
Дело было вечером, делать было нечего (с)
Как же сделать плавник для кайтборда или вейвборда?
Плавники разные бывают…но мы не будем лезть в философские измышления и прочие приблудности, а просто посетим сайт википедии и посмотрим что такое плавник. Википедия по этому поводу говорит:
Плавник – орган или приспособление, используемое для управлением движения в воздушной, водной или иной жидкой среде. Чаще всего имеет плоскую форму. Изначально данное слово употреблялось для обозначения конечностей рыб, но затем значение расширилось, и слово обозначает конечности и других животных, а также искусственных приспособлений.
Вот как раз об искусственных приспособлениях и пойдёт речь – о плавниках для кайтбордов и вейвбордов. Чем они отличаются будет понятно по ходу описания их изготовления.
Плавнички можно делать разными способами:
точить из фанерки или кусочка деревяшки (этим не буду заниматься)
фрезеровать по программе (на ЧПУ станке) или на копире (нет у меня ни первое, ни второго)
делать болванку, снимать матрицу с болванки и выклеивать в матрице (два способа)
фрезеровать матрицу и выклеивать плавник в ней
способ, придуманный вами
Кайтбордовые плавники. Болванка-матрица-плавник
Прежде чем что-то делать я ищу информацию по конкретной теме. Так и тут, нашёл вот на этом сайте какие плавники бывают, чем отличаются и ещё много всякой полезной информации. Выбрал тот, что посерединке и начал лепить.
Первым делом отмасштабировал картинку в фотошопе и распечатал на листике бумажке.
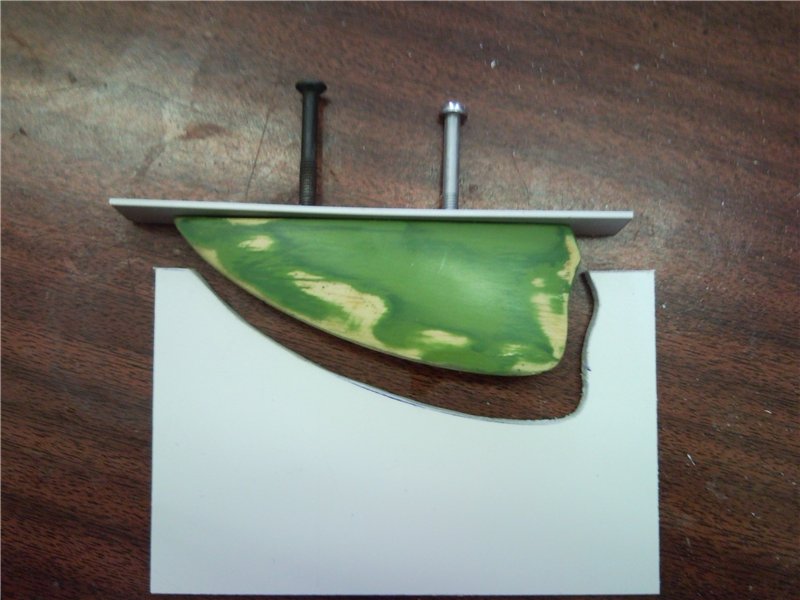
Перевёл это изображение на кусочек деревяшечки (бальзовой пластинки), вырезал и немного спрофилировал. После чего покрыл слоем эпоксидной смолы, чтобы корка твёрдая была.


После того, как смола встанет наступает самое неприятное – ошкуривание плавника, покраска, потом опять ошкуривание и опять покраска. Зачем ? Всё для того, чтобы получить гладенькую и ровную поверхность


Готовится «опалубка» и верхняяя часть матрицы. «Опалубку» сделал из вспененного ПВХ пластика, образовавшуюся щель заделал пластилином.

Самый ближний слой к матрице должен быть твёрдым и не иметь пор, поэтому, в качестве такого слоя наносят гулькоут (гелькоат). У меня его не было, поэтому, намешал я его самодельным (смешал эпоксидную смолу с тонером для лазерного принтера), получилась кашица, которую кисточкой намазал на болванку и «опалубку». После положил некоторое количество слоёв стеклоткани. Причём, чем ближе к болванке, тем мельче стеклоткань


Случилось так, плохо промазал и получились раковины. Ничего страшного, зашпатлевал их, обрезал матрицу и тоже самое повторил со второй половиной матрицы.


Когда смола полностью встанет, можно обрезать нашу формочку по контуру, сверлить крепёжные отверстия и закладываеть первый плавник.


Сначала укладывается уголь в правую и левую половину матрицы, после чего половины матрицы скручиваются и внутрь заливается смола и сверху «надевается» крышка. На следующие сутки можно вытаскивать плавник и радоваться результату, или наоборот огорчаться.


Ну вот и всё, осталось обрезать лишний облой и прикрутить к доске. Этот вариант можно обозвать как «хочу быстро кататься, а плавников нет». Намного качественней плавники получаются, если их закладывать в металлической матрице. Но это вносит некоторую сложность…
Кайтбордовые плавники. Модель-матрица-плавник
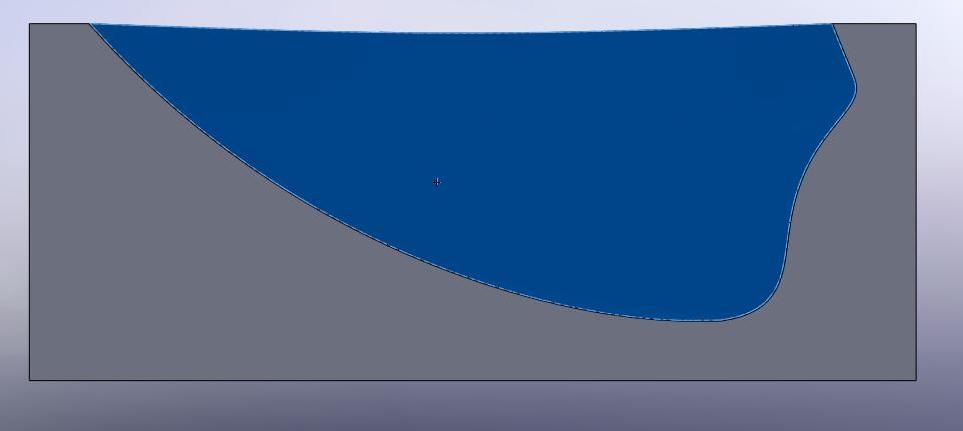
А сложность заключается в том, что сначала надо нарисовать 3D модель того, что мы хотим получить и получить 3D модель матрицы, которую нам отфрезеруют. Все модельки я рисовал в SolidWorks 2008 (да, шёл 2010 год, на тот момент было актуально).
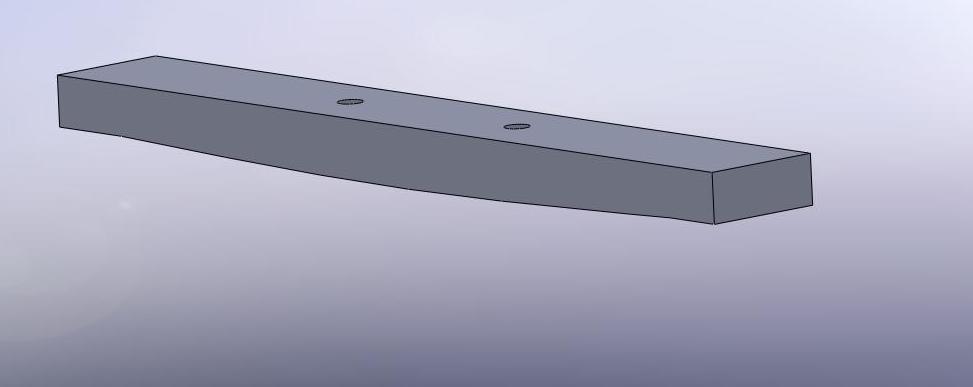
После фрезеровки получаем вот такую ступенчатую форму. Фрезеровка крайне безобразна, но я, в силу малоопытности, взял у производителя именно такую матрицу и дорабатывал усердно сам.
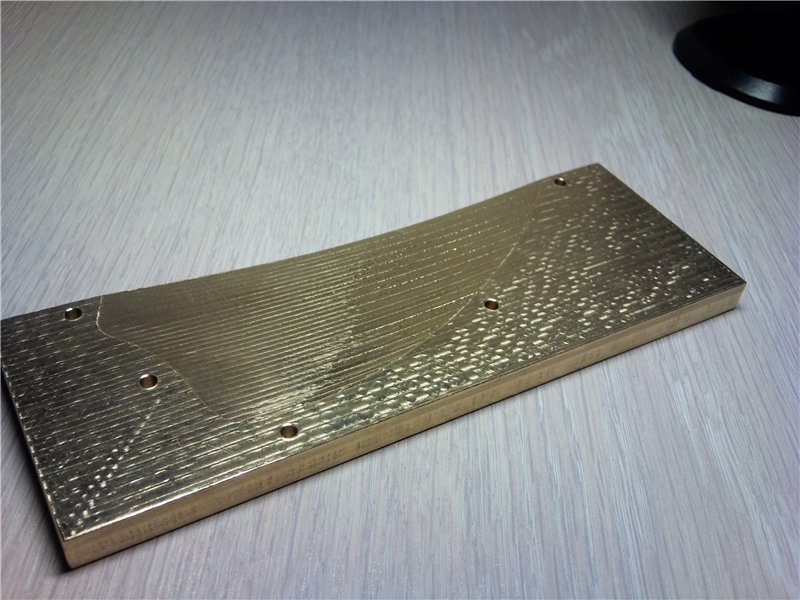
Матрица после шлифовки и полировки становится глянцевой и красивой.


После подготовки матрицы в ней делаются направляющие штырьки и отверстия и матрица готова к закладке плавников. Мажем смолой и укладываем две половинки будущего плавника.

Слой смолы, чтобы не было пузырьков на поверхности изделий.

После укладываем слои ткани. В данном случае - углеткань.

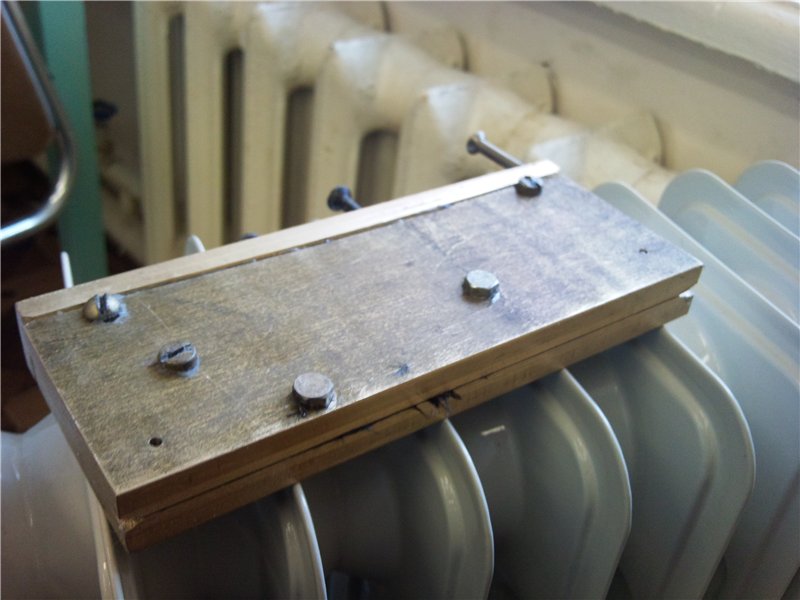
Для ускорения творческого процесса матрицу с плавничком кинул на обогреватель, чтобы нагрелась она. Эпоксидная смола встаёт тем быстрее, чем она теплее. После отверждения смолы можно извлечь готовое изделие.
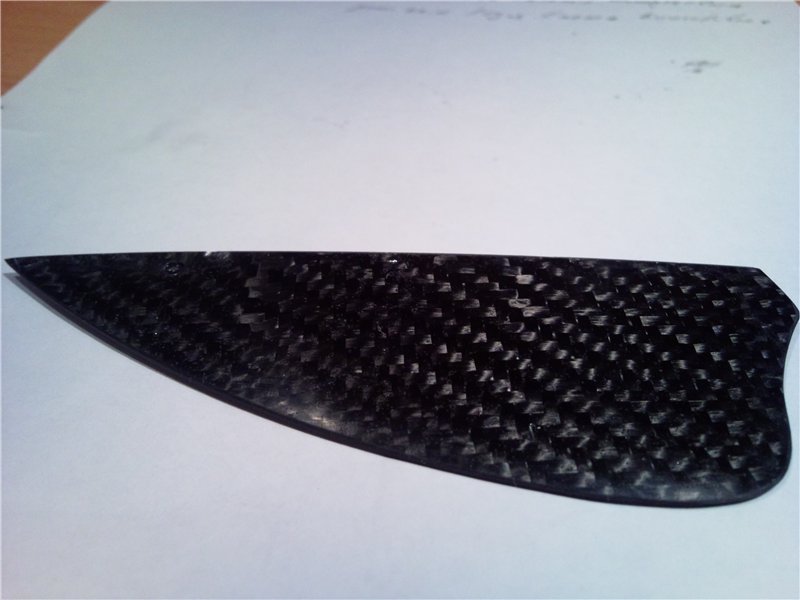
Готовое обработанное изделие.
Вейвбордовые плавники. Болванка-матрица-плавник (способ первый)
Основное отличие – их три и они все разные и размер у них гораздо больше, чем у кайтбордовых плавников. Матрицу буду делать из полиэфирной автомобильной шпатлёвки. Да, да, можно хоить из гипса матрицы делать, но материал формы влияет на количество изделий «вышедших» из матрицы.
Собственно, болванка делается тоже из деревяшки. На фото снизу слева – образец, справа – остатки плавников и заготовки буксов.


Готовые заготовки болванок. Красим и шкурим, в общем, делаем всё то, что делали для плавников кайтборда.


Хоть тут и три заготовки для плавников, половинок матрицы будет всего 4. Дело в том, что два крайних плавника с одной стороны плоские, поэтому, делать плоские части формы сделаю по-другому (фанера + тонкий пластик)


В качестве материала для формы использую автомобильную шпатлёвку, которая продаётся в любом автомобильном магазине. Наносить её нужно «вмазывая», чтобы не было пузырей. После того, как нанесли, и шпатлёвка немного отвердела, необходимо опустить в холодную воду до полного отверждения. Для того, чтобы не перегрелась форма и не искривилась


Материал плавников укладывается точно так же, как и для кайтбордовых, за тем исключением, что вместо смолы полость заполняется композитным наполнителем (обрезками стеклоткани и углеткани). После отверждения смолы получаются вот такие заготовки плавников, с которых необходимо срезать облой.


Виндсерфовые плавники. Болванка-матрица-плавник (способ второй)
Можно делать достаточно длинные плавники 400-600 мм, но форма совсем другая будет, более жёсткая.
Сначала делаем опалубку из ДСП. Внутри вложен плавник – прототип.

Теперь необходимо разместить плавиник в опалубке таким образом, чтобы линия раскрыва будущей матрицы проходила ровно через центр плавника. Для этого, полость между опалубкой и плавником заделываю пластилином. После чего сверлится 2 отверстия по разные стороны матрицы и она закрывается.


Решил промазать линию разъёма. чтобы смола не вытекала (для профилактики, так сказать). Подготовил смолу для заливки. Во время заливки матрицу надо расположить под углом и заливать с более низкой части – это чтобы пузырей не было.

После полимеризации смолы можно вскрыть форму.

Чистим от пластилина и наблюдаем результат и немного радуемся)

После чистки от пластилина обрабатываем разделительным слоем, закрываем форму и заливаем вторую половину.

Всё, сверлим центровочные отверстия, вставляем туда в одну половину направляющие (4 мм стержень стальной) и готовим форму к закладке первого плавника(обрабатываем разделительным слоем).
")
Теперь можно приступить к закладке первого плавника. Сначала намазываем слой смолы и ждём когда он станет «на отлип».

После этого прикатываем уголь и пропитываем его смолой.

Готовим стекло (имеется в виду нити стеклоткани. Можно использовать ровинг, но я распускал квадрат из стеклоткани), укладывать его надо вдоль, т.к. именно вдоль наибольшего размера требуется наибольшая прочность.

Вместо стекла можно использовать уголь, но в таком случае плавник будет исключительно жёстким, чего в данной задаче не требуется.
После того, как смола полимеризовалась, вытаскиваем плавник из матрицы, срезаем облой. В итоге получаем вот такой плавничок.

Таким образом, пока самый интересный результат получается если делать фрезерованную форму и в ней формовать изделие.
Спасибо за внимание, всем пока :-)
Комментарии (21)

arheops
25.06.2022 17:38+1Первый раз вижу, чтоб плавники 40см делали отливом в матрице причем с одного раза(без кучи слоев и постобработки). Да блин, даже без вакуума.
Это же тупо опасно, прочность будет недостаточная, а сломанный плавник где-то в море может быть последним, что вам надо в этой жизни.
Это какой-то макет плавника, а не плавник. К тому же по краю у него карбон и он типа выглядит нормальным, ага.
На виндсерф плавник действуют знакопеременные нагрузки в несколько сот килограмов с периодом меньше секунды.
«Ускорение процесса» нагревателем тоже снижает прочность смолы, но для кайтовых плавников нагрузки в десятки раз меньше.
Sergiv Автор
25.06.2022 18:16Про 40 см почему не понял довода про прочности...почему она меньше должна быть. Тут наоборот, если деталь едина, бесз склеивания из составных частей - она прочнее. Это открытая формовка, для неё не нужен ни вакуум, ни тепловой шкаф, ни инфузионные смолы, ни мешки. Только кисть и воля к победе. Про прочность ещё. В досках, плавник-это расходник, и если вы обратили, на длинном плавнике нет букса (то место, которым плавник крепится к доске). Букс приклеивают потом, он может быть разной формы для разных досок. В случае удара планивка о препятствие плавник отваливается ,а посадочное место в доске остаётся целым.

На счёт температуреы -есть такое понятие в композитах - постпооимерищация. Это процесс, при котором изделие после отверждения нагревают и выдерживают при определенной температуре некоторое время. Это процесс как раз и нужен для увеличения прочности композитного изделия.
Есть смолы высокотемпературные, у низ прочность, обычно выше, чем у смол с низкой температурой отверждения.
arheops
25.06.2022 18:30+5Потому, что чем длиннее плавник, тем больше рычаг и нагрузка на материал.
В композите стекло-смола чем МЕНЬШЕ смолы, тем прочнее композит, для чего и применяется вакуумирование.
Показанный вами плавничек на фото выше, к примеру, сделан из сформованной в повторяемых условиях, под прессом, плиты методом фрезерования. Причем на нем есть следы постобработки в виде усиления задней поверхности карбоновым слоем(для обеспечения разной жесткости передней и задней границы). Разница в прочности такой плиты, и того, что вы отлили — раз в 10.
Я не знаю, где у вас расходники, но удар плавника 40см о препятствие — явный форсмажор, а вот его слом на изгиб в море за 1-2 км от берега при 10-15мс офшорного либо сайд-офшорного ветра — вполне себе офигенное, на всю жизнь запоминаемое событие с вероятностью вообще никода не вернуться на берег. Обещающее как минимум общение со спасателями или пограничниками.
Температурная обработка композитов выполняется в контролируемых условиях и температурах порядка 200градусов, причем там очень правильный и отдельно согласованный с производителем смолы график нагрева и охлаждения, а то, что вы сделали — только ухудшает результаты, что легко можно проверить обычным стрес-тестом.
В вашем варианте вообще весь ваш плавник практически эквивалентент пустотелой болванке с внешним слоем карбона, а поскольку его у вас там похоже один слой — то любое внешнее повреждение равноценно потере прочности. Да, карбон жутко прочная штука, за счет нее это все и не ломается сразу. Но до нормального изготовления плавников — далеко. Поскольку явно видно жуткий избыток смолы и непонимание основ прочности композитов.
Прочность самой смолы на сжатие и растяжение где-то как у бетона — 40-90 МПа. А у правильного композита от 500 до 800.Sergiv Автор
25.06.2022 22:40В композите стекло-смола чем МЕНЬШЕ смолы, тем прочнее композит, для чего и применяется вакуумирование.Вы тут не правы. Я проводил практические опыты (уже сильно позже). Так вот, оптимальное соотношение тряпки и связующего 40-50%. Если меньше, то волокно остаётся сухое и легко расслаивается, если много смолы, то армирования много.
Потому, что чем длиннее плавник, тем больше рычаг и нагрузка на материал.В композите стекло-смола чем МЕНЬШЕ смолы, тем прочнее композит, для чего и применяется вакуумирование.Это не объяснение доводов о прочности. А о видах приложениях силы.
Показанный вами плавничек на фото выше, к примеру, сделан из сформованной в повторяемых условиях, под прессом, плиты методом фрезерования. Причем на нем есть следы постобработки в виде усиления задней поверхности карбоновым слоем(для обеспечения разной жесткости передней и задней границы). Разница в прочности такой плиты, и того, что вы отлили — раз в 10.Это первый попавшийся образец бокса из интернета.
Как вы такие плавники прокомментируете ? Что вы скажите о прототипе, который отлит был явно на ТПА и по жёсткости/прочности сильно уступает композиту ?

Здесь угля нет вообще 
А это вообще не композит, как прототип Температурная обработка композитов выполняется в контролируемых условиях и температурах порядка 200градусов,Ухты, что это за композиты такие ? Ссылкой можете поделиться, очень интересно. Цианат-эфирные смолы утверждаются при 160-170 градусов. Более высокотемпературных смол пока не встречал.
В вашем варианте вообще весь ваш плавник практически эквивалентент пустотелой болванке с внешним слоем карбона, а поскольку его у вас там похоже один слой — то любое внешнее повреждение равноценно потере прочности.Я, кажется, понял чем ваше негодование вызвано. Конечно, в составе плавника не только две угольные "корочки", но и набор из стеклянного ровинга (направленное волокно) разной длины. (на фото видно и в описании про него написал тоже). Уголь только по наружной поверхности и работает как коробка, которая замыкается на внутренний набор.
arheops
26.06.2022 00:27+1Смешно. Причем тут прав или не прав я, если есть рекомендации производителя смол?
На картинке — Select Edge g10, они именно так в каталоге и идет, материал соответсвенно — g10, тоесть стеклотекстолитовая плита, пресованная. Никто их не отливает, я вообще не знаю откуда вы это взяли.
На втором плавнике у вас тоже написано… G-10, тоесть он тоже стеклотекстолит. Там же написано CNC — фрезер. Тестовые плавники выводятся вручную наждачкой. На втором снимке он скорее всего тупо покрашен внешним эмалированным слоем. Цвет стекло-композита g10 может быть какой угодно, но для виндсерфинга используют как правило «натуральный»(светло-зеленый), черный, красный.
Снаружи часть плавников покрашено эмалью, к примеру, фанатик красит их в белый, а Tabou Boards — в светло-оранжевый.
Показанный в вашей статье select pre-preg как раз относится к композитам, которые запекаются при температуре около 200градусов.
Читаем FAQ www.select-hydrofoils.com/en/faq
CNC — это фрезер. Вот зелененькие селект делает фрезерами, а новые поколения более дорогих — запекает, а потом фрезирует до нужной точности.
Pre-preg плавник выглядит вот так, тоже вот че-то никто не догадался налить внутрь смолы побольше www.select-hydrofoils.com/wp-content/uploads/2018/10/TECHNO-Inside-510x665px.png
arheops
26.06.2022 01:01+1Вот описалка, почему именно все до сих пор используют g10, несмотря на кучу смол и материалов.
www.blackprojectwindsurfing.com/why-is-g10-the-best-material-for-windsurfing-fins
Там же есть, как эти листы выглядят и как выглядят плавники до полировки.Вот так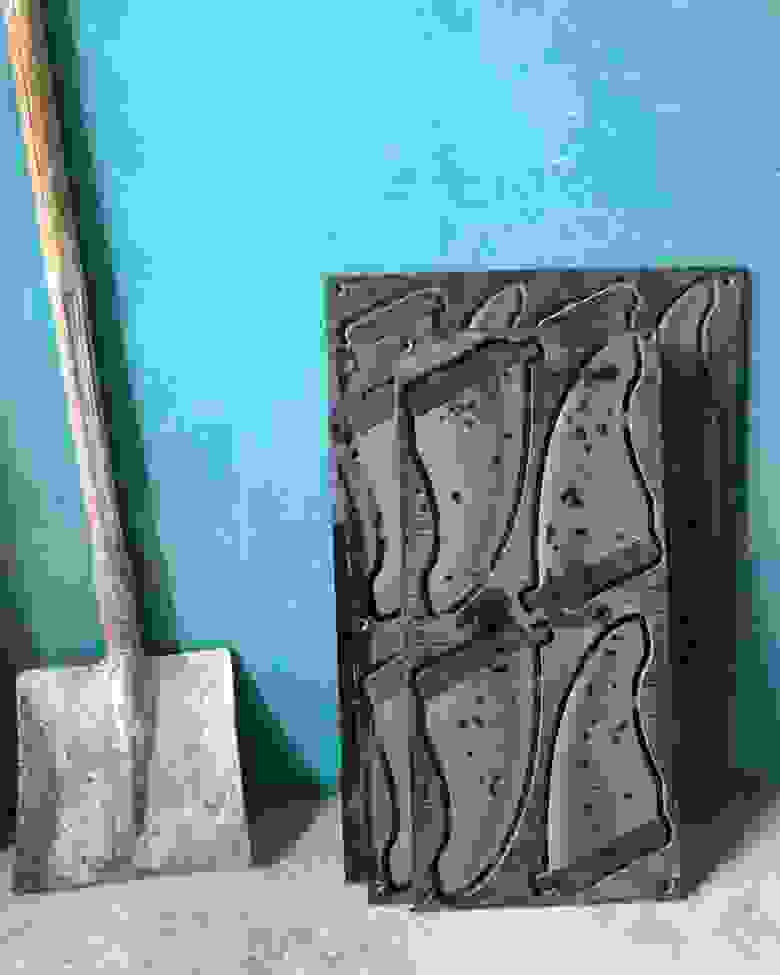
Потом плавники либо полируют(тогда видно рисунок немножко, обычно на «зеленых»), либо покрывают эпоксидной шпаклевкой или яхтовой эпоксидной краской в один слой, тогда они «похожи на пластиковые».Sergiv Автор
26.06.2022 09:39+2Маркетинг чистой воды. G10 - обычный стеклотекстолит (аналог FR4). Клеят его из последовательно уложенных слоёв стеклоткани, как следствие, он легко расслаивается между слоями. Второе - нигде не написано какое связующее используется, не говоря уже о стеклоткани и уж тем более о замасливателе стеклоткани, ну эту уж совсем дебри. Третье - не пишут о количественной мере прочности этого материала, отдельно на смолы и ткань эти данные есть. Четвёртное - материал (G10) изотропен по двум направлениям и никак иначе вы не можете управлять прочностью, кроме как изменением геометрии, а это важно, прочность вдоль плавника должна быть выше, чем поперёк.
Почему из стеклотекстолита изготавливают плавники - я думаю, что причина связана в консервативности, возможно, в маркетинге. И я этого не понимаю никак, этот способ изготовления более долгий, дорогой, трудозатратный.
Фрезеровка, ручная обработка, доводка поверхности - если фрезеровать. Фрезерная обработка один из наиболее дорогих видов обработки, а в данном случае - ещё и двухсторонняя. Зато больше подходит если вы ищите форму нового плавника, не нужно изготавливать оснастку и результат получается быстрее.
Формовка, удаление облоя - если клеить. Тут плюшки, что вы можете управлять прочностью, вне зависимости от геометрии, поверхность готового изделия = поверхность оснастки, можете использовать более стойкие к среде материалы для внешнего слоя (гелькоуты).

ProLimit
26.06.2022 13:17+1Мне вот тоже кажется, что G10 - это просто то, что нашли как наиболее подходящее из того что было, и как минимум насторажиавет, что это продукт из электронной промышленности, где требования к прочности ну явно не на первом месте. Хотя они там пишут, что выбирают самых дорогих и качественных поставщиков. Но есть и плюс - в повторяемости, чего не скажешь о ручных отливках.
У вас для кайтборда и серфборда использоавть карбон - это явно перебор. Там и пластик прекрасно работает, нагрузки небольшие. Единственное, где требуется такие заморочки с прочностью - курс рейс виндсерфинг. Там нагрузки запредельные, чаще катают в оффшор чем в остальных видах, и таки да, плавник не менее важен, чем парус.
Соглашусь в чем то и с archeops - пресс, ваккуум - это очень важно. Можно уменьшить число смолы, вы же сами написали что композит расслаивается, если ее мало, ведь проблема в воздухе, который остается в волокнах.Sergiv Автор
26.06.2022 13:34На кайтовых согласен, перебор, но выглядят они привлекательнее в ним. Слабое место -резьба у этих плавников. При ручном формовании при серийном производстве, получаются очень повторяемые и одинаковые детали. Но, это только серия и после отладки всех процессов формовки.
Конкретного для этого изделия нужен не вакуума, а барокамера или автоклав. В вакууме пузырь увеличится и, если ему некуда будет выйти, а это произойдет, то полость будет только больше.

ABHuman
28.06.2022 09:39На счёт температуреы -есть такое понятие в композитах - постпооимерищация.
Постполимеризация - это про органику смол, а не только про композиты. Полимеризация вообще характерна для многих пластмасс, только идёт она в естественных условиях, а для смол этот процесс ускоряют.
В металлах есть аналог в виде понятия "отпуска", его так же ускоряют поднятием температуры.




{kind=link}

URRY
26.06.2022 13:28+1Плавники для виндсерфинга имеют очевидные особенности: большое разнообразие, включающее несколько типов для вейва, фристайла, слалома, фрирайда и т.д., много размеров каждого для разных парусов, разных досок, плюс несколько разных типов колодцев. Кроме этого "травяные"... Похоже виндрсерферов меньше, чем плавников, даже если включать "болотный" сёрфинг средней полосы со слабым ветром и без глиссирования.
Т.о. плавники для виндсерфинга - штучный товар. Для паркового вейка плавники вообще не нужны. Для кайта нет особых требований по прчности, геометрии и сломать сложно. А если сломать, не страшно для безопасности. Почти аналогично для SUP.
Отсюда и выбор оптимальной технологии для виндсерфов: 3-х координатная ЧПУ фрезеровка из листов стеклотекстолита мелкого плетения типа G10. Ставишь лист на станок и через пару часов снимаешь 1...4...8 плавников. Хоть все разные. Станки ЧПУ крайне гибкое оборудование. Вместо плавников через 5мин можно обрабатывать что-то другое. Кроме станка, пылесоса и нескольких недорогих фрез ничего не нужно. Ручной работы почти нет. Поэтому себестоимость почти равна стоимости ЧПУ, т.е. примерно 2000 руб/час.
При формовке-выкладке с использованием стекло- углеткани, препрегов, вакуума, автоклавов, гелькоутов под каждый плавник необходима качественная металлическая оснастка (формы). Одна форма может стоить как 100....1000 готовых плавников, плюс куча спец. оборудования и ручного труда с вредными компонентами (смолы, гелькоуты, волокно). Форм нужно десятки. Плюс квалификация, стабильные режимы и контроль технологии.
Единственное, где оправдана выкладка в формах - длинные фрирайдные/слаломные плавники высокого класса с длиной более 40см. Для плавников более 50см вообще нет альтернативы. На этих размерах очень высокие изгибающие нагрузки в районе колодца на пределе прочности доступных современных композиционных материалов при ограничениях толщины и ширины, вызванных гидродинамическими причинами.
Отсюда и стоимость в несколько сотен, а инода и тысяч euro за 1шт.
Есть опыт, оборудование и собственные 3D плавников. Пишите в личку.
Интересно и по профилю ресурса оптимизация геометрии плавников под управляемость/спинауты с расчётами гидоодрнамики. Особенно для нестандартных форм типа Delta, WEED. Кто нибудь занимался?
Ну и тестирование и реверсинжрниринг удачных моделей интересно.
И где сейчас купить G10?
P.s. На неделе со вторника идеальный ветер в Благе, Веселовке

dizatorr
27.06.2022 11:41+1и нескольких недорогих фрез
Как сильно вы заблуждаетесь на этот счёт. Для обработки стеклотекстолита, необходимы высокоизносостойкие фрезы. Стекло и уголь - очень абразивные материалы и если использовать дешёвые фрезы, даже одну деталь выточить будет сложно. Фреза затупится и сгорит намного раньше.
ABHuman
28.06.2022 09:51Ручной работы почти нет.
1) А программу на станок тоже сам станок напишет?
2) Контроль износа фрез автоматически происходит? Стеклонаполенные материалы, как и чугун, достаточно капризные вещи и фрезы там на порядок должны быть качественнее и выносливее, а следовательно и цена в разы выше. Поэтому проще грызть неприхотливую "алюминьку".
3) 2 часа на 8 плавников вызывает вопрос по шероховатости этих самых плавников, какое уж тогда соответствие расчётов по гидродинамике.
4) Станки ЧПУ хоть и гибкое оборудование, но требует заполнение временем загрузки хотя бы на 80%, а это работа с заказами, при которой становится понятно, что мелкосерийные плавники вообще никак не спасают при желании прибильного бизнеса по-взрослому. Опять же нюансы с жёсткостью для других видов работ, габаритами и точностью обработки, набором обрабатывающего инструмента и наличием свыше 3 осей.
lab412
прикольно конечно, но что это делает тут? и зачем писать о том что делалось 12 лет назад? и зачем это тут???? вам форумов самоделкиных нехватает? я понимаю если бы там был WiFi встроен, ардуина и LGBT-подсветка, но это кусок эпоксидки и не более того. я бы даже не стал бы ничего говорить если бы вы на 3D-принтере напечатали, но сдаётся мне 12 лет назад их не было еще в таком количестве и доступности как сейчас...
это хабр, а не кружок литья эпоксидки...
vovasik
А что тогда тут происходит
https://habr.com/ru/company/belayaraduga/blog/672038/
Ладно бы хабр был единственным местом где я могу про зубные протезы прочитать, а так аналогичная ситуация у наших дедов еще протезы были не говоря уже про 12 лет и 3d принтер, так что тут к хабру в целом вопрос
Sergiv Автор
Раньше параллельно хабру был гиктаймс, потом их объединили. Мои увлечения, в большей степени, больше подходят для гиктаймса, но, так как его нет, публикую на хабре с соответствующими хабами и ключевыми словами. На счёт 12 лет...был у меня ресурс с моими статьями, но вести и содержать его больше не хочу - есть желание делиться знаниями на одном ресурсе. Матрицу, кстати, можно напечатать, если делать используя "сегодняшние" возможности и материалы.
PS если бы я воткнул arduino в плавник, то комментарии были бы вида: "зачем это вообще в плавник, какой толк, смысли и пр."
hw_store
В таком случае вопрос: Причём тут реверс-инжиниринг? ))
Sergiv Автор
Да, действительно. Убрал ;)
ABHuman
Если бы вы раскрыли каким образом в СолидВорксе проектировали плавник, показали бы дерево проектирования, то это уже был бы уровень ИТ-технологий. Возможно, что негативных коментариев было бы поменьше. А мы бы уже подкинули немного истории, что эта система была первой на системе Windows для частников с принципом параметрического моделирования.
Sergiv Автор
Здесь тоже arduino нет и принтеров и подсветки