегата даже кондея нет, я уж молчу про качество торпеды и вообще отделки.
проще пассат б3 купить и он более адекватным будет выбором
wrewolf
Кондей есть, как и полный привод.
Сидухи сравнимы по комфорту с рио-солярисами.
Но найти купить на него кондей это отдельный квест.
А полноприводные вроде вообще в серию не пошли, но есть Н живых экземпляров.
Ну и потом, машина тех лет, это вообще конструктор
Gryphon88
Нет, всегда можно купить несколько экземпляров в состоянии «ещё едет», а потом заниматься некроканнибализмом, но это не всем понравится, даже если машина правда хороша.
DMGarikk
ну это путь для ярых фанатов марки. по факту ценник на такие доработки и время на поиск превысит стоимость какогонить японца из конца 90х в котором это всё будет и при этом ломаться будет в 10 раз реже и запчасти в 100раз доступнее
wrewolf
Очень спорно, японские запчасти тех лет не так распространены.
DMGarikk
у меня был лансер 98 года выпуска, запомнился совершенной неубиваемостью (и фиговой коррозионной стойкостью), у меня не было проблем поиска запчастей на него вообще
минус был разве что в том что 'на мицубиси очень дорогие запчасти' (с) — вот это реально так сравнивая с нынешнем авто которое в два раза выше классом… на него запчасти-расходники раза в два дешевле (за некоторыми исключениями по двигателю)
JerleShannara
Ну я про доработки не случайно писал. Кондей заводской там впринципе есть, после приложения рук даже климат контроль из него получить можно однозонный. Сидушки можно от князьёв люксовые поставить (открутил-прикрутил). Торпеда — да, больное место, но рёбра жесткости и виброизоляция исправляют этот недостаток не сильно портя пассивную безопасность. Да даже круиз можно воткнуть (в идеале правда делать это совместно с установкой рено от святогора, но можно и на родные умпо/ваз). Гур, ну он тоже туда ставится. Отделка — вменяемая вполне, если её не убили до этого.
titsi
Всмысле пихают много вещей? Давайте про сцепление поговорим.
У форда фокуса 1 поколения сцепление потребовало замену 1й раз в 280 тыс пробега. Снимали сцепление оно было заводским. Сколько сейчас сцепление у новых VW поло ходит? Тысяч 60?
Kanut
У форда фокуса первого поколения были катализатор, круиз-контроль с удержанием полосы, парктроник, катплизатор, мультимедиа с навигатором, старт-стоп-автоматика, фильтр на выхлопы и так далее и тому подобное?
И я без понятия что вы имеете в виду под именно новым поло, но я думаю вы без проблем найдёте поло с пробегом больше 100000 и родным сцеплением.
titsi
Хоть минус не я ставил. НО…
У ФФ1 много разных двигателей — бензин, дизель tdci дизель tddi…
дизель tdci 1.8 литра 115 л.с — катализатора нету (но есть клапан egr) при этом выбросы со2 143г/км, а вот дизель tddi 1.8 литра 90 л.с содержит катализатор, при этом самый мощный это 90 л.с и при этом выбросы со2 143г/км. КАк вы видите наличие только катализатора не всегда снижает количество со2, для этого есть и другие технологии.
круиз-контроль имеется. А вот чтоыб с удержанием полосы — если заморочиться то можно как опцию поставить.
это и в жигули можно поставить.
выше ответил
Есть
Такого нету. Но разве эта система не изнашивает узлы двигателя? Будет ли это экологично, если для производства новых узлов двигателя нужно портить экологию?
если заморочиться то можно как опцию поставить.
Kanut
Ну вот мы и видим кучу "можно поставить". И если всё это действительно поставить, то что-то из этого скорее всего рано или поздно начнёт ломаться. А в новых машинах куча таких вещей стоит уже в базовой конфигурации.
titsi
Выше в коментах речь была про двигатель/коробку передач. И производители современных авто(не всех конечно) в этом плане умышленно снижают ресурс узлов двигателя и коробки, трансмиссии…
Kanut
Зачем им это делать? Чтобы люди ушли к конкурентам после покупки первой машины?
JerleShannara
Эмм, а ничего, что конкурентов не осталось?
Kanut
Вверху человек написал «не всех конечно». Следовательно как минимум по его мнению они остались.
Да и в целом: вы считаете что имеется какой-то картельный заговор всех автопроизводителей в мире по вопросу «умышленного снижения ресура узлов двигателя и коробки, трансмиссии…»?
DMGarikk
Это не заговор, это просто тренд. Запланированный износ.
Автопроизводители вообще ничего не делают лишнего что их не обязывают делать
Kanut
Если автопроизводители просто не пытаются делать «вечные» двигатели/коробки/трансмиссии просто потому что их никто не готов покупать из-за повышения цены, то на мой взгляд это не назовёшь «умышленно снижают ресурс».
«Умышленно снижают ресурс» это когда есть двигатели/коробки/трансмиссии которые могут работать долго. А автопроизводители что-то там умышленно делают чтобы они столько работать не могли и быстрее ломались.
DMGarikk
ну вот пример. у моего авто в передней подвеске есть рычаг с сайлентблоком. конструктивно нагрузка на него приходится так что он быстро изнашивается (сайлентблок)
НО, его нельзя поменять отдельно, надо менять весь рычаг в сборе (рычаг, шаровая, три сайлентблока)
в ранее выпускахшися авто (до 2000х) частенько делали заменяемыми все детали рычагов.
точно также можно найти много деталей которые раньше подлежали ремонту (например помните фару в жигулях у которой можно было поменять стекло? за 200рублей) то теперь нет… только всё в сборе… от 5 до бесконечности-тысяч-рублей тупо если камешек прилетит (а еще фары стали пластиковыми… раньше со стеклом они были вечными… теперь 5-10 лет и они мутнеют… а полировать их бесконечно нельзя)
Kanut
В моём понимании это делается не для того чтобы машины быстрее ломались, а просто потому что так их проще/дешевле производить.
И на данный момент цена для покупателя приоритетнее ремонтнопригодности. Особенно если мы говорим о покупателях из зажиточных стран и «ремонтопригодности после пробега в 200000 км».
А так по идее есть всякие машины вроде мерсов G-класса, которые вполне себе ремонтопригодны. Это даже если забыть про всякие «военные»/«спец» варианты различных моделей, которые в теории тоже продаются. Только стоят совсем по другому…
DMGarikk
чёт я сомневаюсь что мой несчастный рычаг стало легче производить, тупо вычеркнув из списка запчастей три резинки… резинки то остались и их также производят (в рычаг то их откудато берут чтобы вставить)… но купить их отдельно нельзя. почему? а вот и вопрос, почему?
с фарами с одной стороны я согласен — дешевле производить… фигурные стекла (именно стеклянные стекла штука дорогая) но при стоимости фары какогонить туарега под 150тыр… стоимость стекла это просто копейки… даже если продавать тупо саму пластмассину ни у кого не убудет… но нет 'меняется только в сборе'… и в итоге все наверное помнят безглазые кайены и туареги 10 летней давности?
это наследие доисторической архаичной платформы, это реально что исключение.
тем не менее именно в G-классе, смысла в ремонтопригодности нет, чё толку вам ремонтопригодность если рычаг подвески на гелик стоит как половина ладыгранты, просто потому что это (с придыханием) рычаг на гееелик. и от этого страдают владельцы геликов 80х… машина — уазик уазиком, но запчасти как у взрослых
Kanut
Машину легче производить когда на заводе её собирают не из отдельных «резинок», а из готовых блоков. Поэтому и заказывают автопроизводители у поставщиков сразу готовые блоки. Поэтому и поставщики и для ремонта потом сразу высылают готовые блоки.
Более того в «зажиточных» странах и ремонтировать дешевле блоками. Потому что зарплата у автомеханика высокая, а блоки собирают где-то в странах третьего мира за копеечную зарплату.
Это если совсем грубо и упрощённо.
Нет, это машины под другую целевую аудторию. Тот же G-класс очень много используется всякими «путешественниками» и им подобными. И тот же немецкий бундесвер покупает машины на базе G-класса. То есть его всё ещё часто надо ремонтировать «на коленке».
Win08
Бесполезно спорить. Есть группа людей которые уверены, что все, что сейчас производят специально дорабатывают до ремонтонепригодности и специально снижают ресурс до минимума. Их не чем не переубедишь, они как плоскоземельщики.
PS. Абсолютно логично, что производители экономят материалы, уже где-то в этой теме мы разбирались, что при тиражах 1М и больше себестоимость приближается к стоимости материалов. Естественно экономия сказывается на ресурсе. Есть конечно крайне не удачные идеи и агрегаты не ходят гарантийный срок, или вовсе не работают так как задумано уже наследующий день. Но в целом, более или менее брендовые производители производят с ресурсом в несколько лет, да, кому-то кажется такой срок жизни устройства/прибора/механизма слишком маленьким. Им достаточно умножить бюджет на 10 и ресурс вырастет в разы. Конечно всегда будут исключения.
DMGarikk
это вы потому что не владеете бу автомобилем на эверидей (по фану например, как я)
а бу автомобиль, особенно не lowend-класса, это дорогое удовольствие
и так получилось что я из-за этого могу сравнивать старые и новые автомобили.
также, в европе есть законы которые обязывают производителей выпускать запчасти в течении 20 лет. а вот у моего знакомого лет 8 назад было китайское авто (geely-чётотам)… китайцы снимают машину с производства СРАЗУ со всеми запчастями… вот это реально огонь! спасало только то что это как и многие старые китайские авто — клоны каконить старого опеля… но в итоге он ездил без кондея которого не купить нигде ни за какие бабки.
так вот, в случае с 'удобными блоками',… ну так конечно, зачем произвдить детали на двигатель — можно продавать его в сборе — ремонт авто будет стоить дороже его на вторичном рынке, авто сразу выкинуть — удобно. я могу заехать сейчас к официалам крайслер и починить свой автомобиль, ценник будет в 5 раз дороже его стоимости, даже если я его в Канаде буду ремонтировать, откуда оно приехало
Kanut
То есть получается все претензии только в том что большинство производителей не особо интересует «вторичный рынок»? :)
DMGarikk
грубо говоря — да. Так и вообще вся эта тема именно про это.
вечные авто — плохо для автопроизводителя. люди на них долго ездят и перепродают и они еще ездят десятки лет. т.е. упущенная выгода для автопроизводителя который вместо двух автомобилей для двух человек раз в три года будет продавать одно авто раз в три года.
Это прямая выгода — делать их неремонтопригодными за пределами гарантии… мне вот интересна судьба старых вагов с проблемными dsg, много их осталось на дорогах? ведь окончание гарантии для них — равноценно выкидыванию авто на помойку, учитывая ценник замены сцеплений в коробке
Kanut
Вы при этом забываете что в первую очередь «вечные авто» это дорого.
То есть я опять же не могу судить о всех странах, но у нас большинство машин ездят 10-15 лет и потом их продают на экспорт. То есть люди условно говоря хотят купить «максимально дешёвую машину, которая отъездит 15 лет». А ещё они хотят чтобы их машину было дешёво ремонтировать в соседней мастерской где «механик дядя Вася» получает вполне себе «европейскую» зарплату.
И на это и ориентируются производители. И конечно они могут сделать машину, которая проживёт дольше и/или которую будет дешёво/удобно ремонтировать самому в гараже. Но такая машина будет хоть немного, но дороже. И люди такое просто не будут покупать при наличии дешёвых и менее «живучих» конкурентов.
И гарантия у нас вообще-то два года. Продлевают обычно ещё максимум лет на пять. По вашей логике машины тогда должны жить 2-7 лет, а они всё-таки живут дольше.
DMGarikk
ну вот я привел пример с вагом и ДСГ, через 10-15 лет они тупо исчезнут с рынка, даже бу авто из-за полной нецелесообразности
в европе попадаются, и довольно много, автомобили которых в РФ уже давным давно на свалку отвезли.
а по поводу ремонтопригодности, ВАЗ классика, фактически абсолютно ремонтопригодное авто, несмотря на кучу сложных и геморройных узлов (типа заднего привода с карданом, многорычажки впереди, уродского рулевого треугольника с редуктором) она стоила очень дешево
Kanut
Ну значит исчезнут. Если покупатели такого не ожидали, то значит они эту марку/модель больше покупать не будут.
«Попадаются» это какой процент от всех имеющихся? И что значит «в Европе»? Германия-Австрия-Швейцария-Нидерланды или Болгария-Румыния-Венгрия? :)
Ценообразование в СССР и раннем постсоветском пространстве это отдельная история. И я бы наверное не стал брать это как эталон :)
DMGarikk
удивительно, но это всё от создателей 'литр на тысячу — норма'. три замены по гарантии сцепления до 100ткм — совершенно беспроблемный автомобиль
ну я доехал до Чехии через Польшу, попадаюстся сильно чаще чем если доехать от Москвы до границы с РБ
Учитывая сколько стоят автомобили например в США, они в РФ в среднем — дороже
а классику выпускали практически до 10х годов
Kanut
Ну может просто действительно просто неудачная модель. Как будто раньше такого не случалось.
А "до Чехии через Польшу" это тоже не то чтобы основной рынок сбыта для немецкого автопрома. Да и не только немецкого.
Я бы сказал что там надо смотреть скорее на какие-нибудь Шкоду-Сеат. И скорее на "бюджетные" модели/варианты.
DMGarikk
ну да, давайте ориентироваться на Майами, а то и на ОАЭ, а то недостаточно попадает в нужный для контекста рынок выборки
тогда уж сразу надо говорить 'мы из всего мирового рынка авто, берем в расчет Германию-Австрию и богатые штаты из США, остальное не учитываем'
Kanut
Ну да. Разные страны могут быть совсем разными рынками. И для них могут быть свои марки/модели/варианты.
То есть я точно знаю что у VW-Audi есть разные варианты моделей для немецкого и чешского рынков.
DMGarikk
чтото я сомневаюсь что Шкода для румынского рынка более ремонтопригодна чем аналогичный VW для Германского
о чем мы собственно и говорим.
Kanut
Как минимум в отдельных вещах точно. И если я всё правильно помню, то даже отдельные модели Шкоды на немецком рынке просто официально не купить и всё.
Про варианты/комплектации я вообще молчу.
DMGarikk
многие автомобили построены на единой платформе и различаются лишь шильдиками.
Вот например в РФ продавался в начале 2000х, официально, автомобиль chrysler 300m, а вот мой автомобиль chrysler Concorde продавался в Канаде, а Dodge Intrepid и Chrysler LHS в США, при этом это совершенно одинаковые автомобили, различающиеся только некоторыми элементами салона, передними и задними бамперами, оптикой, и шильдиками
насколько я помню, со шкодой/VW дела состоят очень похожим образом. даже блин премиумы типа Порше бывают на единой с VW платформе.
вы же не будете серьезно выделять отдельную марку — если она отличается от 'оригинала' количеством вентотверстий на торпеде и другим шильдиком?
Kanut
Платформа это грубо говоря тот самый форм-фактор. Но вам никто не мешает на одну и ту же платформу ставить разные варианты.
Например более жёсткую, но более ремонтопригодную подвеску. Климу с большим расходом, но проще в эксплуатации. Или мотор попроще, но с большим расходом и/или меньше лошадей. И так далее и тому подобное.
Ну и даже если у вас машина из блоков и новые блоки дорогие, то вы всегда можете условно говоря "из трёх неработающих собрать две работающие". То есть просто использовать б/у запчасти и всё.
DMGarikk
Платформа, это грубо говоря кузов с электрикой, к креплениям которого можно прикрутить разные детали с ним совместимые.
Подвески кстати не особо много вариантов можно придумать, более злые амортизаторы (ну или пневма или с переменной жесткостью) и более твердые сайлентблоки — вот вам более жесткая подвеска, но ремонтопригодность от этого не изменится. это теже-самые детали.
вот например дастер — построен на платформе логана, соотвествтенно и ремонтопригодность у него точно такаяже
Kanut
Ну так и посмотрите какие "базовые" платформы были у VW-Audi и в чём были отличия. По хорошему принципиальные изменения появились только с MQB в 2012-2013.
Получается что все модели до этого и часть более поздних моделей(у шкод-сеатов смена платформ происходит позже чем у vw-audi) должны быть более менее одинаково ремонтопригодны.
titsi
Вечные авто плохо для автопроизводителя, еще в том плане, что стали делать свап двигателя. Это когда умельцы вынимают из ауди(например) ломучий движок(в котором сыпется все подряд начиная от стартера заканчивая гбц) и ставят двигатель от тойоты(или любой другой ресурсный движок).
JerleShannara
Ну вот например это как объясните?
www.drive2.ru/b/3001448
Kanut
То есть то что я там вижу это что убрали часть деталей и экономят на качестве сборки. То есть банальная экономия и попытка снизить цену машины.
И кстати если брать именно KIA, они в своё время пытались пробиться на рынки и поэтому делали хорошие машины за небольшие деньги. Теперь они сделали себе имя и качество их машин стало соотвествовать цене.
И такое кстати часто происходит и не только в автопроме. Лет десять назад Самсунг так с бытовой техникой делал.
Win08
Наверное, стоит учитывать и инфляцию. И приходится снижать издержки чтобы не менять цену, или не менять ее настолько сильно, или хотя бы, что бы росло не быстрее конкурентов.
Кстати, о конкурентах. А сколько у нас в мире более или менее крупных производителей? Уровня, по числу выпускаемых авто, того же УАЗа или выше? 100? 200? 500? И почему цены не опустились до уровня пары ботинок? Что им мешает?
JerleShannara
Это называется копроэкономика.
titsi
остались — это еще +- движки от тойоты и хонды(может еще какие нибудь японцы). У них некоторый ресурс (еще пока закладывается) как будет дальше неизвестно.
aPiks
На опелях 20 лет назад текли теплообменники, почти на новых.
На БМВ начала 2000х трескался блок двигателя(ага, чугунный).
На Ниссанах 15 лет назад отказывала АБС.
На Вольво 10-15 лет назад постоянно отказывал мотор салонного отопителя.
На Форде трескался рычаг.
На ФВ растягивалась цепь ГРМ.
А древнем Корвете была проблема с распределением веса и его разворачивало на ровной дороге.
На мерседесах 30летних на турбо-дизеле лопались крыльчатки турбины.
можно перечислять бесконечно.
Я лишь клоню к тому, что проблемы у автомобилей были всегда и достаточно серьёзные.
Я раньше работал в компании с большим автопарком. Компания в ЕС.
Они купили Фиесту на литровом экобусте и все мои друзья из РФ крутили у виска со словами, что этот пакет сока и 30 тыс км не проедет. Сейчас у той фиесты 270 тыс пробег и двигатель и коробка роднык, только турбину на 250 тыс поменяли(за 450 евро). Машина всегда обслуживалась вовремя у оф дилера.
На Дроме автомобили проходят ресурсные тесты. Там Аркана уже больше 100 тыс проехала на турбо 1.3 и ничего там не развалилось, тоже только очередные ТО. Тигуан 150 тыс проехал на турбированном 2.0. Тоже самое.
Если обслуживать нормально современную машину — она будет ездить без проблем.
Vsevo10d
Вы, коллеги, увели дискуссию немного куда-то не туда. В нашей стране у каждого второго мужика за 40 найдется историй и как он на Шевроле Ниве только коврик поменял, и как у него Тигуан с порога дилерского центра застучал, жидко обосрался и умер. А начиналось все с других слов: что разумнее и выгоднее в итоге, брать современную машину и вваливать в покупку цельных узлов в случае поломок, или же подписываться на танцы с бубном, но иметь простую и ремонтопригодную тачку с низким «первым взносом».
И это пипец как зависит, на самом деле, от рода занятий, структуры доходов и конъюнктуры рынка.
Десять лет назад, когда я брал первую машину, мне было актуальнее взять что-то неубиваемое из 90-х типа Audi 80/ Volvo 740/ Toyota Carina.
А современная машинка-то более чувствительная, что ее до тебя заездили, чем дубовый моновпрыск из 90-х. А катушка не одна, а на каждую свечу. А бензонасос непростой и сам руками по локоть в бензине ты его не поменяшь (я пытался). А фары не стеклянные, а пластик, царапаются обычной зимней дрисней с песком, а стекло… пластик этот отдельно за 700 рублей не купишь, меняй блок-фару с корректором и отражателем вместе за 7000. Все равно у тебя следующей весной зеленая вода в поворотнике будет плескаться, потому что китайцы херово приклеили резинку уплотнителя. Ну вы поняли. Но это присказка.
А потом к твоей стране Крым присоединяют, и начинается сказка. Можно было такое предвидеть? Нет. Но это новая реальность: твоя тачка становится в два раза дешевле, а запчасти к ней — в два раза дороже, их ассортимент схлопывается. Оригинал по месяцу из Европы везут. То тормоза по кругу были 9000, а теперь 18. Вроде ты собирался-планировал ремонтировать помаленьку и продавать через пять лет, и вот ты уже ездишь-добиваешь машину, понимая, что купил ее за $10000, а теперь у тебя просто нет таких денег, все твои сбережения стали вдвое меньше за полгода, а на вторичке тебе за нее дадут тыщи 2. Да и что стало со вторичкой? Забугор исчез из-за заградительных пошлин, внутренний рынок наполнился трупами (у меня кстати есть селфи с целого этажа такси в одном автосупермаркете). Производители оставили местные цены в своей родной валюте, дилеры, чтобы выжить, еще задрали их до нечеловеческих.
Вот и получается, что решает не «старые машины простые и надежные, а новые с запланированным устареванием и выкидываются после гарантии», а решает конкретный неушатанный экземпляр, подходящий под твой кошелек и запросы. И да, в мейнстриме оборота авто такого не найти. Нужно искать по частным объявам холеное авто с одним хозяином, заказывать выкуп на корейском аукционе, растаможку и поезд в свой город, искать что-нибудь в Белоруссии с консервации в/ч.
wrewolf
А Лендровёдра текут панорамной крышей с завода до сих пор (и если бы это была единственная проблема машины ща 4М+)
DMGarikk
они текут или конденсат на макушку капает? (лендровера у меня не было, но подобный косяк на одном авто с такой крышей видел)
wrewolf
Прям текут, герметик проблемный
aPiks
Да, при чём на всех Эвогах даже с просто люком такая-же проблема. При чём они вроде как что-то сделали при смене поколений, но не помогло.
onlinehead
Все верно. Но ваш 20-летний авто по эксплуатационным свойствам, комфорту и подобному почти наверняка хуже чем тот тигуан с DSG, сцепление в котором поменяли по гарантии (почему оно там кончилось за 50 тысяч это другой вопрос, это на самом деле весьма прочный агрегат, если говорить о машинах последний 6-7 лет). Я, кстати, счастливый владелец некро-БМВ е90, купленным после нескольких лет езды на новой лизинговой Ауди (я не в России). Совершенно внезапно, подводя итоги годовой эксплуатации могу сказать, что я за год, учитывая расходы на ремонт и обслуживание потратил больше половины годовых платежей за лизинг, а с учётом стоимости авто и даже при моих мизерных пробегах и ее остаточной стоимости она мне ещё к концу года еле окупилась. При больших пробегах проще брать новое авто каждые несколько лет и не нести серьёзных затрат, как собственно и делают чуть более чем все таксисты и вообще бизнес.
А по стоимости работ еще интереснее. У вас средний пробег по вашим цифрам получается 33 тысячи в год. Тигуан с DSG жрет порядка 8 литров в спокойном режиме, ваша машина около 12 (скорее всего больше, но пусть будет 12). Ну или едет так же как Тигуан, но жрет уже 16-17. У вас за год с одинаковым пробегом разница будет примерно на 4 литра на сотню, или на 1300 литров топлива. Вот уже 50-60 тысяч рублей в зависимости от региона. К тому же поменяли то по гарантии.
В целом, я согласен что авто перестали ездить по 30 лет. 20 ещё более менее выхаживают. А выпущенные в последнее десятилетие авто эконом-класса скорее всего и столько не проедут.
Вот только - а оно нужно, 20 лет кататься на каком-нибудь Киа Рио 2017 года?
T_Cirkla
А почему нет, если бы было возможно? Уже ж вроде пришли к выводу, что автомобили меняют быстро, в течение пяти лет, потому что так выгоднее, менее затратно. Но если бы нет, то почему бы и не ездить?
garus_ru
В сытых странах машина — как одежда.
Мода вызывает желание обновиться.
Регулярное желание обновится позволяет уменьшить ресурс изделия. Круг замкнулся, всё сбалансировано ))
Кому нужен пиджак из 90-х? Кому нужна Тойота из 90-х? Такая вечная Тойота нужна тому, у кого все тот же единственный пиджак.
И здесь без снобизма.
Определенные события 2014 года, обвал национальной валюты и… => «Веста» за миллион. Кому не захочется в таких условиях вечный автомобиль?
Страны на разных полюсах. Столичные жители и «замкадыши» на разных полюсах.
MacIn
Ну, мне бы подошло.
Я достаточно обеспечен, чтобы менять пиджак на новый ежедневно, но ношу один и тот же — мне так нравится, и я не испытываю нужды в модных переменах. То же и с машиной — сейчас я пешеход, потому что ездить некуда — нет нужды, такси и метро решают; но по потребительским качествам меня устраивают «немки» конца 80х — конца 90х.
Kanut
Ну если они вас действительно устраивают, то почему бы и нет. Но что-то я очень сомневаюсь что это так на самом деле. Или как минимум что вы не поменяете своё мнение после того как покатаетесь на новых «немках».
То есть мне например на данный момент уже однозначно хочется иметь вещи вроде низкого расхода, нормальной автоматики, круиз-контроля(да ещё и с удержанием полосы если возможно), навигатора, bluetooth под телефон, sd/usb для музыки и кучи всякой «автоматизации» вроде дворников/света/парктроника.
И как бы да с одной стороны можно сказать что я уже зажрался и на самом деле многое из этого не является необходимым. С другой стороны без этого мне уже неудобно.
И попробуйте найти машину 80-90-х у которой есть хотя бы половина перечисленных фич.
А если ещё вспомнить про автопиоты, которые я тоже хочу как только они станут нормально работать…
DMGarikk
ну вот кстати только финтифлюшек вроде блюпупа и не хватает
Круизконтроль на старых авто есть (правда без удержания полосы)
дворники-свет — тоже делали и парктроник попадался (хотя у нынешних владельцев старых авто с такой опцией — это адский геморрой)
тут кстати большая часть такого решается установкой нештатной магнитолы, которые для популярных старых авто выпускают до сих пор… и навигатор будет и блютус и камера парковочная
вот я как владелец древнего американского ведра, покатался на новых 'немках' да и вообще на новых авто
ну что могу сказать… вы преувеличтваете отсталость старых автомобилей от новых, да конечно многие фишки стали поприкольней, но концептуально ничего особо не изменилось.
…
p.s. более того, я разочарован в некоторых современных автомобилях этого класса в том что с водительского места виден капот как в жигулях классике
Kanut
Ну да, многие вещи там как таковые присутствуют. По названию. Если же сравнивать именно функциональность, то часто это небо и земля. И та же нештатная магнитола это конечно здорово, но попробуйте интегрируйте современные магнитолы так чтобы они управлялись с кнопок на руле в старых немецких машинах. Даже если это в принципе и реализуемо, то однозначно не тривиально и наверняка не дешёво.
То есть я в своё время ездил на BMW выпуска начала 2000-х и даже там уже все эти фичи хотя и присуствовали, но были однозначно хуже реализованы чем в моём относительно новом Туране.
А вот это уже дело вкуса. Я наоборот люблю когда капот видно. Мне так габариты машины проще чувствовать.
DMGarikk
ну в целом я с вами согласен конечно, мне реально не хватает современных фишек в моем авто, но меня настолько устраивает мой автомобиль (и печалит факт что таких авто больше нет и наверное не будет) что желания поменять его не возникает… максимум купить другой авто когда геморрой по поддержке старого привысит разумные пределы и он станет автомобилем выходного дня
JerleShannara
А с подрулевика управление считается за «интегрировал»? А то у меня на руле кнопок нету? Бюджет — 200р и два часа работы.
Kanut
Еси вам удобно, то почему бы и нет. Но я вот как-то привык что кнопки на самом руле и мне уже сложно если это не так :)
JerleShannara
Ну тогда получается, что я в ведро 80х годов засунул магнитолу со всякими блюпупами и прочим + приделал управление с около-руля.
DMGarikk
на большинство, особенно не редких, автомобилей есть адаптеры на штатные кнопки.
даже на моё авто есть адаптер и которые aux добавляют штатной (крайне убогой) магнитоле и поддержку usb/sd через эмуляцию cd-чейнджера, и адаптер для задействования мультимедиа кнопок на руле (а у меня их нет ;( )… причем авто довольно редкий для РФ, и не особо популярный в забугорье
Kanut
Проблема в том что эти адпатеры далеко не всегда нормально работают. В том плане что не всегда поддерживается 100% функциональности магнитол. Особенно если вы берйите не просто магнитолу, а например целиком мультимедийную систему с навигатором.
Я в своё время таким баловался. Не то чтобы был на 100% удовлетворён результатом. Но да, как-то работало.
DMGarikk
ну тут от авто зависит, если бы у меня кнопки мультимедиа на руле и были, то умеют они лишь громкость и радиостанции (треки) переключать
Gryphon88
Автомобили в теории можно делать модульными на несущей раме, а потом апгрейдить. Будут дороже и крупнее, но с точки зрения экологии значительно выгоднее покупки автомобиля под новый евростандарт.
Kanut
В теории можно. На практике это на мой взгляд будет сильно ограничивать производителей и создаст кучу других проблем.
То есть «мелочи» вроде тех же мультимедиа-систем/навигаторов/парктроника вполне можно так менять. Вещи вроде моторов скорее нет.
И если мы говорим о экологии в этом контексте, то я бы сказал что скорее стоит уменьшать количество производимых/используемых автомобилией за счёт адекватного общественного транспорта и/или адекватных систем каршэринга. Но это отдельная большая тема и там тоже «всё непросто» :)
Gryphon88
Kanut
В данном случае я рассматриваю это скорее не с точки зрения коммерческой выгоды, а с точки зрения доступности для населения. Если все автомобили сильно подорожают, то куча людей не смогут себе их позволить. А в ряде стран/регионов на данный момент людям необходимы свои машины так как нет адектватных альтернатив.
Насколько мне известно на данный момент мотор проектируется вместе с кучей прилагающихся к нему вещей. Банально чтобы всё это как-то по размеру влезало. И моторых новых поколений часто вообще несовместимы со старыми в этом контексте. То есть один мотор поменять будет слохно и надо будет одновременно менять и кучу других вещей. И тогда уже вся затея теряет смысл.
Gryphon88
Насколько я помню, если закладывать ремонтопригодность, то ценник растёт на 30%, если модульность — на 50%. Ну, машина вряд ли подорожает более, чем вдвое. Подорожание, имхо, разделит покупателей на категории «средство передвижение» и «индикатор статуса», примерно как владельцев офисных и игровых компов.
DMGarikk
мотор кстати довольно легко меняется даже в современных авто (буквально открутить 15 гаек и выдернуть пяток разъемов), просто автопроизводители зачастую не закладывают эту возможность штатно… и в некоторых странах она ограничена законодательо (сложностью процедуры переоформления)
Kanut
Да, на такой же мотор или хотя бы мотор с тем же «форм-фактором». То есть грубо говоря если для вашей модели предлагаются несколько моторов на выбор, то вы обычно их можете менять друг на друга. Это местами дорого и не особо выгодно, но работает.
Местами у вас есть старые машины с кучей «свободного места» под капотом и вы в них можете поставить отдельные новые моторы. Но это уже как повезёт, это уже «кастомайзинг» и это уже надо специально оформлять.
Но грубо говоря те же BlueTDI от VW вы в машины предыдущих серий никак не запихаете.
MacIn
Ездил, конечно.
Из перечисленного вами:
«низкого расхода» — меня устраивает расход до 25/100 95го, это не бьет по карману, и морально приемлемо.
«нормальной автоматики» — здесь непонятно о чем речь, слишком общО
«круиз-контроля» — мне хватает старого темпомата из 70х. «навигатора» — мне хватает телефона с яндекс-навигатором, более того, предпочитаю карту иметь слева от руля, а не по центру
«bluetooth под телефон, sd/usb для музыки» — достаточно выхода для флешки, а это зависит от года выпуска магнитолы, а не машины
«и кучи всякой «автоматизации» вроде дворников/света/парктроника.»
Вообще мимо, кроме света. Вот да, единственное, что очень и очень хочется — адаптивный свет, ибо ночью с моим подсевшим за программизмом зрением, уже тяжело.
Ну, тут дело такое: если ехать недалеко и недолго, то и без автопилота хорошо. А если далеко, и у меня нет цели доехать именно на машине, чтобы доехать на машине (а такое бывает — например, тематические путешествия), я предпочту ОТ.
Kanut
Ну значит у нас с вами просто очень разные запросы.
И один только расход в 25/100 это для меня уже критерий для смены машины. Чисто из финансовых соображений и в связи с нашими ценами на бензин.
MacIn
Наши (российские — прим.) цены на бензин вполне божеские. Все познается в сравнении.
Естественно. Я это написал в ответ на «мода вызывает желание обновиться». Не вызывает, такие дела.
0xd34df00d
25/100? Это ж дофига! Моя королла гибрид жрет 55-60 mpg, что раз в 6 меньше.
Круиз-контроль с радаром — это прикольно в плотном потоке, машина сама держит дистанцию и сама тормозит когда надо.
Brake hold — можно разгружать ногу на светофорах.
Всякие там мониторы слепых зон я даже и не вспоминаю.
Lane assist тоже забавный, но мне не зашёл.
Подумываю купить вторую машину Dodge Ram 1500 (для более тяжелых перевозок ерунды, да и я же в Техасе, в конце концов) — облизываюсь на HUD.
DMGarikk
а что у вас за авто? 25 на сто, это должно быть или чтото очень некродревнее на 5 литров/180лошадей или совершенно дурное-относительно современное на типа 3литра/400лошадей… ну или джип весом тонн в 5
MacIn
Это, как я написал, психологически приемлемый максимум, для меня вне зависимости от марок и моделей.
Из того, что у меня было когда-то — старые эски (5.5/300 кобыл) столько выжирают по паспорту в режиме «по городу, тапка в пол всегда». По трассе там 12.4 на 90 км/ч.
DMGarikk
вы не обращали внимания на то что в европе довольно много старых автомобилей? может страны недостаточно сытые?
Kanut
Европа она конечно большая и разная. Но у нас например на старых машинах ездят в основном пенсионеры(и они носят и старые пиджаки), студенты и мигранты. Исключения бывают, но в основном это так.
И машины выпуска 90-х или тем более 80-х у нас практически не встретишь. Разве что всякие олд- и янгтаймеры. Потому что дорого очень ездить на таких машинах. Налоги/страховки высокие и расход у них большой. Да и пускают их теперь не везде из-за выхлопов.
JerleShannara
Вот смотрите, мне глубоко пофигу, сколько жрёт моё ведро, благо общественный транспорт развит весьма неплохо там, где я живу. Текущее ведро даёт приемлемый уровень комфорта для моей пятой точки. Зачем мне менять ведро на новое? Экология — изготовление нового ведра нагадит больше, чем использование старого за тот же промежуток времени. Ремонтопригодность — я имею руки не из пятой точки плюс люблю open source, плюс использую gentoo, ну и имею запас запчастей. Имидж — гыгыгы
, ничто, жажда всё спи. Безопасность — при мне под грузовое ведро влетел современный авто, было очень «приятно» это наблюдать. Налоги — лично я на них экономлю, кобыл у моего ведра мало. Страховка — тут больше мой стаж влияет, чем возраст ведра.Kanut
Если у вас всё так как вы описываете, то значит вам и не надо новую машину. А у нас например вас на машинах с выхлопами выше определённого уровня просто не пускают в определённые места. И страховки-налоги на старые машины заметно выше. Вне зависимости от стажа. .
А поскольку ещё и бензин относительно дорогой, то банально выгоднее купить машину поновее и с расходом поменьше чем ездить на старых с большим расходом.
Fuzzyjammer
> ну авто стали действительно ломаться чаще и люди несколько по другому стали относится
Что там стало чаще ломаться? Раньше автомобиль изначально мог укомплектовываться набором инструмента и схемами. Мелкий ремонт на трассе в поездке — само собой разумеется. Сейчас за гарантийный срок большая часть владельцев в лучшем случае только масло раз 5 и свечи разок меняет. Если не забывает.
Dolios
ABS, ESP, EBD там есть? Адаптивный круиз есть? 6 подушек безопасности, контроль слепых зон, система удержания в полосе, встроенная навигация и камера заднего вида? Про электроприводы зеркал и мультизонный климат-контроль даже упоминать не хочется, это должно быть по умолчанию, имхо.
Если всего этого нет, то такой авто мне не нужен. А так, кувалда тоже очень надежна, но я лучше переплачу за что-то более удобное, технологичное и практичное
vorphalack
> встроенная навигация
экхм, вы не в россии живете или наконец-то появились производители, у кого навигация способна выдать что-то сложнее карты местности?
Dolios
В России. Apple CarPlay и Android Auto уже много у кого доступны.
vorphalack
это звучит больше как интерфейс для обычных яндексов-2гисов-OSM, нежели встроенное…
Dolios
Не важно как это звучит, важно, что это работает на штатной магнитоле с экраном большого размера, без колхоза с держателями для телефона на присосках, в которых телефон постоянно перегревается.
Stas911
Ну у меня на 105т коробка накрылась. Ремонт — половина рыночной цены машины. На западе особенно стоимость ручной работы запредельная и поэтому многие виды ремонта вообще не имеют смысла для неновой машины. В России вроде пока подешевле, но тоже движется в том же направлении.
Firz
Ну вроде все логично, то что автомобиль стареет и дешевеет не значит что работа по его обслуживанию должна почему-то стать дешевле, я бы даже предположил что с годами стоимость работ должна наоборот увеличиваться.
DMGarikk
я не жду что она станет дешевле, откапиталить двигатель БМВ, например, будет стоить дешевле. Причем нет какихто особенностей конструкции, тупо набор прокладок для двигателя стоят примерно 20-30 тысяч и клапана по 1500/2000р за штуку (а это весело когда их 24 и больше) при том что на некоторые авто они стоят 200-400 р за штуку… это просто так может 'повезти' с автомобилем
тут много еще всяких сопутствующих факторов, типа популярности авто… практически любой бмв или например шеви-каприс которому 30 лет, будет дешевле в ремонте.
А какаянить несильно популярная марка, допустим ситроен с нетиповым двигателем, может стать адской обузой в ремонте… на которую не будет неродных запчастей… особенные вилы в том что если авто или его двигатель/коробка выпускались очень небольшой партией (например всего два года)… тут бывают у рено приколы которые в течении модельного года могут несколько раз кардинально чтото поменять… и даже разборка потом не поможет
еще веселее с оптикой которой может не быть не то что неродной а вообще никакой… тут на хабре была пару лет назад тема с диодными фонарями на кадиллак который стоят под тыщу долларов за штуку
Firz
Ну вроде и это совершенно логично, чем популярнее вещь(тот же двигатель), тем больше шанс что кто-то еще будет производить к ней запчасти, а может еще и цена будет приятной, из-за конкуренции таких производителей запчастей. А если вещь какая-то почти уникальная, то запчасти может и вообще никто не производить, включая и самого изначального производителя, если прошел срок поддержки вещи производителем(не знаю как это называется правильно, когда производитель обязан по закону еще N лет производить и продавать запчасти на вещь).
JerleShannara
КПП — запланированое устаревание, не прописываем в техобслуживание замену масла.
ДВС — вместо чугунины/гильз используем никасил/алюмосил. В итоге получаем штатно не ремонтируемый ДВС (гильзовка — это не штатный ремонт).
Спасибо мощным средствам моделирования, которые позволяют теперь быстро и точно рассчитать ресурс агрегата и не закладывать дополнительные расходы в его производство для перестраховки «а вдруг дристанёт на гарантии?».
Gryphon88
И эти люди нам рассказывают про экологичность и экономию ресурсов планеты…
aPiks
На многих автомобиля 90-х масло в коробке не менялось тоже, но доливалось, если надо было, плюс дилер мог сам предложить заменить через 150 тыс если условия эксплуатации тяжелые.
ДВС изменили не в угоду устареванию, а в угоду экологии. Об этом уже было много статей и независимых в том числе. Почитайте, если интересно.
Производителям выгодно, чтобы вы покупали новый автомобиль, но если старый у вас никто не купит, то и в следующий раз автомобиль этого производителя вы вероятно тоже не пойдете покупать. Плюс было большое исследование автомобилей с 200км+ и надежность автомобилей постоянно растёт, по крайней мере в США.
Gryphon88
DMGarikk
в США типичны большие пробеги на меньшее количество моточасов и более мягкий климат
например взять тягач-фуру, у неё пробеги в несколько миллионов километров до капремонта, а легковушка превращается в тыкву уже на 200-400ткм
toivo61
«По-моему, американские легковые машины выпускаются с расчетом на быстрый износ, чтобы их поскорее заменяли новыми. О грузовых этого не скажешь. Водителям грузовиков важнее, чем владельцам лимузинов, чтобы их машины, с гораздо большей дальностью пробега, служили им хорошую службу.»
Путешествие с Чарли в поисках Америки, Дж. Стейнбек. 1962
titsi
Каких именно марок? А то я тоже рейтинг в сша смотрел, так там в топе находяться всякие тойоты и хонды…
Radish
по сути, изнашивается всё. Начиная от сердца авто, ЦПГ, и заканчивая кузовом из фольги. Ремонтников винить уже не получается, если вникнуть, то реально работа + запчасти получаются не сильно дешевле нового, а то и дороже, плюс потраченное время.
ProFfeSsoRr
MarkFish
Многие авто могут проехать тысяч двести, но вот как они их проедут, это уже другой вопрос.
Даже проехав на свой машинке тысяч 50, и считая, что она всё ещё в идеале, можно просто взять на тест драйв такую же новую и удивиться тому, насколько же твоя уже подушаталась.
Ечли же брать машину чисто для того, чтобы она неважно как, но проехала 200к, можно брать практически любую начиная с С-класса.
Да, к двухсоточке она будет греметь и болтаться на дороге как пустое ведро, из-за просевших уплотнителей окончательно пропадёт шумка, а от рассохшихся резинок начнёт отовсюду сочиться масло и появится вибрация как от Ловенс Лаш, но двести тысяч то проедет...
Но а если вдруг вам важно купив комфортную машинку проехать на ней 200к именно в комфорте, то тут уж без постоянных вложений на устранение даже мельчайших поломок не обойтись. Ведь даже купить бизнес седан миллионов за 5, грохот от такой простой мелочи как стойка стабилизатора, моментально снизит комфорт такого авто до состояния чуть ли не АвтоВаза.
aPiks
Чтобы ответить на этот коммент, специально поговорил со своим бывшим коллегой, который купил новую дизельную мазду 3 из салона. Он живет в 80 км от работы, так что проезжает в год где-то 45 тыс км. Сейчас 6-й год владения идёт и больше 200 тыс пробег. Двигатель, коробка и турбина родные. Комплект сцепления менялся на 170 тыс, всё обслуживание делалось по регламенту у дилера. Из того, что он делал помимо ТО — поменял катушку в двигателе(250 евро с работой), и моторчик для омыва стекол(40 евро с работой). Всё. Я много раз катался в этой машине и она едет как новая. Никаких шатаний по дороге, подвеска сбитая, никаких шумов посторонних и тд. Я не могу сказать, что она как новая, но лучше, чем новые корейцы и лады…
Самые дорогие ТО были 900 евро, а пару было вообще на 160 евро и это раз в 20 тыс.
И масло не сочится и уплотнители в порядке и вибраций нет.
Короче, любая машина требует вложений и у всех есть какие-то недостатки, и так было, есть и будет. Но при хорошем обслуживании и в 200 тыс машина не превратиться в тыкву точно.
DMGarikk
Это ключевой момент. длинные пробеги при очень небольшом количестве пробок плюс хорошее дорожное покрытие плюс дизель
дальнобойные тягачаи миллионы километров проезжают без поломок в таком режиме
MarkFish
Судить по одному автомобилю об остальных, типичная ошибка выжившего.
До наших дней доживают только ухоженные, правильно и постоянно обслуживаемые автомобили, иначе бы конвейеры давно остановились и мы бы до сих пор ездили на купленном десятки лет назад транспорте.
aPiks
Что-то подсказывает мне, что если вас сейчас посадить в 30-летний автомобиль, с гудящим кондеем, рулём, упирающимся в коленки и с таким усилием, что не каждая дама вырулит с парковки, то не уверен что вы захотите его оставить и ездить на нём. Просто у многих людей всё старое ассоциируется с чем-то надежным, но при этом они забывают, что эргономика и потребительские характеристики за 20 лет ушли далеко вперед. И это естественно, что технически-сложный механизм будет ломаться чаще, чем более простой, при одинаково качественном исполнении. Вопрос лишь в том, настолько ли часто он будет ломаться, как вы говорите. Я видел в действии и 20-летние автомобили и современные. И не могу сказать, что количество серьезных поломок у современных авто прям так драматично выросло.
Но любителям 20-летних Тойот и 15-летних Нокий сложно доказать, что современная Тойота не хуже по качеству, но требует более тщательного обслуживания, а современный смартфон гораздо удобнее в использовании, хоть и не такой неубиваемый.
DMGarikk
сравнивать надо авто одного класса
у меня был лансер 98 года (1.3 75л.с… фактически аналог десятки по классу), мягкая торпеда, хорошая (относительно конечно, но не хуже современных авто этого класса) звукоизоляция, тихая печка, кондей, гур, абс, удобная посадка, регулировка сидений по высоте.
вообще старые авто — зачастую НЕ хуже по удобствам, особенно японцы и американцы. это европейцы какоето время выпускали до 90х годов автомобили зачастую какогото сверхднищенского класса (как вам мерседес Е-шка без кондея, с тряпочным салоном, на ручке и с веслами?).
Недавно смотрел ролик 'фишки американских авто 50х-70х годов'… вот уж реально реликты сверхразвитой цивилизации… я уж молчу про кондей, гур и акпп в автомобиле 60-го года… но электростекла, автосвет, электрорегулировки всего чего только можно… всякие мелочи типа отъезжающего сидения и руля чтобы вставать можно было удобнее…
mx-yh
Gryphon88
Для таксиста или дальнобоя вполне адекватно.
idiv
Из первого, что пришло в голову — оборудование стоит под высоким напряжением, расчетный срок службы за 30 лет, разные системы в разных странах и на разных дорогах даже в пределах одной страны, тормозной путь в километрах и, например, перевозка опасных грузов в больших количествах накладывают немного другие требования на управление. Как-то так.
VolodjaT
По вашей логике отиливка с металургического завода и рама локомотива (или другая там деталь) почти одинаково стоят? Вас не удивляет что ваш смартфон или компьютер это на 90% процентов песок и нефрепродукты но стоит сотни и тисячи долларов?
Будто очень просто с многотонной заготовки сделать многотонную деталь.
amartology
Ergistael
Какой двигатель может быть проще электропривода? Я бы понял ещё - тепловоз (да с электротрансмиссией), но и то? В отличие от самолёта и скорости другие, и отказ не критичен (ну сломается, но не упадет же). Выпрямители? Зачем там выпрямители? Я понимаю, если б ЭВ двойного питания, но сейчас в основном на другом участке проще подключить другой магистральный электровоз.
DMGarikk
потому что двигателем переменного тока можно управлять только через инвертер, вы держали в руках вентиль на 1000А/25кВ? как думаете сколько он стоит?
Ergistael
Не держал. Тут я действительно не разбираюсь. Стоит, допустим, от 10 до 100 тыс. руб. А сколько их нужно?..
Ну и опять же, стоимость этих элементов объясняется какими причинами?
SergeyMax
staticmain
Ну то есть вот и ответ — локомотив стоит дорого, потому что есть рынок на котором его можно дорого продать. И себестоимость узлов тут значения не имеет.
SergeyMax
Но ведь и вы получаете зарплату не в размере минимального прожиточного минимума. Просто вы так говорите, как будто в этом есть что-то плохое.
staticmain
Да, плохо. Потому что в таком виде невозможно развитие альтернативных заводов и компаний, невозможно само развитие как таковое.
Kanut
Почему оно невозможно? Как тогда вообще что-то развивалось и развивается в странах с рыночной экономикой?
VlK
сильное утверждение, я запишу.
Вы уверены, что речь не о Мазератти идет?
Am0ralist
Только о порше)
DMGarikk
много их нужно
Вот просто поверхностный гуглинг дает нам
стоимость стационарного промышленного преобразователя 380в на один двигатель — 500кВт — 300тыр ( и выше)
Мощность одного тягового двигателя примерно 800кВт, и их восемь и напряжение питания не 380в, а 25кВ (у двигателей вроде 3кВ)
плюс надо прибавить то что оборудование нестационарное, должно уметь работать в минус 30 и плюс 50 градусов, в итоге ценник получается адовый, вполне себе обоснованно
vorphalack
не совсем, 3/25кВ — это входные напряжения на токоприемниках локомотива, дальше они понижаются/коммутируются до рабочих напряжений ТЭД, которые болтаются в районе 400-800В. вот токи там дикие, да.
ну и температурный диапазон там скорее таки от -50..60 начинается.
DMGarikk
zinref.ru/000_uchebniki/05301_transport_jd_elektrovozi/002_00_elektrovoz_2ES6mekhanika_raspolozhenie_apparatov_malgin_2010/005.htm
ну вот написано, диапазон 1500-4000в номинальное напряжение ТЭД
напряжения там тоже чумовые, чтобы массу медяхи хоть както снизить
garus_ru
Получается, «3/25кВ» — это атавизм со времен советской техники?
Насколько я помню, ~25кВ использовалось на равнинных участках, а =3кВ — на горных. В силу того, что тяговые усилия на постоянном токе больше. По пути в Сочи, к стати, есть такая особенная станция «Горячий ключ».
А теперь, когда все сводится к «400-800В» (или как в комментарии ниже, «диапазон 1500-4000в») возможен перевод всего подвижного состава на стандарт ~25кВ, как уменьшающий потери на транспортировку электроэнергии?
vorphalack
это следы прогресса. если где-то КС на 3кВ — значит, этот участок электрифицировали при царе горохе, либо продляли таковой.
перевод же экономически не целесообразен, и, прямо говоря, адово геморроен. подстанции, изоляторы, сами провода, да и новый ПС тоже из ниоткуда не берется.
а потом еще и вопрос будет, куда девать старый ПС, расчитанный на трешку?
saege5b
Гражданская спарка двух транзисторов на единицы киловатт с небольшой обвязкой стоит 250 тыс. рублей за корпус.
их нужно по корпусу на фазу.
Силовая электронника очень дорогая и очень сложная.
NetBUG
Гражданская или таки промышленная?
Комплект автоматизации на ворота стоит условный полтинник, и туда входит мотор на киловатт с редуктором, шкаф с инвертором с той же самой пачкой транзисторов и ещё сколько-то обвязки.
Другое дело, что в локомотиве и режимы сложнее и точнее, и вообще от микропрограммы зависит, не испарятся ли эти силовые транзисторы :)
saege5b
Гражданская, но уже не не кремний.
Самая вкуснота это готовый трёхфазный силовой модуль, высокой интеграции, где обещана изоляция низкой стороны, защита от сквозных токов, встроенный контроль мёртвого времени и прочая. Частоту не помню, но что-то прям очень много.
На эту тему Компел пишет интересные обзорно-рекламные статьи. Потом на ценник посмотришь и весь задор пропадает.
NetBUG
Ну если есть рюшечки с нитридом галлия – я не удивлён, но это всё же следующий шаг, сделать не как-нибудь, а эффективнее/надёжнее/неремонтопригоднее. Спасибо китайцам, типовые схемы не так дорого стоят.
Другое дело, что современный локомотив на таких решениях не уедет.
amartology
Вы себе представляете вообще, как выглядят, скажем, силовые модули на основе SiC-транзисторов? И сколько они стоят? )
20912
Вы будете смеяться, но современный тепловоз тоже с электроприводом :) Как и карьерный самосвал, например. Стоит большой дизель- электрический генератор на 1...5МВт и двигатели приводов (в карьерных самосвалах двигатели прямо внутри колес стоят). По сути получается тот же электровоз.
Ergistael
Я не буду смеяться, так как о том же и упомянул (электротрансмиссия и, как следствие, электродвигатели).
jenki
В силовой электронике там нет ничего космического и сверхсложного. Прям совсем. Ключи дорогие — верно, но при тех габаритах локомотива, не надо мучаться с их размещением.
amartology
А я и не говорил ничего про сложность. Был задан вопрос "почему так дорого?", ответ на него - "ключи дорогие". Не вижу никакого предмета для спора. Ну разве что можем поспорить о том, что высоковольтный карбидкремниевый силовой транзистор технологически не сильно проще продвинутого микропроцессора, несмотря на гораздо более скромные параметры распиаренной в прессе литографии.
jenki
Хоть из антимонида галлия или с разбавленным собственным проводником кремния (p-i-n) они не сильно сложнее и «наукоёмче» мощных генераторных транзисторов на арсениде галлия с барьером Шоттки для СВЧ и КВЧ диаппазонов. Которые тоже стоят не дёшево, а иногда очень не дёшево, только не так как некоторые силовые.
Другой момент, что партии их заметно меньше и это не позволяет раскидать затраты. Только это сильно не объясняет почему они такие дорогие.
amartology
Вообще современные e-mode GaN HEMT и карбидные MOSFET сильно и сложнее, и наукоемче арсенидгаллиевых JFET. Прогресс в сложных полупроводниках идёт очень быстро, и прямо очень сложных задач там выше крыши. Скажем, все понимают, что было бы круто сделать вертикальные GaN-транзисторы, но ни у кого пока не получилось.
Buhram
Не нужно мучиться с их размещением, серьезно? Пробовали когда-нибудь переключать тяжелые и быстрые ключи на частоте хотя бы в единицы кГц? Переходные процессы не мучили? Думаете, просто так производители в один корпус по несколько ключей суют и оптимизируют их так, чтобы не было лишних миллиметров проводников?
sergeyns
winwood
Электровоз — это сложная комбинация электрической, механической и пневматической части. А теперь еще и электроники, которая помогает машинисту управлять всем этим. Пусковые токи на двигателях более тысячи ампер — тесле и не снилось такое. В процессе движения электрическая схема постоянно пересобирается. В высоковольтной камере стоят контакторы, которые выполняют коммутацию схемы при огромных токах и высоком напряжении. При этом при поломке на перегоне нельзя просто «съехать на обочину». Надо этот перегон освободить, дотянуть до станции. При этом не только локомотив, но и состав в несколько тысяч тонн. Который и стронуть с места — проблема, и остановить — еще большая проблема. А еще на каждом участке дороги есть ограничения скорости, обусловленные качеством пути — их также надо выдерживать. А еще на каждой станции входные и выходные стрелки на каждый путь имеют разный радиус кривизны, и соответственно, разную максимально допустимую скорость прохождения. Тормоза в составе — это отдельная тема. Каждое торможение — это потеря воздуха, который на весь километровый состав восполняется компрессором локомотива. Поэтому, при неумелых действиях, можно легко остаться без тормозов с 3-4-5 тысячами тонн за спиной. Ну и наконец, сравнивая массу теслы с массой локомотива получаем разницу на 2 порядка: 2 т. против 200 т.
200sx_Pilot
При неумелых действиях с воздухом в тормозной системе состав скорее затормозится и не сдвинется с места.
Воздух там нужен не для торможения, а для растормаживания.
Tippy-Tip
Говорите, что воздух нужен не для торможения? Погуглите про катастрофу на перегоне «Ерал-Симская».
«Выведя поезд со станции Кропачёво, машинист Шумихин, на перегоне возле 1779 км пк 5, при скорости 65 км/ч, произвёл проверку действия автотормозов в пути следования. Из-за перекрытия концевых кранов между электровозами и нахождения на ведомом локомотиве крана машиниста и рукоятки блокировочного устройства номер 367 в поездном положении тормозной эффект достигнут не был. Согласно требованию п. 10.1.2 Инструкции № ЦТ-ЦВ-277 машинист, не получив тормозного эффекта, должен был немедленно применить экстренное торможение и принять все меры к остановке поезда; однако вместо этого, машинист Шумихин через 23 секунды применил вторую ступень торможения, ещё более снизив давление в тормозной магистрали. Лишь во второй раз, не получив тормозного эффекта, на уклоне 7,5 ‰, при скорости 73 км/ч, машинист применил экстренное торможение, разрядив тормозную магистраль до нуля, но не добившись остановки поезда»
kisaa
Так он разряжал магистраль одиночного локомотива, на всём остальном составе магистраль под давлением так и осталась.
Tippy-Tip
Комментарий был не про торможение одиночного локомотива, а про необходимость наличия сжатого воздуха для приведения тормозной системы в действие.
MacIn
Человек не говорил, будто сжатый воздух не нужен вообще, он говорил, что система работает инвертированно: «не для торможения, а для растормаживания». Ваша цитата это только подтверждает, показывая, что машинист снижал давление в ТМ для торможения.
Если б вы хотели придраться на тему зарядки тормозных резервуаров на вагонах, это точно надо было делать не ссылкой на «Ерал».
200sx_Pilot
Если в системе нет воздуха — колодки зажаты и состав даже локомотивом, даже с уклона, даже порожний — не стронуть.
MacIn
Формально вы ошибаетесь. Говоря «если в системе нет воздуха», вы имеете в виду «если в тормозной магистрали нет воздуха», а это две большие разницы.
Торможение происходит за счет разности давлений между тормозным резервуаром и тормозной магистралью. И чтобы торможение произошло, воздух в системе должен быть — в тормозном резервуаре. А он, кстати, не герметичен, и со временем тормоза отпускает. Было б иначе — не нужны были б тормозные башмаки.
Это на некоторых грузовиках торможение происходит за счет пружины, когда нет воздуха; здесь не так.
DMGarikk
1) по умолчанию с полностью разряженными тормозами вагон всегда расторможен, в рабочем режиме колодки прижимаются воздухом (который накапливается в отдельном резервуаре), если там воздуха нет — тормоза не действуют
2) учитывая п.1, несколько торможений/отпусков подряд, могут оставить поезд вообще без тормозов, если кончится воздух в вышеупомянутом резервуаре
3) например на пассажирском вагоне, этот резервуар видно, к нему подходит цепочка принудительного отпуска, и можно руками, сбросив давление в нем растормозить вагон… и после этого пока в тормозной магистрали не восстановится давление — тормозов в вагоне не будет вообще
jenki
Маск недавно презентовал новую машину, в которой обещал старт от 0 до 100 км/ч менее 2 секунд. Прикиньте, какую мощность надо подвести к двигателю, чтобы он смог разогнать машину весом около 2 тонн до такой скорости за такое время. А потом прикиньте токи с учётом рабочего напряжения двигателей 380В.
Помню у специалиста интересовался, почему в их силовой схемотехнике не применяются те или иные решения, привёл примеры из того, что знакомо из схемотехники РЛС (некоторые радары в импульсе качают в эфир мегаватты и там тоже высокие напряжения с огромными токами). На что получил ответ, что надо ещё думать о том, кто это будет обслуживать и чинить и в каких условиях.
Балластная призма и стрелочное хозяйство это отдельная дистанция пути и никакого отношения к теме высоких напряжений и токов не имеет. Ну разве что в плане стоимости. Сколько нынче стоит 18-й стрелочный привод?
Во многих грузовых машинах аналогичная ситуация и эксплуатируются они тоже в сложных погодных условиях. Ничего сложного в этом нет.
OnelaW
Эмм, а вы правда так мыслите?
А по остальным явлениям в окружающем мире такие же познания?
Вы же наверняка видели рабочее место машиниста подвижного состава, что в метро, что в пригородных, что поездах дальнего следования, товарных и литерных. там не то что нет особо места где скакать, там и спать или кемарить негде и некогда.
Am0ralist
DMGarikk
что не мешает им всёравно засыпать.
сон это такая штука, что если припрёт, заснешь где угодно, особенно в транспорте
jenki
OnelaW
Не машинист, но ежедневно катаюсь в пригородных поездах и в новых и в старых.
Также ежедневно в метро.
Ежемесячно в поездах дальнего следования включая всякие сапсаны.
Побольше мест у машинистов в метро и на сапсане. Третьего дня видел своими глазами отсек для машинистов. В метро можно в полный рост на полу, но на ходу отрубиться маловероятно. Машинистам в поездах дальнего следования если только сидя, но тоже долго не поспишь, будильник на руке и практически ежеминутный окрик из диспетчерской. В пригородных поездах, даже в новых, только сидя, за креслами почти нет места.
rroyter
У топовой Теслы батарейный предохранитель на 1500 ампер.
VlK
И это замечательно, потому что предохранители спасают от коротких замыканий, при условиях которых может случиться любое количество ампер. Но на короткий срок :-)
Но прямого отношения к пусковым токам эти амперы не имеют.
rroyter
Вы правы, я ошибся. Возьмем к примеру Model S Plaid. Её моторы разгоняют массу в 2,2т до 96 км/ч за 2.28 секунды. Зная эти данные, а также номинальное напряжение батареи в 450В, можно подсчитать средний потребляемый ток в ~800А. Уже почти ваша тысяча, так недосягаемая для Теслы. Но это средний ток да и экстраполяция к тому же. Вполне разумно предположить, что на батарее токи превышают 1000 ампер.
vlad9486
Материалам деньги не нужны. Они нужны только людям.
armfight
Посмотрите цены на преобразователи. В автопроме преобразователи переваривают 500-1000 кВт, ж/д транспорт, тем более грузовой это мегаватты. Это другой класс силовой полупроводниковой электроники. Там действительно цены на порядок больше. Это можно утрированно свести к принципу доллар за Ватт.
maisvendoo
Ох, придется писать цикл статей, что сложного в локомотиве. Прочтите мой по тормозам, тут на ресурсе. Часть проблемы будет видна
MaximRV
Когда спросите в магазине почему этот шуруповёрт стоит в два-пять раз дороже вот этого, при тех же ТТХ — ответ — Ресурс!
Второй фактор — масштаб производства. Сотни штук в год, это не Тоже самое что Сотни тысяч штук в год.
kababok
Забей.
Все знают лучше тебя.
Тебе ещё расскажут, что в радиоционно-защищённой электронике ничего сложного нет: добавил свинца побольше - и в путь! =DDD
jenki
В сравнении с чем? Давайте сравним с авиацией. Там действительно сложно, дорого и даже надёжно.
Matshishkapeu
>> Давайте сравним с авиацией.
Давайте. Сравнимый с трехсекционной Синарой по массе самолет называется А-380, стоит где-то полмиллирда евро и является при этом настолько фейлово убыточным для производятеля, что его очень досрочно сняли с производства. Несмотря на все многомиллиардные субсидии от стран где работает эйрбас, за что с ним ведет судебные тяжбы в ВТО Боинг обвиняя в нечестной конкуренции (это у них, впрочем, взаимно).
jenki
Сколько при этом стоит описанный в статье локомотив? Не буду сравнивать уровень R&D самолётного двигателя и локомотивного. Давайте просто посчитаем в попугаях, сколько локомотивов стоит А-380.
Win08
Где-то 0,1 может быть 0,2, т.е. процентов 10. Летающие локомотивы видели? Вот и я нет.
amartology
Я вообще для космоса электронику разрабатываю, там еще сложнее, дороже и надежнее, чем для авиации. Но это не делает автомобильную или локомотивную силовую электронику проще.
Вообще, если сравнивать ранние Теслы с локомотивами и трамваями Сименс того же периода, то сравнение будет далеко не в пользу Теслы.
jenki
ganqqwerty
Вроде ж не так дорого они стоят. Просто это хайтек, рассчитанный на работу десятилетиями, нельзя резать углы.
CorneliusAgrippa
Цена определяется спросом, а не затратами. Затраты (металл, сложность, зарплаты и т.д.) — определяют себестоимость. Если себестоимость ниже цены — производитель в выигрыше, если ниже — в пролете.
Ergistael
То есть мое предложение (выше), похоже, верное: нет технических, есть экономические, даже надэкономические причины (монополизм, ну как минимум, олигополия производителей, а основной заказчик - государство).
Себестоимость определяет нижний порог цены, спрос - верхний.
StjarnornasFred
Цену всегда определяют экономические причины. Если цена вдруг опускается ниже себестоимости - это значит, что никто не готов покупать локомотивы по более высокой цене, т. е. они никому не нужны -> их производить невыгодно. И наоборот, если локомотивы очень нужны, но их выпускает всего 1-2 завода на ограниченных мощностях, то они будут дорожать до тех пор, пока часть потребителей не отвалится со словами "да за такие деньги мне дешевле сотню фур заказать". А потом, естественно, начнут дешеветь, как только верхняя часть спроса будет удовлетворена. Кстати, вы давно компьютер апгрейдили? Может, вам видеокарту поменять, или не очень-то и хочется?
Ergistael
"И что же они видят в «Голубой змее»? За одним концом стойки сидит Джефферсон Питерс, этакий восьминогий спрут-эксплуататор, справа у него кольт и слева у него кольт, и он готов дать сдачи либо долларами, либо пулей. В заведении — три бармена, а на стене вывеска в десять футов длины: «Каждая выпивка — доллар». Энди сидит на несгораемой кассе, на нем шикарный синий костюм, в зубах первоклассная сигара, вид выжидательный. Тут же начальник полиции с двумя полисменами: трест обещал им бесплатную выпивку."
(с)
VlK
Учтите, что себестоимость тоже переменна: чем больше серия, тем ниже себестоимость. Сотни экземпляров чего-либо это очень небольшая серия с очень большой себестоимостью.
teecat
Ну все же цена не есть себестоимость. Еще стоимость завода и постоянно закупаемого оборудования надо отбить. Оплата электроэнергии для всего завода и отопления. Ремонты оборудования. Проценты за кредиты. Налоги государству. Зарплаты (у начальства зарплаты не как у слесаря). Ну и дети акционеров тоже на новые ламборджини просят. Акционерам хочешь-не хочешь, а платить надо. Выплаты за всякие сертификации. Плюс на развитие надо откладывать. И тд и тп
jaddd
Цена определяется спросом и конкуренцией.
Если на рынке будет только несколько поставщиков, для которых важнее биться за тендеры политическим, а не экономическими инструментами — не будут уделять много внимания себестоимости.
Уменьшение цены на локомотивы явно менее приоритетно чем их производимое количество, модернизация и т.п.
Win08
Про цену, могу быть не прав, но где-то было, что Газпром, очень много тратит на газопроводы, и по факту получается, что не в казну идут налоги, а в закапывание труб. А трубы особенные и дорогие. Тем самым металлургические комбинаты, точнее их владельцы, получают хорошую прибыль, и надо полагать, делятся с менеджментом Газпрома.
Так и тут. Менеджмент РЖД не может просто взять и забрать деньги, по этому он их тратит на дорогие локомотивы и дорогие вагоны, а уже владельцы вагоностроительных заводов, получая хорошую прибыль… но это не точно.
VlK
Как энергетик по образованию хочу указать на то, что, например, силовая техника стоит миллионы и десятки миллионов за единицу, и не всегда рублей. Мелкая серия это всегда дорого.
Пример из близкого Хабру мира: сложнейшие центральные процессоры стоят дешево в силу экономики массового производства. Но вот специализированные процессоры в десятки тысяч ядер на кристалл, стоят уже в районе миллиона долларов.
Win08
Таким образом, мы приходим к мысли, что лучше много маленьких, чем мало больших?
К тому же, если состав тянут 2-3-5-15 локомотивов, то вовсе не обязательно, чтобы в каждом была полноценная бригада машинистов из трех человек. Современная телемеханика, мне кажется (ну ходит же метро в некоторых странах вообще без машинистов), позволяет обойтись меньшим числом людей.
Правда не регулярно, а прошел единственный раз. Я жил 10+ лет в Экибастузе. Это очень не удобно, он не входит ни в один перегон, ему везде надо "зеленую улицу" и т.д. Не думаю, что даже идущий по пустому БАМу 6-километровый поезд сильно выгоднее трех 2-километровых. Если вообще выгоднее. В европейской части РФ, где движение поездов относительно плотное, длинный состав это большие проблемы.
VlK
Как 100, так и 500, экземпляров это все равно маленькая серия. Нужна разница минимум в порядок, чтобы имело смысл выстраивать полноценное конвеерное производство. И чем больше порядок, тем больше возможностей для экономии на серии.
И поэтому морские конвееровозы становятся все больше и больше? :-) Нет, это так не работает.
Gryphon88
Во-первых, именно морские, а не речные, например, море большое и просторное. Во-вторых, контейнеровозы становятся больше, пока не упираются в инфраструктуру. И если порты не очень сложно реконструировать, то с каналами уже проблемы, не зря же существует Capesize.
Win08
Вот именно, так оно не работает. Про внешние ограничения типа ширины каналов, глубины портов и т.д. уже писали. Но представьте, что контейнеровоз стал в 1000 (да-да, в тысячу) раз больше? И что? Вы сколько его будете грузить? 1000 дней? Три года? И разгружать столько же? Временем в пути можно пренебречь. Кому нужен 14-тый айфон через 6 лет?
Деревья не растут до небес.
Вот тут как раз разница может быть кратная, тем более, 100 больших могут стоить ровно столько же сколько 500 маленьких, т.е. маленький будет в 5 раз дешевле большого.
Кратность хорошо работает на малых величинах. Сделать 10 не сильно дороже чем сделать 1, так как очень много разработки, сертификации и т.д. и т.п.
Например, есть автозавод, производит за год 1М авто по себестоимости 1М, ну пусть будет рублей. Предположим, что он в следующем году произведет 10М авто, какая будет стоимость авто? 0,1М? А если произведет 100М авто? То 0,01М? Вот-вот, Вы правы, это так не работает :-)
Kanut
Она может быть будет не 0,1М, но меньше чем 1М. Потому что если совсем упрощатъ, то у вас конечно всегда есть затраты на собственно производство каждой отдельной машины и они более-менее постоянны.
Но точно так же у вас практически всегда есть затраты на R&D и подобные вещи. И они потом «раскидываются» на все экземпляры.
То есть чем больше экземпляров вы производите тем меньше в их стоимости будет доля R&D. И следовательно будет падать и их себестоимость.
Win08
Не будет. Условно разработка стоит 100М, производство авто 1М. Производим 1 авто = 101М за штуку, 10 авто = 10,1М шт. Разница очевидна?
1М авто = 1,01М за штуку, 10М авто = 1,001 за штуку. Разница есть? Причем расчет не верный, 1М авто = 1.01М за штуку, а 10М авто = 1,02М за штуку. Почему? А там возникнут проблемы с логистикой, хранением, сбытом и т.д. Сбыт-то не вырастет, конечному покупателю что 1,01М, что 1,001М — без разницы, точнее разница не заметна. Вот было бы 0,5М тогда да, спрос мог бы вырасти в 10 раз, но увы, 0,5М не получается, потому что чисто железа там на 1М.
Так что хоть 1М авто, хоть 10М авто себестоимость все равно 1М. Вероятность что себестоимость изменится, выше от сторонних факторов (изменение стоимость электроэнергии, налогов, стоимости метала и т.д.), чем от тиража.
Kanut
Даже в вашем примере себестоимость падает. А теперь представьте что R&D стоит на 3-4-5-10-100 порядков дороже чем производство одного экземпляра. Как будет меняться себестоимость с ростом размера партии?
Win08
Ну если на 100 порядков… я чет цифру представить затрудняюсь, это 100 нулей? Гугл это и есть 100 нулей? Про гугл-плекс молчу.
В реальном мире практически не реально. ПО? Да легко. Стоимость создания программы может отличаться от ее копирования в гугл раз, согласен. С процессорами и прочими чипами… уже вряд ли, но не исключаю.
Но мы же про локомотивы? Или как минимум про автомобили?
PS. Ну таки да, с дураками спорить нельзя, они втягивают на свое поле и там выигрывают )))
Kanut
Конечно 100 порядков это гипербола чтобы было проще представить о чём идёт речь.
Но сколько порядков по вашему разница у тех же автомобилей? А если с учётом R&D и на составляющие тоже? Сколько по вашему будет стоить "с нуля" создать автомобиль?
Win08
Извиняюсь, погорячился.
Точных цифр нет, но где-то встречал цифру — от 100М, не наших денег. Т.е. при выпуске 10М авто получаем $10, при выпуске 100М — $1.
Ок, 100М заниженная цифра, пусть будет 1000М, тогда дельта будет $90. Злые языки утверждают, что сейчас в РФ самое популярное авто Hyundai Creta, ценник, в зависимости от комплектации, от 1,1 до 1,5 млн. рублей. $90 по сегодняшнему курсу это 6500 рублей.
Может моя оценка какая-то не такая, но кажется что 6500 теряются в цене единичного авто. Это менее 1%.
Кстати, а если все-таки не 1000М, а, например, 300М тогда дельта будет около 2000 рублей? Т.е. менее 0,2%? Опять же не понятно, зачем авто разрабатывать "с нуля"? Диски уже кто только не производит, резину, щетки для дворников, болты, гайки, подшипники и еще 100500 составляющих уже давно разработаны и производятся тиражами в эти самые 100М или больше.
Вот какой-нибудь Falcon 9, это да, и там тиражность со 100 штук до 1000 достаточно существенно меняет цену.
Kanut
Вот только даже машины далеко не всегда выпускаются такими тиражами. А локомотивы? А что мы получим если возьмём обсуждаемые выше партии в 100 и 500 экземпляров?
Кроме того если мы возьмём конкретно производство, то окажется что стоимость производства одного экземпляра тоже зависит от размера партии. Потому что большинство комплектующих закупаются на стороне и их цена тоже зависит от количества. И далеко не все комплектующие уже где-то производятся для кого-то другого и поэтому дешёвы. Даже в автоиндустрии и уж тем более если мы говорим о локомотивах.
Плюс вам нужно оборудование для производства и сборки и они стоит денег. И если партии относительно маленькие, то никто не будет делать конвеер и следовательно вы поучаете ручную работу, которая тоже может очень заметно сказаться на цене.
Кроме того не надо забывать что кро R&D есть ещё и другие фиксированные расходы, которые тоже могут стоить приличных денег. И так далее и тому подобное.
Win08
Начальный спор возник из-за того что "любое увеличение тиража ведет к снижению стоимости единицы продукции", на что я возразил, что "снижение будет, но оно будет не заметно в стоимости единицы". А потом уже начали копать тему.
Что накопали?
Совершенно верно. И для автомобилей накопали данные, что производственная линия, оборудование и т.д. как раз и стоят те самые 100-300М, сколько в них непосредственно дизайна, расчета прочностей конструкций и т.д. мы не знаем, но что-то мне подсказывает что, например, дизайн авто это что-то типа курсовой на факультете дизайна, ну пусть будет уровень дипломной работы. Тот же двигатель, если не изобретать что-то керамическое, девятицилиндровое, работающее на березовом соке, а обычный двигатель, то тоже пусть не курсовая, пусть дипломная работа машиностроительного вуза. Коробка передач? Еще диплом! Еще наберется пару десятков курсовых/дипломных. Надеюсь что аккумулятор берем из стандартных? Диски тоже?
Могу быть не прав, но команда из десятка человек, каждый с з/п в $100к в год, должна осилить проект. За год.
Кстати, Lamborghini Veneno Roadster стоит 4,5М за штуку, произведено 9 штук. Даже если предположить, что их продали без прибыли, то всё, и разработка и производство уложилось в 40М. Но мне почему-то кажется, что там наценка минимум 100%. А там и двигатели не серийные, и материалы в салоне не дешевые.
Итого: увеличение тиража более 1М, для материальных товаров, практически не влияет на стоимость/себестоимость единицы. Да, 1М цифра ориентировочная, для каких-то товаров минимальная себестоимость будет достигнута при тираже уже в 0,5М, для каких-то в 2М, но однозначно эта цифра будет меньше 10М. Хотя возможно есть исключения. В обратную сторону полно, т.е. проектирование, оснастка и т.д. стоят не дорого, а работы, материалы дорогие и минимум себестоимости будет достигнут на тиражах в 0,1М или даже в 0,01М, например, одежда. Разработка выкройки юбки или блузки не будет слишком дорогой, а ткань из которой ее шьют и ручной труд могут быть дорогими и уже после сотой юбки ее себестоимость на 99% будет состоять из материалов и работы.
Вот, давайте к нашим баранам. Трудно сказать сколько будет стоить проект локомотива. У нас есть паравозостроительные вузы? Опять же смотря какой проект, если нам надо что-то особенное, такое какого ни когда не было, и чтобы все оригинальное, гайки там на 17,34 мм и семигранные… то наверное и долго и дорого.
А если взять самую популярную модель и опираясь на опыт эксплуатации улучшить, то, наверное, будет не так и долго, да и не так и дорого. Да и в производстве будет сильно проще, большинство узлов и деталей уже производятся.
Это про разработку. Теперь про производство. Разницу именно между 100 и 500 экз. Если Ваше утверждение верно, то получается что стоимость разработки мала. Если бы она составляла те самые $100М то на 100 единиц это миллион в каждой, а на 500 — уже 0,2М, т.е. снижение себестоимости на $800 тысяч или на 57 000 000 рублей, по сегодняшнему курсу.
Вот тут https://www.interfax.ru/russia/743648 получается, что почти 170 млн за штуку, скидка в 57 млн выглядит внушительно и составляет третью часть.
Подозреваю, что пробежав по другим цепочкам производства, изменение тиража со 100 до 500 так же снизит расходы кратно, может не в 5 раз как с проектом, но хотя бы раза в два.
В общем, нужна хотя бы примерная структура себестоимости, но "на салфетке" получается, что себестоимость единицы локомотивов при увеличении тиража со 100 до 500 экземпляров падает вдвое.
PS. Из-за кармы не могу отвечать оперативно.
Kanut
И если у нас тиражи не миллионые, а, цитирую, «100, так и 500, экземпляров», то снижение стоимости вполне себе будет заметно. Как и в случае с локомотивами, которые тоже редко имеют миллионые тиражи.
И так же данные что «стоимость разработки ДВС нового поколения(!) фольцвагеном оценивалось в 10млрд$.»
Или просто имелась синергия с разработкой других моделей или даже других марок.
Но вполне себе можно предположить что поскольку тиражи маленькие, то и фиксированные расходы придётся раскидывать на малое количество экземпляров. И следовательно себестоимость этих экземпляров будет относительно высока. А где-то тут в параллельной ветке посчитали что даже если просто брать цену сырья из которого состоит локомотив, то там уже десятки миллионов набегают.
Win08
Погуглил: Президент АВТОВАЗА Николя Мор рассказал, во сколько компании обходится разработка новой модели. "Запуск новой модели: он может стоить от 0 до 20 млрд рублей. Возьмем середину 10 млрд = $140М.
Т.е. при производстве более 10М авто, стоимость разработки в цене единичного конечного авто исчезающе мала, примерно 0,1% (исходя из цены авто в 1М рублей или в $15к).
Даже при производстве 1М авто это будет около 1%.
PS. https://habr.com/ru/news/t/563148/ — цена 1,3М. Это единичный экземпляр, в 1,3М вошло как проектирование/разработка так и изготовление единственного экземпляра. И это уникальный (относительно авто) объект, где много чего такого, что существует в единственном экземпляре.
Подозреваю, что для автозавода 140М, это не разработка нового авто, а стоимость производственной линии для выпуска нового авто. По этому и разброс цен от нуля, т.е. новое авто практически не отличается от имеющихся и все можно выпускать на том же оборудовании, до 300М, когда надо строить сильно другую линию.
Kanut
Если я всё правильно вижу, то локомотивы делаются партиями в тысячи штук. А местами возможно и в сотни.
И я бы сказал что всё-таки сравнивать в этом контексте яхту и машину и уж тем более локомотив не совсем корректно. Особенно если неизвестно что вообще входит в цену на яхту, которая была озвучена non-profit организацией.
lordleto
стоимость разработки ДВС нового поколения(!) фольцвагеном оценивалось в 10млрд$.
Am0ralist
Эм, автоваз как бы половину вещей тырит с других мест. Поэтому «от нуля». Ну там новый ларгус половину деталей от старого рено дастера имеет в той же морде. И на платформе Логана строился.
Там новый только мотор чисто вазовский (который вроде дебютировал в Ларгусе), который делается на несколько моделей и не факт, что учитывался в этой сумме, потому что это другая статья расходов скорей всего.
То есть по другому: адаптация на чужой платформе и с реиспользованием старых деталей на автовазе обходится для новых моделей от 0 до 20 млрд.
DMGarikk
ну вообще все автопроизводители так делают, создавая другие/новые модели.
Это также можно сказать, что Dodge тырит детали для Charger у Chrysler, а не разрабатывает их с нуля
Ведь сложно согласится что Сharger это «переделанный крайслер», потому что у него половина деталей от смежных моделей?
==
Автоваз — это шильдик принадлежащий рено, пора давно к этому привыкнуть
Am0ralist
Ну, вот выкатить новую платформу, думаю, совсем другой момент. Или выкатить новый движок.
А вот модель конкретную адаптировать на готовой платформе, используя в половине случаев часть уже готовых элементов дизайна, которым уже не первый год или выкатить тот же новый рено дастер, у которого вроде как элементы дизайна не переставлены с другого полностью — это разные вещи, КМК.
Ну то есть вот две новинки: новый ларгус и новый дастер. В новом дастере элементы оформления внутри новые. В новом ларгусе половина внутреннего оформления — просто переставнлены с старого дастера.
Но есть и варианты, как с новым рапидом и новым поло на одной платформе, где я забыл, движок чтоль только разный или только декоративные элементики. Тоже удешевление выкатывания новой версии на не самом прибыльном рынке.
Win08
Что значит новый? 9 цилиндров и работает на березовом соке и пальмовом масле? По-любому там будет 50% как у других движков. Даже скорее 99%. И даже, внезапно, может оказаться, что диаметр цилиндров тоже самый, хотя ход может быть +- пару миллиметров другой. И диаметр на те же свечи и т.д.
Логан, кстати, это просто "дача" от рено… дастер просто родственник ;)
Так на одну платформу, даже в один и тот же кузов, можно пихать достаточно разные движки, как по числу цилиндров так и по мощности. Да и в салон давно пихают все разное, одну и ту же машину можно взять и за 1 лям и за 2 ляма. В первой ничего не будет, а во второй и коробка автомат, и кондиционер, и подогрев и еще 100500 всяких плющек. Сравнивать надо подобное с подобным, а не Ларгус с Камри.
Тут надо как-то расставить маячки, а то так можно дойти до того что надо взять палку-копалку и пойти наковырять руды, иначе "от нуля", у них видишь ли и бумага есть, и карандаши от "кон-и-нор", и даже процессоры. Нет, если использовали ПК и ПО не собственного производства то это не " с нуля" )))
Какого нового? Если, какая я писал выше: 9 цилиндров, в качестве топлива березовый сок, а масло используем пальмовое, при этом объем каждого цилиндра 1 кв.см, а мощность двигателя 1000 л.с… боюсь они такой и за 100 тысяч миллиардов $ никогда не сделают.
Am0ralist
казалось бы, причём тут это…
Вот примерно это вы и сделали в этом своём абзаце. Даже не попытавшись пришить к тому, что говорил я.
Я ж говорю, даже не вдумываетесь в текст, который писался. «От нуля» — это цитата из вашего текста, если что.
Свалились в кучу кони, люди… вас не смущает, что
у меня в комментах нигде нет?
если как вы выше набросали каких-то псевдоаргументов, после чего решили на них опираться, как на аргумент — это сильный ход. Прям Мюнхаузен в болоте.
Но что именно вам не понятно в фразе того человека про «разработку двс нового поколения»? Хотя да, я понял — ничего…
Kanut
Например вот такого: PHEA – Pneumatic-Hydraulic-Electric-Actuator
A в целом и тот же BlueTDI от VW в своё время стоил в разработке кучу денег. Хотя там «всего лишь» пытались снизить выхлопы.
DMGarikk
ну опятьже, выкат новой модели это сложный процесс, даже если 'просто старую торпеду переставили'. это и переобучение персонала на ремонт, логистика запчастей, всетаки иные технологические линии
если уж смотреть на рено, то салон логана-ларгуса-дастера вообще кочует по целой куче разнокалиберных моделей и помоему даже по другим маркам напрямую к рено не относящимся
===
я бы просто не стал судить о стоимости выпуска новой модели просто сравнивая оформление салона. ценник может быть очень неявным.
Всегда привожу в пример книгу А.Хейли 'Колеса', там очень доступно показаны проблемы автопроизводителей, когда одна лишь гайка и точка сварки может прибавить к ценнику авто очень существенную сумму и вообще поставить под вопрос целесообразность выпуска модели
Am0ralist
Не, я всего лишь про то, что выпуск новых «Реношек» пусть даже на том же автовазе и выпуск новых Лад могут отличаться в разы или даже на порядок просто по причине их вторичности. И по этому основываться на цене автоваза в общих рассуждениях как-то не корректно, ибо у автоваза экономия во множестве мест происходит (с другой стороны ларгус даже в топовой комплектации и стоит другие денюжки, чем прочие). То есть более бюджетная машина и более бюджетные решения про производстве требует.
Так это, наоборот) Логистика переиспользованных запчастей проще тем, что она уже выстроена. А для новой машины тебе ещё эти новые запчасти нужно разработать, потом чтоб их начали производить в нужном объёме (да без ошибок на этом этапе), да и по цене первые уже будут скорее подешевле (ибо их запуск в производство отбилось на старой модели).DMGarikk
ну опять возвращаясь к упомянотому мной крайслеру и доджу.
Практически все производители переиспользуют детали между платформами, это у всех заложено в стоимости разработки. В моем автомобиле 99 года стоят детали интерьера от автомобиля 93 года, двигатель практически без изменений ставился на другие автомобили крайслера/доджа до 2010 года, коробка вообще родом из 80х (к которой в середине 90х прилепили электронное управление)… хотите сказать что крайслер за 30 лет не разработал ни одного нового автомобиля а тупо переставлял детали старых авто в новые кузова?
Am0ralist
а я этого и не говорил
можете перечитать то, что говорил я и составить конспект правильный?
Stas911
Что значит «с нуля»? Производители большую часть оборудования для производства авто закупают у крупных производителей типа Magna, а не разрабатывают и производят сами.
Kanut
А Magna, Conti, BCS и прочим ничего разрабатывать и производить по вашему не надо? :)
SergeyMax
DMGarikk
нет он изобрел железные дороги США, где не делают один супермощный локомотив, а цепляют подрят 2-3-4-10 локомотивов если надо большую мощность… и управляются они все в два лица
Aklkleks
Один паровоз тащит сотню вагонов, два - двести.
Надо провести четверть тысячи вагонов на подъем - ставим пять паровозов по СМЕ с парой машинистов... и рискуем обрывом сцепок, или придется делать усиленные спецвагоны, хотя бы на треть состава. А можно ли раскидать тягу по поезду? Через каждые полста вагонов по электровозу? В электричке можно, но там вся электричка - единый объект, именно для этого и спроектированный, а в грузовом составе?
S-trace
Поставить 2 паровоза спереди (оставить те что были, но заправить/задать угля), и добавить ещё 2 паровоза сзади (толкать состав)?
Хотя тут конечно очень интересный вопрос встаёт насчёт устойчивости вагонов к толканию — а не выпячит ли их ввысь дугой?
ЗЫ:
Вопрос "а не выпячит ли их дугой" может показаться немного странным (а с чего бы их выпячило, если поезд должен уметь не только разогнаться, но и затормозить?) — но если подумать — тормозить то поезд можеть всей своей гусеничкой (причём в идеале начиная с последнего вагона), а вот толкать задним паровозам придётся по меньшей мере половину всего состава (и тут уже всерьёз встаёт вопрос крепости сцепок и устойчивости вагонов против выпячивания).
DMGarikk
всем сразу отвечу
ставят локомотиви и впереди и в середине состава и сзади, уже сегодня, такие поезда можно даже и на московской дороге встретить, а в горных районах и толкачи не редкость, когда поезд на перевал сзади заталкивают дополнительным локомотивом который отцепляется и уезжает после того как горку проехали
если СМЕ и тормоза правильно работают (и машинисты не спят, а следят за локомотивом) то ничего не случится, локомотивы знают когда сбросить тягу и тормозить одновременно
===
в США такие поезда более распространены там бывает пяток локомотивов в голве и штуки три четыре в хвосте… и в середине парочка, в РФ зачастую один-два впереди, или один дополнительный посередине (если поезд сдвоенный)… и иногда толкачи в хвосте,
winwood
не забудьте про тормоза. чем длиннее состав — тем больше объем тормозной магистрали со всеми вытекающими: утечка, инерционность.
dragonnur
В СССР и современной России их тоже много можно прицепить. СМЕ (система многих единиц).
mrsantak
Мелкосерийное производство дорогое не потому что производится мало больших изделий, а потому что константные затраты делятся на малое кол-во клиентов. Если вместо того, чтобы поставлять один мощный локомотив поставлять 5 маленьких цена заказа не изменится, ведь кол-во клиентов и объем заказов остался прежнем.
Gryphon88
Кстати, а куда девалась куча узкоколеек? Вполне себе вид транспорта регионального уровня.
DMGarikk
вестимо что дешевле газель пустить чем полноценную ЖД, пусть даже и узкоколейную
узкоколейки изначально были промышленными… и пассажирская ф-ция для них была вторична… почему собственно они все и поисчезали вместе со своими предприятиями которые обслуживали
Gryphon88
Так то пустить, ЖД и по пропускаемому грузу, и по эксплуатации дешевле, узкоколейка (и широкая колея в некоторых регионах, по политическим мотивам) дешевле ещё и в прокладке, часто можно без подушки кидать.
Т.е. в 90х утратили полимеры, жители и горадминистрация оперативно растащили рельсы, а в середине нулевых спохватились — и опаньки, надо тянуть заново, а из-за кучи собственников земли это фиг сделаешь?
garus_ru
Всё-равно дорого и медленно. 9км/ч — средняя скорость, считая время от передачи груза в терминале. Еще хозяин шубохранилища удивлялся, чего это все на фурах возят, и при нем же еще хотели довести до 14км/ч.
Gryphon88
Если грузопоток большой, постоянный и без таможен, то всё ок даже на 10 км/ч. Правда, почти 80 лет тому придумали контейнеры на любой вкус и размер для ускорения перевалки, с распространением типоразмеров типа еврокуба и контейнерных терминалов фуры были бы нужны сильно меньше. Брать в аренду у ЖД вагоны и сдавать их обратно за кратно большую цену придумали несколько позднее.
Milfgard Автор
Эти вопросы и ниже по обсуждению я отправил на завод. Отвечать будет Александр Друзь — пресс-служба. Это займёт некоторое время.
AlexanderS
Вы забываете, что это здоровенное штучное производство и цена локомотива раскидывается на поддержку всего этого производства, это не просто на стоимость металла, микросхем и работы сотрудников. Доставка и обработка габаритных грузов. Электроэнергия. Аттестации оборудования. Проведение испытаний. Сертификации. Там, сям… и всё эти крошки делают весь этот сыр. Это с виду кажется, что дай вам сварщика и вы всё это быстренько и дёшево сварите на ардуинке…
BlAnge
Капитализм — наше всё. Человеческое лицо капитализму нужно?..
1. А если серьезно — в цене заложены все высокие технологии, описанные в статье. Думаете, посчитали кусок металла, обработали его на довоенном оборудовании, поставили, вот и паровоз? Посчитайте требования к обработке поверхностей, точности изготовления, стоимость роботизированного контроля на всех этапах производства, мозги, которые в это всё вложены… Вот и будет вам «космическая» цена…
//я не считал, я не работаю на данном производстве. Мне достаточно было прочитать про «контроль на каждом обрабатывающем центре, ISO соответствующее...» — это всё стоит больших денег. И «выхлоп» конечно дает серьезный.
2. Не к капиталистам этот вопрос «нашли ли они себя». Мировой тренд — человек должен уметь переучиваться, и находить себя. Да, тяжело. Сам это сейчас прохожу. Но… это мир, это конкуренция внутри народов и между народами на мировой арене.
Ergistael
Не нужно думать, что я совсем не в теме. Жалко лишь, что или отвечают неспециалисты, или дают качественный ответ (не в хорошем смысле). А насчёт капитализма - я привел отрывок из О. Генри, пост заминусованный найдите. Нужен нам такой капитализм?
Я даже не ищу особо ответ: мне в основном все понятно. Ну подождем, что скажет "Александр Друзь".
Am0ralist
Вам там сверху целый специалист в электронике отвечал. Сразу причём.
Не, серьёзно. Вам сразу же ответил специалист. Что от вас в ответ получили?
«Я ничего лично не знаю, но мне с дивана кажется, что вы не правы»
Ergistael
Если вы с дивана, не значит, что и я с дивана, я с рабочего места писал.
Специалисту в элекронике - спасибо. Надеюсь, что вы имеете в виду не того, кто отвечал по цене. Основные ответы: мы посчитали на 5% металл и инверторы, остальные 80% перечислили; сам разберешься, коли на калькуляторе считать и в мейлру искать умеешь (сомневаемся).
Вы от меня чего еще хотите? Уже не можете в карму, а в посты недостаточно эффектно минусовать?
Am0ralist
А, вы не только с калькулятором, но и с интерфейсом хабра разобраться не смогли?
Ну да, диванные спецы — они такие.
DancingOnWater
Электродвигатель, что в этом сложного: две обмотки, ротор, статор. А знаете сколько патентов в мире на входные и выходные каскады или на способы обмотки?
Хайтек это не ИИ, айфон или Тесла,
Ergistael
Это не ответ, а шапкозакидательство какое-то. Почему вы отвечаете вопросом на вопрос? Вообще отвечающие либо не удосуживаются умножить цену инвертора или вентиля на их количество и сопоставить с ценой локомотива; или отвечают, что-де рыночная среда виновата. Некоторые приводят текущие расходы на обслуживание и почему-то обосновывают этим цену (капзатраты). Но большинство придумывают «логические» аргументы, не разбираясь в теме.
Одинаковый уровень прибыли можно получить при большой серии и невысокой цене и малой серии и завышенной цене. Где-то монополия выгодна (но все равно должна регулироваться государством: например, тоннельная сеть метро как таковая: больше не накопаешь), но в основном она вредит всем участникам, кроме монополиста: и фирмам, и потребителям, и государству.
Вот пример: Путин потребовал своевременно обновлять парк локомотивов РЖД (https://www.interfax.ru/russia/743648), поэтому «в 2021-2023 годах монополия в рамках инвестиционной программы приобретет 1500 единиц тягового подвижного состава на 252,598 млрд рублей». Делим, получаем 168 млн руб. /ед. (как правило, цена указывается без НДС, который сверху).
А вот чего не хочет Минтранс: «Минтранс выступил против допуска на сеть железных дорог частных грузовых локомотивов.» (https://www.rbc.ru/business/01/02/2021/601415ce9a79475a56443898)
dvserg
Вы как-то все однобоко рассматриваете. Да, есть себестоимость производства, есть рыночная цена, регулируемая отношением спрос/предложение. Но есть еще, так называемый, «опыт эксплуатации». Если расходы на эксплуатацию 100 дешевых машин требует больших затрат, а эксплуатация 10 дорогих машин экономит при этом средства, то скорее всего купят 10 дорогих машин и будут экономить деньги на их эксплуатации. Прикинуть окупаемость затрат любой грамотный школьник в состоянии.
sa1ntik
Цена одного электровоза 2ЭС6 Синара — 93,925 млн. рублей.
Масса одного электровоза 2ЭС6 — порядка 200 тонн.
Допустим, что весь поезд состоит строго из чермета (то есть металлолома, который потом перерабатывается в металл с целью получить доход) по цене 27 рублей за килограмм. Это 5,4 млн. рублей. То есть даже если оценивать состав по чермету то это будет более 5% от стоимости локомотива.
При этом абсолютно очевидно, что стоимость сортового металла значительно выше чермета. Не говоря уже о всяких легированных сталях и цветмете. И это не говоря уже об отходах производства. В итоге стоимость только материалов даст никак не «проценты», а их десятки.
Затем электроника и привода. Если вы думаете, что ПЛК стоят соразмерно их производительности к ПК, то в целом вы правы. Но только там обратная зависимость и десятки тысяч евро только за электронику это вполне реальные цифры.
А потом начинается: станки, расходники (те же самые резцы и свёрла, газы для сварки и прочие присадки) и общая трудоёмкость производства.
Думаете всё? Так на сварку надо электричество. И цеха огромные греть тоже надо. Опачки! Энергоёмкость производства на подходе.
Потом покрасочные цеха, складские площади, сотрудники.
Так что да, ничего сложного — это ведь не из Stack Overflow копипастить.
Ergistael
«Ответы Мейлу» 5-летней давности (копипаста до 3 знаков после запятой — это, конечно, не Stack Overflow, а гораздо хуже) — авторитетный источник? Вот хотя бы тут посмотрите (да, это все локомотивы в кучу, но среднюю все равно рассчитайте): www.interfax.ru/russia/743648 — 164 млн руб./ед. выходит (НДС сверху). Магистральные — дороже, маневровые — дешевле. 2ЭС6 магистральный.
А то, что у вас дальше — не смета, а перечень, понты и пустой упрек.
sa1ntik
Потому что, видимо, даже те, кто писал на mail.ru догадались найти контракт на поставку 2ЭС6 и разделить сумму на число головных секций.
Расчехляем калькулятор. 252598/1500=168,39
Интересно: если заниматься науко и материалоёмким производством ничего сложного, то осилить калькулятор это что? /сарказм/
Но эта средняя температура по больнице не говорит ровным счётом ничего. Потому что есть как значительно более дорогие (2ЭС10) например, так и значительно более дешёвые. 2ЭС10 как раз и стоит примерно в 2 раза дороже. А ещё это может быть и локомотив из нескольких секций(то есть головные + бустерная).
А где ему ещё быть? Мы же о себестоимости локомотива говорим.
Ок. Я даже спорить не собираюсь с тем, что собрать локомотив — несложно и быстро; а калькулятором (и тем более логикой) пользоваться это рокетсайнс.
Тем более более чем наглядные цены на «локомотив из чернового лома» я уже привёл.
Ergistael
В ответе не мейле вопрос про 2ЭС6, там уже 2 секции.
У меня описка, выше вы комментарии все ок (https://habr.com/ru/company/tuturu/blog/562706/#comment_23158062) — 168, я просто криво удалил десятичную не значащую цифру, 0,4 от 0,39).
Сарказм великолепен и уместен, приятно посмеяться.
sa1ntik
Две головных секции. Да. А есть и бустерные. Но к чему вообще этот комментарий? Есть чем опровергнуть стоимость 2ЭС6 не считая «я нашёл контракт, содержимое которого неизвестно, разделил с ошибкой и получил цену в полтора с лишним раза выше»?
Ну да, это ведь сложнее чем локомотивы собирать :)
P.s. цена на г/к листовой прокат из стали «пластилин 3» составляет 120 ±5 тысяч рублей за тонну(в розницу, опт будет чуть дешевле). То есть если делать 2ЭС6 из листового проката то только материал будет стоить 24 миллиона рублей.
П — проценты :)
Sergunka
С учетом того, что на Западе цена электровоза составляет от 1.5 до 2 миллионов долларов.
worldwiderails.com/how-much-do-locomotives-cost
То речь не идет о себестоимости это классический вариант ценообразования — «дешевле купить негде».
Остается открытым вопрос почему Сименс только допущен на российский рынок к примеру моя бывшая компания General Electric вполне успешно развивает рынок электровозов в Бразилии. Здоровая конкуренция бы не помешала не говоря уже о том, что и рабочих мест было бы создано в два раза больше.
Живой инетерес так же вызывает вопрос были ли Сименсу предоставленны эксклюзивные права по производству электровозов в РФ?
sa1ntik
Я с определённым сомнением отношусь к подобным сайтам, но даже этот сайт с вами не согласен:
Это раз.
Два: у отечественных и американских ЖД два своих собственных пути развития. У американцев это n(>>2) маленьких локомотивов; у нас это два мощных локомотива в голове и в редких случаях один в середине/хвосте.
Мне не стоит уточнять очевидный момент, что один более слабый электровоз стоит дешевле чем один более мощный?
И да, там явная ошибка в таблице с тягой: 180000 lbf это 81 тс что крайне дофига для американского локомотива.
Да и далее, где начинается повествование, фигурируют новые локомотивы Amtrak, ACS-64 (от Siemens стоимостью 6,6 миллиона долларов) с тяговым усилием 63000 lbf (то есть 28 тс, более чем в 2 раза меньше, чем у 2ЭС6 и меньше на 8тс чем у одной секции ЭС6).
Поэтому «дешевле купить негде» в данном случае звучит так: частная компания Amtrak покупает за 462 миллиона рублей более слабую головную секцию из 2ЭС6 (в котором их две), при цене 2ЭС6 в 100 миллионов рублей.
И таки да, у меня есть вопросы к точности этих цифр потому что сайт никакого доверия не вызывает.
На этот вопрос я уже ответил: её концепция электровозов отличается от принятой у нас. Это не хорошо и не плохо.
1) Рабочие места масштабируются немного не так.
2) А ещё ЗИПа и накладных расходов (включая обучение специалистов) было бы тоже в два раза больше.
Но на самом деле бы нет, не было. Понимаете: производство это не мобильная разработка. Десять и тысяча стэков технологий тут обходятся дорого не только в обучении специалистов (которых в десятки раз больше), но и в том что надо держать дорогостоящий ЗИП в большем количестве (кратном количеству стэков).
P.s. Кидая ссылки не читайте их по диагонали. А то выяснится что не в карты, а в спортлото и не выиграл, а проиграл.
P.p.s. Не воспринимайте мой сарказм уж очень близко к сердцу. Просто мне, человеку, который отдал промышленным производствам (в том числе и зарубежным) большую часть своей трудовой карьеры несколько забавно наблюдать как «гражданские» начинают рассуждать о них, затратах и себестоимостях и промышленности в целом.
jenki
Исключено. Это не про РЖД.
MacIn
Выбор, видимо, между «взять у Сименса сегодня, потом подтянуть свой опыт» или «брать свое, но долго и дорого и вообще без гарантий». Вы не видели, например, как в Бауманке облажались с заказом на оптическую систему? Относительно громкий скандал-то был. Продолбали сроки, деньги и не сделали в итоге, хотя регалий — хоть все стены обвешай, и вроде опыт должен быть.
maikus
Не такой уж и монополизм. И цены не такие уж огромные. У 2ЭС7 в таможенном союзе и окрестностях есть прямой конкурент KZ8A. Это локализованный в Казахстане Alstom Prima 2. Несколько лет назад сорок штук таких и еще 10 штук пассажирских отправили в Азербйджан. Весь контракт потянул на 300 млн Евро. Цена грузового получается больше 6 миллионов Евро. А еще можно посмотреть цены на аналоги из области морских перевозок. Какие-нибудь морские буксиры, которые также выпускаются сериями в сотни штук и имеют схожие размеры и мощность двигателей. Четыре миллиона Евро за морской «локомотив» от китайской верфи — это еще будет не дорого.
Win08
Надо менять профессию )))